ОБЛАСТЬ ТЕХНИКИ
Настоящее изобретение относится к способу получения нитрата аммония, объединяющему получение азотной кислоты с получением нитрата аммония.
ПРЕДШЕСТВУЮЩИЙ УРОВЕНЬ ТЕХНИКИ
Международная заявка на патент WO 2012/07161 раскрывает комплексный способ получения нитрата аммония, согласно которому:
a) подаваемый газообразный сырьевой материал установки окисления (т.е. материал, подаваемый в эту установку), состоящий по меньшей мере по существу из аммиака, водяного пара и окисляющего газа, подвергают воздействию условий, при которых аммиак окисляется с образованием реакционной смеси, содержащей монооксид азота и водяной пар,
b) реакционную смесь охлаждают в теплообменнике, в результате чего монооксид азота окисляется, водяной пар конденсируется, а продукты окисления монооксида азота реагируют с конденсированной водой и абсорбируются ею с образованием потока азотной кислоты, и
c) поток азотной кислоты реагирует с потоком аммиака с образованием нитрата аммония.
Как описано в WO 2012/071616, отдельные потоки аммиака поступают на стадии получения азотной кислоты и нитрата аммония. Кроме того, согласно одному из вариантов осуществления описанного способа, пар, образующийся в ходе концентрирования раствора нитрата аммония на стадии получения нитрата аммония, подают на стадию получения азотной кислоты с образованием по меньшей мере части парового компонента сырьевого материала установки окисления или с образованием части водного или парового компонента исходного сырья, из которого происходит сырьевой материал установки окисления. Кроме того, в одном из вариантов осуществления описано, что на стадию получения нитрата аммония может подаваться небольшой избыток аммиака (для уменьшения коррозии испарителя и подавления парциального давления азотной кислоты в паровом пространстве испарителя), и, как следствие, небольшое количество аммиака (по существу менее 10% аммиачного компонента сырьевого материала установки окисления) может поступать на стадию получения азотной кислоты с паром.
Авторы настоящего изобретения установили, что, подавая существенный избыток (то есть по меньшей мере 10%) аммиака на стадию получения нитрата аммония, можно уменьшить размер реактора для получения нитрата аммония, а также, возможно, снизить требования к точности перемешивания для завершенной реакции азотной кислоты. Кроме того, установлено, что существенный избыток аммиака может эффективно подаваться со стадии получения нитрата аммония на стадию получения азотной кислоты в составе подаваемого пара, состоящего по существу полностью из пара, требуемого на стадии получения азотной кислоты.
Как также описано в WO 2012/071616, окисляющий газовый компонент из сырьевого материала установки окисления включает в себя газ, содержащий более приблизительно 80% кислорода. Однако авторы настоящего изобретения установили, что окисляющий газ может содержать воздух или другую окисляющую газообразную смесь, обогащенную кислородом менее чем на 80%; допуская, что объем реакции-абсорбции будет существенно больше, однако это скомпенсируется возможностью существенного сокращения затрат за счет использования менее обогащенного кислородом окисляющего газа.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Настоящее изобретение можно охарактеризовать, как предоставляющее способ получения нитрата аммония, согласно которому:
a) газообразный сырьевой материал установки окисления, состоящий по меньшей мере по существу из аммиака, водяного пара и окисляющего газа, подвергают воздействию условий, при которых аммиак окисляется с образованием реакционной смеси, содержащей монооксид азота и водяной пар,
b) реакционную смесь охлаждают в теплообменнике, в результате чего монооксид азота окисляется, водяной пар конденсируется, а продукты окисления монооксида азота реагируют с конденсированной водой и абсорбируются ею с образованием потока азотной кислоты, с превращением по существу всего монооксида азота, содержащегося в реакционной смеси, в азотную кислоту,
c) поток азотной кислоты реагирует с потоком аммиака на стадии получения нитрата аммония с образованием нитрата аммония,
d) по меньшей мере 80% пара в составе сырьевого материала установки окисления происходит со стадии получения нитрата аммония, и
e) по меньшей мере 10% аммиака в составе сырьевого материала установки окисления происходит и доставляется паром со стадии получения нитрата аммония.
Настоящее изобретение можно также охарактеризовать как обеспечивающее нитрат аммония (в любой из его разнообразных возможных форм), получаемый указанным выше способом.
При использовании в упомянутых выше и последующих определениях изобретения термин "окисляющий газ" следует понимать как смесь, содержащую воздух или другой окисляющий газ, или, предпочтительно, как газ, содержащий более чем приблизительно 80%, предпочтительно, по меньшей мере 90% кислорода и, наиболее предпочтительно, более 95% кислорода.
Кроме того, "по существу весь" в отношении монооксида азота в приведенных выше и последующих определениях изобретения означает количество монооксида азота, превышающее 90%, предпочтительно, превышающее 95%, и наиболее предпочтительно, вплоть до уровня, приближающегося по возможности к 100%, от количества, присутствующего в реакционной смеси. Если конверсия внутри теплообменника протекает на более низком уровне, чем необходимо, процесс реакция-абсорбция может быть продолжен в последующей реакционно-абсорбционной камере или в трубке с теплообменом или без него. Таким образом, приближение конверсии внутри теплообменника к 100% является необязательным, поскольку процесс реакции-абсорбции может быть продолжен, помимо того, что протекает в теплообменнике, в последующем адиабатическом реакторе-абсорбере, хотя и ограниченно. Другими словами, известно, что более высокие температуры отрицательно сказываются на конверсии и абсорбции монооксида азота, и в тех случаях, когда последующую реакцию-абсорбцию проводят в адиабатических условиях, в реагирующем потоке могут происходить значительные повышения температуры. Например, увеличение конверсии монооксида азота от 99% до 100% в адиабатических условиях повлекло бы за собой повышение температуры порядка 2,5°C, тогда как увеличение конверсии от 90% до 100% повлекло бы за собой повышение температуры на 24°C.
Кроме того, термин "концентрация" при использовании в контексте данного описания следует понимать как означающий: в контексте водных растворов - процентное содержание чистого растворенного вещества (например, нитрата аммония или азотной кислоты) в растворе в массовом отношении, а в контексте газообразных смесей - процентное содержание чистого компонента (например, кислорода) в смеси в объемном отношении.
Пар, происходящий со стадии получения нитрата аммония, предпочтительно содержит от 80% до 100% парового компонента газообразного сырьевого материала установки окисления и, наиболее предпочтительно, содержит приблизительно 100% парового компонента газообразного сырьевого материала установки окисления. В случае, когда со стадии получения нитрата аммония поступает менее 100% пара, остаток требуемого пара будет обеспечиваться из отдельного источника. Хотя аммиак, поступающий со стадии получения нитрата аммония, может составлять лишь 10%, предпочтительно, чтобы он был значительно большим компонентом и мог составлять по меньшей мере 80% аммиачного компонента газообразного сырьевого материала установки окисления, при этом остаток требуемого количества подаваемого аммиака будет поступать из внешнего источника аммиака. Тем не менее, аммиак, поступающий со стадии получения нитрата аммония, предпочтительно составляет от 80% до 100% аммиачного компонента газообразного сырьевого материала установки окисления и, наиболее предпочтительно, составляет приблизительно 100% аммиачного компонента газообразного сырьевого материала установки окисления. В этом последнем случае, и как будет описано далее в данном описании, аммиак будет подаваться на стадию получения нитрата аммония из внешнего источника в количестве, приблизительно равном общему количеству, которое должно быть израсходовано на стадии получения нитрата аммония и стадии получения азотной кислоты. Это будет несколько превышать удвоенное количество, которое должно быть израсходовано на стадии получения нитрата аммония.
