Изобретение относится к способу нагрева концевого участка пластиковой трубы согласно ограничительной части пункта 1 формулы изобретения, а также к устройству для осуществления соответствующего способа.
Изготовленные при помощи беспрерывной технологии пластиковые трубы делятся, как правило, на определенные длины для хранения, для транспортировки и для использования. В частности, в канализационной технике существует большое количество различных трубных участков, которые на строительной площадке соединяются подходящим образом в трубопроводы. При этом конец трубы снабжен раструбом, в который может вставляться гладкий конец дальнейшей трубы.
Для изготовления раструба на трубе соответствующий конец трубы, как правило, сначала нагревается до температуры деформирования, а затем при помощи формовочного инструмента формируется раструб.
Для нагрева концевого участка пластиковой трубы до температуры деформирования известно вводить в контакт концевой участок снаружи при помощи внешних нагревательных губок и нагревать без контакта внутреннюю сторону концевого участка посредством нагревательного стрежня. Для компенсации производственных допусков, как правило, имеется зазор между нагревательным стержнем и внутренней стенкой трубы. При этом перенос тепла происходит при помощи теплового излучения. Также известно нагревать внутреннюю поверхность трубы горячим воздухом.
Из DE 2536306 B2 известно осуществление нагрева концевых участков трубы при помощи инфракрасного излучателя, который во время нагрева охлаждается потоком воздуха. В EP 1315604 B1 обнаруживается похожая конструкция, у которой несколько излучающих нагревательных элементов эксцентрично расположены на приводимой во вращение вокруг оси трубы опоре, а согласованные с ними газовые сопла охлаждают внутреннюю поверхность пластиковой трубы в месте наибольшего теплового излучения. Охлаждение необходимо, так как для уменьшения времени нагрева, с одной стороны, требуется большой подвод энергии во внутреннюю часть трубы, а с другой стороны, нагрев излучением без охлаждения внутренней части трубы привел бы к повышенным температурам на поверхности. Помимо излучающего нагревательного элемента также известны контактные нагревательные элементы, которые выполнены в виде разжимных стержней, которые, тем не менее, могут быть дорогостоящими для производства и эксплуатации.
Дальнейшая проблема при нагреве пластиковых труб заключается в том, что на кромке среза трубы, в частности, если труба изготовлена из сильно усаживающихся пластиков, как, например, полипропилен, полиэтилен или поливинилхлорид (ПВХ), имеется определенная усадка в диаметре. Если концевой участок трубы нагревается при помощи внешних нагревательных губок в контакте с трубой, то за счет усадки концевой области трубы там отсутствует непосредственный контакт, так что на внешней стороне в концевой области трубы достаточный нагрев не возникает. Это приводит к тому, что при последующем изготовлении раструба на конце трубы может нарушаться соблюдение заданных размеров. Поэтому если вставляемый в раструб гладкий конец дальнейшей трубы с максимальным диаметром должен вставляться, то зачастую такая труба должна отбраковываться на строительной площадке как неподходящая.
Хранение при повышенной температуре может также приводить к усадке в концевой области трубы перед кольцевой складкой и может сделать трубу тяжело вставляемой.
Поэтому в основе изобретения лежит задача предоставить способ для нагрева концевого участка пластиковой трубы для подготовки формирования раструба, при котором возможен полный нагрев концевого участка трубы вплоть до кромки среза. Кроме того, в основе изобретения лежит задача предоставить устройство для осуществления соответствующего способа.
Эта задача решается с помощью изобретения, предоставленного в пунктах 1 и 5 формулы изобретения. Предпочтительные усовершенствования изобретения предоставлены в зависимых пунктах формулы изобретения.
Согласно изобретению нагрев концевого участка пластиковой трубы для подготовки формирования раструба производится вследствие того, что концевой участок нагревается до или выше температуры деформирования пластиковой трубы снаружи при помощи нагревательных губок, будучи в контакте с ними, а изнутри при помощи нагревательного стержня, который вводится в пластиковую трубу с конца.
