Изобретение относится к металлургии, в частности к производству арматурного проката повышенной прочности и пластичности из углеродистых и легированных марок сталей.
В настоящее время главным направлением в железобетонном строительстве является замена менее прочных классов арматурного проката на более прочные. В Европе уже перешли на производство и применение в строительстве унифицированного свариваемого арматурного проката класса В500В и В500С для обычного железобетона в соответствии с нормативными требованиями / Приложение С EN 1992 1-1/. В России также осуществляется переход на прогрессивную высокопрочную арматуру классов А500С и А600С в соответствии с СТО АСЧМ 7-93 «Прокат периодического профиля из арматурной стали» ТУ, и А500С по ГОСТ Р 52544-2006 «Прокат арматурный свариваемый периодического профиля классов А500С и В500С для армирования железобетонных конструкций».
Важнейшими и необходимыми качествами проектируемых, возводимых и эксплуатируемых конструкций, зданий и сооружений в области капитального строительства являются надежность (безопасность) и экономичность строительства и эксплуатации строительных сооружений.
Комплексное решение может быть достигнуто способом производства арматурного проката, обеспечивающего одновременно требуемый для изготовления надежных конструкций из железобетона высокий уровень механических свойств арматурного проката и наиболее экономичный формат поставки проката для изготовления армирующих изделий.
Участившиеся случаи аварийных разрушений зданий и сооружений в связи с неучтенными воздействиями и намеренным причинением вреда, а также по причинам техногенного характера делают актуальной задачу достичь таких свойств строительных материалов, которые могли бы помочь уменьшить чувствительность сооружений при непредвиденных нагрузках и дефектах, которые не включены в нормы и не учитываются при расчете, тем самым, избежать катастрофических последствий, к которым приводят экстремальные воздействия на строительную конструкцию сооружений.
Пластичность (способность деформироваться без значительной потери прочности) арматурного проката наряду с прочностью является важным параметром для обеспечения безопасности железобетонных конструкций.
Рассматривая конечные параметры прочности и деформативности, найдено, что величина энергии разрушения, представленная составной областью под диаграммой растяжения арматурного проката, является реальным индикатором сопротивления арматурного проката. Чем выше величина равномерного удлинения при полной нагрузке арматурного проката (δmax) при достаточном и высоком уровне отношения предела прочности к пределу текучести, тем больше площадь диаграммы растяжения (площадь под кривой в координатах «напряжение - деформация»), тем больше сопротивление арматуры внешним нагрузкам до разрушения, тем надежнее и безопаснее становится конструкция. В этом случае, при уменьшении размеров сечения арматуры при растяжении, будет сопровождаться ростом напряжений в арматуре благодаря дополнительному наклепу, что характеризуется отношением предела прочности к пределу текучести.
Чтобы обеспечить такие эксплуатационные возможности железобетона в целом, необходимо иметь высокий ресурс сопротивления работе разрушения. Высокий уровень таких показателей достигается при использовании в железобетоне арматурного проката с высоким параметром полного равномерного удлинения при максимальной нагрузке равномерного удлинения арматурного проката, величина которого должна гарантировано превышать в 1,5-2 раза максимально возможную деформацию бетона, значения которой не могут превышать 2,5%. В случае разрушения бетона прогрессивно возрастающие нагрузку и деформации арматурный прокат должен принимать на себя.
Современный отечественный арматурный прокат для ненапряженного железобетона, выпускаемый по ГОСТ Р 52544-2006 и СТО АСЧМ 7-93, имеет низкие фиксированные характеристики деформации - полное равномерное удлинение при максимальной нагрузке определяется нижним граничным значением 2,0%, а отношение предела прочности к пределу текучести - нижним граничным значением 1,05. Это является недостаточным для надежности железобетона, так как предполагает хрупкое разрушение, которое очень опасно.
Достижение одновременно высоких прочностных и пластических характеристик арматурной стали при холодном способе упрочнения является сложной технологической задачей.
Известен способ и устройство для холодного упрочнения арматурной стали для железобетона (Патент Германии DE 4228105, кл. C21D 7/10, публ. 1994 г.,), включающий упрочнение в холодном состоянии горячекатаного арматурного проката периодического профиля путем одновременной деформации от растяжения и изгиба в паре гибочно-растяжных устройств, повернутых друг относительно друга на 90°. Способ обеспечивает получение высокого предела текучести за счет увеличения предельной степени деформации до 5-10%.
