Изобретение относится к промьш- ленности сборного железобетона и может быть использовано в оборудовании для производства арматурных работ на заводах железобетонных изделий.
Цель изобретения - повышение качества высаживаемой головки.
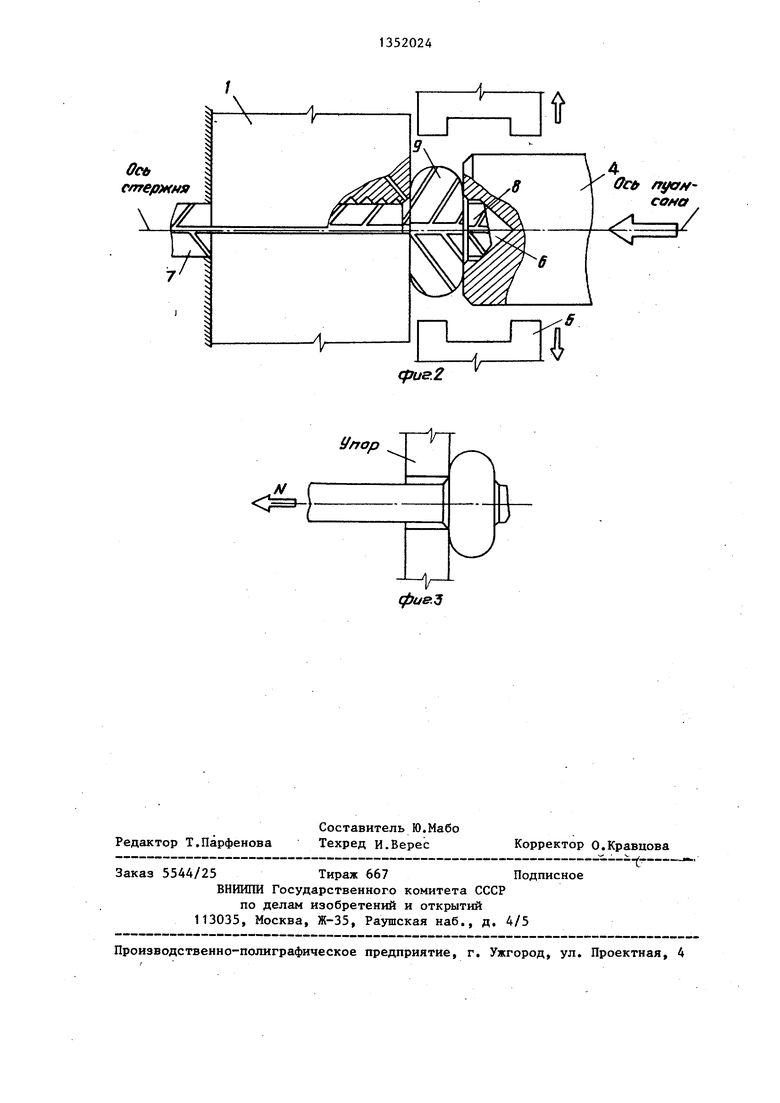
На фиг.1 изображен рабочий орган устройства для высадки анкерных головок при установке стержня, общий вид; на фиг.2 - то же, в процессе высадки, анкерной головки; на фиг.З - анкерная головка, высиженная по предлагаемому способу предлагаемым устройством, и схема ее опирания на упор поддона (формы).
Способ реализуется посредством рабочего органа устройства для высадки анкерных головок, включающего зажимные губки 1, в которых выполнены каналы 2 переменного сечения, заканчивающиеся сопловыми отверстиями 3, выходящими в зону подголовка, пуансон 4 и нагревательные губки 5. Пуансон 4 выполнен с углублением 6 по оси пуансона для фиксации и центровки конца арматурного стержня 7.
Способ образования анкерных головок осуществляется следующим образом
Конец арматурного стержня 7 фиксируют в углублении .6 пуансона 4, зажимают стержень зажимными губками 1 и включают привод механизма нагрева (не показан), Нагревательные губки 5 приводят в соприкосновение с арматурным стержнем 7, включают ток и начинается нагрев арматурного стержня 7 на участке, удаленном от его конца на расстояние 0,4-0,6 диаметра стержня. По достижении заданной температуры (800-950°С) на нагреваемом участке нагревательные губки 5 отводят от арматурного стержня 7 и включают механизм высадки (не показан). При этом
5
0
5
0
5
0
5
пуансон 4 приводится в движение в направлении оси арматурного стержня 7 .