Согласно изобретению в этом способе используется нагревательный стержень, чей диаметр вдоль первого переднего продольного участка выбран незначительно меньшим, чем внутренний диаметр концевого участка трубы, причем диаметр нагревательного стержня однако увеличивается через прилегающий к первому продольному участку второй продольный участок таким образом, что при нагреве концевого участка трубы конец второго продольного участка входит в контакт с внутренней поверхностью трубы, вследствие чего конец концевого участка трубы при его нагреве находится в контакте как с внешними нагревательными губками, так и с нагревательным стержнем.
Несмотря на то, что нагревательный стержень на протяжении первого продольного участка имеет небольшой зазор до внутренней поверхности трубы, зазор уменьшается к концу второго продольного участка таким образом, что при введении в трубу задний конец нагревательного стержня может установить контакт с внутренней поверхностью трубы и тем самым может настолько расширить трубу, что она на своей кромке среза может также установить контакт с внешними нагревательными губками, так что производится необходимый нагрев трубы вплоть до кромки среза.
Предпочтительно нагревательный стержень выполнен в виде цилиндрического металлического тела с первым диаметром, который выбран вдоль первого переднего продольного участка, и со вторым продольным участком на конце нагревательного стержня со вторым диаметром, причем второй диаметр выбран большим, чем первый диаметр. Второй продольный участок расширяется в виде клина от первого диаметра ко второму диаметру на конце нагревательного стержня.
При введении подобного нагревательного стержня в пластиковую трубу концевой клинообразный профиль выдавливает возможную усадку пластиковой трубы наружу, так что находящийся на кромке среза внешний конец пластиковой трубы может установить на внешней стороне контакт с внешними нагревательными губками, и тем самым может происходить достаточный нагрев трубы. Предпочтительно первый продольный участок проходит до области кольцевой складки, формируемой в трубе во время образования раструба, а второй продольный участок приблизительно соответствует длине между кромкой среза и предусматриваемым местом формирования кольцевой складки.
Температура нагрева для полипропиленовых и полиэтиленовых труб предпочтительно составляет 150-160°C для внешних нагревательных губок и 140-180°C для поверхности нагревательного стержня.
У труб ПВХ предпочтительные температуры составляют 130-150°C для внешних губок и 120-160°C для нагревательного стержня.
Угол клина второго продольного участка приблизительно составляет 2-20°, предпочтительно 5°.
Предпочтительно ко второму продольному участку прилегает еще и третий цилиндрический продольный участок, чей диаметр соответствует диаметру заднего конца второго продольного участка.
Цилиндрический нагревательный стержень состоит, в частности, полностью из алюминия или из алюминиевого сплава и включает в себя центральное отверстие для приема центрального нагревательного элемента, который может быть выполнен, например, в виде электрического нагревательного патрона. Вместо центрального нагревательного элемента нагревательный стержень может также включать в себя расположенные в форме кольца по периметру отверстия для приема в каждом случае нагревательного прутка. При этом нагревательный стержень может быть выполнен в виде кольца, так что уменьшается его общая масса.
Далее изобретение разъясняется более подробно при помощи примера осуществления.
