Область техники
Настоящее изобретение относится к стальному листу и способу его изготовления, в частности, к листу из нетекстурированной электротехнической стали и способу его изготовления.
Уровень техники
В последние годы, с постепенным истощением ресурсов, таких как нефть и уголь, потребность человечества в чистой энергии, такой как энергия ветра, энергия приливов и солнечная энергия, становится всё более и более актуальной. С одной стороны, люди делают всё возможное, чтобы преобразовать эту физическую и фото-тепловую энергию в доступные ресурсы электроэнергии, чтобы максимально заменить традиционные ресурсы нефти и угля; с другой стороны, люди также уделяют больше внимания повышению эффективности и экономии энергии в плане ежедневного источника потребляемой энергии. Например, что касается всё более широко используемых в настоящее время электромобилей, их приводной двигатель постепенно развивается в направлении миниатюризации, точности и высокой эффективности. Соответственно требуется, чтобы соответствующий лист из нетекстурированной электротехнической стали обладал характеристиками высокой магнитной индукции, низкими потерями в железе и высокой прочностью, и, что более важно, малой толщиной, как правило, 0,1 - 0,3 мм, поскольку малая толщина может значительно уменьшить потери в железе готового стального листа в высокочастотной области. Однако недостатком является то, что магнитная индукция также будет синхронно ухудшаться и дополнительно снижаться механическая прочность, создавая новые проблемы для последующего производства, механической обработки и использования стального листа.
Чтобы устранить противоречие между уменьшением толщины, высокими механическими характеристиками и подходящими электромагнитными свойствами, в JPH11-61257, опубликованном 5 марта 1999 г., озаглавленном «Лист из нетекстурированной электротехнической стали с низкими потерями в железе и низкой магнитной анизотропией и способ его изготовления» раскрывает лист из электротехнической стали и способ его изготовления. В техническом решении, раскрытом в патенте, непрерывнолитую заготовку подвергают низкотемпературной термообработке в диапазоне 950 - 1150°С, затем промежуточную заготовку подвергают выдержке после горячей прокатки и черновой прокатки, при этом падение температуры перед чистовой прокаткой контролируют в пределах 40°С, температура чистовой прокатки ограничена точкой фазового превращения Ar1 +20°С и более, а температуру намотки ограничивают 640 - 750°С. Благодаря контролируемым условиям и способу можно получить лист из нетекстурированной электротехнической стали с низкой магнитной анизотропией.
В китайском патенте CN1326009A, дата публикации 12 декабря 2001 г., озаглавленном «Лист из нетекстурированной электротехнической стали с подходящими характеристиками обрабатываемости и низкими потерями в железе и способ его изготовления» раскрыт лист из нетекстурированной электротехнической стали с подходящими характеристиками обрабатываемости и низкими потерями в железе. В техническом решении, раскрытом в патенте, массовый процент Si+Mn+Al в стали ограничен примерно 5%, и обработка 0,0005% или более Mg, или (и) Ca, или (и) РЗМ применяют в процессе плавки для удаления неметаллических включений из стали, при условии, что суммарная масса трёх компонентов не превышает 0,02%. Чтобы улучшить такой эффект контроля, в процессе циркуляционного вакуумирования требуется использовать элемент Al для глубокого раскисления расплавленной стали, в то время как содержание S в стали должно быть ограничено в пределах 0,01%. Целевая толщина горячекатаной полосовой стали составляет 2,3 мм. Холодная прокатка может быть выполнена путем применения первичной холодной прокатки или вторичной холодной прокатки с промежуточным отжигом и последующим проведением окончательного отжига до холоднокатаной полосовой стали при температуре 700 - 1100°С.