Азотная кислота, получаемая во время описанного выше процесса, будет по существу разбавленной. Азотная кислота будет иметь, например, концентрацию порядка от 20% до 50% в зависимости от количества воды, содержавшейся в реакционной смеси, и от состава окисляющего газа. Как следствие, в таком случае нитрат аммония, полученный первичной реакцией разбавленной азотной кислоты с аммиаком, на стадии получения нитрата аммония будет также иметь относительно низкую массовую концентрацию (например, порядка от 30% до 60%) в потоке продукта реакции (который может быть двухфазным), однако раствор нитрата аммония в получающейся в результате жидкой фазе может быть сконцентрирован (например, до концентрации порядка от 75% до 85%) за счет подвода тепла (которое может поступать со стадии получения азотной кислоты, как описано ниже) с удалением избыточной воды.
Тепло для концентрирования раствора нитрата аммония в указанном выше потоке реакционного продукта может поступать на стадию получения нитрата аммония в результате прямого теплообмена между реакционной смесью (образующейся при окислении аммиака во время стадии получения азотной кислоты) и двухфазным потоком продукта реакции или за счет косвенного теплообмена между двумя стадиями, с использованием промежуточного теплообменного контура с теплоносителем, таким как вода или пар/вода. Такое тепло также может происходить из тепла реакции между аммиаком и азотной кислотой и/или из внешнего источника.
Согласно одному из вариантов осуществления настоящего изобретения, пар и аммиак для сырьевого материала установки окисления поступают из устройства разделения фаз, соединенного с испарителем раствора нитрата аммония на стадии получения нитрата аммония. Разделение паровой и жидкой фаз может быть осуществлено внутри разделительного устройства (сепаратора) с помощью любого из различных возможных способов, включающих в себя электростатическое осаждение или осаждение с помощью каплеулавливающего устройства, способствующего отделению капель жидкости, содержащей нитрат аммония. В последнем случае каплеулавливающее устройство может (но не обязательно) орошаться водой или другой жидкостью во избежание накопления твердых частиц нитрата аммония. В случае использования воды или другой жидкости она может поступать либо из внешнего источника, либо непосредственно со стадии получения нитрата аммония.
Согласно другим вариантам осуществления изобретения, на стадии получения нитрата аммония могут быть использованы по меньшей мере два испарителя раствора нитрата аммония и, соответственно, связанных с ними разделительных устройства, вследствие чего пар и аммиак для сырьевого материала установки окисления могут поступать из первого из сепараторов, и по меньшей мере часть (дополнительного) пара из второго из сепараторов может быть сконденсирована с образованием жидкого потока, подлежащего использованию в качестве промывной воды для каплеулавливающего устройства (устройств) в каком-либо одном или в обоих устройствах разделения фаз (сепараторах фаз).
Согласно альтернативному варианту осуществления, для которого может потребоваться промывная вода, может быть использован один испаритель раствора нитрата аммония, а паровая фаза из связанного с ним (одного) сепаратора может быть разделена на два потока, один из которых будет составлять сырьевой материал установки окисления, а другой - конденсироваться для использования в качестве подаваемой промывной воды, последний из которых может содержать значительную концентрацию растворенного аммиака.
При объединении различных возможных (необязательных) вариантов осуществления настоящего изобретения может быть получен комплексный способ, согласно которому в установившемся режиме:
a) двумя единственными сырьевыми материалами для процесса являются аммиак и окисляющий газ, предпочтительно, газ, содержащий по меньшей мере 80% кислорода, но, в качестве альтернативы, воздух. Балластный пар и промывная вода (в случае использования), используемые в процессе, образуются в результате химических реакций непосредственно внутри процесса и выходят в виде конечного продукта (его части);
b) как следствие пункта (a), отсутствует необходимость в подаче воды, при этом не будут образовываться загрязненные воды или стоки; хотя при запуске в эксплуатацию могут потребоваться какие-либо вспомогательные подачи и стоки;
c) комплексный способ является самообеспеченным в плане тепла;
d) в случае, когда окисляющий газ содержит кислород, не будет какого-либо значительного потока сточных вод, отличного от потока продукта и потока отходящих газов, состоящих главным образом из компонентов, отличных от кислорода, изначально присутствовавших в потоке окисляющего газа, и избыточного кислорода; хотя в случае, когда окисляющий газ содержит воздух, будет значительный выходящий поток отходящих газов, содержащих азот, изначально присутствовавший в воздухе;
e) при использовании двух испарителей и подаваемой промывной воды, расход парового балласта, направляемого в установку окисления, может быть отрегулирован с помощью изменения теплового баланса между двумя испарителями с, например, увеличением расхода парового балласта, сопровождающимся соответствующим уменьшением расхода промывной воды.
Пар, содержащийся в сырьевом материале установки окисления, способствует поддержанию смеси аммиак-кислород ниже предела взрываемости и сдерживанию роста температуры во время окисления аммиака, а также служит в сконденсированном виде для абсорбции продуктов окисления монооксида азота.
Теплообменник, используемый при абсорбции на стадии получения азотной кислоты, может включать в себя теплообменник любого типа, обеспечивающий передачу тепла от технологической жидкости (в настоящем изобретении - реакционной смеси) к охлаждающей жидкости; например, кожухотрубчатый теплообменник, пластинчатый теплообменник с вытравленными каналами, пластинчатый теплообменник или лопастный теплообменник. Проходы для потоков жидкостей внутри теплообменника предпочтительно имеют небольшой размер поперечного сечения (например, эквивалентный диаметр меньше приблизительно 3 мм и, предпочтительно, меньше 2 мм), чтобы облегчить тепло- и массоперенос и способствовать компактности теплообменника. Кроме того, в зависимости от технологических требований, может использоваться один теплообменник либо два или несколько теплообменников могут быть соединены параллельно или последовательно, при этом выражения ″теплообменник″, используемое в данном описании, следует рассматривать в этом контексте. Хладагент может включать в себя газ, например, нагнетаемый с помощью охлаждающего вентилятора воздух, или жидкость, такую как вода.
Новое использование теплообменника для полного завершения абсорбции на стадии абсорбции (в отличие от использования в способах предшествующего уровня техники противоточного абсорбера) позволяет получать относительно разбавленную азотную кислоту. Такая кислота имеет низкое давление насыщенных паров азотной кислоты и нитрозных газов, что устраняет необходимость в противоточном контактировании для достижения полной абсорбции этих компонентов. Тем не менее, скорость, с которой протекает конверсия монооксида азота в кислоту, по мере того, как процесс приближается к завершению, определяется в первую очередь скоростью химической реакции окисления монооксида азота, которая резко увеличивается при повышении концентраций монооксида азота и кислорода. Согласно способу настоящего изобретения, пар, используемый в качестве балласта при окислении, по существу конденсируется во время абсорбции с образованием части разбавленной азотной кислоты, тем самым увеличивая концентрацию оставшихся газообразных реагентов и содействуя их относительно быстрой реакции и абсорбции. Эффект заключается в том, чтобы усилить процесс реакции/абсорбции, причем этот эффект будет наибольшим, когда, как в соответствии с одним из вариантов осуществления изобретения, композиция окисляющего газа близка к 100% кислорода. Согласно альтернативному варианту осуществления изобретения, в случае когда окисляющий газ состоит из воздуха или другой газовой смеси, содержащей по существу менее 100% кислорода, неконденсирующийся разбавленный газ (например, смесь азота и аргона) уменьшает усиление, достигаемое при конденсации пара, это требует, чтобы теплообменник имел больший размер, чем это было бы необходимо в случае более обогащенного кислородом окисляющего газа. Если окисляющий газ состоит из воздуха, может потребоваться, чтобы теплообменник имел объем, в два или несколько раз превышающий объем, который потребовался бы в случае окисляющего газа, содержащего почти 100% кислорода, однако, как отмечалось ранее, это может быть скомпенсировано за счет потенциальной возможности значительного сокращения расходов от применения менее обогащенного кислородом окисляющего газа.