На чертеже:
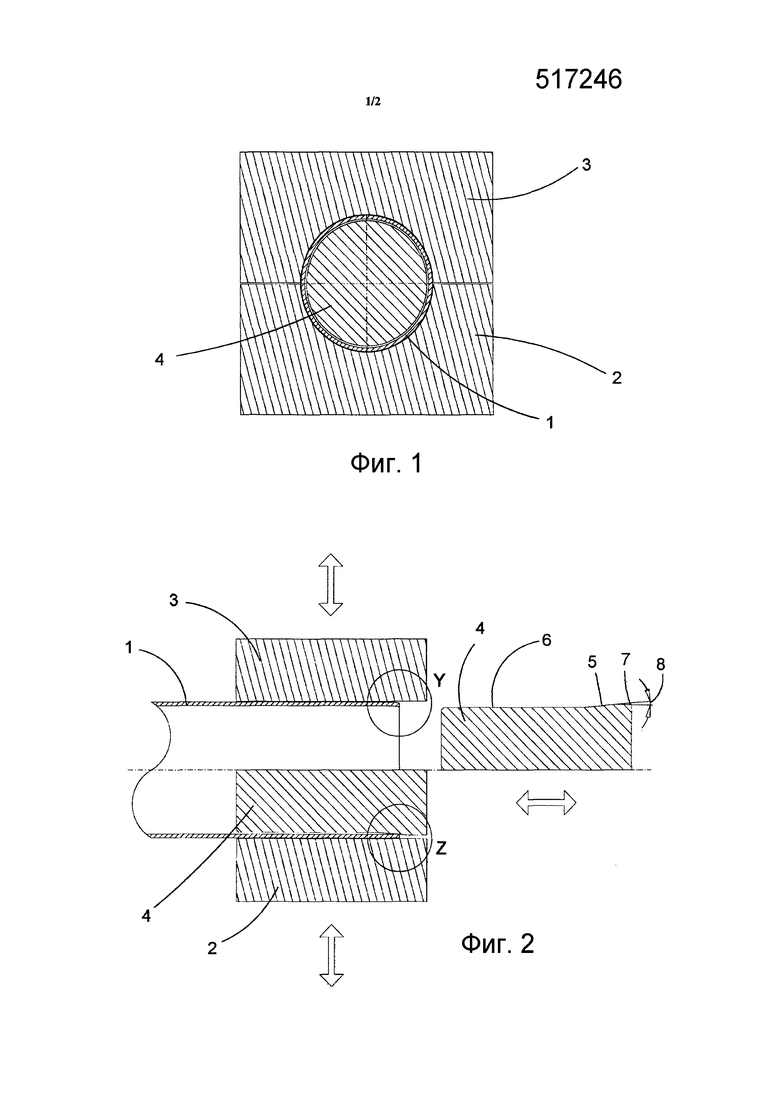
фиг. 1 показывает вид в разрезе по пластиковой трубе с надетыми нагревательными губками, а также с введенным нагревательным стержнем,
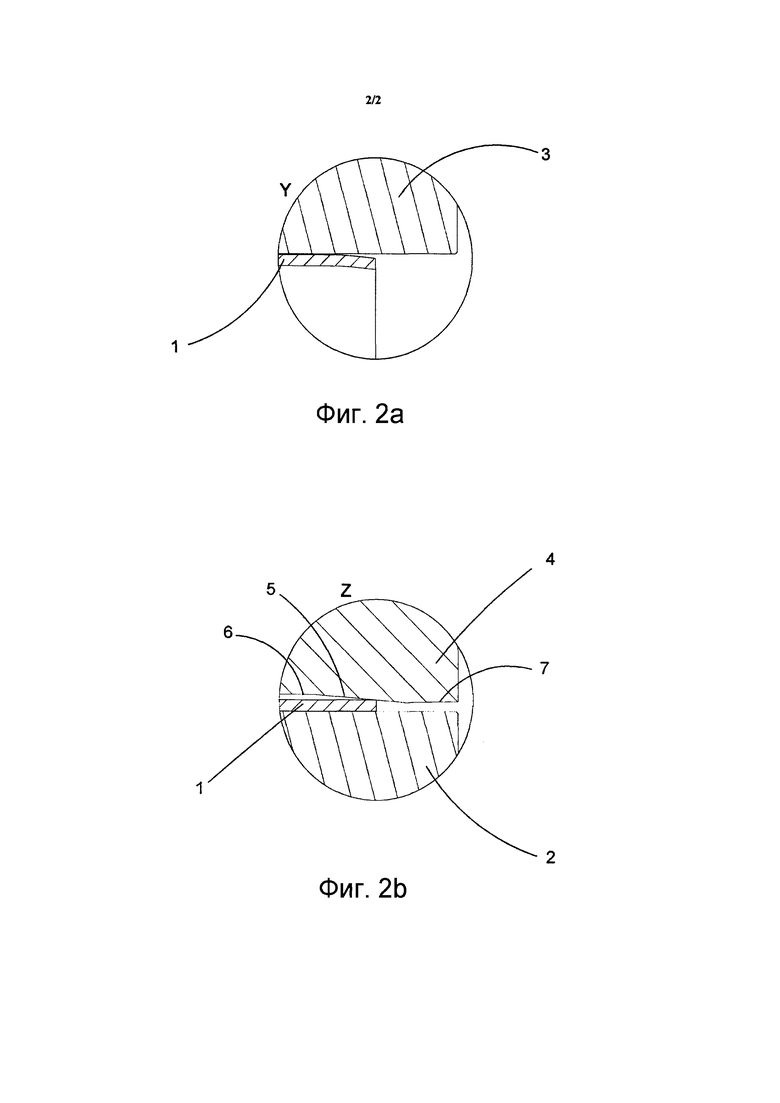
фиг. 2 показывает вид сбоку в разрезе по пластиковой трубе с внешними нагревательными губками, причем в первом верхнем положении нагревательный стержень изображен за пределами трубы, а во втором нижнем положении - во введенном в трубу состоянии,
фиг. 2а показывает выносной элемент Y с фиг. 2 на увеличенном изображении, причем можно увидеть усадку пластиковой трубы на кромке среза, и
фиг. 2b показывает выносной элемент Z с фиг. 2, причем становится ясно, что клинообразное расширение нагревательного стержня приводит к контакту внутренней поверхности пластиковой трубы.