В CN101821418A, дата публикации 1 сентября 2010 г., озаглавленном «Лист из нетекстурированной электромагнитной стали с низкими высокочастотными потерями в железе, и способ его изготовления» раскрыт лист из нетекстурированной электромагнитной стали, имеющий низкие высокочастотные потери в железе. В техническом решении, раскрытом в патенте, требуется, чтобы стальной лист в целом содержал следующие элементы в массовых процентах: C: 0,005% или менее, Si: 2,0 - 4,0%, Mn: 1% или менее и Al: 0,1 - 8,0%, остальное Fe и неизбежные примеси, и, кроме того, требуется, чтобы содержание Al в направлении толщины листа удовлетворяло следующей формуле: 0,1<(Xs-Xc)<100. Для улучшения электромагнитных свойств готового стального листа, по меньшей мере, один элемент из: 5 % или менее Cu, 1 % или менее Nb, 1 % или менее Ti, 5 % или менее Ni и 15 % или менее Cr, а также, по меньшей мере, один элемент из 0,5% или менее Mo, W, Sn, Mg, Ce и т. д. дополнительно необходимы в стали. После горячей прокатки применяют осаждение из газовой фазы или горячее окунание для нанесения Al-содержащего покрытия на поверхность горячекатаного стального листа, затем проводят холодную прокатку до толщины 0,1 - 0,3 мм; и, наконец, проводят окончательный отжиг в течение 1 часа или более при температуре 1000°С или ниже.
Раскрытие сущности изобретения
Одной из задач настоящего изобретения является создание тонкого листа из нетекстурированной электротехнической стали, причём тонкий лист из нетекстурированной электротехнической стали обладает подходящими магнитными свойствами.
Для достижения вышеуказанной цели настоящее изобретение предлагает тонкий лист из нетекстурированной электротехнической стали, включающий следующие химические элементы в массовых процентах: 0<С≤0,003%; Si: 1,6 - 3,4%; Mn: 0,1 - 1,2%; S≤0,003%; Al: 0,1 - 3,0%; Sn: 0,005 - 0,2%; Са: 0,0005 - 0,01%; О≤0,003%; N≤0,003%; остальное Fe и другие неизбежные примеси.
В тонком листе из нетекстурированной электротехнической стали, описанном в настоящем изобретении, принцип введения каждого химического элемента описан ниже:
С: в тонком листе из нетекстурированной электротехнической стали согласно настоящему изобретению С будет сильно препятствовать росту зерна в готовом стальном листе и имеет тенденцию связываться с Nb, V, Ti или т.п. с образованием мелкодисперсных выделений, тем самым вызывая увеличение потерь и магнитное старение. Поэтому в тонком листе из нетекстурированной электротехнической стали согласно настоящему изобретению массовый процент С поддерживается на уровне 0<С≤0,003%.
Si: в тонком листе из нетекстурированной электротехнической стали в соответствии с настоящим изобретением Si улучшает удельное сопротивление материалов и может эффективно снижать потери в железе стали. Однако если массовый процент Si будет выше 3,4%, магнитная индукция стали будет значительно снижена, что приведёт к значительному снижению прокатываемости при холодной прокатке; если массовый процент Si ниже 1,6%, эффект снижения потерь в железе не будет достигнут. Исходя из этого, в тонком листе из нетекстурированной электротехнической стали в соответствии с настоящим изобретением массовый процент Si поддерживается на уровне 1,6 - 3,4%.
Mn: в тонком листе из нетекстурированной электротехнической стали согласно настоящему изобретению Mn будет связываться с S с образованием MnS, тем самым уменьшая ухудшение магнитных свойств. Однако, когда массовый процент Mn ниже 0,1%, эффект связывания серы будет слабым, когда массовый процент Mn выше 1,2% или более, эффект рекристаллизации стали будет подавляться. Исходя из этого, в тонком листе из нетекстурированной электротехнической стали в соответствии с настоящим изобретением массовый процент Mn поддерживается на уровне 0,1 - 1,2%.
S: в тонком листе из нетекстурированной электротехнической стали согласно настоящему изобретению, если массовый процент S превышает 0,003%, количество вредных включений, таких как MnS и Cu2S, будет значительно увеличено, что сильно препятствуют росту зерна и ухудшает магнитные свойства стали. Исходя из этого, в тонком листе из нетекстурированной электротехнической стали в соответствии с настоящим изобретением массовый процент S поддерживается на уровне ≤0,003%.
Алюминий: в тонком листе из нетекстурированной электротехнической стали согласно настоящему изобретению Al может улучшить удельное сопротивление материалов и эффективно уменьшить потери в железе стали. Однако, если массовый процент Al выше 3,0%, магнитная индукция стали будет значительно снижена, это приведёт к значительному снижению прокатываемости при холодной прокатке; если массовый процент Al ниже 0,1%, эффект снижения потерь в железе не будет достигнут. Исходя из этого, в тонком листе из нетекстурированной электротехнической стали в соответствии с настоящим изобретением массовый процент Al поддерживается на уровне 0,1 - 3,0%.