В случае, когда вместо кислорода в качестве окисляющего газового компонента сырьевого материала установки окисления используют, например, воздух, именно достаточное количество воздуха предпочтительно подавать на стадию окисления аммиака (именуемую в дальнейшем ″установка окисления″) для полного окисления аммиака. Оставшийся воздух (необходимый для окисления монооксида азота) будет затем подаваться в поток реакционного газа после установки окисления и перед теплообменником на стадии абсорбции. Как правило, предпочтительно минимизировать расход воздуха в установку окисления, чтобы свести к минимуму необходимость в предварительном нагревании воздуха и потока через установку окисления. Необходимость, если таковая существует, в предварительном нагревании воздуха будет определяться потоком рециркуляции пара-аммиака в установку окисления, и любое предварительное нагревание, которое может потребоваться, предпочтительно осуществлять за счет теплообмена с потоком реакционного газа, чтобы достичь требуемой температуры установки окисления.
В случае, когда окисляющий газ включает в себя газ, содержащий более чем приблизительно 80% кислорода (именуемый в дальнейшем ″кислород″), кислород в сырьевой материал установки окисления может подаваться в количестве, достаточном для окисления по существу всего аммиака и по существу всего монооксида азота. Альтернативно, кислород в исходном сырье может подаваться в количестве, достаточном для окисления по существу всего аммиака, при этом дополнительное количество кислорода может быть добавлено в реакционную смесь перед конденсацией водяного пара для окисления по существу всего монооксида азота.
На стадии окисления аммиака (где подаваемую смесь парбалластированный аммиак-окисляющий газ окисляют с образованием преимущественно монооксида азота в объеме нитрозных газов) сырьевой материал установки окисления может быть нагрет до температуры в диапазоне от 700°C до 1000°C (как правило, приблизительно до 800°C) при давлении в диапазоне от 1 бар (абсолютное давление) до 15 бар (абсолютное давление) (как правило, приблизительно 2 бар (абсолютное давление)) в присутствии катализатора. Катализатор может быть использован в виде каталитической системы любого типа, включая слой оксида кобальта или платино-родиевый катализатор в форме слоев тканой или плетеной проволочной сетки. Нагревание сырьевого материала установки окисления в установке окисления может быть осуществлено с помощью адиабатического выделения тепла реакции или за счет теплообмена с внешней средой либо комбинацией этих двух способов. Окисляющий газ может быть нагрет до смешивания его с паровым и аммиачным компонентами сырьевого материала установки окисления. При проведении теплообмена для нагревания или охлаждения установка окисления может включать в себя теплообменный реактор.
Реакционная смесь из процесса окисления аммиака может быть охлаждена до первой температуры выше точки росы реакционной смеси (например, до температуры приблизительно 140°C) за счет теплообмена с теплоносителем. Этот теплоноситель может быть использован для теплопередачи с целью концентрирования (путем испарения) раствора нитрата аммония на стадии получения нитрата аммония. Таким образом, в случае варианта осуществления изобретения, такого как описан выше, теплоноситель может направляться в теплообменник, представляющий собой испаритель, или, при наличии нескольких, в каждый испаритель.
Окисление монооксида азота и сопутствующие реакции, приводящие к образованию азотной кислоты, регулируются рабочими давлением и температурой, свойственными конструкции системы, и, по меньшей мере, в конечной фазе абсорбции, температурой доступного хладагента. Окисление протекает лишь в определенных пределах до тех пор, пока не начнется постокислительное охлаждение, которое протекает (исходя из заранее составленных диаграмм) при температурах до 800°C. После охлаждения реакционной смеси первая жидкость начнет образовываться в точке росы при рабочем давлении, и образование кислоты продолжится по мере дальнейшего охлаждения смеси. Конденсат будет образовываться при рабочем давлении приблизительно 15 бар (абсолютное давление) и, таким образом, начнется образование азотной кислоты при соответствующей температуре насыщения приблизительно 200°C, при этом образование кислоты будет продолжаться до температуры приблизительно 50°C принимая во внимание, что последняя температура будет ограничиваться температурой доступного хладагента. Во время работы при давлении 2 бар (абсолютное давление) образование кислоты начнется при температуре приблизительно 110°C.
Состав газообразных примесей, не сконденсированных или не абсорбировавшихся в абсорбирующей фазе на стадии получения азотной кислоты, будет зависеть от состава (например, воздух или кислород) окисляющего газа и, в случае окисляющего газа, состоящего из 80%+кислорода, может включать в себя избыточный непрореагировавший кислород, аргон и другие примеси, привносимые в процесс подаваемым окисляющим газом, а также азот и окись азота, образующиеся в качестве побочных продуктов в установке окисления. Эти газообразные примеси могут быть отделены от азотной кислоты с помощью по меньшей мере одного сепаратора до реакции азотной кислоты и аммиака на стадии получения нитрата аммония.
После того, как абсорбер азотной кислоты принимает реакционную смесь из установки окисления, в то время, как испаритель нитрата аммония подает смесь в установку окисления, в случае, если необходимо избежать механического сжатия паров, давление в абсорбере азотной кислоты должно быть ниже давления в реакторе для получения нитрата аммония, и азотную кислоту нужно будет закачивать в реактор под давлением.
Реакция азотной кислоты и аммиака на стадии получения нитрата аммония может быть осуществлена с помощью любого способа, известного в данной области техники, включая, например, совместную подачу реагентов адиабатически через трубу или трубку подходящей длины В качестве альтернативы, реакцию можно проводить в неадиабатическом (теплообменном) реакторе, в котором (совместно текущие) реагенты будут нагреваться или охлаждаться с помощью теплоносителя. В качестве еще одной альтернативы, реакцию можно проводить путем смешивания аммиака и азотной кислоты в реакторе, который может в случае необходимости нагреваться либо охлаждаться. Реактор также может работать как испаритель.
Азотная кислота может быть нагрета перед смешиванием и реакцией с аммиаком. В этом случае по меньшей мере некоторая часть тепла, выделяющегося при реакции, может приводить к образованию пара, а не к простому подогреванию потока нитрата аммония до температуры ниже точки кипения в следующем испарителе. Такое подогревание азотной кислоты может осуществляться за счет теплопередачи от горячих потоков на стадии получения азотной кислоты, например, от потока реакционной смеси из установки окисления или от жидкого рециркуляционного потока. Альтернативно, подогрев кислоты может быть осуществлен с помощью теплопередачи от пара, отделяемого от раствора нитрата аммония в упомянутом выше втором сепараторе.
Аммиак может подаваться на стадию получения нитрата аммония в жидкой или, что предпочтительно, газообразной форме. Давление подачи должно быть по меньшей мере таким же высоким, как давление подаваемого потока азотной кислоты в точке смешивания, а аммиак может иметь любую подходящую температуру, как правило, температуру, близкую к температуре окружающей среды.
Первый испаритель будет работать при давлении несколько выше давления в камере сгорания аммиака и, предпочтительно, выше атмосферного давления во избежание возможности инфильтрации воздуха в испаритель (испарители) и установку окисления. Испаритель (испарители) могут работать, например, при давлении от 1,5 бар (абсолютное давление) до 2,5 бар (абсолютное давление).
Температура испарителя зависит от давления испарения и концентрации раствора нитрата аммония. Например, температура начала кипения 39% раствора нитрата аммония при давлении 1 бар составляет 107°C, тогда как температура начала кипения 80% раствора нитрата аммония при давлении 3 бар составляет около 168°C. Известно, что нагревание твердого нитрата аммония до температуры 170°C или выше проходит с риском быстрого разложения нитрата аммония, и его следует избегать. Вследствие этого из соображений устойчивости продукта, состоящего, например, из порядка 80% нитрата аммония, испаритель (испарители) будут на практике ограничены работой при давлении 3 бар (абсолютное давление).
Тепло может передаваться (как упоминалось выше) от реакционной смеси, содержащей азотную кислоту, к раствору нитрата аммония внутри испарителя (испарителей) за счет прямого теплообменного контакта между потоками или косвенно с помощью теплоносителя в промежуточном теплообменном контуре; который может, например, включать в себя контур кипения/конденсации воды или однофазный водяной цикл под давлением. Промежуточный теплообменный контур может быть использован для того, чтобы избежать риска чрезмерно высоких температур стенок (>170°C), что имеет место в теплообменнике, в котором происходит непосредственный контакт горячей реакционной смеси (например, при температуре 800°C) с потоком кипящего нитрата аммония.