Недостатком данного способа является отсутствие в нем учета свойств исходной заготовки при назначении режимов деформирования для получения свойств готовой арматурной стали, из-за чего получение высоких значений предела текучести никак не гарантирует стабильного получения высоких значений равномерного относительного удлинения при максимальной нагрузке.
Деформирование в данном случае осуществляется без учета возможности максимального использования высокого ресурса пластичности, заложенного технологическими возможностями горячей прокатки низкоуглеродистых и низколегированных марок сталей.
Известен способ изготовления низкоуглеродистой арматурной проволоки, по которому горячекатаную заготовку в холодном состоянии в два прохода деформируют в двухвалковой системе калибров: в первом проходе со степенью деформации 28-32%, а во втором проходе со степенью деформации 30-35% (Патент РФ RU №2221654, кл. B21B 1/18, публ. 2004 г.),
Недостатком данного способа является то, что деформирование в данном случае проводится без учета возможности максимального использования ресурса пластичности, заложенного в технологических возможностях горячей прокатки низкоуглеродистых и низколегированных марок сталей. Поэтому данный способ не обеспечивает стабильного получения у готовой арматурной стали высоких значений равномерного относительного удлинения при максимальной нагрузке.
Кроме того, высокие проценты деформации металла в холодном состоянии требуют существенных затрат электроэнергии, мощного оборудования и силовых агрегатов и узлов. Это не только резко увеличивает себестоимость готового проката, но и не позволяет производить прокат диаметром от 14 мм и выше.
Наиболее близким к заявляемому, является способ производства низкоуглеродистой и низколегированной арматурной стали с пределом текучести 400 Н/мм2 и выше, включающий горячую прокатку арматурной стали гладкого или периодического профиля, ее холодное упрочнение путем одновременного холодного деформирования знакопеременным изгибом и осевым растяжением посредством протяжки тянущим устройством через систему направляющих и изгибающих роликов. Для протяжки отбирают заготовки арматурной стали с пределом текучести до протяжки не менее 65% от предела текучести, регламентированного классом прочности стали, которому она соответствует после протяжки, при этом суммарное равномерное удлинение при холодном деформировании от растяжения и знакопеременного изгиба за каждую протяжку ограничивают величиной не более 15% (Патент РФ №2419496, B21B 1/18, публ. 2008 г.).
Недостатком данного способа является ограничение высокой максимальной суммарной деформации при холодном деформировании горячекатаной заготовки с заданным уровнем прочностных свойств. Такая высокая деформация может повысить предел текучести и прочности на большую величину, но одновременно с этим не позволяет получить параметры деформативности готового проката на требуемом уровне, тем более, уровень деформативности не заложен в заготовке, что может привести к его неконтролируемому падению после деформации. Кроме того, способ не исключает использования для упрочнения простого осевого растяжения, что может ухудшить эксплуатационные свойства готового проката при последующем нагружении за счет растягивающих остаточных напряжений.
Задачей, на решение которой направлено заявляемое изобретение, является разработка способа изготовления арматурной стали методом холодного деформирования из низкоуглеродистых легированных марок сталей, обеспечивающего высокие характеристики деформативности - равномерное удлинением при максимальной нагрузке (δmax) не менее 5% и отношением временного сопротивления к пределу текучести не менее 1,1, при одновременном получении прочностных свойств арматурной стали, марки 400-600 Н/мм2, для получения арматурного проката диаметром 6-20 мм в мотках.
Поставленная задача решается таким образом, что в способе производства упрочненного арматурного проката периодического профиля из низкоуглеродистой и легированной стали классов прочности 450-600 Н/мм2 диаметром от 6 до 20 мм в мотках, включающем выплавку стали, горячую прокатку арматурной заготовки периодического профиля заданного размера, смотку в мотки и последующее холодное упрочнение путем знакопеременного изгибающего воздействия, согласно изобретению отбор заготовки для холодного упрочнения производят по следующим параметрам - содержание углерода в стали готового проката 0,16-0,35% массы, предел текучести не менее 0,75 и временное сопротивление разрыву не менее 0,95 от класса прочности готового проката, полное равномерное относительное удлинение при максимальной нагрузке не менее 8% при отношении временного сопротивления к пределу текучести не менее 1,2, а упрочнение готового проката осуществляют холодной протяжкой арматурной заготовки через систему роликов путем накопления немонотонной деформации от растяжения, сжатия и изгиба до величины остаточной вытяжки 1,03-1,08.