Sn: в тонком листе из нетекстурированной электротехнической стали в соответствии с настоящим изобретением, если массовый процент Sn ниже 0,005% эффект улучшения текстуры стали и магнитной индукции стали не будет достигнут, если массовый процент Sn выше 0,2%, это вызовет измельчение зерна и ухудшит магнитные свойства стали. Исходя из этого, в тонком листе из нетекстурированной электротехнической стали в соответствии с настоящим изобретением массовый процент Sn поддерживается на уровне 0,005 - 0,2%.
Са: в тонком листе из нетекстурированной электротехнической стали согласно настоящему изобретению, если массовый процент Са ниже 0,0005%, эффект удаления оксидных и сульфидных включений не будет достигнут, если массовый процент Са выше 0,01%, легко происходит измельчение зерна, это приводит к снижению прокатываемости при холодной прокатке. Исходя из этого, в тонком листе из нетекстурированной электротехнической стали в соответствии с настоящим изобретением массовый процент Са поддерживается на уровне 0,0005 - 0,01%.
О: если массовый процент О в тонком листе из нетекстурированной электротехнической стали в соответствии с настоящим изобретением превышает 0,003%, количество оксидных включений будет значительно увеличено, что приведёт к измельчению зерна которое ухудшает магнитные свойства стали. Исходя из этого, в тонком листе из нетекстурированной электротехнической стали в соответствии с настоящим изобретением массовый процент О поддерживается на уровне О≤0,003%.
N: в тонком листе из нетекстурированной электротехнической стали в соответствии с настоящим изобретением, если массовый процент N превышает 0,003%, количество выделений, таких как Nb, V, Ti и Al с N, будет значительно увеличено, что будет сильно препятствовать росту зерна и ухудшать магнитные свойства стали. Исходя из этого, в тонком листе из нетекстурированной электротехнической стали согласно настоящему изобретению массовый процент N поддерживается на уровне N≤0,003%.
Предпочтительно в тонком листе из нетекстурированной электротехнической стали согласно настоящему изобретению содержание химических элементов дополнительно удовлетворяет требованиям: 33×O/16+S/32≤12×Ca/40.
В приведённом выше решении, принимая во внимание, что чем выше чистота стали, тем легче будет рост зерна готового стального листа, это приводит к более высокой доле преимущественной текстуры поверхности {100}. Поэтому регулируя массовый процент химических элементов так, чтобы удовлетворять: 33×O/16+S/32≤12×Ca/40, можно добиться достаточного выделения или ускоренного выделения вредных включений, тем самым уменьшая вред от опасных включений. Кроме того, большие размеры оксидных и сульфидных включений в стали, образовавшихся в ранний период, которые в основном принадлежат продуктам раскисления, склонны всплывать вверх. Однако размер оксидных включений, образующихся при вторичном раскислении, невелик, и их трудно удалить флотацией. Кроме того, такой тип оксидов обладает селективностью в отношении выделения последующих сульфидных включений из-за различной функциональных возможностей серы. Обычно считается, что оксиды Al будут препятствовать выделению сульфидных включений и задерживать время выделения, вызывая уменьшение размера и увеличение количества сульфидных включений, что ещё больше ухудшит электромагнитные свойства готового стального листа. Чтобы решить эту проблему, можно применить обработку кальцием путём связывания оксидов Ca с оксидами Al с образованием 12CaO·7Al2O3, имеющего низкую температуру плавления и относительно большой размер, чтобы облегчить удаление флотацией, и, таким образом, необходимо определить соотношение между Ca, O и S. Кроме того, при отсутствии обработки кальцием сульфидные включения будут в основном состоять из MnS и Cu2S, размер которых будет постепенно уменьшаться, а количество будет постепенно увеличиваться, что приведёт к постепенному увеличению вредного воздействия. Напротив, после применения обработки кальцием, поскольку сродство между Ca и S намного выше, чем сродство между Mn, Cu и S, CaS, имеющий большой размер и высокую температуру плавления, будет получаться в конечном итоге и может быть легко удалён путем флотации, или CaS будет сталкиваться и сегрегировать вместе с оксидными включениями большого размера, упомянутыми выше, и, наконец, будет удален флотацией. Для достижения такого эффекта необходимо обеспечить достаточное связывание оксидных и сульфидных включений с кальцием. Поэтому предпочтительно содержание каждого химического элемента контролируется так, чтобы удовлетворять требованиям: 33×O/16+ S/32≤12×Ca/40.
