Изобретение относится к обработке металлических поверхностей, более точно, к дробеструйной обработке.
Дробеструйная обработка является методом, широко применяемым для улучшения определенных свойств металлических поверхностей, таких как усталостная долговечность. Дробеструйная обработка обычно отличается определенной степенью охвата, которая описывает долю поверхности, подвергшейся дробеструйной обработке, и интенсивностью, которая описывает количество кинетической энергии, приложенной на единицу площади. В литературе по дробеструйной обработке предписываются предельные параметры степени охвата и интенсивности, при превышении которых происходит ухудшение характеристик обрабатываемого материала, такое как растрескивание и уменьшение усталостной долговечности. Условия, вызывающие такое ухудшение характеристик, обычно обозначаются термином "чрезмерная дробеструйная обработка".
Последующие исследования в области дробеструйной обработки продемонстрировали возможность наноструктурирования материала в поверхностном слое путем расширения обычно установленных пределов дробеструйной обработки. Термин "наноструктурирование" означает получение стабильной фазы, зернистость которой составляет порядка нескольких десятков нанометров. Предполагается, что при некоторых условиях наноструктурирование материала препятствует распространению микротрещин, в результате чего не происходит упомянутое ухудшение характеристик.
Наноструктурирование материала обеспечивает такие выгоды, как увеличение усталостной долговечности, твердости, коррозионной стойкости, коэффициента атомарной диффузии, биологической совместимости, улучшение трибологических свойств и т.д.
Из известных технологий создания наноструктурированного поверхностного слоя можно обратить внимание основном на:
технологии проецирования мелких или очень мелких частиц с высокой или очень высокой скоростью (бомбардировка мелкими частицами или дробеструйная обработка сжатым воздухом) с нормальным падением на обрабатываемый образец. Эти технологии, в частности, описаны в публикации Iron and Steel Institute of Japan, ISIJ International, том 47 (2007), №1, стр.157-162;
технологии сообщения вибрации более крупным частицам с меньшей скоростью, известные как сверхзвуковая дробеструйная обработка или обработка поверхности механическим истиранием. Эти технологии, в частности, описаны в публикации Japan Institute of Metals, том 45, №2 (2004), стр.376-379.
В заявке WO 02/10461 описан способ формирования наноструктур на поверхности металлической детали, в котором проецируют идеально сферические шарики, сходные с шарикоподшипниками, в точку удара детали при переменных направлениях падения. Чтобы получить наноструктуры толщиной от нескольких десятков до нескольких сотен микрон, предлагается подвергать поверхность обрабатываемой металлической детали механическому и/или тепловому напряжению.
В заявке WO 02/10462 описан способ формирования наноструктур, в котором с помощью источника проецирования шариков проецируют шарики в точку удара детали при различных и переменных направлениях падения, чтобы создать деформации, имеющие любое направление. При использовании шариков диаметром 300 мкм получают слой толщиной 10 мкм, а использовании шариков диаметром 3 мм получают слой толщиной 20 мкм.
В заявке WO 02/10463 описан способ формирования наноструктур, в котором инициируют перемещение шариков путем сочетания кругового движения камеры с шариками и колебательного движения в направлении, перпендикулярном плоскости, кругового движения камеры. При использовании шариков диаметром 300 мкм получают наноструктурированный слой толщиной 10 мкм, а использовании шариков диаметром 3 мм получают слой толщиной 20 мкм.
В ЕР 1577401 описаны вибрационные стержни, которые создают ударное воздействие на материал. Максимальная скорость при ударе составляет 3,6 м/сек.
В первом варианте осуществления JP 2003201549 описано, как проецируется поток частиц на металлическую деталь при нормальном падении. В другом варианте осуществления описано, как генерируется колебательное движение с целью проецирования с относительно невысокой скоростью.
В одном из вариантов осуществления изобретения предложен способ обработки поверхности металлической детали, включающий:
воздействие на поверхность металлической детали потоком преимущественно сферических частиц таким образом, чтобы любого участка поверхности достигали частицы с несколькими основными углами падения, распределенными в основном в пределах конуса или конической пленки с внешним половинным углом при вершине от 10° до 45°, до получения поверхностного слоя наноструктур со средней толщиной, в частности, более 50 мкм, при этом частицы имеют диаметр менее 2 мм и более 0,1 мм и проецируются со скоростью от 40 м/сек до 100 м/сек.
Одной из идей, лежащих в основе изобретения, является создание одного или нескольких потоков частиц, способных соударяться с обрабатываемой поверхностью с переменными и регулируемыми углами падения с целью напряжения большого числа атомарных поверхностей скольжения материала. В одном из вариантов осуществления поверхностный слой наноструктур имеет среднюю толщину более 50 мкм, при этом граница поверхностного слоя наноструктур определяется как область металлической детали с более высокой твердостью, чем пороговая величина твердости, зависящая от металлического материала, из которого изготовлена деталь.
В одном из вариантов осуществления пороговая величина твердости определяется упрочнением материала по сравнению с известным уровнем техники после обработки поверхности, которое составляет 50% упрочнения, достигаемого на обработанной поверхности металлической детали. В других случае эта пороговая величина может определяться в зависимости от других параметров, в особенности, от положения перехода материала в кристаллическую фазу, когда происходит такой переход.
В других выгодных вариантах осуществления такой способ может отличаться одним или несколькими из следующих признаков.
В одном из вариантов осуществления частицы имеют диаметр более 0,3 мм и менее 1,4 мм.
В одном из вариантов осуществления углы падения частиц преимущественно равномерно распределены в пределах конуса или конической пленки.
В одном из вариантов осуществления конус или коническая пленка имеет внешний половинный угол при вершине от 10° до 30°.
В одном из вариантов осуществления поток частиц представляет собой струю частиц, проецируемых в центральном направлении, при этом металлическая деталь прикреплена к опоре таким образом, чтобы упомянутая поверхность проходила под наклоном к центральному направлению, а опора поворачивается вокруг оси, совпадающей с центральным направлением струи частиц.
В одном из вариантов осуществления наклон поверхности детали относительно центрального направления составляет от 10° до 30°, предпочтительно около 15°.
В одном из вариантов осуществления частицы проецируются со скоростью от около 50 до 80 м/сек.
В одном из вариантов осуществления частицы имеют более высокую твердость, чем твердость поверхности детали до обработки.
В одном из вариантов осуществления изобретения предложена металлическая деталь, содержащая поверхность, обработанную упомянутым способом и имеющую поверхностный слой наноструктур со средней толщиной более 50 мкм, при этом граница поверхностного слоя наноструктур определяется как область металлической детали с более высокой твердостью, чем пороговая величина твердости, зависящая от металлического материала, из которого изготовлена деталь.
В одном из вариантов осуществления пороговая величина твердости определяется упрочнением материала по сравнению с известным уровнем техники после обработки поверхности, которое составляет 50% упрочнения, достигаемого на обработанной поверхности металлической детали.
В одном из вариантов осуществления поверхностный слой наноструктур имеет среднюю толщину более 100 мкм.
В одном из вариантов осуществления изобретения также предложено устройство обработки поверхности металлической детали, содержащее:
проецирующее средство, способное создавать поток преимущественно сферических частиц диаметром менее 2 мм и более 0,1 мм, которые проецируются со скоростью от около 40 м/сек до 100 м/сек,
опору, способную поддерживать металлическую деталь и имеющую поверхность, подверженную воздействию потока частиц, и
привод, способный изменять ориентацию опоры относительно потока частиц таким образом, чтобы основные углы падения частиц на поверхность опоры были распределены в основном в пределах конуса или конической пленки с внешним половинным углом при вершине от 10° до 45°.
В одном из вариантов осуществления проецирующее средство способно создавать струю частиц, проецируемых в центральном направлении, при этом поверхность опоры проходит под наклоном к центральному направлению, а привод способен поворачивать опору вокруг оси, совпадающей с центральным направлением струи частиц.
В основу некоторых особенностей изобретения положена идея создания способа наноструктурирования материала с высокой производительностью с целью получения относительно толстых наноструктурированных поверхностных слоев за относительно короткое время. В основу некоторых особенностей изобретения положена идея получения относительно однородных наноструктурированных поверхностных слоев. В основу некоторых особенностей изобретения положена идея создания способа наноструктурирования материала, который может применяться к материалам с различными геометриями, в частности, вогнутой формы. В основу некоторых особенностей изобретения положена идея создания способа наноструктурирования материала, который является относительно простым и экономичным в реализации.
Изобретение и другие его задачи, подробности, признаки и преимущества будут лучше поняты из следующего далее описания нескольких частных вариантов осуществления, приведенных исключительно в порядке иллюстрации, а не для ограничения изобретения, со ссылкой на прилагаемые чертежи.