Технический результат, получаемый в результате решения поставленной задачи, состоит в том, что арматурный прокат периодического профиля с указанными свойствами изготавливают из заготовки периодического профиля. Сталь для изготовления отбирается с содержанием углерода по массе 0,16-0,35%. Величина предела текучести и временного сопротивления отбираемой заготовки должна составлять не менее 0,75 и 0,95 соответственно, регламентированных классом прочности готового проката. Полное равномерное относительное удлинение при максимальной нагрузке не менее 8% при отношении временного сопротивления к пределу текучести не менее 1,2. Заготовку периодического профиля получают путем ее горячей прокатки без дополнительной термообработки.
Равномерное удлинение при максимальной нагрузке (δmax) не менее 5% и отношение временного сопротивления к пределу текучести не менее 1,1 в готовом прокате при одновременном получении прочностных свойств арматурного проката, характерных для классов прочности от 450-600 Н/мм2, получают из заготовки с описанными выше свойствами при ее холодной протяжке через систему роликов путем накопления немонотонной деформации от растяжения, сжатия и изгиба до величины остаточной вытяжки 1,03-1,08.
В заявляемом способе отличительными признаками предварительного отбора горячекатаной заготовки являются: содержание углерода в стали по массе от 0,16 до 0,35%, величина предела текучести и временного сопротивления заготовки - не менее 0,75 и 0,95 от соответствующих величин, регламентированных классом прочности готового проката и полное равномерное относительное удлинение при максимальной нагрузке - не менее 8% при отношении временного сопротивления к пределу текучести не менее 1,2.
Отличительными признаками при протяжке горячекатаной заготовки с применением знакопеременного изгиба являются применение многоциклической пластической деформации на роликах в одной или двух плоскостях по схеме «растяжение (сжатие) - знакопеременный изгиб», при наличии в каждом сечении сжимающих напряжений и при воздействии на движущийся арматурный прокат комбинацией растягивающих сил с изгибом, что обеспечивает в прокате накопление немонотонной деформации, в интервале контролируемой вытяжки 1,03-1,08.
Заявляемые отличительные признаки в сочетании с известными проявляют новое техническое свойство, заключающееся в получении гарантированных прочностных и высокопластических свойств арматурной стали за счет подбора и контроля режимов деформирования и свойств исходной стали.
Способ осуществляют следующим образом.
Горячей прокаткой получают арматурный прокат периодического профиля из легированных марок сталей, например из стали 18Г2С (содержание углерода 0,24%) или 25Г2С (содержание углерода 0,25%) по известным режимам прокатки.
Затем арматурный прокат, полученный горячей прокаткой без дополнительного упрочнения, сматывают в мотки, остужают и перемещают на линии для холодного упрочнения. При этом для изготовления арматурного проката класса А500С предел текучести должен составлять не ниже 375 Н/мм2, а для класса А600С - не ниже 450 Н/мм2.
Механическое (холодное) упрочнение металла осуществляют, например, в 2-плоскостном 6-роликовом устройстве. Устройство имеет по 3 ролика в каждой плоскости. Плоскости развернуты друг относительно друга примерно на 90°. В каждой плоскости имеется, по крайней мере, один изгибающий и два направляющих ролика.
Исходный прокат разматывается из мотков и проходит через 2-плоскостное 6-роликовое устройство, где движущаяся полоса подвергается знакопеременному изгибу. Усилие, необходимое для осуществления этой операции, обеспечивается тянущим барабаном.
Необходимый угол изгиба протягиваемого в роликах проката и, как следствие этого, одновременно возникающие при этом деформации от растяжения, сжатия при изгибе обеспечиваются взаимным расположением изгибающих и направляющих роликов в различных плоскостях устройства. Взаимное расположение роликов выбирается таким образом, чтобы при этом от усилия, необходимого для протягивания металла в роликах, в нем возникли напряжения, превышающие предел текучести. От такой схемы многоциклического нагружения металл пластически деформируется (удлиняется) равномерно в продольном направлении на определенную относительную величину.