Предпочтительно тонкий лист из нетекстурированной электротехнической стали в соответствии с настоящим изобретением дополнительно содержит, по меньшей мере, один элемент из Nb, V или Ti и удовлетворяет следующим условиям в массовых процентах: Nb/93+V/51+Ti/48≤C/12+N/14;
и Nb+V+Ti≤0,01%.
В приведённом выше решении, принимая во внимание, что вредные включения в листе из нетекстурированной электротехнической стали в основном образованы элементами C, S, O и N, где элементы C и N в основном связаны с элементами Nb, V и Ti , а образующиеся оптимизированные включения в основном представляют собой TiC, TiN, Ti(CN), NbC, NbN, Nb(CN), VC, VN и V(CN), и такие включения имеют низкую температуру плавления и низкую температуру выделения и легко происходило бы многократное растворение и выделение твёрдого вещества во время непрерывного литья, горячей прокатки и последующих процессов промежуточного и непрерывного отжига, включения имели бы малый размер и большое количество и были бы склонны к образованию клиновидных доменов и сильному эффекту закрепления зерна, что сильно ухудшит магнитную индукцию и потерям в железе готового стального листа. Поскольку Nb, V и Ti являются следами остаточных элементов, имеющими широкий источник и трудно удаляемыми, приемлемый способ заключается в том, чтобы сознательно регулировать их содержание в процессе плавки, чтобы гарантировать, что образующиеся из них вредные включения будут выделяться в достаточной мере и заранее. Таким образом, можно облегчить достаточный рост включений, максимально уменьшив вред, вызываемый включениями. Насыщенные компоненты, достигающие условий выделения после термодинамического расчёта формирования стационарных включений, должны соответствовать Nb/93+V/51+Ti/48≤C/12+N/14. Поэтому отношение должно соответствовать выражению Nb/93+V/51+Ti/48≤C/12+N/14, где Nb+V+Ti≤0,01%, чтобы уменьшить вред включений в готовом стальном листе и улучшить магнитные свойства готового стального листа.
Предпочтительно толщина тонкого листа из нетекстурированной электротехнической стали согласно настоящему изобретению составляет 0,1 - 0,3 мм.
В приведённом выше решении регулируют толщину горячекатаного стального листа так, чтобы она составляла, например, 0,8 - 2,0 мм, тем самым получая подходящую степень обжатия при холодной прокатке, например, 75 - 90%, восстановление кристаллов может быть эффективно подавлено в последующем процессе непрерывного отжига. Кроме того, остаточная запасённая энергия деформации перед рекристаллизацией будет увеличена, что приведёт к увеличению движущей силы зародышеобразования, что снижает интенсивность образования компонентов текстуры рекристаллизации <111>//ND, тем самым способствуя улучшению и усилению электромагнитных свойств, и, наконец, получению тонкого листа из нетекстурированной электротехнической стали.
Следует отметить, что за счёт уменьшения толщины горячекатаного стального листа, с одной стороны, общая температура горячекатаного стального листа в процессе горячей прокатки может быть увеличена, а разница температур между центром и верхней-нижней поверхностями горячекатаного стального листа могут быть снижены, способствуя достаточной рекристаллизации и росту зерна горячекатаного стального листа, тем самым увеличивая долю преимущественной текстуры поверхности {100} и текстуры поверхности {110}; с другой стороны, после уменьшения степени обжатия при холодной прокатке количество дислокаций в холоднокатаном стальном листе уменьшается, что не приводит к большому искажению решётки и сохраняет низкий уровень накопленной энергии. Поэтому в последующем процессе непрерывного отжига восстановление кристаллов может быть эффективно подавлено и может увеличить остаточную накопленную энергию деформации перед рекристаллизацией, таким образом, увеличивается движущая сила зародышеобразования и снижается интенсивность образования компонентов текстуры рекристаллизации <111>//ND, тем самым способствуя улучшению и усилению электромагнитных свойств. Здесь метод измерения текстуры поверхности основан на количественной полюсной фигуре металлического материала (YB/T 5360-2006) и для измерения используется рентгеновский дифрактометр SmartLab.