На чертежах:
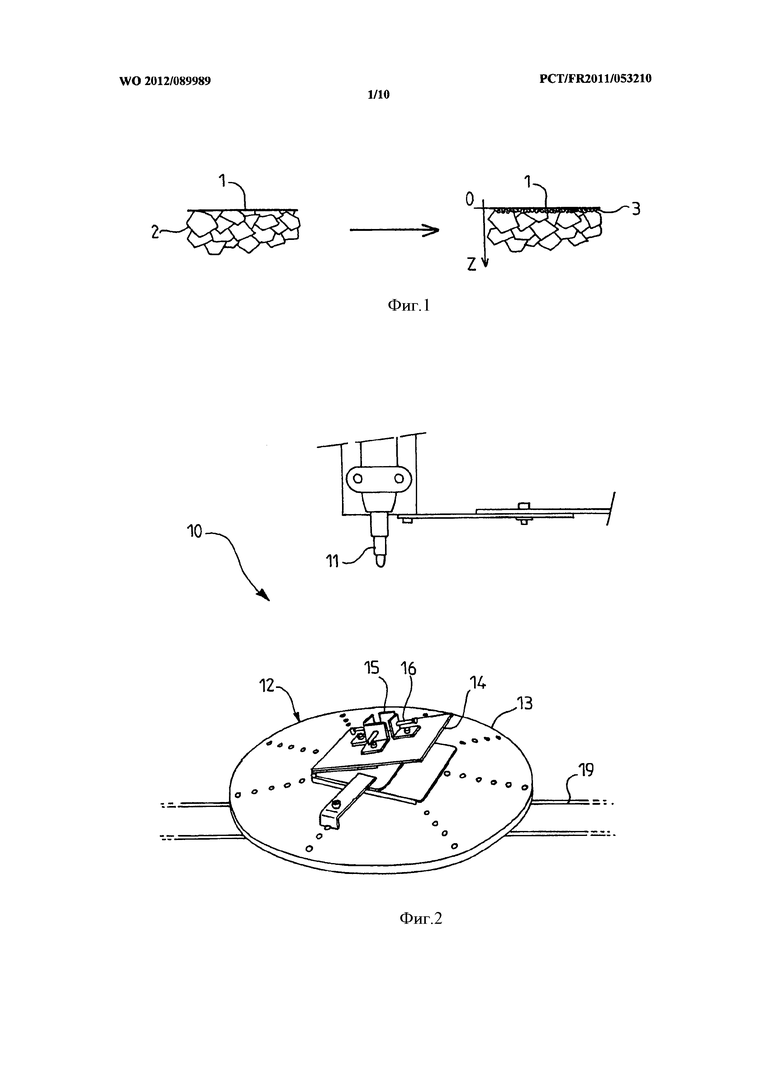
на фиг.1 показана блок-схема способа наноструктурирования металлической поверхности,
на фиг.2 схематически показан перспективный вид машины для дробеструйной обработки, применимой для реализации способов согласно вариантам осуществления изобретения,
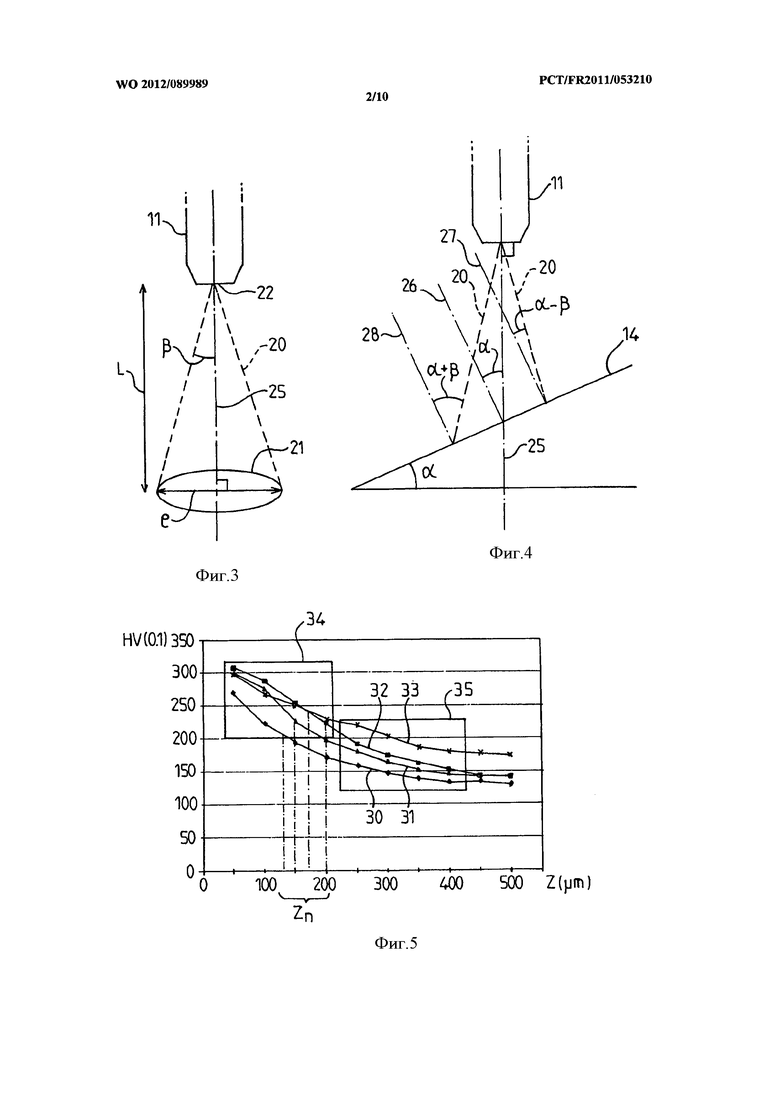
на фиг.3 схематически показана струя частиц, создаваемая проиллюстрированной на фиг.2 машиной,
на фиг.4 показана блок-схема действия проиллюстрированной на фиг.2 машины,
на фиг.5 показана диаграмма, отображающая изменение твердости металлической детали в зависимости от глубины под обработанной поверхностью при нескольких условиях дробеструйной обработки,
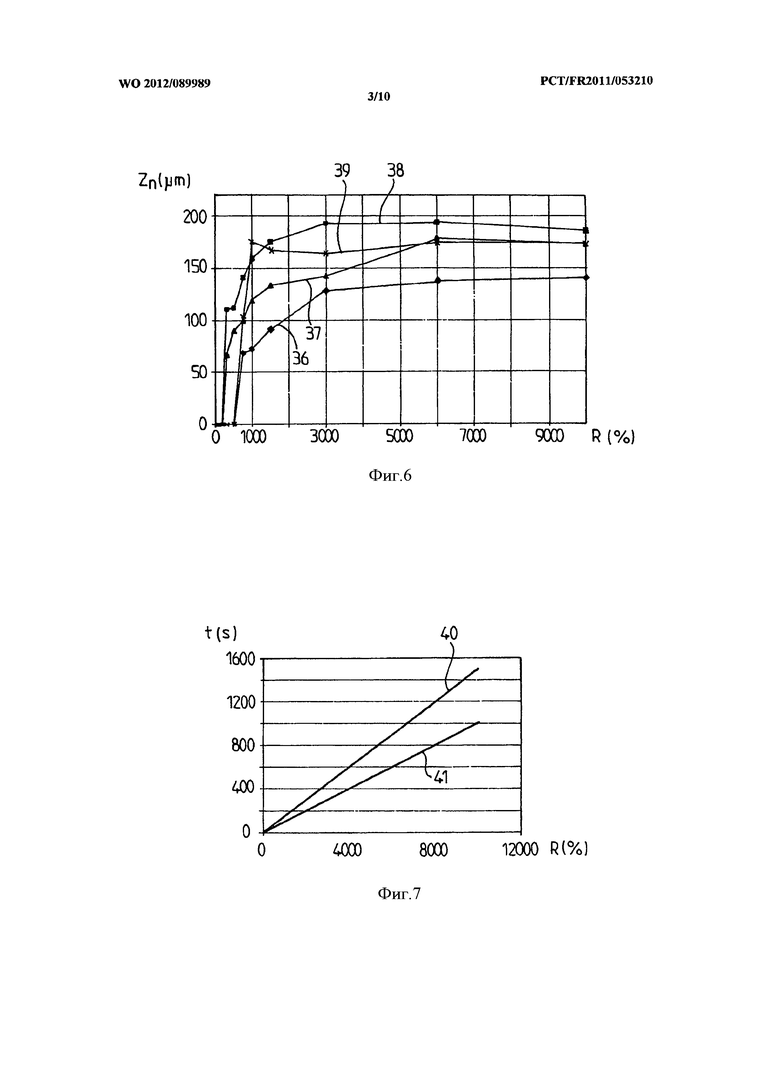
на фиг.6 показана диаграмма, отображающая изменение толщины наноструктурированного поверхностного слоя в зависимости от степени охвата при условиях дробеструйной обработки, проиллюстрированных на фиг.5,
на фиг.7 показана диаграмма, отображающая изменение времени обработки в зависимости от степень охвата при нескольких размерах дроби,
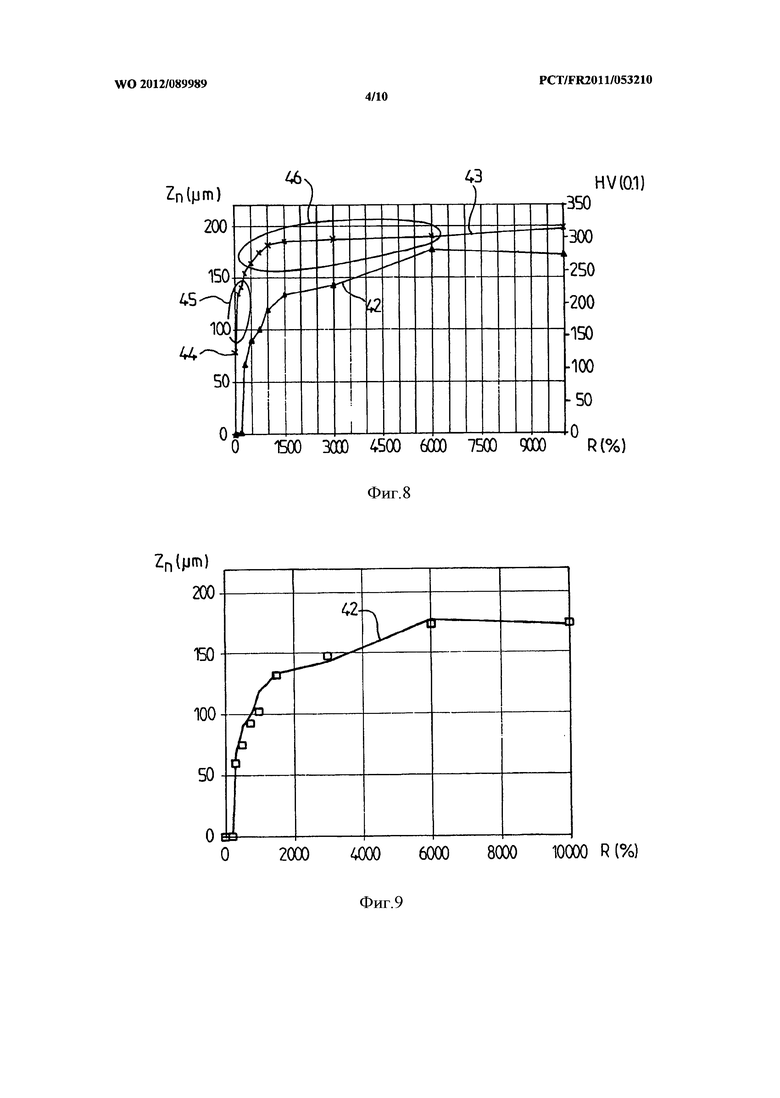
на фиг.8 показана диаграмма, отображающая изменение твердости поверхности и толщины наноструктурированного поверхностного слоя в зависимости от степени охвата при одном из условий дробеструйной обработки,
на фиг.9 показана диаграмма, отображающая изменение толщины наноструктурированного поверхностного слоя в зависимости от степени охвата при различных способах крепления обрабатываемой детали,
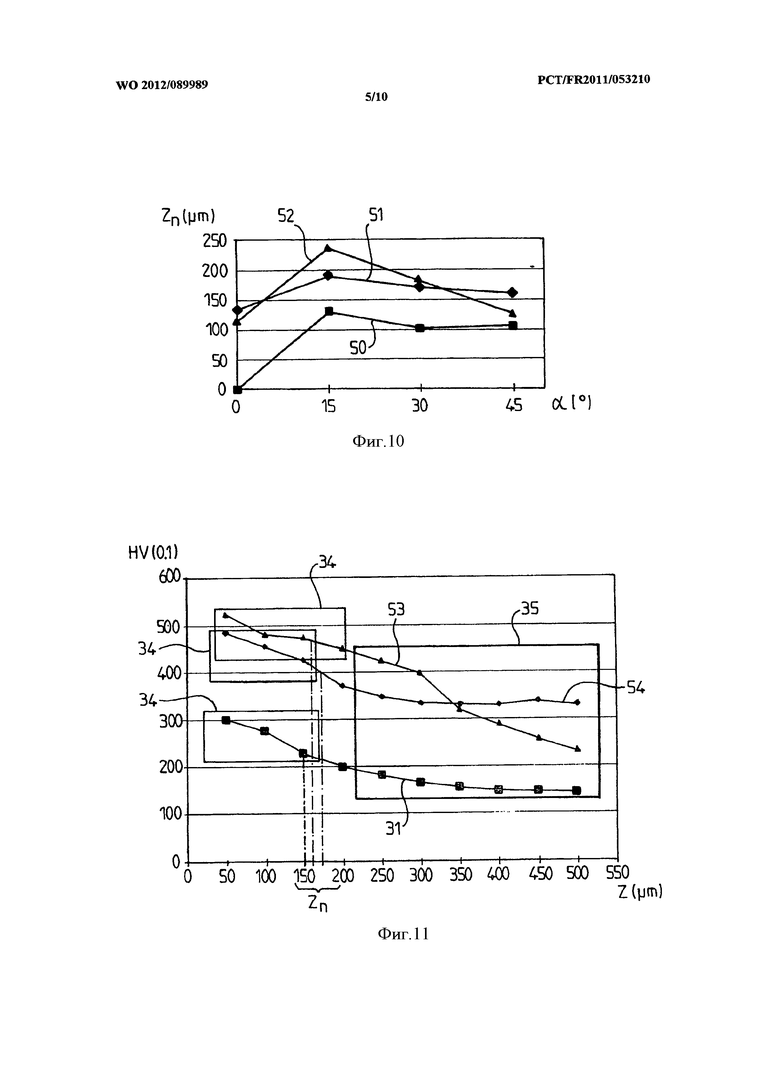
на фиг.10 показана диаграмма, отображающая изменение толщины наноструктурированного поверхностного слоя в зависимости от наклона опоры в проиллюстрированной на фиг.2 машине при нескольких условиях дробеструйной обработки,
на фиг.11 показана диаграмма, отображающая изменение твердости деталей, изготовленных из различных металлических материалов, в зависимости от глубины под обработанной поверхностью,
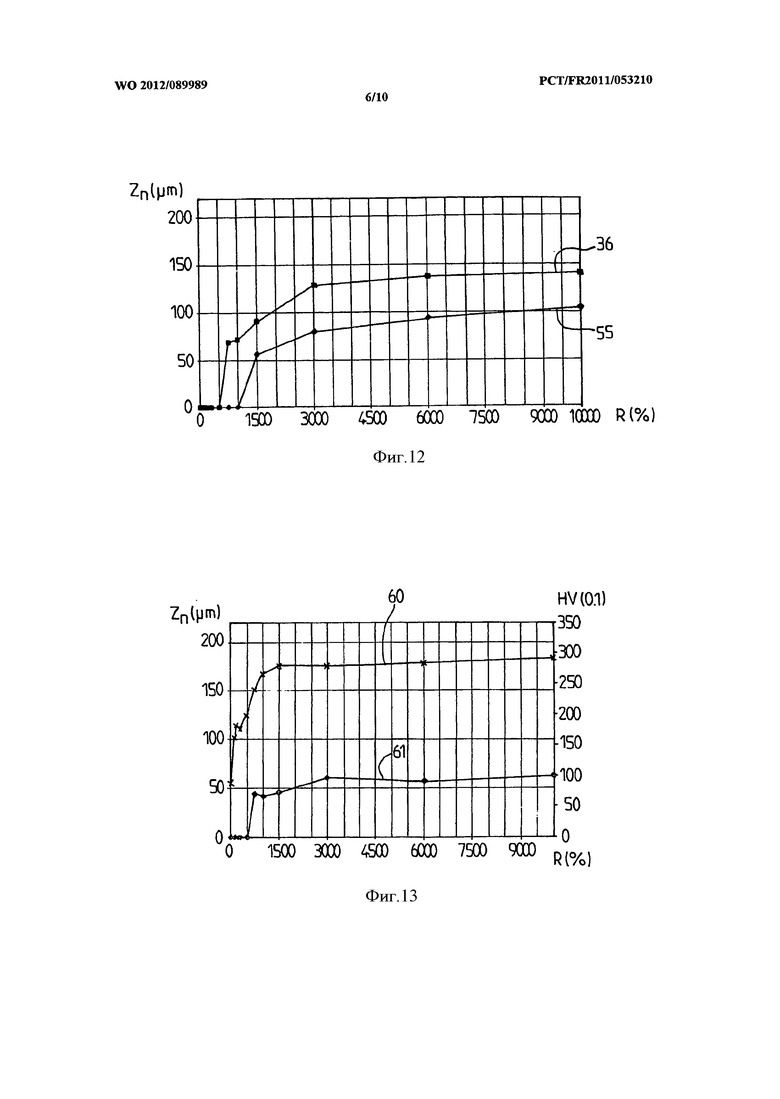
на фиг.12 показана диаграмма, отображающая изменение толщины наноструктурированного поверхностного слоя в зависимости от степени охвата при использовании различных металлических материалов,
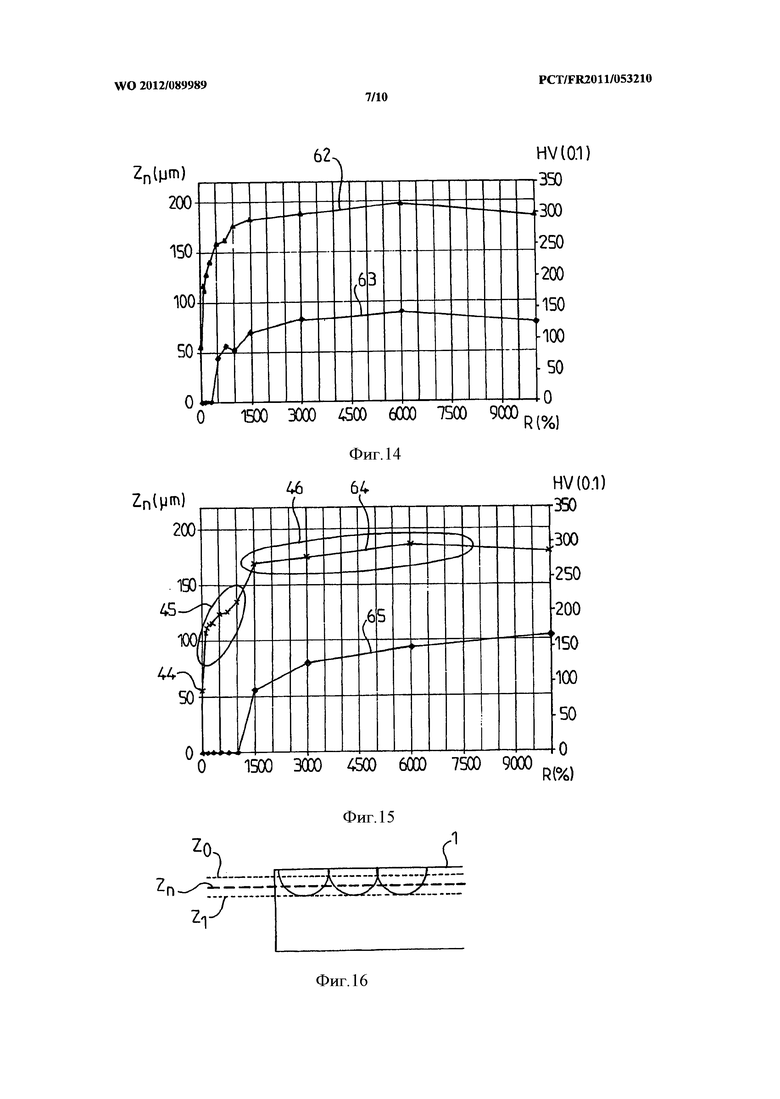
на фиг.13 и 14 показаны диаграмма, отображающие изменение твердости поверхности и толщины наноструктурированного поверхностного слоя в зависимости от степени охвата при двух различных скоростях проецирования,
на фиг.15 показана диаграмма, отображающая изменение твердости поверхности и толщины наноструктурированного поверхностного слоя в зависимости от степени охвата при другом условии дробеструйной обработки,
на фиг.16 схематически показано поперечное сечение детали, обработанной одним из способов дробеструйной обработки, и проиллюстрирована область ударного воздействия,
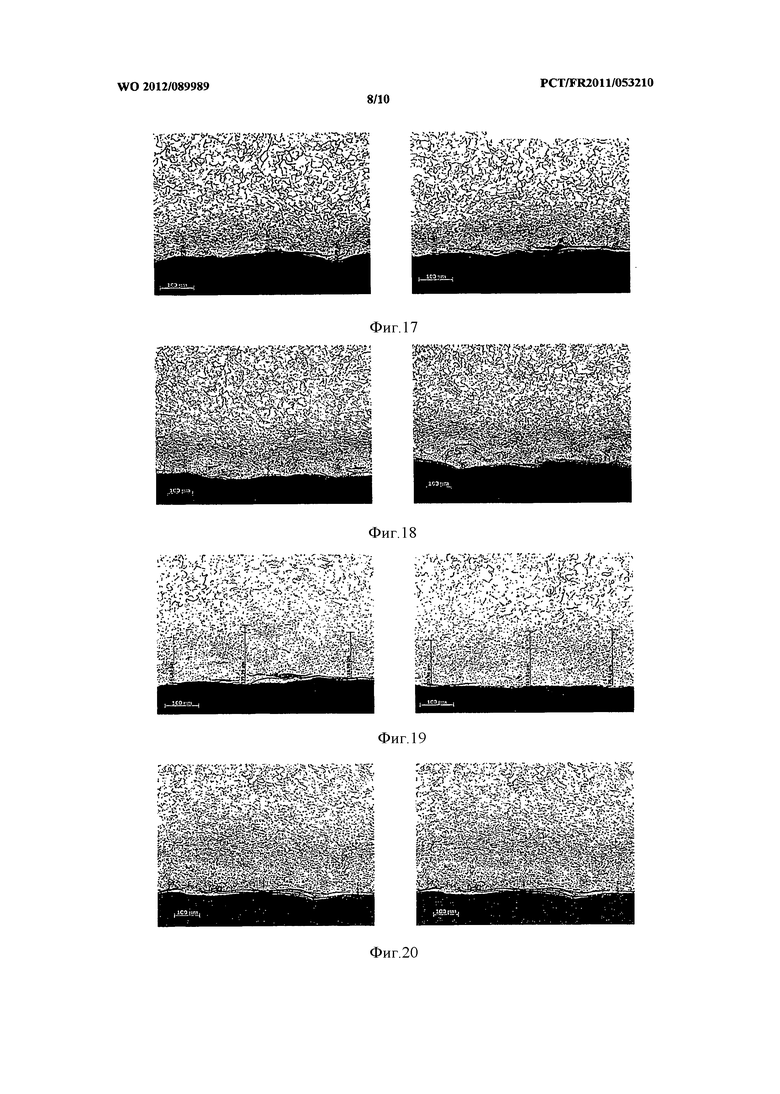
на фиг.17-20 показаны оптические микроснимки наноструктурированных поверхностных слоев,
на фиг.21 показана диаграмма, отображающая изменение твердости металлической детали в зависимости от глубины под обработанной поверхностью при нескольких условиях дробеструйной обработки с использованием другого способа измерения твердости,
на фиг.22 схематически показано поперечное сечение металлической детали, содержащей наноструктурированный поверхностный слой, в зависимости от глубины под обработанной поверхностью с наложенной кривой измеренной твердости,