Если тепла от реакционной смеси азотной кислоты и от реакции нитрата аммония недостаточно для концентрирования нитрата аммония до требуемой концентрации, в процесс может подаваться тепло из внешнего источника, например, за счет нагревания теплоносителем в промежуточном теплообменном контуре.
Выпаривание воды из разбавленного раствора нитрата аммония может осуществляться на оборудовании с самыми разнообразными конфигурациями. Например, выпаривание разбавленного раствора нитрата аммония может осуществляться в однопроходном (прямоточном) испарителе-теплообменнике.
Альтернативно, кипящий раствор нитрата аммония может быть рециркулирован через теплообменник под действием гравитационных гидростатических эффектов (то есть естественной циркуляции) или закачиванием с помощью насоса. Например, испарительный теплообменник может быть погружен под уровень жидкости кипящего раствора нитрата аммония внутри реактора или может образовывать часть петли термосифона за пределами испарительного реактора.
В качестве еще одной альтернативы, раствор нитрата аммония может быть сконцентрирован в испарителе с падающей пленкой.
В вариантах осуществления изобретения, использующих промежуточный теплообменный контур кипение/конденсирующаяся вода, температура насыщенного пара должна быть выше температуры начала кипения требуемого раствора нитрата аммония - например, для 80% раствора - выше 152°C при давлении в испарителе 2 бар (абсолютное давление), или выше 127°C при давлении в испарителе 1 бар (абсолютное давление). Средняя разность температур между нагреванием и кипящими жидкостями в прямоточном испарителе выше, чем таковая между жидкостями в рециркуляционном испарителе и, следовательно, прямоточный испаритель может иметь меньший размер.
В вариантах осуществления изобретения, использующих однофазный промежуточный теплообменный контур и рециркуляционный испаритель, теплоноситель должен циркулировать при температурах выше температуры начала кипения требуемого раствора нитрата аммония.
В вариантах осуществления, использующих однофазный промежуточный теплообменный контур и прямоточный испаритель, максимальная температура, достигаемая с помощью теплоносителя, должна превышать температуру начала кипения требуемого раствора нитрата аммония. Однако при этом необходимо, чтобы минимальная температура теплоносителя превышала температуру начала кипения разбавленного раствора нитрата аммония из реактора для получения нитрата аммония, например, для 39% раствора нитрата аммония - выше 129°C при давлении в испарителе 2 бар (абсолютное давление) или выше 107°C при давлении в испарителе 1 бар (абсолютное давление). Так, при использовании однофазного промежуточного теплообменного контура с прямоточным испарителем тепло может отдаваться от реакционной смеси азотной кислоты при более низких температурах, чем при использовании промежуточного теплообменного контура с кипением/конденсацией воды, тем самым увеличивая количество тепла, получаемого от реакционной смеси.
Еще одно преимущество прямоточного испарителя над рециркуляционным испарителем может заключаться в том, что принудительное течение раствора нитрата аммония может сделать его менее подверженным образованию осадка твердых кристаллических веществ по сравнению с погружным теплообменником, в котором перепад давления, создаваемый естественной циркуляцией, будет, как правило, значительно ниже, чем перепад давления, возникающий в случае прямоточного потока, и, следовательно, менее вероятна необходимость чистки образующихся засоров.
Сепаратор или (если их два) каждый из сепараторов, в котором разделяют паровую и жидкую фазы из испарителя (испарителей), может включать в себя разделительный реактор любого известного типа. Как указано выше в контексте одного из вариантов осуществления изобретения, для облегчения отделения капель жидкости от пара, вблизи верхней части разделительного реактора может быть использовано каплеулавливающее устройство той или иной формы, и, во избежание осаждения твердых веществ на таком каплеулавливающем устройстве, оно может орошаться промывной жидкостью. Промывная жидкость может содержать конденсационную воду (как описано выше) или раствор азотной кислоты, аммиака или нитрата аммония.
Согласно одному из вариантов осуществления изобретения, в случае использования двух испарителей промывная жидкость может накапливаться в каплесборниках и подаваться во второй из двух испарителей перед подачей остаточной жидкости обратно в поток раствора нитрата аммония для исключения или сведения к минимуму разбавления раствора нитрата аммония, что в противном случае может быть вызвано промывной жидкостью.
Во время работы системы газообразные примеси могут попадать либо на стадию получения азотной кислоты, либо на стадию получения нитрата аммония с подаваемым аммиаком, подаваемым кислородом и/или, в случае необходимости использования добавочной воды, с подаваемой водой. Кроме того, кислород, азот, аргон и другие газообразные примеси, которые не выдуваются из сепаратора после абсорбера, могут поступать со стадии получения азотной кислоты на стадию получения нитрата аммония. Однако, как правило, водород (поступающий вместе с аммиаком) будет циркулировать внутри комплексного способа до тех пор, пока он не прореагирует с образованием воды в камере сгорания аммиака; при этом избыточный кислород и неконденсируемые инертные газообразные примеси, такие как аргон и азот, будут циркулировать до тех пор, пока не достигнут газоотводного отверстия, наиболее вероятно, в сепараторе кислоты после абсорбера азотной кислоты.
Растворенные примеси могут поступать в процесс с добавочной водой (если таковая используется) и выгружаться вместе с продуктом нитратом аммония.
При определенных обстоятельствах возможно, что тепла реакционной смеси (получаемой на стадии получения азотной кислоты) будет недостаточно для концентрирования раствора нитрата аммония до требуемой степени. В этом случае в отсутствии другого источника тепла при достаточно высокой температуре внутри комплексного способа для приведения в действие процесса испарения могут быть использованы альтернативные меры, такие как многокорпусное выпаривание и/или подача тепла от внешнего источника.
В варианте осуществления изобретения, при котором, например, аммиак, подаваемый со стадии получения нитрата аммония на стадию получения азотной кислоты, составляет приблизительно 100% аммиачного компонента сырьевого материала установки окисления, следует использовать процесс запуска для инициирования образования азотной кислоты и последующего получения двухфазной смеси нитрат аммония-пар, для обеспечения обратной подачи смеси пар-аммиак на стадию получения азотной кислоты. Такой процесс запуска описан в общих чертах ниже в данном описании.
Изобретение будет более понятно из последующего описания четырех иллюстративных вариантов осуществления комплексных способов получения нитрата аммония. Описания представлены в качестве примера со ссылкой на технологические схемы, изображенные на прилагаемых графических материалах.
КРАТКОЕ ОПИСАНИЕ ГРАФИЧЕСКИХ МАТЕРИАЛОВ
На графических материалах:
на Фиг.1 изображен первый вариант осуществления комплексного способа, согласно которому весь пар и аммиак в объеме установки окисления, подаваемый на стадию получения азотной кислоты, поступает со стадии получения нитрата аммония,
на Фиг.2 показан второй вариант осуществления комплексного способа, согласно которому поток пара конденсируют и используют в качестве промывной воды для каплеулавливающего устройства внутри каждого из двух сепараторов пар-нитрат аммония на стадии получения нитрата аммония,
на Фиг.3 изображена разновидность варианта осуществления, изображенного на Фиг.2, согласно которой смесь промывная вода - нитрат аммония получают из сепараторов на стадии получения нитрата аммония, и
на Фиг.4 показан третий вариант осуществления комплексного способа, согласно которому в качестве окисляющего газа на стадии получения азотной кислоты в виде альтернативы кислороду используют воздух.