Изображенный на фиг. 1 поперечный разрез показывает пластиковую трубу 1, которая находится в зазоре между двумя внешними нагревательными губками 2, 3, а также внутренним нагревательным стержнем 4. Нагревательный стержень 4 изображен в виде цилиндрического тела, причем оно может включать в себя либо центральный нагревательный пруток либо несколько меньших нагревательных прутков, распределенных в форме кольца по периметру. В последнем случае нагревательный стержень может быть также выполнен в виде кольца, для того чтобы уменьшать общую массу нагревательного стержня. Материалом нагревательного стержня предпочтительно является алюминий или алюминиевый сплав с высокой теплопроводностью.
Внешние чашеобразные нагревательные губки 2, 3 входят в контакт с наружной стороной пластиковой трубы 1. При закрытых нагревательных губках труба фиксируется таким образом, что предотвращается боковой сдвиг трубы при введении нагревательного стержня, в частности если обратный наклон (второй продольный участок 5) разжимает конец трубы. Цилиндрический нагревательный стержень 4 имеет незначительный зазор в 0,5-2 мм до внутренней поверхности пластиковой трубы, для того чтобы была возможность компенсировать производственные допуски пластиковой трубы, так что при введении и выведении нагревательного стержня в пластиковую трубу и из нее заклинивание не может возникнуть.
Температура внешних нагревательных губок для полипропиленовых и полиэтиленовых труб составляет 150-160°C, а температура нагревательного стержня 140-180°С.
При использовании нагревательного устройства для труб ПВХ температура внешних нагревательных губок составляет 130-150°C, а температура нагревательного стержня 120-160°С.
Для улучшения скольжения нагревательного стержня при введении и выведении в трубу или из нее поверхность нагревательного стержня подвержена твердому анодированию, так что получается гладкая и твердая поверхность.
Фиг. 2 показывает устройство на виде сбоку с пластиковой трубой 1, на чьей внешней стороне расположены нагревательные губки 2, 3, которые находятся в контакте с пластиковой трубой 1. На верхней половине фиг. 2 нагревательный стержень 4 изображен за пределами пластиковой трубы. Нагревательный стержень имеет передний первый продольный участок 6 и задний второй продольный участок 5. Можно увидеть, что на втором заднем продольном участке 5 имеется клинообразное увеличение диаметра, причем угол 8 клина составляет 2 - 20°, а предпочтительно приблизительно 5о. Передний продольный участок 6 выполнен в виде прямого цилиндра. Продольные участки 6 и 5 плавно переходят друг в друга. Ко второму продольному участку прилегает еще и дальнейший третий продольный участок 7, который снова выполнен в виде прямого цилиндра, так что второй продольный участок 5 образует плавную область перехода между первым продольным участком и третьим продольным участком.