Знакопеременный изгиб непрерывно движущегося проката при наличии в каждом сечении комбинации напряжений растяжения, сжатия от изгиба существенно меняет физику процесса пластического растяжения.
В процессе деформации арматурного проката таким способом любой элемент арматурного проката, выделенный по длине, претерпевает на одном межроликовом участке процессы растяжения и дополнительного за ним растяжения, а на следующем межроликовом участке - сжатия и дополнительного за ним сжатия. После полученной деформации длина выбранного элемента возрастает на величину остаточной деформации, определяющей конечное формоизменение арматурного проката. Полученная при этом суммарная деформация становится «накопленной» и ее величина больше остаточной. Различие между остаточной и «накопленной» деформациями обусловлено немонотонным и знакопеременным характером деформации в предлагаемом процессе.
Такой механизм создает существенные качественные преимущества при формировании механических свойств:
- принципиально повышается устойчивость процесса пластического растяжения, т.е. устраняется причина быстрого развития локализации деформации за счет знакопеременной по каждому сечению деформации;
- увеличиваются прочностные характеристики с существенно меньшими потерями пластичности и затратами энергии, чем при простом растяжении, за счет немонотонности деформации, уменьшения плотности дислокаций и неоднородности их распределения по объему при знакопеременной деформации;
- при изгибе обеспечивается наложение внешних напряжений на имеющиеся остаточные. В результате, как минимум, снижаются величины остаточных напряжений на поверхности арматурного проката, а, как максимум, напряжения перераспределяются таким образом, что на поверхности образуются сжимающие напряжения, уравновешивающиеся изнутри растягивающими.
Уровень механических свойств в готовом прокате определяется величиной накопленной деформации, которая является средством для реализации механизма формирования механических свойств из отобранной заготовки. Для количественного контроля деформации определяется величина вытяжки путем определения фактических площадей проката до и после протяжки в соответствии с ГОСТ 12004-81. Взаимное расположение направляющих и изгибающих роликов в устройстве выбирается таким образом, чтобы величина вытяжки должна быть в интервале 1,03-1,08.
Все это вместе определяет оптимальный для процесса холодного упрочнения комплекс механических свойств - высокие прочностные и деформативные свойства, например, для класса проката 500 Н/мм2 - предел текучести 550 Н/мм2, временное сопротивление разрыву 630 Н/мм2, равномерное удлинение при максимальной нагрузке (δmax) 8,5%, фактическое отношение временного сопротивления к пределу текучести не менее 1,15.
После контроля режимов деформации и уровня механических свойств процесс производства готового проката осуществляется в непрерывном режиме в мотках или мерных стержнях.
Углерод вводится в состав стали для обеспечения заданного уровня прочности готового проката. Нижняя граница содержания углерода 0,16% обусловлена обеспечением необходимого прироста уровня прочностных свойств и прежде всего предела текучести при заданном контролируемом уровне вытяжки. Верхняя граница содержания углерода 0,35% обусловлена предельным уровнем снижения характеристик деформативности в готовом прокате при этом же заданном контролируемом уровне вытяжки.
Ограничение предела текучести исходного проката величиной не менее 0,75 от величины, регламентированной классом прочности готового проката, определяется необходимостью получения необходимого упрочнения до заданной величины класса прочности готового проката при заданном контролируемом уровне вытяжки 1,03-1,08. При меньших значениях предела текучести исходной стали с ограниченным содержанием углерода упрочнение при такой деформации не обеспечивает необходимого уровня предела текучести.
Ограничение временного сопротивления исходного проката величиной не менее 0,90 от величины, регламентированной классом прочности готового проката, определяется необходимостью получения упрочнения до заданной величины временного сопротивления готового проката при заданном контролируемом уровне вытяжки 1,03-1,08. При меньших значениях временного сопротивления исходной заготовки с содержанием углерода, ограниченного, например, нижней границей, упрочнение при такой деформации не обеспечивает заданного классом проката уровня временного сопротивления.
Равномерное удлинение при максимальной нагрузке (δmax) не менее 8,0% и фактическое отношение временного сопротивления к пределу текучести не менее 1,2 должны быть заложены технологией производства заготовки. Такой уровень деформативности необходим в заготовке потому, что при холодной деформации и упрочнении происходит сопутствующее упрочнению снижение уровня деформативности. Нижние границы показателей заготовки при заданном уровне деформации гарантируют при упрочнении сохранение равномерного удлинения при максимальной нагрузке (δmax) на уровне не менее 5,0% и фактическое отношение временного сопротивления к пределу текучести на уровне не менее 1,1.