Холодный конец 8 арматурного стержня 7, зафиксированный в углублении 6 пуансона 4 и центрированный по его оси, удерживает нагретый участок стержня 7 от смещения ртносительно его оси в процессе высадки головки 9. Происходит высадка симметричной относительно оси арматурного стержня 7 анкерной головки 8.
По оконнании высадки в каналы 2 зажимных губок 1 подается водовоз- дутиная смесь для охлаждения высаженной головки 8, которая распыляется через сопловые отверстия 3.
Анкерная головка и прилегающие участки стержня озслаждаются до .400- , после чего подача водовоздуш- ной смеси прекращается, пуансон 4 и зажимные губки 1 приводят в исходное положение, а стержень с головкой извлекают из рабочего органа устрой- . ства.
Предлагаемое техническое рещение обеспечивает повьппение качества высаживаемых анкерных головок.
Формула изобретения
Способ образования анкерных головок путем зажатия арматурного стержня, нагревания его с последующей высадкой головки и охлаждением, отличающийся тем, что, с целью повышения качества высаживаемой головки, перед зажатием арматурного стержня производят фиксацию и центровку его конца в углублении пуансона, а нагревание производят на участке, удаленном от конца арматурного стержня на расстоянии 0,4-0,6 его диаметра.
Oct /n /fCOHO
fpus.Z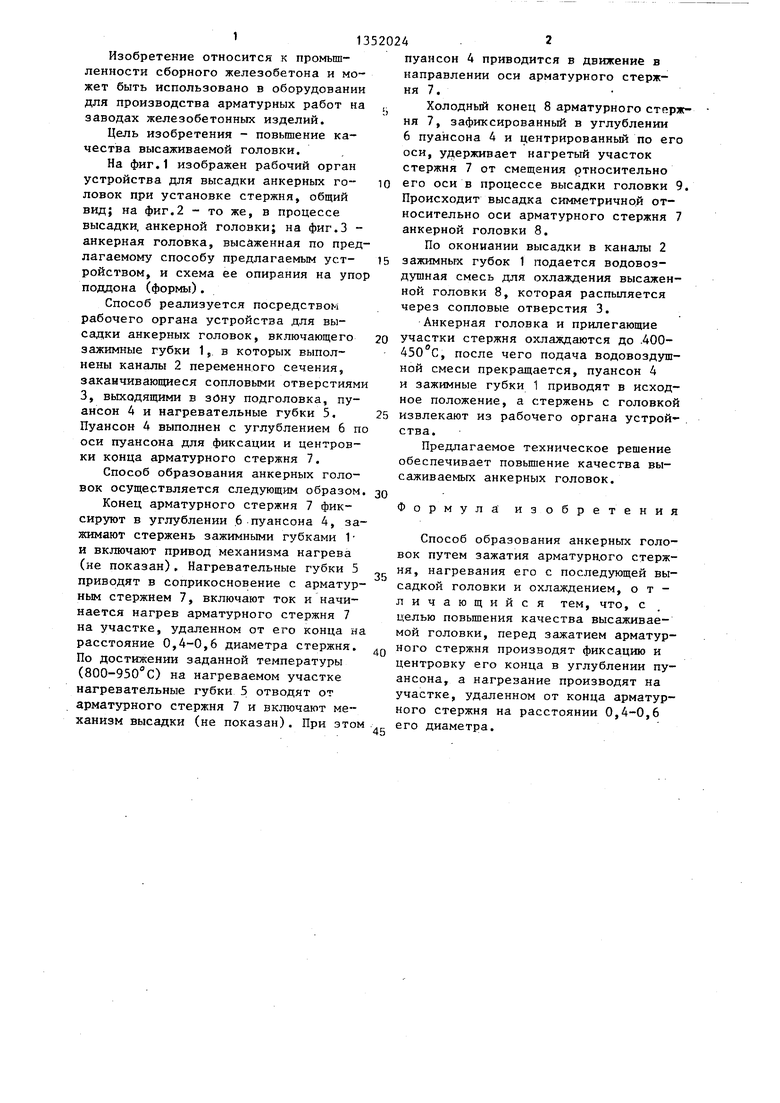
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ образования анкерных головок и рабочий орган устройства для образования анкерных головок | 1987 |
|
SU1530720A1 |
| Способ образования анкерных головок | 1990 |
|
SU1805192A1 |
| Способ образования анкера и устройство для его осуществления | 1990 |
|
SU1815320A1 |
| Установка для высадки сфероподобных головок на анкерных стержнях закладных деталей | 1990 |
|
SU1779452A1 |