на фиг.23 показана диаграмма, отображающая изменение твердости поверхности детали, подвергнутой дробеструйной обработке, и изменение толщины наноструктурированного поверхностного слоя в зависимости от степени охвата.
Далее описаны варианты осуществления способов дробеструйной обработки, позволяющих получать наноструктурированный поверхностный слой на металлической детали. Если не указано иное, представленные далее результаты экспериментов получены на плоских металлических образцах.
Рассмотрим фиг.1, на которой схематически проиллюстрирован способ наноструктурирования металлической поверхности 1. В левой части показано, что до обработки размер зерен 2 материала вплоть до поверхности 1 обычно составляет от нескольких десятков до нескольких сотен микрон. В правой части показано, что после обработки зернистость материала в поверхностном слое 3 уменьшается до нескольких десяток нанометров, например, около 20 нм, тогда как на большей глубине сохраняются более крупные зерна материала. Следовательно, от поверхности 1 материала перпендикулярно внутрь проходит ось Z. Поверхность служит точкой отсчета размеров. Переход между зерна поверхностного слоя 3 и неизмененного материала на глубине в действительности является более постепенным, чем показано на чертеже.
Наноструктурирование материала в слое 3 является стабильным вплоть до температуры по меньшей мере 600°С. Металлическая деталь, покрытая таким наноструктурированным слоем, может применяться в различных отраслях, например, там, где решающими свойствами являются износостойкость и усталостная прочность.
Далее со ссылкой на фиг.2 будет описана машина 10 для дробеструйной обработки, которая может использоваться для получения такого наноструктурированного слоя.
Машина 10 содержит проекционное сопло 11, в которое подается дробь из резервуара и сжатый воздух из компрессора (не показанных) для создания струи дроби, проецируемой со скоростью V, которая может изменяться в зависимости от размера частиц дроби. В качестве альтернативы, проецирование частиц дроби также может осуществляться с использованием лопастной турбины, как известно из уровня техники. Обычное оборудование для дробеструйной обработки позволяет достигать скоростей от 20 м/сек до около 120 м/сек.
Используемая дробь предпочтительно состоит из частиц, полученных путем атомизации. Такие частицы могут быть получены в большом количестве с относительно небольшими затратами и могут иметь вполне удовлетворительную сферичность, например, 85% или более. Их стоимость существенно ниже, чем у шарикоподшипников, имеющих практически общую технологию изготовления с достижением сферичности более 99%.
В качестве альтернативы, могут использоваться другие традиционные средства дробеструйной обработки, такие как подготовленная резаная проволока, стеклянная или керамическая дробь.
Проекционное сопло 11 обращено в сторону подвижного опорного устройства 12, сконструированного следующим образом: на валу не показанного поворотного двигателя, например, электродвигателя установлен металлический диск с возможностью поворота относительно неподвижной рамы 19. Центральная ось поворота диска 13 совпадает с центральной проекционной ось сопла 11. На диске 13 установлена наклонная опора 14, угол наклона которой относительно диска 13 может регулироваться с помощью винта. Вокруг центральной части наклонной опоры 14 закреплены крепежные зажимы 15, снабженные винтами 16, параллельными опоре 14. Винты 16 могут затягиваться на обрабатываемой детали с целью ее фиксации между зажимами 15 и могут ослабляться с целью извлечения детали после обработки.