Фиг. 2b показывает выносной элемент Z с фиг. 2. Изображено, как пластиковая труба 1 выдавливается наружу на кромке среза при помощи клинообразной поверхности 5 и тем самым в противоположность к фиг. 2а, которая изображает выносной элемент Y с фиг. 2, находится в контакте с внешней нагревательной губкой 2. За счет короткого расстояния, на котором нагревательный стержень 4 является причиной зажатия трубы 1 между нагревательным стержнем 4 и внешней нагревательной губкой 2, возникшее усилие зажатия может легко преодолеваться при помощи достаточного растягивающего и нажимного усилия на нагревательный стержень 4.
Передний край нагревательного стрежня 4 на переднем конце продольного участка 6 может выполняться скошенным (заостренным), для того чтобы предотвращать то, что чрезмерно усаженная на конце труба может приводить к проблемам при введении нагревательного стержня в трубу.
Список ссылочных позиций:
1 пластиковая труба
2 нагревательная губка
3 нагревательная губка
4 нагревательный стержень
5 первый продольный участок
6 второй продольный участок
7 третий продольный участок
8 угол клина
Изобретение относится к способу и устройству для нагрева концевого участка пластиковой трубы для подготовки формирования раструба на пластиковой трубе. Концевой участок нагревается до температуры деформирования пластиковой трубы (или выше) снаружи при помощи внешних нагревательных губок (2, 3), а изнутри при помощи нагревательного стержня (4). Нагревательный стержень (4) содержит по меньшей мере один первый (6) и один второй (5) продольный участок. Диаметр вдоль первого переднего продольного участка (6) выбран меньшим, чем внутренний диаметр концевого участка трубы. Диаметр нагревательного стержня (4) увеличивается через прилегающий к первому продольному участку (6) второй продольный участок (5) по направлению к концу нагревательного стержня (4) таким образом, что при нагреве концевого участка трубы конец второго продольного участка (5) входит в контакт с внутренней стороной концевого участка трубы. В результате конец нагреваемой трубы при его нагреве находится в контакте как с внешними нагревательными губками (2, 3), так и с нагревательным стержнем (4). При использовании изобретения становится возможным полный нагрев концевого участка трубы вплоть до кромки среза. 2 н. и 9 з.п. ф-лы, 4 ил.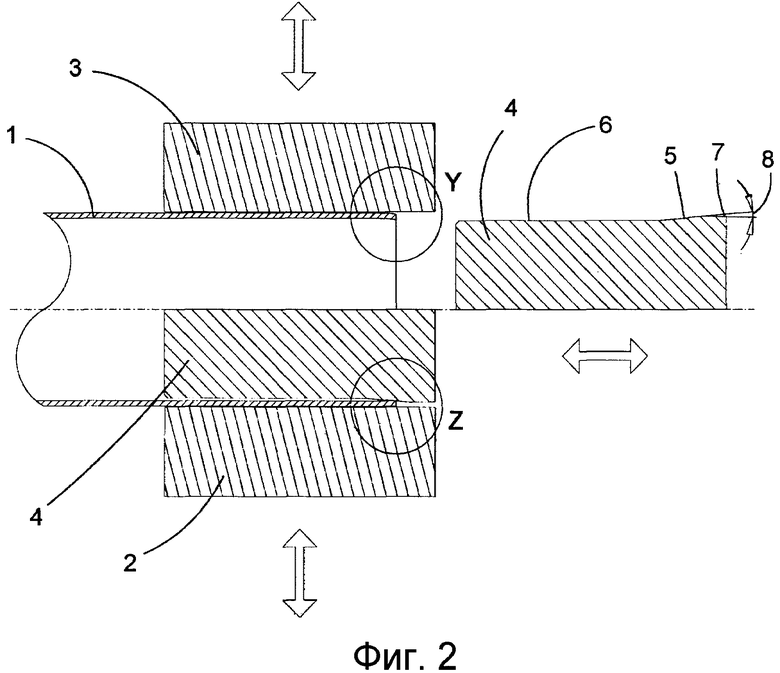
1. Способ нагрева концевого участка пластиковой трубы (1) для подготовки формирования раструба на пластиковой трубе, причем концевой участок нагревают до или выше температуры деформирования пластиковой трубы снаружи при помощи внешних нагревательных губок (2, 3), а изнутри при помощи нагревательного стержня (4), вводимого в пластиковую трубу (1) с конца, отличающийся тем, что
- нагрев внутреннего концевого участка пластиковой трубы осуществляют при помощи нагревательного стержня (4) по меньшей мере с одним первым (6) и одним вторым (5) продольным участком, причем диаметр нагревательного стержня (4) вдоль первого переднего продольного участка (6) выбран меньшим, чем внутренний диаметр концевого участка трубы, при этом диаметр нагревательного стержня (4) увеличивается через прилегающий к первому продольному участку (6) второй продольный участок (5) по направлению к концу нагревательного стержня (4) таким образом, что при нагреве внутреннего концевого участка трубы конец второго продольного участка (5) входит в контакт с внутренней стороной концевого участка трубы, вследствие чего конец концевого участка нагреваемой трубы при его нагреве находится в контакте как с внешними нагревательными губками (2, 3), так и с нагревательным стержнем (4), причем после нагрева концевого участка пластиковой трубы (1) нагревательный стержень (4) извлекают из пластиковой трубы перед формированием раструба.