ПОДРОБНОЕ ОПИСАНИЕ ИЛЛЮСТРАТИВНЫХ ВАРИАНТОВ ОСУЩЕСТВЛЕНИЯ
Комплексный способ получения нитрата аммония, такой как изображен на каждой из Фиг. с 1 по 4, включает в себя два независимых процесса, один из которых проводят на стадии 10 получения азотной кислоты (″стадия азотной кислоты″), изображенной слева от средней линии 11 на схеме, а другую проводят на стадии 12 получения нитрата аммония (″стадия НА″), изображенной справа от средней линии 11.
В общих чертах, поток 13 разбавленной азотной кислоты со стадии 10 азотной кислоты реагирует с потоком 14 аммиака на стадии НА 12 с образованием двухфазного потока нитрата аммония, содержащего паровую фазу, преимущественно состоящую из пара и аммиака, и жидкую фазу раствора нитрата аммония. Жидкую фазу затем концентрируют с помощью выпаривания с образованием потока 15 продукта нитрата аммония требуемой концентрации. Концентрированно может осуществляться с помощью одного испарителя и соединенного с ним сепаратора, как показано на Фиг.1 и 4, или как изображено на Фиг.2 и 3, с использованием двух соединенных последовательно испарителей и связанных с ними сепараторов.
На стадии 10 азотной кислоты в установку окисления (″камеру сгорания″) 19 направляют сырьевой материал установки окисления (″сырье для камеры сгорания″) 16, состоящий из компонента 17 подаваемой смеси аммиак-пар и компонента 18 подаваемого окисляющего газа, как показано на Фиг. с 1 по 3, или 18D, как показано на Фиг.4. Оба, или точнее, все три (аммиак, пар и окисляющий газ) компонента сырья для камеры сгорания подаются под давлением, несколько превышающим давление в камере сгорания, приблизительно 2 бар (абсолютное давление) и при температуре, достаточной для предотвращения образования конденсата в сырье. С этой целью линия нагнетания для компонента 17 подаваемой смеси аммиак-пар может быть прогрета вдоль по меньшей мере части длины для предотвращения возникновения по ее длине какого-либо перепада температуры.
В вариантах осуществления, изображенных на Фиг. с 1 по 3, подаваемый окисляющий газ 18 содержит кислород, тогда как в варианте осуществления на Фиг.4 подаваемый окисляющий газ 18D содержат воздух. Аспекты изобретения, изображенные на Фиг.4, в частности, в том, что касается использования воздуха в качестве окисляющего газа, более подробно рассмотрены ниже в данном описании.
Как показано на каждой из Фиг. с 1 по 3, 100% парового компонента сырьевого материала установки окисления 16 получают со стадии НА 12. Однако следует отметить, что в контексте изобретения по существу весь (например, 80% или больше) пар может быть получен со стадии НА, с небольшой дополнительной подпиткой из альтернативного источника (не показано). Аналогично, хотя, как показано, 100% аммиачного компонента сырьевого материала установки окисления поступает и вводится в пар со стадии НА 12, часть (обычно небольшая, но допустимо до 90%) аммиачного компонента может поступать из альтернативного источника (не показан).
Камера сгорания 19 может включать в себя установку окисления аммиака любого типа, известного в данной области для использования при высокотемпературной каталитической конверсии смеси аммиак-кислород, при этом может быть использован любой известный тип каталитической системы, включая слой оксида кобальта. Одной из приемлемых форм может быть платино-родиевый катализатор в форме слоев тканой или плетеной проволочной сетки. Другой формой камеры может быть реактор-теплообменник, в котором тепло, выделяющееся во время реакции, одновременно передается хладагенту.
Подаваемую в камеру 19 сгорания смесь 16 пара-балластированного аммиака-окисляющего газа нагревают с помощью комбинирования теплопроводности, конвекции и излучения до температуры реакции при помощи слоев катализатора, при этом на слоях катализатора протекает реакция с образованием реакционной смеси, содержащей поток нитрозных газов. За исключением тех случаев, когда окисление осуществляют в реакторе-теплообменнике, процесс в целом является по существу (то есть почти) адиабатическим, при этом достигаемая температура (при условии полной, высоко селективной конверсии аммиака в монооксид азота) зависит главным образом от концентрации присутствующего аммиака, количества присутствующего парового балласта и уровня предварительного нагрева сырья. Температура будет обычно составлять приблизительно 800°C, если молярное соотношение воды и аммиака в исходном сырье составляет приблизительно 5, 6, а мольная доля аммиака в сырье для камеры сгорания составляет приблизительно 11,4%. Такой состав сырья для камеры сгорания находится вне ожидаемых пределов взрываемости аммиака и позволяет получать азотную кислоту с концентрацией приблизительно от 20% до 37% в зависимости от количества воды, содержавшейся в реакционной смеси.
Образующуюся в результате реакционную смесь, содержащую монооксид азота и водяной пар, обозначенную как поток 20, подают в следующий теплообменник 21, где реакционную смесь охлаждают до температуры выше уровня точки росы (например, до температуры порядка 140°C) за счет теплообмена с теплоносителем, таким как кипящая вода, однофазная вода под давлением или масло.
Выходящая из теплообменника 21 охлажденная реакционная смесь 20, в которой будет начинаться окисление монооксида азота, поступает в абсорбер в форме теплообменника 22. Конденсация водяного пара, а также продолжающееся окисление монооксида азота и конкурирующие реакции приводят к образованию азотной кислоты в теплообменнике 22 и зависят от рабочих температуры и давления, используемых в системе. Происходит теплообмен между охлажденной реакционной смесью 20 (по мере ее прохождения через каналы 23 теплообменника 22) и теплоносителем 25, как правило, водой, который направляют противоточно через каналы 24 теплообменника 22.
Теплообменник 22 может включать в себя любой тип теплообменника, известный в данной области техники и подходящий для использования при конденсации/окислении подаваемой реакционной смеси 20 с получением разбавленной азотной кислоты, включая кожухотрубчатый теплообменник, лопастный теплообменник, пластинчатый теплообменник или пластинчатый теплообменник с вытравленными каналами. Пути потока среды внутри теплообменника предпочтительно имеют небольшой поперечный размер (например, эквивалентный диаметр меньше приблизительно 3 мм и предпочтительно, меньше 2 мм), чтобы облегчить тепло- и массоперенос и содействовать компактности теплообменника. Кроме того, хотя на соответствующих рисунках в качестве иллюстрации изображен один теплообменник, теплообменник может включать в себя один теплообменник либо может состоять из нескольких теплообменников, соединенных параллельно или последовательно, в зависимости от технологических требований. Теплоноситель 25 может включать в себя любую среду (то есть жидкость или газ), подходящую для используемого типа теплообменника.
Газы, не сконденсировавшиеся или не абсорбированные в теплообменнике, отделяют от азотной кислоты с получением отходящих газов 26, с помощью сепаратора 27 и получают поток 13 азотной кислоты, не содержащий газа. Основными компонентами отходящих газов 26 будут избыточный непрореагировавший кислород, аргон и другие примеси, поступающие в процесс вместе с кислородным сырьем, азот и окись азота, образующиеся в качестве побочных продуктов в камере сгорания, и водяной пар.
Отходящие газы, покидающие сепаратор 27, также будут содержать очень низкие концентрации нитрозных газов. Однако, как показано, отходящие газы могут подаваться из сепаратора 27 в дополнительный сепаратор 27А с помощью холодильника-конденсатора 27 В, при этом эти реакторы эффективно действуют для обеспечения реакции-абсорбции после реакции-абсорбции, проводимой в теплообменнике 22. Нитрозные газы и пары азотной кислоты, абсорбированные в холодильнике-конденсаторе, создают поток очень слабой кислоты (обычно <2%), которую подают обратно в сепаратор 27, тем самым эффективно устраняя выброс паров азотной кислоты и существенно снижая выброс NOx из процесса, а также до некоторой степени улучшая выход продукта.
Дополнительный кислород при необходимости может быть введен в поток 20 реакционной смеси, чтобы создать небольшой избыток кислорода для обеспечения полного окисления монооксида азота в реакционной смеси.