| Рабочий орган заготовки электровысадочной машины | 1977 |
|
SU628983A1 |
| Устройство для высадки анкерных головок | 1974 |
|
SU536299A1 |
| УСТАНОВКА ДЛЯ ВЫСАДКИ АНКЕРНЫХ ГОЛОВОК НА АРМАТУРНЫХ СТЕРЖНЯХ | 1971 |
|
SU319722A1 |
| Арматурный элемент и способ его изготовления | 1985 |
|
SU1278425A1 |
| Устройство для электронагрева арматурных стержней | 1978 |
|
SU767325A1 |
| Установка для электротермического упрочнения стержневой арматуры | 1981 |
|
SU996689A1 |
Изобретение относится к промьпп- ленности сборного железобетона и мо жет быть использовано при производстве арматурных работ на заводах железобетонных изделий. Цель изобретения - повышение качества высаживаемых анкерных головок. Конец арматурного стержня 7 Центрируют и фиксируют, зажимают губками 1 и начинают нагрев на участке, удаленном от его конца на расстояние 0,4-0,6 диаметра стержня 7, нагревательными губками 5. По достижении на нагреваемом . участке стержня 7 температуры 800- нагрев прекращается, приводится в действие пуансон 4, начинается высадка анкерной головки. При этом конец арматурного стержня 7, зафиксированный в углублении 6 пуансона 4 и центрированный по оси пуансона, удерживает нагретый участок от смещения относительно оси стержня 7 в процессе высадки анкерной головки. В результате происходит высадка симметричной относительно оси стержня 7 анкерной головки. 3 ил. S (/) ffCtf стершня /LJLjLJL.jLJLjLJLJL Осб nyoff- coffct CpUc .i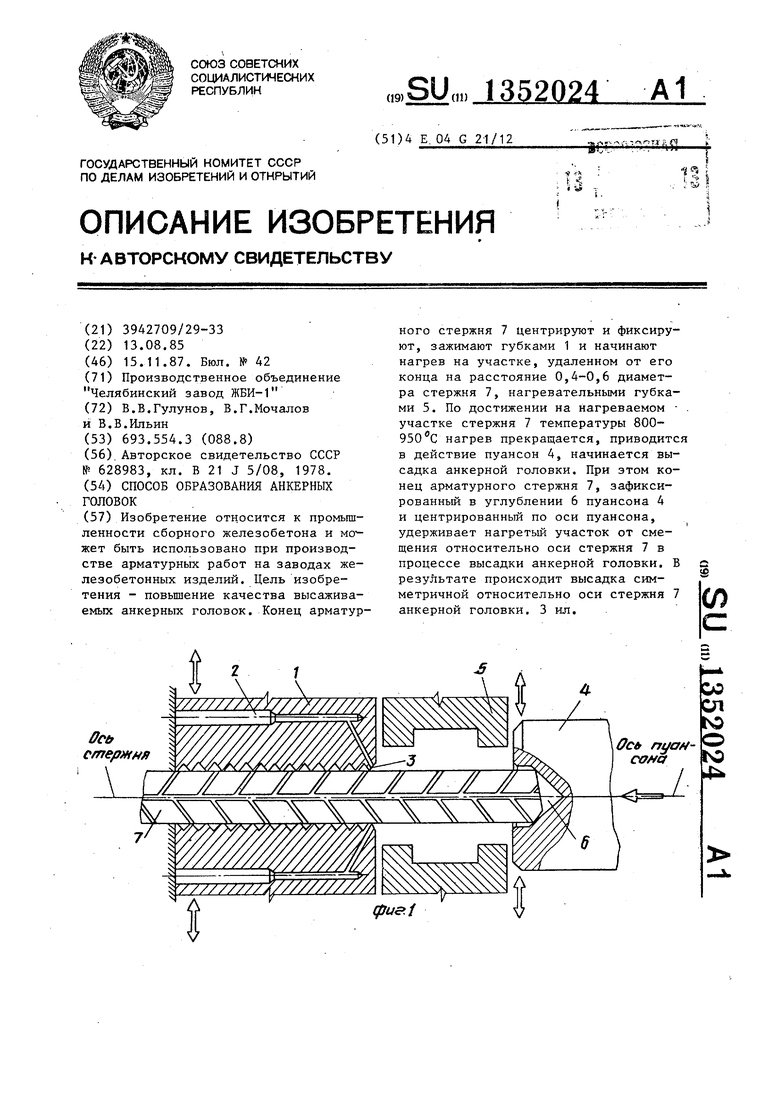
Упор
Редгистор Т.Парфенова
Составитель Ю.Мабо Техред и.Верес
..««...«.....«.ш
тЗаказ 5544/25Тираж 667Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
фие.Ъ
Корректор О.Кравцова
| Рабочий орган заготовки электровысадочной машины | 1977 |
|
SU628983A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