Рассмотрим фиг.3, на которой схематически показана струя 20 частиц, создаваемая проекционным соплом 11. Струя 20 имеет приблизительно коническую форму с половинным углом β при вершине. Угол β может быть измерен, например, как соотношение между радиусом ρ подвергшейся ударному воздействию области 21 и расстоянием L от области 21 до отверстия 22 сопла 11.
Далее со ссылкой на фиг.4 будет описан принцип действия машины 10 для дробеструйной обработки. В случае плоского образца, параллельного опоре 14, на участок поверхности, расположенный вокруг центральной оси 25 струи 20, падают частицы под углом α к локальному нормальному направлению 26. На участок поверхности, расположенный вокруг края струи 20, падают частицы под углом (α-β) к локальному нормальному направлению 27. На участок поверхности, расположенный вокруг противоположного края струи 20, падают частицы под углом (α+β) к локальному нормальному направлению 28.
Когда опорное устройство 12 поворачивается во время проецирования частиц, на любой участок образца, находящийся в струе 20, падают частицы под углами в пределах более или менее широкой конической пленки. Эта коническая пленка является утончается в направлении центра струи, где она точно совпадает с углом α, и утолщается в направлении периферии струи, где она включает все углы между (α-β) и (α+β). Если β≥α, коническая пленка становится конусом. Во время поворота опорного устройства 12 обработанная область поверхности может подвергаться ударному воздействию под углами возвышения во всеми величинами в пределах конической пленки. Это свойство машины 10 позволяет с относительно высокой производительностью получать наноструктурированные слои на различных металлах, как продемонстрировано далее на примере испытаний. В описанных далее испытаниях угол β равен около 8°, а расстояние L - около 300 мм. Разумеется, не исключено, что небольшая доля частиц проецируется по нетипичным траекториям вне основных направлений струи 20.
Испытания, которые будут описаны далее, были проведены с использованием дроби различных типов с основными свойствами согласно стандарту SAE J444, которые приведены в Таблице 1. Номинальный диаметр дроби какого-либо типа определяется как срединный диаметр распределения: считается, что 50% по весу частиц дроби какого-либо типа имеет меньший диаметр, чем номинальный диаметр, а 50% имеет больший диаметр.
Испытание 1
В Таблице 2 приведены результаты первого испытания, проведенного с использованием машины 10 на плоских образцах стали Е24 (низколегированная сталь: 0,2% С, 1,5% Mn, 98,2% Fe), прикрепленных с помощью зажима к опоре 14 под наклоном α=15°. В этой таблице представлен тип дроби, использованной в испытании, скорость V проецирования, степень R охвата, толщина Zn полученного наноструктурированного слоя, твердость образца по Виккерсу на его поверхности, подвергнутой дробеструйной обработке, твердость образца по Виккерсу на его противоположной поверхности и соотношение между двумя величинами твердости, известное как прирост твердости.