Аналогично, при необходимости в поток 20 реакционной смеси могут быть добавлены дополнительный пар или вода, чтобы обеспечить достаточное количество конденсата для облегчения полного окисления и абсорбции диоксида азота.
Поток 13 разбавленной азотной кислоты из сепаратора (разделителя) 27 фаз при давлении, близком к давлению в абсорбере, нагнетают с помощью насоса 28 до давления, немного превышающего давление в следующем реакторе 29 для получения нитрата аммония и испарителе 30, чтобы создать перепад давления через промежуточное оборудование.
Реактор 29 для получения нитрата аммония, как показано, просто содержит отрезок адиабатической трубы или трубки, в котором жидкая фаза двухфазного потока, образовавшегося в результате реакции, будет частично сконцентрирована.
Поток 13 горячей азотной кислоты под давлением смешивают с подаваемым газообразным аммиаком 14 при таком же давлении и подают в реактор 29, формируя реакционный поток 33, включающий в себя двухфазный поток, состоящий из раствора нитрата аммония в жидкой фазе и смеси пар/аммиак в паровой фазе. В целом приблизительно 39% этого двухфазного потока будет составлять нитрат аммония. Высвобождение теплоты реакции приводит к переходу воды в паровую фазу и, следовательно, к частичному концентрированию нитрата аммония в жидкой фазе. Достаточный избыток аммиака 14 подают на стадию НА 12, чтобы удовлетворить все потребности в аммиачном компоненте сырьевого материала установки окисления 16 для стадии 10 азотной кислоты.
После прохождения через теплообменник-испаритель 30 поток 33 подают в отстойник 34, из которого выходит раствор нитрата аммония 15 (с концентрацией приблизительно 80%) и поток 17 пара, последний из которых представляет собой преимущественно смесь пара и аммиака, которую возвращают на стадию 10 азотной кислоты. Концентрация раствора нитрата аммония может быть уменьшена до 67% от первоначальной концентрации 80% при разбавлении его водой (как будет отмечено ниже применительно к Фиг.2) из каплеулавливающего устройства 36, и здесь следует отметить, что в случае, если бы такое разбавление происходило, его можно было бы устранить в процессе работы (будет описано ниже), как показано на Фиг.3.
Поскольку давление в сепараторе 34 будет немного выше, чем давление в камере 19 сгорания, смесь пар/аммиак может вытекать из сепаратора в камеру 19 сгорания без использования механического нагнетания.
Каплеулавливающее устройство 36 находится внутри сепаратора 34 и служит для содействия отделению капель жидкости, содержащей нитрат аммония, от пара. Согласно варианту осуществления изобретения, изображенному на Фиг.1, используют внешний источник 35 промывной воды для орошения каплеулавливающего устройства по мере необходимости, например, во время запуска или остановки процесса.
Каплеулавливающее устройство 36 может включать в себя несколько конденсатосборников, например, нижний конденсатосборник в виде шевронных лопастей и верхний - в виде плетеной сетки.
Чтобы гарантировать, что охлаждения подаваемого потока 17 не происходит и, следовательно, подаваемая в камеру сгорания смесь 16 является перегретой и не содержит водяных капель, которые могут попадать на катализатор в камере сгорания, поток 17 пара при необходимости может нагреваться при его прохождении в камеру сгорания 19, и/или подаваемый окисляющий газ 18 в камере сгорания может нагреваться за счет теплообмена с теплом, передаваемым от реакционной смеси 20. В некоторых случаях подаваемый окисляющий газ 18 может быть достаточно горячим (например, иметь температуру от 100°C до 180°C) в результате сжатия в компрессоре, при этом никакого дополнительного подогревания какого-либо сырья не потребуется.
Раствор нитрата аммония 15 из сепаратора 34 проходит через понижающий клапан 37 при помощи холодильника 38 во избежание вскипания раствора в клапане.
В вариантах осуществления изобретения, изображенных на Фиг.2 и 3, поток 13 разбавленной азотной кислоты из сепаратора (разделителя) 27 фаз и поток 14 аммиака подогревают в теплообменнике 31 с помощью тепла, передаваемого (через посредство циркуляции среды В) от конденсатора промывной жидкости 32.
Поток 13 азотной кислоты и поток 14 аммиака дополнительно подогревают в теплообменнике 31, чтобы гарантировать, что часть теплоты реакции, выделяющейся при реакции нитрата аммония, генерирует пар. Например, при подогревании реагентов до температуры 95°C будет выделяться достаточно тепла для концентрирования раствора нитрата аммония в жидкой фазе потока от 33 до 46% внутри реактора, с остатком тепла испарителя в первом испарителе 30 и во втором испарителе 30А, создаваемым за счет теплопередачи (через посредство циркуляции среды А) от теплообменника 21.
После прохождения через первый теплообменник-испаритель 30 поток 33 подают в первый отстойник 34, из которого выходит раствор нитрата аммония 35 и поток 17 пара, последний из которых представляет собой преимущественно смесь пара и аммиака, которую, как было описано выше в контексте Фиг.1, возвращают на стадию 10 азотной кислоты.
Каплеулавливающее устройство 36 находится внутри сепаратора 34 и служит для облегчения отделения капель жидкости, содержащей нитрат аммония, от пара. Во избежание накапливания твердого нитрата аммония на устройстве, нижнюю поверхность, или при наличии нескольких, каждый компонент устройства 36 орошают водой из потока 40.
Следует избегать значительных количеств нитрата аммония в сырьевом материале установки окисления, поскольку раствор нитрата аммония, осажденный в подающей трубе, в определенных условиях может высохнуть (например, при запуске или остановке) и будет представлять опасность взрыва. Иногда орошение каплеулавливающего устройства 36 может быть необходимым для достижения высокой степени разделения жидкости и пара. Кроме того, предпочтительно, чтобы концентрация нитрата аммония в паре в установке окисления была на несколько порядков (например, 5) ниже, чем концентрация в растворе нитрата аммония.
Благодаря контактированию подаваемого потока 17 пара с жидким водным потоком 40 на конденсатосборнике 36 может происходить охлаждение потока пара. Чтобы гарантировать, что подаваемая в камеру сгорания смесь 16 перегрета и не содержат капель воды, которые могут попадать на катализатор в камере сгорания, поток 17 пара может быть нагрет при его прохождении в камеру 19 сгорания и/или кислородный компонент 18, подаваемый в камеру сгорания, может нагреваться за счет теплообмена с теплом, передаваемым от реакционной смеси 20.
В варианте осуществления, изображенном на Фиг.2, раствор 41 нитрата аммония из сепаратора 34 дополнительно концентрируют (до концентрации приблизительно 83%) во втором теплообменнике-испарителе 30А, из которого он поступает во второй отстойник 42 при помощи клапана 43, в котором происходит дополнительное испарение за счет быстрого понижения давления. Образующуюся в результате двухфазную смесь нитрат аммония-пар (с небольшим количеством аммиака в паровой фазе) далее разделяют на поток 44 пара и поток 15 продукта нитрата аммония. Раствор снова разбавляют водой, стекающей из каплеулавливающего устройства 45.
Каплеулавливающее устройство 45 находится внутри сепаратора 42 и, как и в случае каплеулавливающего устройства 36, служит для содействия отделению капель жидкости, содержащей нитрат аммония, от пара. Устройство 45 орошают водой из потока 46 во избежание накопления твердых частиц нитрата аммония.
Поток 44 пара пропускают через частичный конденсатор 32 и следующий полный конденсатор 47, а водный конденсат подают с помощью насоса 48 в два потока промывной воды - потоки 40 и 46.
