Изобретение относится к изготовлению рукавных вставок криволинейного типа, предназначенных для транспортировки жидких сред в трубопроводах.
Наиболее близким по технической сущности к заявляемому изобретению является дорн для сборки и вулканизации угловых рукавов высокого давления (патент RU 2376137, МПК В29С 35/02, опубл. 20.12.2009), содержащий стержни, наконечники, кольца, центральный стержень и варочную диафрагму.
Недостатками известного устройства являются невысокое качество вулканизованных угловых рукавов высокого давления, низкая производительность, высокая трудоемкость изготовления.
Техническим результатом заявленного изобретения является повышение качества вулканизованных рукавных вставок криволинейного типа, повышение производительности и снижение высокой трудоемкости.
Технический результат достигается за счет применения секторов, образующих в сборе монолитную криволинейную поверхность, одновременно являющуюся центральным стержнем, обеспечивающих соединение с наконечниками через переходник, и использования зажимов, фиксирующих концы диафрагмы варочной на наконечниках для образования герметичной замкнутой внутренней полости варочной диафрагмы.
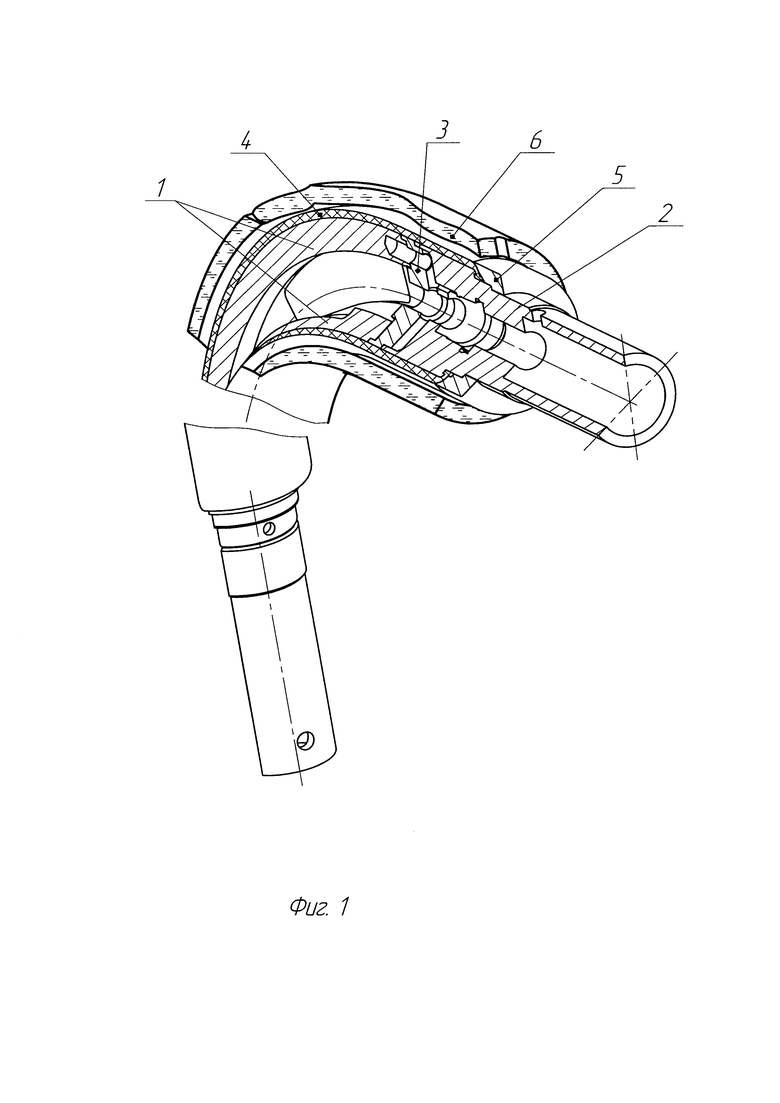
Сущность заявленного технического решения поясняется фиг. 1 - Сборочный барабан для вулканизации рукавных вставок криволинейного типа, общий вид.
Заявленный сборочный барабан для вулканизации рукавных вставок криволинейного типа состоит из секторов 1, образующих монолитную криволинейную поверхность, одновременно являющуюся центральным стержнем сборочного барабана, наконечников 2, закрепленных через переходники 3 на секторах 1, диафрагмы варочной 4 и зажимов 5, фиксирующих концы диафрагмы варочной 4 на наконечниках 2 для образования герметичной замкнутой внутренней полости диафрагмы варочной 4.
Заявленный сборочный барабан для вулканизации рукавных вставок криволинейного типа работает следующим образом.
Собирают секторы 1 для образования монолитной криволинейной поверхности сборочного барабана, через переходники 3 закрепляют на секторах 1 наконечники 2, собирают диафрагму варочную 4, фиксируют ее концы зажимами 5 на наконечниках 2 для образования замкнутой внутренней полости диафрагмы варочной 4 и проводят вулканизацию диафрагмы варочной 4 на сборочном барабане для вулканизации рукавных вставок криволинейного типа 6.
Монолитная криволинейная поверхность сборочного барабана, собранная из секторов 1 и диафрагмы варочной позволяет равномерно распределять накладываемый материал для сборки заготовки рукавной вставки криволинейного типа 6, что обеспечивает качественную сборку заготовки рукавной вставки криволинейного типа для последующей ее вулканизации на сборочном барабане для вулканизации рукавных вставок криволинейного типа 6.