Степень R охвата является показателем доли поверхности, подвернутой дробеструйной обработке. В настоящем описании она определяется следующим образом: эталонное значение 100% указывает, что было проецировано количество дроби, которого статистически достаточно для воздействия на 98% обрабатываемой поверхности. В случае величин более 100% к этому эталонному значению применяется линейный закон. Соответственно, степень охвата 1000% указывает, что проецировано количество, в 10 раз превышающее эталонное значение. Таким образом, при постоянной скорости потока степень охвата также является показателем времени обработки образца.
Толщину Zn наноструктурированного слоя определяли двумя способами: путем наблюдения методом оптической микроскопии и путем наблюдения распределения твердости материала в зависимости от глубины Z.
Толщина, измеренная методом оптической микроскопии, является средним арифметическим девяти наблюдений толщины визуально аморфного слоя, соответствующего наноструктурированной области 3. Ширину обработанного образца сканировали на протяжении трех областей, и осуществляли три измерения в каждой области, что обеспечивало воспроизводимость способа измерений.
Затем сопоставляли данных микроскопии с распределением твердости, чтобы подтвердить, что наблюдавшаяся визуально аморфная область действительно соответствует пику твердости вследствие упрочнения за счет зерен нанометрического размера.
Для определения распределения твердости с помощью микротвердомера Виккерса с пирамидальным наконечником и линзой подвергали образец вдавливанию под нагрузкой 100 граммов (HV 0,1) с шагом 50 мкм, начиная с внешней поверхности. Визуализировали поверхность образца и наноструктурированный слой методом оптической микроскопии. Таким образом, определили распределение твердости на глубине от 50 мкм до 500 мкм. Представленные данные являются средним результатом после трех вдавливаний с целью получения надежного и воспроизводимого показателя.
Связь между распределением твердости и толщиной Zn может быть более точно пояснена на примере фиг.5. На фиг.5 проиллюстрировано распределение твердости образцов, определенное описанным выше способом в ходе испытания 1 при R=3000%. Кривая 30 соответствует дроби типа S170. Кривая 31 соответствует дроби типа S280. Кривая 32 соответствует дроби типа S330. Кривая 33 соответствует дроби типа S550. На всех кривых 30-33 видна область 34 очень высокой твердости, которая соответствует наноструктурированному слою 3, и вторая область 35, в которой твердость уменьшается более плавно с увеличением глубины и которая соответствует деформационному упрочнению материала. Таким образом, граница наноструктурированного слоя 3 должна соответствовать резкому изменению наклона кривой твердости. Эта точка показана на фиг.5, на которой в виде штрихпунктирной линии нанесены толщины Zn, определенные визуальным наблюдением для дроби каждого типа.
Более точно, для дроби четырех испытанных типов, представленных на фиг.5, визуально наблюдавшаяся граница наноструктурированного слоя 3 преимущественно соответствует области, в которой твердость равна срединному значению между значением твердости на поверхности, которое в данном случае представлено первой точкой измерения на глубине 50 мкм, и значением твердости на удалении от поверхности, где материал преимущественно не подвергался дробеструйной обработке, которое представлено последней точкой измерения на глубине 500 мкм.
Соответственно, может быть получено количественное определение наноструктурированного слоя 3 в зависимости от кривой твердости: наноструктурированным слоем 3 является область, в которой упрочнение материала вследствие дробеструйной обработки составляет 50% или более максимального упрочнения на поверхности образца. Это эмпирическое определение было подтверждено опытным путем для степеней охвата более 750%, как пояснено далее.
На фиг.6 показано визуально наблюдавшееся изменение толщины Zn для дроби четырех типов в зависимости от времени дробеструйной обработки, определенного на основании степени R охвата. Кривая 36 соответствует дроби типа S170. Кривая 37 соответствует дроби типа S280. Кривая 38 соответствует дроби типа S330. Кривая 39 соответствует дроби типа S550. Кривые 36-39 демонстрируют порог обнаружения наноструктурированного слоя 3 и порог насыщения его толщины. В частности, видно, что в условиях испытания 1, толщина перестают значительно изменяться при превышении R=3000%.
На фиг.6 продемонстрировано, что дроби всех типов из испытания 1 позволяют получать слой толщиной Zn более 100 мкм или даже 140 мкм. Также продемонстрированы два преимущества дроби типа S280 и типа S330 (кривые 37 и 38). С одной стороны, наноструктурированный слой 3 имеет значительно меньшую степень R охвата, составляющую около 300%, чем при использовании более крупных частиц (S550) или более мелких частиц (S170). С другой стороны, толщина Zn достигает максимума на более высоком уровне, чем при использовании более крупных частиц (S550) или более мелких частиц (S170).
Факт получения не максимальной толщины Zn при использовании самым крупных частиц (S550, кривая 39) можно считать неожиданным. Тем не менее, его можно объяснить эффектом конкуренции, которая с увеличением размера бомбардирующих частиц существует между, с одной стороны, увеличением кинетической энергии на частицу, что влечет более глубокую и интенсивную пластическую деформацию материала при каждом ударе частиц, а, с другой стороны, увеличением среднего шага ударов, что влечет менее равномерное пространственное распределение ударов.
Эта конкуренция схематически проиллюстрирована на фиг.16, на которой полусферой представлена область ударного воздействия, также именуемая лепестком нанокристаллизации. Если при ударах с небольшим шагом толщина Zn является относительно равномерной на протяжении всей обработанной поверхности, при ударах с относительно большим шагом образуются краевые области, в которых материал деформируется на протяжении относительно небольшой толщины Z0, и центральные области, в которых материал деформируется на протяжении относительно большой толщины Z1. Толщина Zn, которая может наблюдаться, находится между Z0 и Z1.
Другим свойством, заметное влияние на которой оказывает размер частиц, является равномерность толщины Zn на протяжении обработанной поверхности. Это свойство может быть охарактеризовано стандартным отклонением l толщины Zn. В Таблице 3 приведены результаты измерений образцов из испытания 1, микроснимки которых представлены на фиг.17-19. При выбранной степени охвата имеющая наибольший размер дробь типа S550 обеспечивает среднюю толщину Zn, сравнимую с толщиной при использовании дроби типа S330, но при этом вдвое увеличивается стандартное отклонение l. На фиг.17-19 также можно наблюдать лепестки нанокристаллизации.
Кроме того, в зависимости от характера проекционного сопла 11 время, необходимое для достижения заданной степени охвата, может увеличиваться в зависимости от размера частиц. На фиг.7 показано изменение степени R охвата в зависимости от времени t проецирования для частиц двух различных размеров при использовании традиционной модели сопла для дробеструйной обработки и прочих одинаковых условий. Кривая 40 соответствует дроби типа S550, а кривая 41 - дроби типа S280. В ходе испытания 1 для достижения толщины 100 мкм требуется 107 секунд при использовании дроби типа S550 в отличие от 30 секунд при использовании дроби типа S330 и 75 секунд при использовании дроби типа S280. Соответственно, дробь оптимального типа с точки зрения производительности, иными словами, дробь, которая обеспечивает наибольшую толщину наноструктурированного слоя в единицу времени, имеет меньшие размеры, чем дробь типа S550.
Таким образом, в испытании 1 показано, что при использовании дроби типа S550 начинает проявляться приводящее к обратным результатам действие крупных частиц, и нецелесообразно использовать еще более крупные частицы.
На фиг.8 продемонстрирована зависимость между толщиной Zn наноструктурированного слоя и упрочнением, наблюдаемым на поверхности обработанного образца. Кривая 42 отображает толщину Zn (левая ось), а кривая 43 отображает твердость по Виккерсу на поверхности (правая ось) в зависимости от степени R охвата при использовании дроби типа S280 в испытании 1. Кривая 43 демонстрирует эффект деформационного упрочнения, который вызывает первое увеличение твердости в области 45 от начальной твердости 44, но без формирования зерен нанометрического размера, и эффект наноструктурирования материала, который вызывает второе увеличение твердости в области 46.
Испытание 2
С целью оценки необязательного эффекта фиксации детали зажимами 15 в испытании 1 было проведено испытание 2 с использованием дроби типа S280 в условиях, аналогичных условиям испытания 1, путем соединения образца склеиванием с опорой 14 без воздействия на него усилием зажима. На фиг.9 показано изменение толщины Zn в зависимости от степени R охвата в испытании 2 (квадратные символы), наложенное на кривую 42 из испытания 1. Между результатами двух испытаний отсутствуют значительные различия в измерении как толщины, так и твердости, что означает, что фиксация детали путем зажима в испытании 1 не имеет причинной связи с наблюдаемыми эффектами наноструктурирования.
Испытание 3
С целью оценки влияния ориентации обрабатываемой детали на струю дроби было проведено испытание 3 с использованием дроби типов S170, S280 и S330 в условиях, аналогичных условиям испытания 1, путем изменения угла α от 0° до 45° поворота опорного устройства 12. В Таблице 4 приведена толщина наноструктурированного слоя, полученного в испытании 3.
Видно, что при использовании дроби каждого типа толщина Zn изменяется в зависимости от угла α и достигает четко выраженного максимума при угле α около 15°. Также видно, что поворот опоры не оказывает значимого эффекта при угле α=0°, но, когда опора наклонена, существенно увеличивается толщина Zn. Эти наблюдения показывают, что удары частиц под углами падения, изменяющимися в любой точке обработанной поверхности, повышает производительность наноструктурирования. В частности, эти частицы распределены в пределах конуса или конической пленки с внешним половинным углом при вершине от около 10° до 45° в условиях данного испытания.
На фиг.10 наглядно представлены результаты поворота опоры из Таблицы 4. Кривая 50 соответствует дроби типа S170. Кривая 51 соответствует дроби типа S280. Кривая 52 соответствует дроби типа S330.