2. Способ по п. 1, отличающийся тем, что при использовании полипропилена или полиэтилена в качестве материала трубы температура нагрева внешних нагревательных губок (2, 3) составляет 150-160˚C, а температура нагрева нагревательного стержня (4) 140-180˚C.
3. Способ по п. 1, отличающийся тем, что при использовании поливинилхлорида (ПВХ) в качестве материала трубы температура нагрева внешних нагревательных губок (2, 3) составляет 130-150˚C, а температура нагрева нагревательного стержня (4) 120-160˚C.
4. Способ по п. 1, отличающийся тем, что нагрев концевого участка трубы (1) нагревательным стержнем (4) осуществляют в области переднего первого продольного участка (6), по существу, без контакта посредством теплоты излучения.
5. Устройство для осуществления способа нагрева концевого участка пластиковой трубы (1) согласно п. 1, включающее в себя по меньшей мере две внешние нагревательные губки (2, 3) для охвата и нагрева внешнего концевого участка пластиковой трубы и вводимый в концевой участок нагревательный стержень (4) для нагрева внутренней стороны концевого участка трубы, отличающееся тем, что нагревательный стержень (4) для нагрева внутреннего концевого участка пластиковой трубы выполнен в виде цилиндрического металлического тела, которое имеет один первый передний продольный участок (6) с первым диаметром и один второй продольный участок (5) на заднем конце нагревательного стержня (4) со вторым диаметром, причем второй диаметр выбран большим, чем первый диаметр, и второй продольный участок (5) расширяется в виде клина от первого диаметра.
6. Устройство по п. 5, отличающееся тем, что на заднем конце нагревательного стержня (4) ко второму продольному участку (5) прилегает третий продольный участок (7), диаметр которого соответствует диаметру второго продольного участка (5) со стороны конца.
7. Устройство по п. 5, отличающееся тем, что длина первого продольного участка (6) приблизительно соответствует длине пластиковой трубы от основания раструба до формируемого в трубе гофра.
8. Устройство по п. 5, отличающееся тем, что изменение диаметра второго продольного участка (5) происходит под углом клина в 2-20˚, причем разница диаметров между первым продольным участком (6) и концом второго продольного участка (5) составляет 0,5-2 мм.
9. Устройство по п. 8, отличающееся тем, что угол клина составляет 5˚.
10. Устройство по п. 5, отличающееся тем, что цилиндрическое металлическое тело состоит из алюминия или алюминиевого сплава и включает в себя центральное отверстие для приема центрального нагревательного элемента.
11. Устройство по п. 5, отличающееся тем, что цилиндрическое металлическое тело выполнено в виде кольца и включает в себя ряд расположенных в форме кольца по периметру отверстий для приема соответственно нагревательного прутка.
| Муфта для ступенчатого цементирования обсадных колонн | 1985 |
|
SU1315604A1 |
| Устройство для образования концевого раструба на трубе из термопластичного материала | 1976 |
|
SU640681A3 |
| Охлаждаемый электрод для разрядных трубок | 1929 |
|
SU12978A1 |
| US 7604472 B2, 20.10.2009 | |||
| US 5554332 A1, 10.09.1996 | |||
| US 4437453 A1, 10.09.1996. | |||