Извлечение сборочного барабана для вулканизации рукавных вставок криволинейного типа 6 из вулканизованной рукавной вставки криволинейного типа 6 осуществляют в следующей последовательности. Демонтируют зажимы 5, отсоединяют наконечники 2 от переходников 3, извлекают наконечники 2 из диафрагмы варочной 4 и переходники 3, извлекают последовательно секторы 1, извлекают диафрагму варочную 4 из вулканизованной рукавной вставки криволинейного типа 6.
Далее осуществляют подготовку сборочного барабана для вулканизации рукавных вставок криволинейного типа 6 к последующему применению: в диафрагму варочную 4 последовательно устанавливают секторы 1 и переходники 3 монтируют поочередно наконечники 2 и фиксируют на наконечниках 2 зажимы 5. Подготовленный сборочный барабан для вулканизации рукавных вставок отправляют на повторное применение для сборки заготовки рукавной вставки криволинейного типа 6 и последующей ее вулканизации.
Применение зажимов 5 на заявленном сборочном барабане для вулканизации рукавных вставок криволинейного типа 6 позволяет исключить операцию привулканизации концов диафрагмы варочной 4 к наконечникам 2 для обеспечения герметичной замкнутой внутренней полости диафрагмы варочной 4 и операцию подготовки наконечников 2 к привулканизации к ним концов диафрагмы варочной 4. Применение зажимов 5 позволяет многократно использовать диафрагму варочную 4.
Заявленный сборочный барабан для вулканизации рукавных вставок криволинейного типа обеспечивает достижение заявленного технического результата: повышение качества рукавной вставки за счет применения секторов, образующих в сборе монолитную криволинейную поверхность для сборки заготовок рукавных вставок криволинейного типа; повышение производительности за счет исключения операции подготовки наконечников для привулканизации концов диафрагмы, а также возможности многоразового использования диафрагмы варочной; понижение трудоемкости за счет упрощения конструкции, исключения нескольких деталей и объединения секторов в центральный стержень.
Предприятие имеет положительный опыт в изготовлении качественных рукавных вставок с использованием заявленного сборочного барабана для вулканизации рукавных вставок.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ВУЛКАНИЗАЦИИ РУКАВНЫХ ВСТАВОК КРИВОЛИНЕЙНОГО ТИПА И ПРЕСС-ФОРМА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2015 |
|
RU2597396C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РЕЗИНОКОРДНЫХ ИЗДЕЛИЙ РУКАВНОГО ТИПА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2583013C2 |
| ПРЕСС-ФОРМА ДЛЯ РУКАВОВ-КОМПЕНСАТОРОВ | 2009 |
|
RU2418678C1 |
| ПРЕСС-ФОРМА ДЛЯ ВУЛКАНИЗАЦИИ РЕЗИНОКОРДНЫХ ИЗДЕЛИЙ | 2017 |
|
RU2665415C1 |
| ДОРН ДЛЯ СБОРКИ И ВУЛКАНИЗАЦИИ УГЛОВЫХ РУКАВОВ ВЫСОКОГО ДАВЛЕНИЯ | 2008 |
|
RU2376137C1 |
| СПОСОБ И УСТАНОВКА ДЛЯ СБОРКИ ШИН | 2016 |
|
RU2730832C2 |
| Способ изготовления покрышек пневматических шин | 1991 |
|
SU1812128A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ СБОРКИ ШИН | 2015 |
|
RU2689748C2 |
| Способ изготовления покрышек пневматических шин | 1990 |
|
SU1750954A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ШИН | 2007 |
|
RU2429128C2 |
Изобретение относится к изготовлению рукавных вставок криволинейного типа. Техническим результатом является повышение качества вулканизованных рукавных вставок криволинейного типа, повышение производительности и снижение высокой трудоемкости. Технический результат достигается сборочным барабаном для вулканизации рукавных вставок криволинейного типа, который содержит секторы, переходники, наконечники, варочную диафрагму. Причем секторы, образуют в сборе с диафрагмой варочной монолитную криволинейную поверхность. Сборочный барабан также содержит зажимы, фиксирующие концы диафрагмы варочной. 2 з.п. ф-лы, 1 ил.
1. Сборочный барабан для вулканизации рукавных вставок криволинейного типа, содержащий секторы, переходники, наконечники, варочную диафрагму, отличающийся тем, что содержит секторы, образующие в сборе с диафрагмой варочной монолитную криволинейную поверхность, и зажимы, фиксирующие концы диафрагмы варочной.
2 Сборочный барабан для вулканизации рукавных вставок криволинейного типа по п. 1, отличающийся тем, что секторы в сборе образуют центральный стержень, соединенный при помощи переходников с наконечниками.
3 Сборочный барабан для вулканизации рукавных вставок криволинейного типа по п. 1, отличающийся тем, что зажимы фиксируют концы диафрагмы варочной на наконечниках, образуя замкнутую герметичную внутреннюю полость диафрагмы варочной.
| ДОРН ДЛЯ СБОРКИ И ВУЛКАНИЗАЦИИ УГЛОВЫХ РУКАВОВ ВЫСОКОГО ДАВЛЕНИЯ | 2008 |
|
RU2376137C1 |
| DE 4435193 C2, 23.01.1997 | |||
| ПРЕСС-ФОРМА ДЛЯ РУКАВОВ-КОМПЕНСАТОРОВ | 2009 |
|
RU2418678C1 |
| Способ формовки полых деталей | 1978 |
|
SU846053A1 |
| US 1538481 A, 19.05.1925. | |||