С целью оценки влияния характера обработанного материала на наноструктурирование были проведены испытания с использованием различных материалов. Теоретически различные материала имеют различную восприимчивость к тяжелой пластической деформации и, соответственно, к механизмам нанокристаллизации. Процессы измельчения зерен в условиях тяжелой пластической деформации зависят от множества внутренних и внешних факторов, таких как структура и энергия дефекта упаковки (SFE) материала. Чем выше SFE материала, например, такого как чистое железо, тем сложнее активация различных поверхностей скольжения и образование дислокации, необходимых для выполнения требований к процессам измельчения зерен. Таким образом, кристаллографическая структура металла и необязательное присутствие других элементов, таких как углерод или другие образующие сплав элементы, в особенности, в виде выпавшей фазы, которая способствует образованию дислокации, оказывает влияние на производительность наноструктурирования.
Испытание 4
Были проведены сравнительные испытания с использованием образцов нержавеющей стали 304L и конструкционной стали 32CDV13 в условиях, аналогичных условиям испытания 1 с использованием дроби типа S280. На фиг.11 проиллюстрированы результаты этих испытаний в пересчете на распределение твердости при R=3000% аналогично представлению на фиг.5. Кривая 53 соответствует нержавеющей стали 304L. Кривая 54 соответствует конструкционной стали 32CDV13. Распределение твердости этих материалов соответствует тенденциям, наблюдавшимся в испытании 1. Области 34 и 35 на фиг.11 имеют такое же значение, как и на фиг.5. Кривая 31 из испытания 1 (сталь Е24) представлена для сравнения. Наблюдаемые толщины Zn составляют 143 мкм для Е24, 176 мкм для конструкционной стали 32CDV13 и 155 мкм для нержавеющей стали 304L.
И в этом случае подтверждается данное выше эмпирическое количественное определение кривых 54 и 31.
Это определение ясно соответствует кривой 53 (сталь 304L), когда эталон упрочнения выбирается на глубине 300 мкм. Выбор эталона объясняется изменением характерной для стали 304L микроструктуры во время дробеструйной обработки, материала, более точно, на первой стадии дробеструйной обработки, соответствующей стадии деформационного упрочнения материала.
На первой стадии дробеструйной обработки материала некоторое количество аустенита в стали 304L преобразуется в мартенсит деформации. Это преобразование в мартенсит деформации приводит к значительному повышению твердости. На кривой 53 видно значительное снижение твердости в интервале от 300 до 350 мкм. Это снижение твердости в целом соответствует зоне фазового превращения аустенита и фазе с высоким содержанием мартенсита деформации. На второй стадии в мартенситной фазе появляется наноструктурированный слой 3. Так, начиная с толщины более 350 мкм образец стали 304L имеет первоначальную твердость аустенита, а при толщине менее 300 мкм твердость материала повышается как за счет наноструктурированного слоя, так и присутствия мартенсита деформации. Так, эталонной твердостью, используемой для измерения наноструктурированного слоя, является твердость в самых глубоких слоях мартенсита деформации, которая в данном случае составляет около 300 мкм.
Испытание 5
Было проведено сравнительное испытание с использованием образцов чистого железа, содержащего 0,03 С (99,8% Fe), в условиях, аналогичных условиям испытания 1 с использованием дроби типа S170. Предполагается, что чистое железо является одним из наименее благоприятных материалов для измельчения зерен вследствие его ферритовой структуры и высокой SFE (около 200 мегаджоуль/м2). Кривая 55 на фиг.12 отображает визуально наблюдавшуюся толщину Zn, полученную в этом испытании, в зависимости от степени R охвата. Кривая 36 из испытания 1 (сталь Е24) представлена для сравнения.
Таким образом, подтверждается, что нанокристаллизация стали Е24 происходит быстрее (появление наноструктурированного слоя при R=750%), чем чистого железа (появление наноструктурированного слоя при R=1000%), при этом сталь Е24 имеет более толстый наноструктурированный слой (Zn=130 мкм по сравнению с Zn=100 мкм) при насыщении. В испытании 5 показано, что в случае большинства предполагаемых материалов могут быть получены наноструктурированные слои толще 100 мкм.
Испытание 6
С целью оценки влияния более мелких частиц были проведены испытания с использованием образцов чистого железа, содержащих 0,03 С (99,8% Fe), и дроби типа S070. Остальные условия аналогичны условиям испытания 1.
На фиг.13 проиллюстрированы результаты, полученные при скорости проецирования V=60 м/сек, аналогично представлению на фиг.8. Кривая 60 отображает твердость по Виккерсу на поверхности, а кривая 61 толщина Zn наблюдалась визуально. Видно, что толщина Zn насыщается на уровне, близком к 60 мкм, при R=3000% и более. В случае мелких частицы, таких как дробь типа S070, эта степень охвата может быстро достигаться, например, менее чем за 300 секунд при использовании обычного материала для дробеструйной обработки.
На фиг.14 проиллюстрированы результаты, полученные при скорости проецирования V=92 м/сек, аналогично представлению на фиг.8. Кривая 62 отображает твердость по Виккерсу на поверхности, а кривая 63 отображает толщину Zn. Видно, что толщина Zn насыщается на уровне, близком к 80-90 мкм, при R=3000% и более.
Эти результаты следует сравнить с результатами, представленными на фиг.4 приведенной выше публикации International ISIJ, на которой показано, что использованный сплав Fe - 3,3 Si имеет ферритовую кристаллическую структуру, сравнимую с Fe - 0,03 С. В испытании 6 продемонстрировано получение наноструктурированного слоя большей толщины со степенью охвата, размером частиц и скоростью проецирования во всех случаях меньших, чем в упомянутой публикации. Следует отметить, что для сравнения степеней охвата требуется калибровка вследствие различий в их определении в этих двух случаях. Снижение скорости проецирования может оказаться выгодным для уменьшения шероховатости обработанного образца или защиты материала, более уязвимого к микротрещинам.
Испытание 7
Испытание 7 было проведено с использованием образцов чистого железа, содержащих 0,03 С (99,8% Fe) и дробь типа S170. Остальные условия аналогичны условиям испытания 1.
На фиг.15 проиллюстрированы результаты, полученные при скорости проецирования V=57 м/сек, аналогично представлению на фиг.8. Кривая 64 отображает твердость по Виккерсу на поверхности, а кривая 65 отображает толщину Zn. Позиции 44, 45 и 46 имеют такие же значения, как и на фиг.8. Видно, что толщина Zn насыщается на уровне, близком к 100 мкм.
Испытание 8
Далее будет описана вторая серия испытаний. В этой второй серии испытаний распределение твердости у образцов определялось более точным методом, чтобы получить определение наноструктурированного слоя на основании исключительно кривой твердости материала.
В Таблице 3 приведены результаты второй серии испытаний, проведенных в тех же условиях, что и испытание 1, результаты которого представлены в Таблице 2.
Для определения распределения твердости в этой второй серии испытаний с помощью микротвердомера Виккерса с пирамидальным наконечником и линзой подвергали образец вдавливанию с шагом 10 мкм, начиная с глубины 20 мкм от внешней поверхности до глубины 100 мкм. Затем продолжали вдавливание с шагом 50 мкм до глубины 300 мкм. Вдавливание осуществляли с помощью микротвердомера Виккерса с пирамидальным наконечником и линзой под нагрузкой 25 граммов (HV 0,025). Для этого использовали микротвердомер Buehler Micromet 5104, имеющий стол с электроприводом с шагом 1 мкм, и управляющее и измерительное программное обеспечение Buehler Omnimet Mhtsa. Таким образом, определили распределение твердости на глубин от 20 мкм до 300 мкм. Представленные данные являются средним результатом после трех вдавливаний с целью получения надежного и воспроизводимого показателя. Как и в предыдущих испытаниях, поверхность образцов и наноструктурированного слоя визуализировали методом оптической микроскопии. Для наблюдения образцов использовали микроскоп Zeiss axio scope A1, камеру Qimaging Micropublisher 5.0 RTV, объектив Zeiss EC EPIPLAN X10/0.2HD и программное обеспечение Axio vision 4.8.
Первые три столбца в Таблице 3 соответствуют первым трем столбцам в Таблице 2. В четвертом столбце представлена толщина Znh наноструктурированного слоя в зависимости от твердости. Определение толщины Znh наноструктурированного слоя в испытании 8 осуществляли методом исключительно на основе зависимости между распределение твердости и глубиной Z. С этой целью определили порог твердости путем вычисления срединного значения твердости между твердостью, измеренной в поверхностном слоем, и твердостью образца в глубинном слое, в котором материал преимущественно не изменен под действием дробеструйной обработки.
Таким образом, толщина Znh наноструктурированного слоя соответствует глубине, на которой увеличение твердости составляет половину наблюдаемого увеличения твердости на поверхности образца после обработки этой поверхности.
В пятом и шестом столбцах представлена твердость на обработанной и необработанной поверхности образца. Эти данные соответствуют первым точкам измерения кривой твердости, то есть глубине 20 мкм. Поскольку твердость измерялась в целом ближе к поверхности, чем в испытании 1, она является более высокой, чем в Таблице 2. В действительности, размер зерен вблизи поверхности изменяется согласно градиенту. Так, в одной области внешней поверхность размер зерен составляет от 10 до 50 нм, в более глубинной области размер зерен составляет от нескольких десятков до нескольких сотен нанометров. Кроме того, твердость в испытании 1 измерялась при более высокой нагрузке, чем в испытании 2. Соответственно, в испытании 1 вмятина в материале имела большие размеры, и ее измерение было менее точным.
В последнем столбце Таблицы 3 представлен предел неопределенности измерения Znh толщины в соответствии с пределом неопределенности микротвердомера. В действительности, измерения твердости имеют неопределенность около ±10 по шкале Виккерса в случае стали Е24, ±9,5 по шкале Виккерса в случае стали 32CDV13 и ±13,5 по шкале Виккерса в случае стали 304L. С целью повышения точности измерения твердости нагрузку твердомера корректировали в зависимости от твердости материала: для более твердых материалов использовали более высокую нагрузку. Так, для стали 32CDV13 и стали 304L использовалась нагрузка 50 г (HV 0,050).