Вариант осуществления изобретения, показанный на Фиг.3, аналогичен описанному выше применительно к Фиг.2, при этом как и в случае вариантов осуществления Фиг.1 и 2 одинаковые номера позиций использованы для обозначения одинаковых компонентов. Однако в варианте осуществления, изображенном на Фиг.3, промывная вода, содержащая нитрат аммония, унесенный в виде капель раствора в паровой фазе сепаратора, возвращается каплесборники 49 в каждом из сепараторов 34 и 42 и проходит через второй испаритель 30А перед попаданием во второй сепаратор 42. При таком расположении разбавление, которое в ином случае происходило бы в результате смешивания промывной воды, отводимой из каплеулавливающих устройств с концентрированным раствором нитрата аммония из испарителей, исключено или по меньшей мере сведено к минимуму.
Первый испаритель 30 работает, в сущности, как один испаритель раствора нитрата аммония, продуцируя концентрированный раствор нитрата аммония, при этом второй испаритель 30А принимает сильно разбавленный раствор нитрата аммония, из которого удаляют промывную воду выпариванием большей части воды. Сильно разбавленный раствор нитрата аммония, отводимый из каплеулавливающих устройств 36 и 45, возвращают в сепараторы перед испарением во втором испарителе 30А, и остаток жидкости смешивают с концентрированным раствором нитрата аммония.
В вариантах осуществления, изображенных на Фиг.2 и Фиг.3, второй сепаратор 42 предпочтительно работает при более низком давлении, чем первый сепаратор 34, так что по мере его прохождения через клапан 43 с понижением более высокого давления до более низкого будет происходить дополнительное испарение раствора нитрата аммония.
При запуске описанных выше процессов, например, изображенного на Фиг.1, может использоваться внешний источник тепла для нагревания теплообменного контура А до приемлемой температуры, приближенной к температуре, используемой при работе в установившемся режиме процесса. Вода затем может быть добавлена в сепаратор 27 азотной кислоты, или же отдельный пусковой реактор может быть установлен параллельно с сепаратором 27, например, позволяя осуществлять генерацию пара в испарителе (испарителях) и, соответственно, обеспечивая циркуляцию балластного пара через установку окисления. При определенных обстоятельствах может быть предпочтительно смешивать воду с нитратом аммония, выходящим из сепаратора 34, перед испарителем. После установления циркуляции балластного пара в него могут быть безопасно добавлены аммиак и кислород, и установка окисления будет прокалена с помощью традиционного метода, тем самым инициируя получение азотной кислоты и, следовательно, нитрата аммония.
Рассмотрим иллюстративный вариант осуществления, изображенный на Фиг.4. Он в некоторых отношениях аналогичен варианту, описанному выше применительно к Фиг.1, при этом также одинаковые номера позиций использованы для обозначения одинаковых компонентов.
На стадии 10 азотной кислоты в установку окисления 19 подают сырьевой материал установки окисления 16, состоящий из подаваемого компонента 17 смеси аммиак-пар и подаваемого компонента 18D окисляющего газа.
Как показано на Фиг.4, окисляющий газ содержит воздух (в отличие от кислорода, определенного в качестве окисляющего газа в процессах, описанных со ссылками на Фиг. с 1 по 3) и, хотя это и не существенно для процесса, как показано, подаваемый воздух 18D проходит через теплообменник 18Е, где его подогревают за счет теплообмена с потоком 20 реакционного газа. После обеспечения достаточного количества балластного пара для получения азотной кислоты, содержащей приблизительно 33,5% кислоты, для достижения требуемой температуры установки окисления воздух необходимо будет подогревать до температуры 600°C. Однако, когда рециклизуют меньшее количество парового балласта, например, при получении азотной кислоты с концентрацией приблизительно 47%, воздух может быть достаточно нагретым за счет компрессии и никакого дополнительного подогревания не потребуется.
Подачу воздуха 18D выбирают таким образом, чтобы в установку окисления 19 поступало достаточное количество воздуха для обеспечения полного окисления подаваемого в него аммиака. Дополнительный воздух, требующийся для обеспечения окисления реакционных газов в точке получения азотной кислоты, подают в поток 20 реакционного газа в любой одной или нескольких точках подачи с 18А по 18С предшествующего теплообменника/абсорбера 22.
Другие аспекты процесса, изображенного на Фиг.4, по существу аналогичны описанным ранее в отношении Фиг.1, хотя степень рециклизации пара в процесс будет приводить к разным составам в разных точках процесса.
Температура реакционной смеси в большинстве случаев будет составлять приблизительно 800°C, при этом конечная азотная кислота будет иметь концентрацию приблизительно от 20% до 50%. Например, если азотная кислота имеет концентрацию приблизительно 47%, а сырьевой материал установки окисления состоит из приблизительно 10% аммиака, 13% кислорода и 28% пара, с остатком преимущественно в виде азота и аргона из воздуха, получаемый в результате раствор нитрата аммония (то есть жидкая фаза, выходящая из реактора 29 для получения нитрата аммония, перед испарителем 30) будет иметь концентрацию приблизительно 68%.
Теплообменник 22 может, как описано ранее, быть теплообменником любого типа, включая несколько последовательно или параллельно соединенных теплообменников. Как отмечалось ранее, если, как в случае варианта осуществления, изображенного на Фиг.4, окисляющий газ содержит воздух, потребуется теплообменник большего размера (как правило, на два порядка), чем теплообменник, используемый в случае, когда окисляющий газ содержит более обогащенный кислородом газ.
Газы, которые не конденсируются или не абсорбируются в теплообменнике 22, отделяют от азотной кислоты с получением отходящих газов 26, с помощью сепаратора 27 и получают поток 13 азотной кислоты, не содержащий газа. В отличие от вариантов осуществления, изображенных на Фиг. с 1 по 3, основным компонентом отходящих газов в этом случае будет азот, содержавшийся в окисляющем газе (то есть воздухе).
Изменения и модификации могут быть сделаны применительно к описанным выше вариантам осуществления изобретения без отклонения от объема изобретения, определенного выше и в приведенной ниже формуле изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОИЗВОДСТВА НИТРАТА АММОНИЯ | 2011 |
|
RU2558112C2 |
| СПОСОБ ПРОИЗВОДСТВА АЗОТНОЙ КИСЛОТЫ | 2011 |
|
RU2558113C2 |
| ЭЛЕКТРОХИМИЧЕСКИЙ СПОСОБ ПОЛУЧЕНИЯ АЗОТНЫХ УДОБРЕНИЙ | 2008 |
|
RU2479558C2 |
| Получение красного железоокисного пигмента | 2013 |
|
RU2649430C2 |
| ПОЛУЧЕНИЕ СУСПЕНЗИИ КРАСНОГО ЖЕЛЕЗООКИСНОГО ПИГМЕНТА | 2017 |
|
RU2758643C2 |
| СПОСОБ ПОЛУЧЕНИЯ ГИДРОКСИЛАМИНСУЛЬФАТА | 2003 |
|
RU2259940C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЗАМЕЩЕННЫХ УГЛЕВОДОРОДОВ | 1991 |
|
RU2029762C1 |
| СПОСОБ ПРОИЗВОДСТВА АЗОТНОЙ КИСЛОТЫ С ВЫСОКОЙ СТЕПЕНЬЮ РЕГЕНЕРАЦИИ ЭНЕРГИИ И ПРИМЕНЕНИЕМ ЖИДКОЙ КИСЛОРОДСОДЕРЖАЩЕЙ ТЕКУЧЕЙ СРЕДЫ | 2019 |
|
RU2786439C2 |
| СПОСОБ ПОЛУЧЕНИЯ КОНЦЕНТРИРОВАННОГО МОНООКСИДА АЗОТА | 1997 |
|
RU2121964C1 |
| СПОСОБ ПРОИЗВОДСТВА АЗОТНОЙ КИСЛОТЫ (ВАРИАНТЫ) И АГРЕГАТ ДЛЯ ПРОИЗВОДСТВА АЗОТНОЙ КИСЛОТЫ | 2009 |