Ограничение величины остаточной деформации, определяемой рамками вытяжки 1,03-1,08 определяется необходимостью гарантированного обеспечения уровня необходимой прочности и деформативности готового арматурного проката после протяжки заготовки в роликах. Нижняя граница определяет уровень деформации, необходимого и достаточного для обеспечения того прироста упрочнения, который соответствует заданному классу проката. Верхняя граница определяет условие протяжки заготовки без локализации деформации, т.е. без образования шейки при гарантированном достижении величины полного относительного равномерного удлинения (δmax) не менее 5% и фактического отношения временного сопротивления к пределу текучести не менее 1,1. Это величина является граничной для эффективной и безопасной эксплуатации арматурного проката в железобетонных конструкциях.
Использовать режимы для удлинения ниже или выше рекомендуемых нецелесообразно. Ниже границ - не будет достигнут необходимый уровень упрочнения, выше границ - приведет к риску локализации деформации, разрыву метала и нарушению производственного процесса. Также в этом случае могут снизиться показатели деформативности до недопустимого для дальнейшей эксплуатации уровня.
Рациональными при протяжке заготовки в роликах являются режимы, обеспечивающие остаточную вытяжку в интервале 1,03-1,05.
Пример осуществление способа
Выплавку стали и горячую прокатку из нее проката периодического профиля осуществляли по действующим технологиям металлургического предприятия.
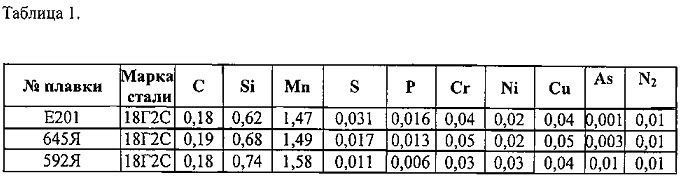
Выплавляли низколегированную сталь марки 25Г2С по ГОСТ 5781-82 с химическим составом в мас. %: углерод 0,22, остальное в соответствии с ГОСТ 5781-82. Прокатку заготовки периодического профиля вели в соответствии с действующей документацией как арматурный прокат диам. 10,0 мм класса А400 по ГОСТ 5781-82 в мотках. Химический состав плавок приведен в таблице 1.
Уровень механических свойств полученной заготовки диам. 10 мм составлял: по пределу текучести (σT) 395…420 Н/мм2, временному сопротивлению разрыву (σв) 595…620 Н/мм2, полному относительному равномерному удлинению (δmax) 9…11% и фактического отношения временного сопротивления к пределу текучести (среднее) 1,4.
Далее прокат диам. 10 мм (с допуском по линейном массе 1 м) +4% протягивали в двухплоскостном 6-ти роликовом устройстве. Плоскости развернуты друг относительно друга примерно на 90°. В каждой плоскости имеется, по крайней мере, один изгибающий и два направляющих ролика.
Настройку роликов вели по величине остаточной вытяжки 1,05. После настройки роликов протянутый в роликовом устройстве из заготовки готовый прокат имел следующие механические свойства. Предел текучести (σT) 520…570 Н/мм2, временное сопротивление разрыву (σв) 640…670 Н/мм2, полное относительное равномерное удлинение (δmax) 7…9% и фактическое отношение временного сопротивления к пределу текучести (среднее) 1,18. Допуск по линейной массе 1 м проката составил - 3%.
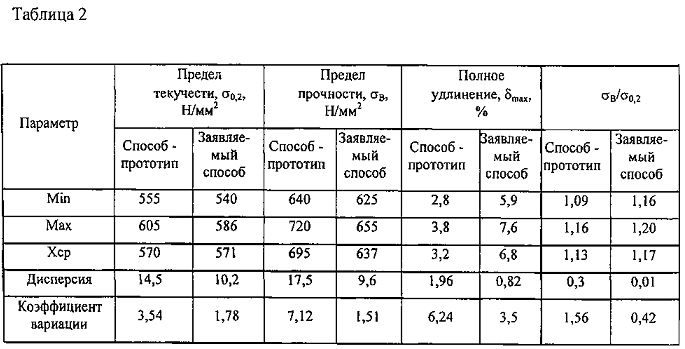
Из этой же заготовки производили прокат по способу-прототипу. Результаты сведены в таблице 2.