Предпочтительно в тонком листе из нетекстурированной электротехнической стали согласно настоящему изобретению доля текстуры поверхности {100} составляет не менее 15%.
Предпочтительно в тонком листе из неориентированной электротехнической стали согласно настоящему изобретению потери в железе P10/400 составляют ≤12 Вт/кг, а магнитная индукция B50 составляет ≥1,68 Тл. Здесь способ измерения электромагнитных свойств основан на методе рамки Эпштейна (GB 10129-1988) с использованием оборудования для магнитных измерений Germany Brockhaus, где P15/50 представляет собой потери в железе, измеренные при условиях 1,0 Тл и 400 Гц, и B50 представляет собой магнитную индукцию, измеренную при 5000 А/м.
Соответственно, другой целью настоящего изобретения является создание способа изготовления тонкого листа из нетекстурированной электротехнической стали, причём тонкий лист из нетекстурированной электротехнической стали с подходящими магнитными свойствами может быть получен с помощью способа изготовления.
Для достижения вышеуказанной цели настоящее изобретение предлагает способ изготовления вышеуказанного тонкого листа из нетекстурированной электротехнической стали, включающий стадии:
плавка и литьё;
горячая прокатка;
промежуточный отжиг: быстрый нагрев горячекатаного стального листа до температуры TТемп. выдержки при первой скорости 50 - 2000°С/с и выдержка в течение 1 - 180 с, при этом ТТемп. выдержки = TТемп. Кюри +100 k/v, где v первая скорость, k коэффициент эффективности рекристаллизации горячекатаного стального листа в диапазоне 100 - 450°С2/с;
холодная прокатка;
непрерывный отжиг: нагрев холоднокатаного стального листа от начальной температуры быстрого нагрева Tначальная до конечной температуры кристаллизации Tкристаллизация-окончание со второй скоростью, где Tначальная является исходной температурой нагрева со второй скоростью, и затем дальнейшего нагрева холоднокатаного стального листа до температуры выдержки Tвыдержки для выдержки, при этом вторая скорость составляет 100 - 5000°С/с; и нанесение изоляционного покрытия для получения готового листа из нетекстурированной электротехнической стали.
В способе изготовления в соответствии с настоящим изобретением, чтобы добиться снижения капиталовложений в оборудование, повышения эффективности производства и снижения энергопотребления, настоящее изобретение не предусматривает нормализацию между горячей прокаткой и холодной прокаткой, а использует процесс промежуточного отжига для выполнения быстрого и кратковременного нагрева, а также термообработку выдержки горячекатаного стального листа, и способ нагрева может включать, например, омический нагрев или электромагнитный индукционный нагрев. Когда нагрев выполняют с первой скоростью, чем выше скорость нагрева, тем условия являются более преимущественными для подавления роста вредной текстуры поверхности {111} и обеспечения морфологического контроля доли равноосных кристаллов, а также более преимущественными для электромагнитных свойств готового стального листа. Однако, если скорость нагрева слишком высока, требования к производительности оборудования и капиталовложениям также станут высокими. Поэтому в некоторых предпочтительных осуществлениях первая скорость может поддерживаться на уровне 50 - 400°C/с. Кроме того, в техническом решении согласно настоящему изобретению время выдержки при первой скорости может поддерживаться на уровне 1 - 180 с, предпочтительно 5 - 30 с, что значительно меньше по сравнению с существующим временем выдержки. Между тем, температура выдержки поддерживается в интервале: ТТемп. выдержки = TТемп.- Кюри + 100 к/v, где v представляет первую скорость, k представляет коэффициент эффективности рекристаллизации горячекатаного листа, устанавливаемый в зависимости от химического состава стали и первой скорости. Например, пример A8 включает в стальном листе следующие химические элементы в массовых процентах: 0,0022% C, 1,67% Si, 1,2% Mn, 0,0012% S, 1,52% Al, 0,2% Sn, 0,0008% % O, 0,003 % N, 0,0017 % Nb, 0,0006 % V, 0,0008 % Ti и 0,0063 % Ca, имеет первую скорость 400°C/с и значение k 450 с; пример A12 включает в стальном листе следующие химические элементы в массовых процентах: 0,0011% C, 2,98% Si, 0,55% Mn, 0,0008% S, 0,94% Al, 0,14% Sn, 0,001% O. , 0,0015 % N, 0,0015 % Nb, 0,0021 % V, 0,0014 % Ti и 0,0075 % Ca, имеет первую скорость 300°C/с и значение k 300 с. Как правило, чем выше содержание химических компонентов Si, Mn и Al и чем больше первая скорость, тем больше будет значение k, где k колеблется в пределах 100 - 450°C2/с.