|
RU2470856C2 |
Изобретение относится к способу получения нитрата аммония, объединяющему получение азотной кислоты с получением нитрата аммония. Газообразный сырьевой материал установки окисления, состоящий из аммиака, водяного пара и окисляющего газа, подвергают воздействию условий, при которых аммиак окисляется с образованием реакционной смеси, содержащей монооксид азота и водяной пар. Затем реакционную смесь охлаждают в теплообменнике, в результате чего монооксид азота окисляется, водяной пар конденсируется, а продукты окисления монооксида азота реагируют с конденсированной водой и абсорбируются ею с образованием потока азотной кислоты. Поток азотной кислоты реагирует с потоком аммиака на стадии получения нитрата аммония с образованием нитрата аммония. По меньшей мере 80% пара в составе сырьевого материала установки окисления происходит со стадии получения нитрата аммония. По меньшей мере 10% аммиака в составе сырьевого материала установки окисления происходит и доставляется паром со стадии получения нитрата аммония. Изобретение обеспечивает уменьшение размера реактора для получения нитрата аммония и снижение требования к точности перемешивания для реакции азотной кислоты. 20 з.п. ф-лы, 4 ил.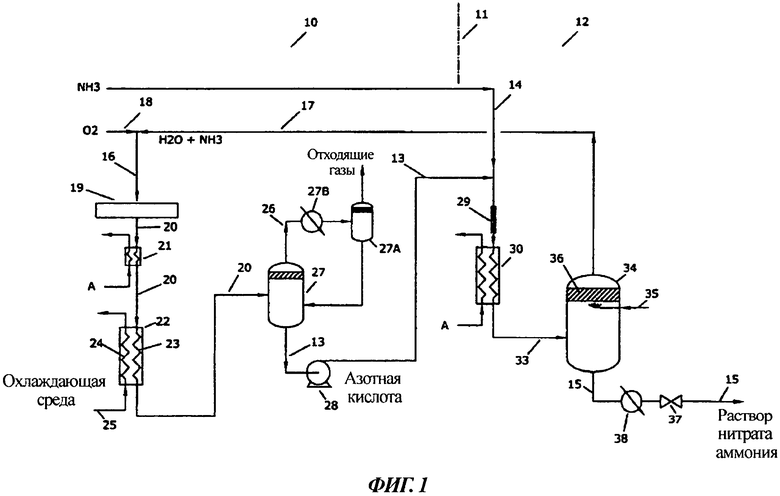
1. Способ получения нитрата аммония, в котором:
a) газообразный сырьевой материал установки окисления, состоящий по меньшей мере по существу из аммиака, водяного пара и окисляющего газа, подвергают воздействию условий, при которых аммиак окисляется с образованием реакционной смеси, содержащей монооксид азота и водяной пар,
b) реакционную смесь охлаждают в теплообменнике, в результате чего монооксид азота окисляется, водяной пар конденсируется, а продукты окисления монооксида азота реагируют с конденсированной водой и абсорбируются ею с образованием потока азотной кислоты с превращением по существу всего монооксида азота, содержащегося в реакционной смеси, в азотную кислоту,
c) поток азотной кислоты реагирует с потоком аммиака на стадии получения нитрата аммония с образованием нитрата аммония,
d) по меньшей мере 80% пара в составе сырьевого материала установки окисления происходит со стадии получения нитрата аммония, и
e) по меньшей мере 10% аммиака в составе сырьевого материала установки окисления происходит и доставляется паром со стадии получения нитрата аммония.
2. Способ по п.1, в котором пар, происходящий со стадии получения нитрата аммония, содержит приблизительно 100% парового компонента газообразного сырьевого материала установки окисления.
3. Способ по п.1, в котором аммиак, происходящий со стадии получения нитрата аммония, содержит по меньшей мере 80% аммиачного компонента газообразного сырьевого материала установки окисления, при этом остальная часть требуемого количества аммиака происходит из внешнего источника.
4. Способ по п.1, в котором аммиак, происходящий со стадии получения нитрата аммония, содержит приблизительно 100% аммиачного компонента газообразного сырьевого материала установки окисления.
5. Способ по п.1, в котором пар и аммиак, происходящий со стадии получения нитрата аммония, составляют приблизительно 100% парового и аммиачного компонентов газообразного сырьевого материала установки окисления, соответственно.
6. Способ по п.1, в котором подаваемый аммиак поступает на стадию получения нитрата аммония в количестве, приблизительно равном общему количеству, которое должно быть израсходовано на стадии получения нитрата аммония и стадии получения азотной кислоты.
7. Способ по п.1, в котором окисляющий газ включает в себя газ, содержащий по меньшей мере 80% кислорода.
8. Способ по п.1, в котором окисляющий газ включает в себя газ, содержащий по меньшей мере 90% кислорода.
9. Способ по п.1, в котором окисляющий газ включает в себя газ, содержащий по меньшей мере 95% кислорода.
10. Способ по п.1, в котором окисляющий газ в сырьевом материале установки окисления подают в количестве, достаточном для окисления по существу всего аммиака в сырьевом материале установки окисления и по существу всего монооксида азота в реакционной смеси.
11. Способ по п.7, в котором окисляющий газ в сырьевом материале установки окисления подают в количестве, достаточном для окисления по существу всего аммиака в сырьевом материале установки окисления.
12. Способ по п.11, в котором в реакционную смесь добавляют дополнительный окисляющий газ в количестве, достаточном для по существу полного окисления монооксида азота в реакционной смеси.
13. Способ по п.1, в котором окисляющий газ содержит воздух.
14. Способ по п.13, в котором окисляющий газ в сырьевом материале установки окисления подают в количестве, достаточном для окисления по существу всего аммиака в сырьевом материале установки окисления, причем дополнительный окисляющий газ добавляют в реакционную смесь в количестве, достаточном для по существу полного окисления монооксида азота в реакционной смеси, при этом дополнительный окисляющий газ подают в реакционную смесь после окисления аммиака и до теплообменника.
15. Способ по п.13, в котором окисляющий газ нагревают до смешивания его с паровым и аммиачным компонентами сырьевого материала установки окисления.
16. Способ по п.15, в котором окисляющий газ нагревают путем теплообмена с реакционной смесью.
17. Способ по п.1, в котором раствор нитрата аммония концентрируют в испарителе на стадии получения нитрата аммония.
18. Способ по п.17, в котором для приема двухфазного потока нитрата аммония-пара из испарителя используют сепаратор фаз, причем пар отделяют от двухфазного потока в сепараторе и возвращают на стадию получения азотной кислоты с образованием парового компонента сырьевого материала установки окисления вместе с унесенным аммиаком, который подают на стадию получения нитрата аммония в избытке относительно количества, расходующегося при реакции с азотной кислотой.
19. Способ по п.1, в котором раствор нитрата аммония концентрируют в двух, первом и втором, соединенных последовательно испарителях, причем для приема двухфазного потока нитрата аммония-пара из первого испарителя предусмотрен первый сепаратор фаз, при этом пар отделяют от двухфазного потока в первом сепараторе и возвращают на стадию получения азотной кислоты с образованием парового компонента сырьевого материала установки окисления вместе с унесенным аммиаком, который подают на стадию получения нитрата аммония в избытке относительно количества, расходующегося при реакции с азотной кислотой.
20. Способ по п.19, в котором для приема двухфазного потока из второго испарителя предусмотрен второй сепаратор фаз, причем пар отделяют от двухфазного потока во втором сепараторе фаз и используют в сконденсированном виде в качестве промывной воды для каплеулавливающего устройства, расположенного либо в одном, либо в каждом из этих первого и второго сепараторов фаз.
21. Способ по п.1, в котором монооксид азота в количестве, приближающемся к 100% от монооксида азота в реакционной смеси, превращают в азотную кислоту на стадии получения азотной кислоты.
| GB 1028202 A, 04.05.1966 | |||
| DE 1900861 A, 24.09.1970 | |||
| СПОСОБ ПОЛУЧЕНИЯ АЗОТНОЙ КИСЛОТЫ | 1991 |
|
RU2009996C1 |
| Способ получения нитрата аммония | 1982 |
|
SU1367853A3 |