Как видно из таблицы 2 полученный прокат по заявляемому способу полностью соответствовал прокату класса А500С по ГОСТ Р 52544-2006 и превосходил стандартные показатели деформативности: по полному относительному равномерному удлинению (δmax) в среднем в 4 раза, по фактическому отношению временного сопротивления к пределу текучести в среднем более чем на 15%. Также существенно повышены показатели стабильности механических свойств, выраженные коэффициентом вариации, приведенные в таблице 2.
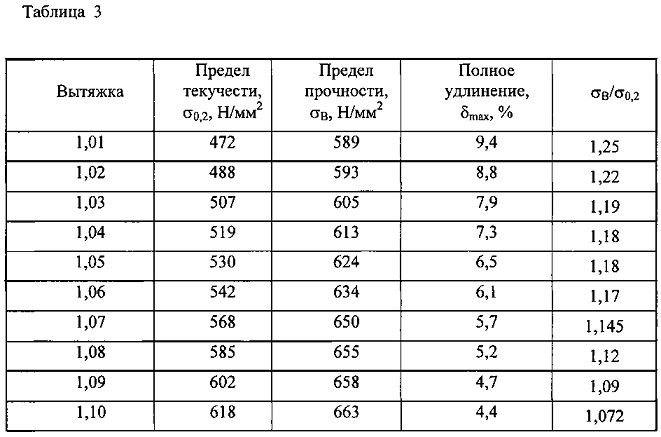
Для оценки режимов деформации при опытном производстве меняли режимы деформации, выраженные величиной конечной вытяжки. Результаты приведены в таблице 3
Из анализа данных, приведенных в таблице 3, видно, что режимы с вытяжкой более 1,08 не обеспечивают заявляемый уровень механических свойств по показателю деформативности. Режимы с вытяжкой менее 1,03 не обеспечивают заявляемый уровень механических свойств по прочностным показателям.
На основании вышеизложенного, можно сделать вывод, что заявляемый способ производства арматурного проката периодического профиля для армирования железобетонных конструкций промышленно применим и устраняет недостатки, имеющие место в прототипе.
Предлагаемая технология получения арматурного проката снижает себестоимость продукции за счет исключения необходимости химического травления окалины и осуществления очистки проката механическим, а также возможность получения проката в мотках рядной смотки любого коммерческого развеса от 2 до 5 тонн диаметром от 6 до 20 мм. Заявленный способ может найти широкое применение при производстве арматурного проката периодического профиля для армирования железобетонных конструкций с высокими прогнозируемыми деформативными и прочностными свойствами в соответствии с отечественным и международными стандартами. Арматурный прокат с такими свойствами обладает высоким уровнем сопротивления работе разрушения, гарантированной свариваемостью, повышенной стойкостью против коррозионного растрескивания, может быть использован как для изготовления железобетонных изделий, так и в монолитном строительстве, в том числе, в сейсмически активных регионах и при строительстве опасных и ответственных объектов.