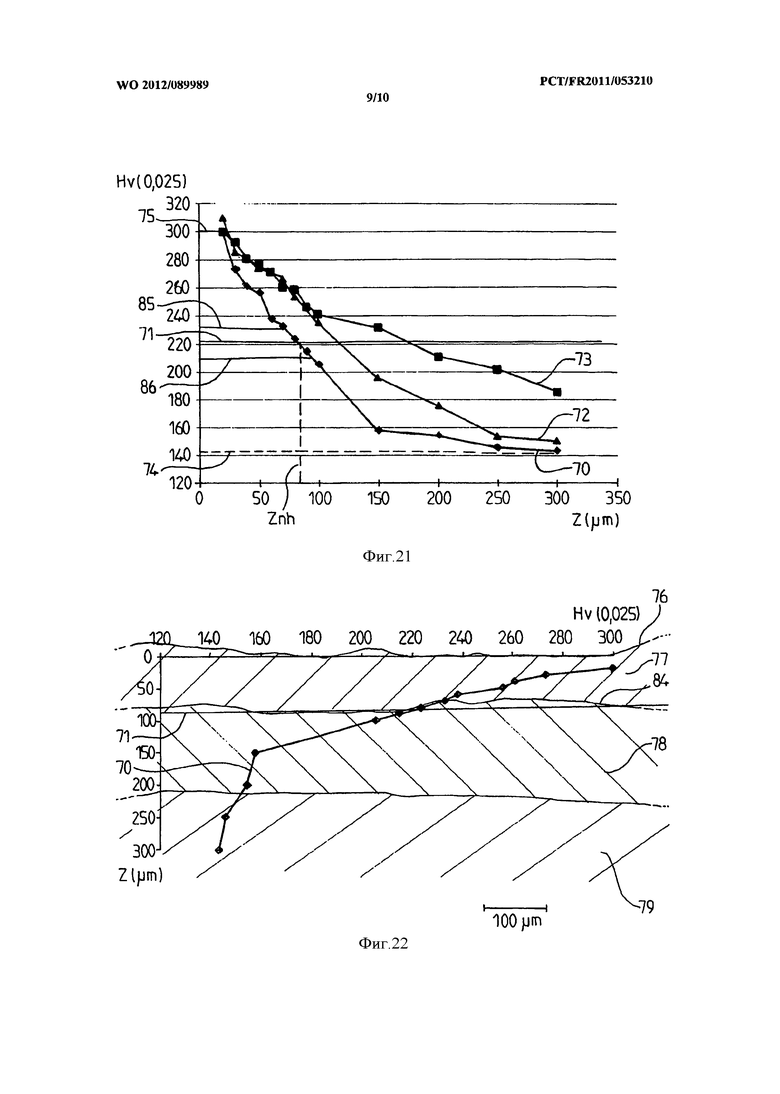
На фиг.21 проиллюстрировано распределение твердости, определенное описанным выше методом с использованием образцов, соответствовавшим образцам из испытания 1, при R=3000%. Кривая 70 соответствует дроби типа S170. Кривая 72 соответствует дроби типа S330. Кривая 73 соответствует дроби типа S550. На всех кривых 70, 71 и 73 видна зона очень высокой твердости, которая соответствует наноструктурированному слою 3, и вторая зона, в которой твердость уменьшается более плавно с увеличением глубины и которая соответствует деформационному упрочнению материала.
В качестве примера, как показано на фиг.21, твердость 74, измеренная в глубинном слое, и максимальная твердость 75, измеренная в поверхностном слое образца, представленного кривой 70, составляют, соответственно, и 142 и 300 по шкале Виккерса. Соответствующий порог 71 составляет 221 по шкале Виккерса, что соответствует срединному значению между твердостью 74, измеренной в глубинном слое образца, и максимальной твердостью 75, измеренной в поверхностном слое образца.
Этот порог позволяет определять, что толщина Znh наноструктурированного слоя в испытании с использованием дроби S170 составляет приблизительно 81,5 мкм.
Соответственно, на основании порога твердости и предела неопределенности твердости определяется предел неопределенности толщины Znh наноструктурированного слоя. В качестве примера, в случае упомянутого порога 71, составляющего 221 по шкале Виккерса, представлены граничные значения толщины наноструктурированного слоя для значений 85 и 86 твердости, составляющих, соответственно, 231 по шкале Виккерса и 211 по шкале Виккерса. Таким образом, толщина наноструктурированного слоя находится в интервале от около 69 до 92 мкм. Пределы неопределенности толщины наноструктурированного слоя представлены в Таблице 3. Таким образом, вследствие неопределенности твердости наглядно измеренная толщина наноструктурированного слоя как таковая также имеет измеримую неопределенность.
Как указано ранее, второй метод измерений на основе твердости удовлетворительно согласуется с методом визуального определения: на фиг.22 схематически представлены области, наблюдавшиеся на оптических микроснимках образца, соответствующие кривой 70 на фиг.21 (дробеструйная обработка дробью S170 при R=3000%). Кривая 70 распределения твердости в зависимости от глубины Z от поверхности образца нанесена на схематическое представление этих областей.
На фиг.22 виден наноструктурированный поверхностный слой 77, соответствующий области, в которой материал является преимущественно аморфным и однородным. Слой 77 соответствует более темной области на фиг.17-19. Слой 77 проходит от поверхности 76 детали до второго слоя 78. Этот второй слой 78 соответствует области, в которой наблюдаются границы зерен и в которой размер зерен, ограниченный границами зерен, увеличивается с увеличением глубины. На оптических микроснимках слой 78 соответствует области, которая проходит места скачка контраста, начинающегося со слоя 77. Этот второй слой 78 соответствует области деформационного упрочнения материала. Третий слой 79 представляет собой область, в которой размер зерен остается постоянным. Порог 71 твердости преимущественно согласуется с визуально наблюдаемой границей 84 между наноструктурированным поверхностным слоем 77 и слоем 78.
Различия между визуально наблюдаемыми значениями толщины Zn из Таблицы 2 и значениями толщины Znh из Таблицы 3 объясняются преимущественно относительно высоким пределом неопределенности измерений в Таблице 2 обычно порядка ±30 мкм. В действительности данные визуальных наблюдений из Таблицы 2 затрагивают часть переходного слоя 78, что объясняет более высокие значения толщины.
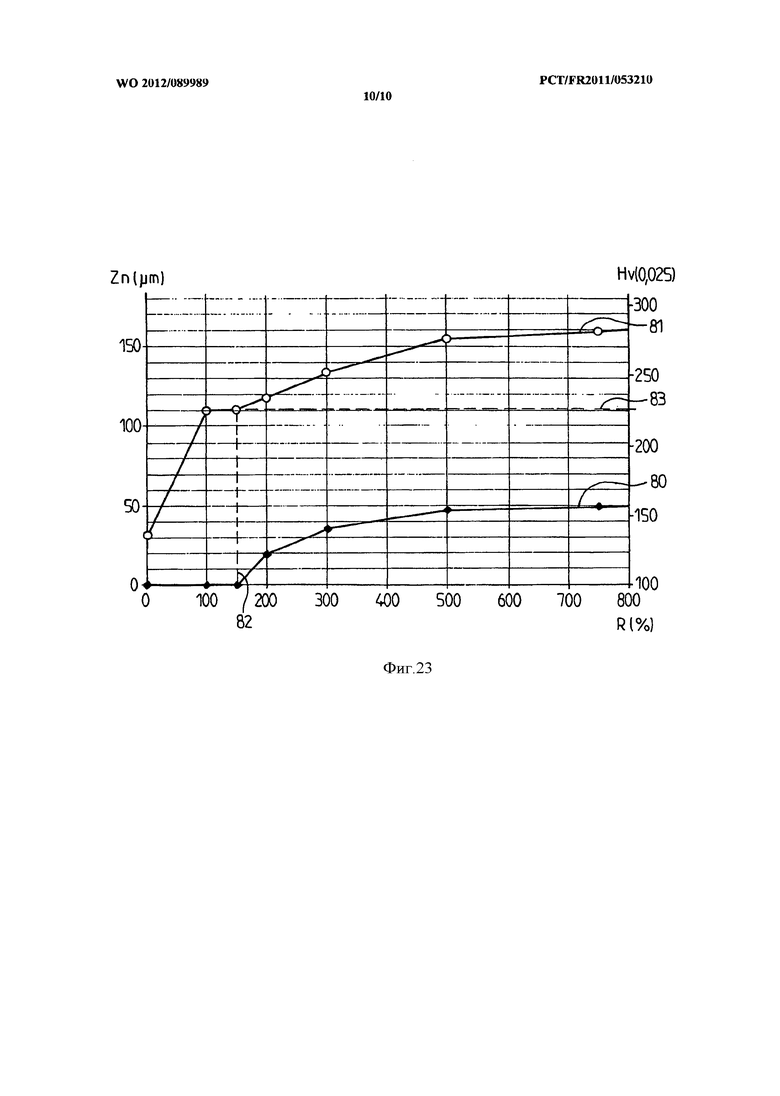
Результаты измерений толщины описанным выше методом на основе твердости могут отличаться от результатов оптических наблюдений, когда толщина наноструктурированного слоя является небольшой, что соответствует случаю образцов из испытания 8, при степени охвата менее 750%. В таком случае может применяться другой метод определения толщины наноструктурированного слоя. В его основу также положен принцип определения толщины наноструктурированного слоя на основании порога твердости. Когда в образце появляется наноструктурированный слой 3, он имеет очень малую толщину, а его твердость на поверхности соответствует этому порогу. В качестве иллюстрации и как показано на фиг.23, кривая 80 отображает толщину наноструктурированного слоя в зависимости от степени охвата, а кривая 81 отображает твердость поверхности образца в зависимости от степени охвата при дробеструйной обработке дробью S170. Минимальная обнаружимая толщина 82 наноструктурированного слоя наблюдается при степени охвата 150%. Тем не менее, измеренная при этом твердость 83 поверхности наноструктурированного слоя составляет 226 по шкале Виккерса. Этот порог твердости 226, является реалистической величиной для определения толщина наноструктурированного слоя после обработки при степени охвата менее 750%. Эта альтернативная величина имеет значение, близкое к порогу твердости, определенному с помощью срединного значения при R=3000% (221 по шкале Виккерса). В испытании 8, проиллюстрированном в Таблице 3, этим методом определяли пороги твердости при степенях охвата менее 750%. В Таблице 3 величины, определенные этим методом, отмечены звездочкой.