| название | год | авторы | номер документа |
|---|---|---|---|
| АРМАТУРНЫЙ ПРОКАТ ДЛЯ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКИХ СЕТОК И КАРКАСОВ | 2015 |
|
RU2608927C1 |
| СПОСОБ ПРОИЗВОДСТВА АРМАТУРНОЙ СТАЛИ | 2008 |
|
RU2419496C2 |
| СПОСОБ ПРОИЗВОДСТВА АРМАТУРНОЙ СТАЛИ ПЕРИОДИЧЕСКОГО ПРОФИЛЯ | 2002 |
|
RU2222612C1 |
| СПОСОБ ПРОИЗВОДСТВА АРМАТУРНОГО ПРОКАТА ПЕРИОДИЧЕСКОГО ПРОФИЛЯ ДЛЯ АРМИРОВАНИЯ ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЙ | 2009 |
|
RU2389804C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АРМАТУРНОЙ СТАЛИ | 2005 |
|
RU2288061C1 |
| ХИМИЧЕСКИЙ СОСТАВ АРМАТУРНОГО ПРОКАТА | 2022 |
|
RU2802045C1 |
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОДЕФОРМИРОВАННОЙ СТАЛЬНОЙ АРМАТУРЫ ПЕРИОДИЧЕСКОГО ПРОФИЛЯ С ПОВЫШЕННЫМИ ПЛАСТИЧЕСКИМИ СВОЙСТВАМИ | 2021 |
|
RU2768064C1 |
| СПОСОБ ПРОИЗВОДСТВА АРМАТУРНОГО ПЕРИОДИЧЕСКОГО ПРОФИЛЯ | 2007 |
|
RU2333059C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВЫСОКОПРОЧНОЙ ХОЛОДНОДЕФОРМИРОВАННОЙ АРМАТУРЫ ПЕРИОДИЧЕСКОГО ПРОФИЛЯ | 2023 |
|
RU2822910C1 |
| ХИМИЧЕСКИЙ СОСТАВ АРМАТУРНОГО ПРОКАТА | 2023 |
|
RU2814433C1 |
Изобретение относится к области металлургии. Для повышения стабильности и качественных показателей арматурного проката периодического профиля предложен способ производства упрочненного арматурного проката периодического профиля из низкоуглеродистой и легированной стали классов прочности 450-600 Н/мм2 диаметром 6-20 мм, включающий выплавку стали, содержащей углерод 0,16-0,35 мас.%, горячую прокатку с получением арматурной заготовки периодического профиля заданного размера, имеющей предел текучести не менее 0,75 и временное сопротивление разрыву не менее 0,95 от класса прочности готового арматурного проката, полное равномерное относительное удлинение при максимальной нагрузке не менее 8% при отношении временного сопротивления разрыва к пределу текучести не менее 1,2, смотку арматурной заготовки в мотки и последующее её холодное упрочнение путем знакопеременного изгибающего воздействия, которое осуществляют при протяжке арматурной заготовки через систему роликов с обеспечением накопления немонотонной деформации от растяжения, сжатия и изгиба до величины остаточной вытяжки 1,03-1,08. 3 табл., 1 пр.
Способ производства упрочненного арматурного проката периодического профиля из низкоуглеродистой и легированной стали классов прочности 450-600 Н/мм2 диаметром 6-20 мм в мотках , включающий горячую прокатку заготовки из стали, содержащей углерод 0,16-0,35 мас.% с получением арматурной заготовки периодического профиля заданного размера, имеющей предел текучести не менее 0,75 и временное сопротивление разрыву не менее 0,95 от класса прочности готового арматурного проката, полное равномерное относительное удлинение при максимальной нагрузке не менее 8%, отношение временного сопротивления разрыва к пределу текучести не менее 1,2, смотку полученной арматурной заготовки в мотки и последующее её холодное упрочнение с получением готового проката путем знакопеременного изгибающего воздействия, которое осуществляют холодной протяжкой арматурной заготовки через систему роликов с обеспечением накопления немонотонной деформации от растяжения, сжатия и изгиба до величины остаточной вытяжки 1,03-1,08.
| СПОСОБ ПРОИЗВОДСТВА АРМАТУРНОЙ СТАЛИ | 2008 |
|
RU2419496C2 |
| СПОСОБ ПРОИЗВОДСТВА АРМАТУРНОГО ПЕРИОДИЧЕСКОГО ПРОФИЛЯ С НОРМИРОВАННЫМ ПРЕДЕЛОМ ПРОЧНОСТИ | 2007 |
|
RU2336312C1 |
| СПОСОБ ПРОИЗВОДСТВА АРМАТУРНОГО ПРОФИЛЯ ИЗ КРЕМНЕМАРГАНЦОВИСТОЙ СТАЛИ | 2008 |
|
RU2376392C1 |
| СПОСОБ ПРОИЗВОДСТВА ГОРЯЧЕКАТАНОЙ КАТАНКИ ДЛЯ ИЗГОТОВЛЕНИЯ АРМАТУРНОГО ПРОКАТА ПЕРИОДИЧЕСКОГО ПРОФИЛЯ ДЛЯ АРМИРОВАНИЯ ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЙ | 2009 |
|
RU2394923C1 |
| CN 102796961 A, 28.11.2012 | |||
| Селектор импульсов по длительности | 1977 |
|
SU639137A1 |