Эти результаты следует сравнить с результатами, представленными на фиг.3(а) и 4(b) приведенной выше публикации Japan Institute of Metals. В частности, за значительно меньшее время и значительно более гибким способом, чем сверхзвуковая дробеструйная обработка (USSP) при использовании дроби такого же размера достигаются значительное большие толщины.
Хотя представленные выше результаты получена на плоских металлических образцах, использованные способы применимы к металлическим деталям любой формы. В частности, при обработке неплоской поверхности можно последовательно обрабатывать ее ограниченные участки, каждый раз ориентируя обработанный участок поверхности таким образом, чтобы для каждого последовательного участка неплоской поверхности приблизительно соблюдались угловые условия, описанные выше применительно к плоской поверхности. Подразумевается, что термин "последовательный участок" означает участок поверхности, относительно небольшой по сравнению с локальным радиусом кривизны для того, чтобы задать среднюю ориентацию участка поверхности, и относительно большой по сравнению с размером проецируемой дроби для того, чтобы статистически предусмотреть большое число ударов.
В случае некоторых неплоских геометрий одна и та же частица способна многократно соударяться с поверхностью детали, иными словами, рикошетировать. Тем не менее, с учетом того, что рикошеты вызывают очень сильную потерю энергии, предполагается, что наиболее значимым является падение частицы под основным углом, иными словами, падение до первого соударения с деталью.
Если нежелательно или даже невозможно выполнить упомянутые условия ориентации для каждого участка поверхности обрабатываемой детали, предпочтительно определять участки металлической детали, рассчитанные наибольшие напряжения при последующей эксплуатации, которые будут именоваться рабочими поверхностями детали. Например, рабочими поверхностями шестерни обычно являются основания зубьев. Соответственно, в одном из частных вариантов осуществления может быть осуществлена обработка шестерни методом наноструктурирования путем последовательной ориентации поверхностей оснований зубьев, обращенных к струе частиц, таким образом, чтобы обеспечить конкретную ориентацию основных углов падения частиц поверхность оснований зубьев.
В варианте осуществления машины, проиллюстрированном на фиг.2, показано одно проекционное сопло. Тем не менее, может быть предусмотрена машина для дробеструйной обработки с несколькими проекционными соплами. Эти проекционные сопла могут быть, в частности, расположены таким образом, чтобы направлять струи на одну и ту же поверхность детали под несколькими различными углами падения. Проекционные сопла могут быть, в частности, расположены таким образом, чтобы направлять струи на различные поверхности обрабатываемой детали.
Могут быть предусмотрены другие взаимные расположения проекционных сопел и опоры детали с целью обеспечения основных углов падения частиц, распределенных в пределах конуса или конической пленки с внешним половинным углом при вершине от 10° до 45°. В частности, может осуществляться смещение проекционных сопел.
Хотя изобретение описано на примере нескольких частных вариантов осуществления, совершенно ясно, что оно никоим образом не ограничено ими и включает все технические эквиваленты описанных средств, а также их сочетания, если они входят в объем изобретения.
В частности, описанные в примерах варианты осуществления относятся к изначально однородным материалам, в которых описанные способы дробеструйной обработки позволяют формировать относительно толстые наноструктурированные поверхностные слои. Степень охвата, применяемая к заданному материалу, может быть охарактеризована толщиной наноструктурированного слоя, который позволяет получить эта степень охвата. Следовательно, применении аналогичной степени охвата к материалу, подвергнутому предварительной обработке другими способами, также способно обеспечивать формирование наноструктурированных поверхностных слоев даже при том, что этот предварительно обработанный материал не соответствует описанным примерам, в частности, представляет собой неоднородный материал.
Использование глаголов "иметь", "содержать" или "включать" и форм их спряжения не исключает присутствия элементов или стадий помимо тех, которые заявлены в формуле изобретения. Если не указано иное, использование неопределенного артикля в отношении элемента или стадии не исключает присутствия множества таких элементов или стадий. Несколько средств или модулей могут быть представлены одним и тем же материальным элементом.
Любая позиция, приведенная в скобках в формуле изобретения, не должна интерпретироваться как ограничение пункта формулы изобретения.
Группа изобретений относится к способу дробеструйной обработки поверхности металлической детали для получения наноструктурированного поверхностного слоя и устройству для его осуществления. Способ включает воздействие на поверхность (1) металлической детали потоком (20) частиц со сферичностью 85% или более для достижения частицами поверхности (1) под несколькими основными углами падения, распределенными в основном в пределах конуса или конической пленки с внешним половинным углом (α, α+β, α-β) при вершине от 10° до 45°, до получения им наноструктурированного поверхностного слоя (3). Частицы имеют диаметр менее 2 мм и более 0,1 мм и проецируются со скоростью от 40 м/сек до 100 м/сек в струю частиц в виде потока (20), проецируемых в центральном направлении (25). Металлическую деталь прикрепляют к опоре (14) таким образом, что наклон (α) поверхности детали, на которую воздействует поток (20), составляет от 10° до 30° относительно центрального направления. Опору (14) или проецирующее средство (11) выполняют поворачивающимися вокруг оси, совпадающей с центральным направлением струи частиц. Технический результат заключается в увеличении толщины наноструктурированного поверхностного слоя металлической детали. 2 н. и 7 з.п. ф-лы, 5 табл., 23 ил.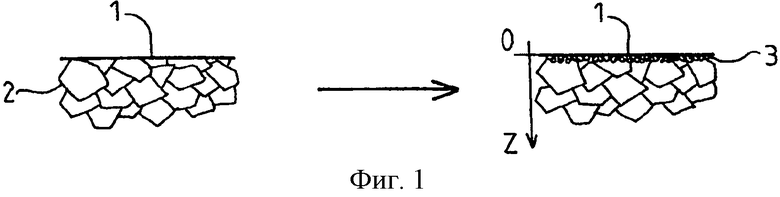
1. Способ дробеструйной обработки поверхности (1) металлической детали для получения наноструктурированного поверхностного слоя (3), включающий воздействие на поверхность (1) металлической детали потоком (20) частиц со сферичностью 85% или более для достижения частицами поверхности (1) под несколькими основными углами падения, распределенными в основном в пределах конуса или конической пленки с внешним половинным углом (α, α+β, α-β) при вершине от 10° до 45°, до получения им наноструктурированного поверхностного слоя (3), при этом частицы имеют диаметр менее 2 мм и более 0,1 мм и проецируются со скоростью от 40 м/сек до 100 м/сек в струю частиц в виде потока (20), проецируемых в центральном направлении (25), металлическая деталь прикреплена к опоре (14) таким образом, что наклон (α) поверхности детали, на которую воздействует поток (20), составляет от 10° до 30° относительно центрального направления, а опору (14) или проецирующее средство (11) выполняют поворачивающимися вокруг оси, совпадающей с центральным направлением струи частиц.
2. Способ по п.1, в котором наклон (α) поверхности детали, на которую воздействует поток, относительно центрального направления составляет 15°.
3. Способ по п.1 или 2, в котором частицы имеют диаметр более 0,3 мм и менее 1,4 мм.
4. Способ по п.1 или 2, в котором углы падения частиц распределены преимущественно равномерно.
5. Способ по п.1 или 2, в котором конус или коническая пленка имеет внешний половинный угол при вершине от 10° до 30°.
6. Способ по п.1 или 2, в котором частицы проецируются со скоростью от около 50 до 80 м/сек.
7. Способ по п.1 или 2, в котором частицы имеют более высокую твердость, чем твердость поверхности детали до обработки.
8. Способ по п.1 или 2, в котором струя частиц (20) имеет коническую форму с меньшим внешним половинным углом (β) при вершине, чем наклон (α) поверхности.
9. Устройство для дробеструйной обработки поверхности (1) металлической детали для получения наноструктурированного поверхностного слоя (3), содержащее проецирующее средство (11) для создания потока частиц со сферичностью 85% или более и диаметром менее 2 мм и более 0,1 мм, которые проецируют со скоростью от 40 м/сек до 100 м/сек, при этом проецирующее средство (11) выполнено с возможностью создания потока (20) в виде струи частиц, проецируемых в центральном направлении (25), и содержит опору (14) для поддержки металлической детали, имеющей поверхность (1), подверженную воздействию потока (20) частиц, и привод для изменения ориентации опоры (14) относительно потока (20) частиц для распределения падения частиц на поверхность (1) металлической детали, закрепленной на опоре (14) под основными углами падения в основном в пределах конуса или конической пленки с внешним половинным углом (α, α+β, α-β) при вершине от 10° до 45°, при этом поверхность опоры (14) ориентирована под наклоном к центральному направлению таким образом, что наклон (α) поверхности детали, на которую воздействует поток (20) частиц, относительно центрального направления составляет от 10° до 30°, а привод обеспечивает поворот опоры вокруг оси, совпадающей с центральным направлением.
| СПОСОБ ОПРЕДЕЛЕНИЯ ФЕРРИЦЙАНИДОВ | 0 |
|
SU210462A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| WO 0210463 A1, 07.02.2002 | |||
| СПОСОБ УПРОЧНЕНИЯ ДЕТАЛЕЙ ИЗ КОНСТРУКЦИОННЫХ МАТЕРИАЛОВ | 2007 |
|
RU2354715C1 |
| СПОСОБ ПРОИЗВОДСТВА ВЫСТРЕЛА ИЗ БАЛЛИСТИЧЕСКОЙ УСТАНОВКИ С ИСПОЛЬЗОВАНИЕМ КУМУЛЯТИВНОГО И ГИДРОДИНАМИЧЕСКОГО ЭФФЕКТА | 2022 |
|
RU2812284C1 |