Принимая во внимание, что в последующем процессе непрерывного отжига для нагрева также можно использовать омический нагрев или электромагнитный индукционный нагрев. Нагрев осуществляют от начальной температуры быстрого нагрева Tначальная до конечной температуры Tкристаллизации-окончания, чтобы дополнительно контролировать высвобождение запасённой энергии и доли различных типов текстур поверхности в холоднокатаном стальном листе. Процесс быстрого нагрева продолжается до окончания рекристаллизации холоднокатаного стального листа, так как в это время зародышеобразование будет достаточным и не будет волокнистой структуры. Затем для нагрева применяют обычную скорость нагрева (например, скорость нагрева 1 - 30°C/с) или быстрый нагрев (например, скорость нагрева 100 - 5000°C/с) дополнительно используют для нагрева холоднокатаного стального листа до Tвыдржки для выполнения выдержки, что приводит к достаточному увеличению размера зерна, тем самым получая соответствующие магнитные свойства. Здесь вопрос о том, применять ли быстрый отжиг, в основном рассматривается с точки зрения производственных затрат. Хотя это полезно для эффективности производства и электромагнитных свойств, это не является запретительным требованием. Вторая скорость составляет 100 - 5000°C/с предпочтительно может поддерживаться на уровне 100 - 600°C/с, потому что: если вторая скорость слишком низкая, высвобождение накопленной энергии деформации во время холодной прокатки будет быстрым, что негативно для контроля последующей преимущественной структуры; или, если вторая скорость слишком высока, это приведёт к высоким требованиям к производительности оборудования и высокой стоимости, а также к дальнейшему увеличению времени выдержки холоднокатаного стального листа на высокотемпературной стадии, что приводит к неудовлетворительной однородности структуры зерна.
Предпочтительно в способе изготовления согласно настоящему изобретению первая скорость на стадии промежуточного отжига составляет 50 - 400°C/с.
Предпочтительно в способе изготовления согласно настоящему изобретению вторая скорость на стадии непрерывного отжига составляет 100 - 600°C/с.
Предпочтительно в способе изготовления согласно настоящему изобретению на стадии непрерывного отжига начальная температура быстрого нагрева Tначальная представляет температуру от комнатной температуры до температуры Кюри. Если начальная температура быстрого нагрева Tначальная выше температуры Кюри, это негативно сказывается на получение подходящей текстуры и уменьшение образования вредной текстуры.
Предпочтительно в способе изготовления согласно настоящему изобретению на стадии непрерывного отжига холоднокатаный стальной лист дополнительно нагревают до температуры выдержки Tвыдержки со скоростью 1 - 30°C/с.
Предпочтительно в способе изготовления согласно настоящему изобретению Tвыдержки = Tкристаллизации-окончание + (50 - 130)°C. Если температура выдержки слишком низкая, размер зерна после завершения кристаллизации не будет расти в достаточной степени; и если температура выдержки слишком высока, это вредит получению подходящей текстуры, что также увеличивает стоимость производства.
Предпочтительно в способе изготовления согласно настоящему изобретению толщина стального листа после стадии горячей прокатки составляет 0,8 - 2,0 мм.
Предпочтительно в способе изготовления согласно настоящему изобретению на стадии холодной прокатки применяют первичную холодную прокатку для прокатки стального листа до толщины готового изделия, чтобы уменьшить производственные затраты и стоимость изготовления.
По сравнению с известным уровнем техники тонкий лист из нетекстурированной электротехнической стали и способ его изготовления в соответствии с настоящим изобретением имеют следующие преимущества и положительные эффекты: тонкий лист из нетекстурированной электротехнической стали в соответствии с настоящим изобретением имеет характеристики подходящих магнитных свойств и потерь в железе P10/400 ≤12 Вт/кг и магнитной индукции B50 ≥1,68 Тл.
Кроме того, способ изготовления в соответствии с настоящим изобретением также имеет вышеуказанные преимущества и положительные эффекты.
Краткое описание чертежей
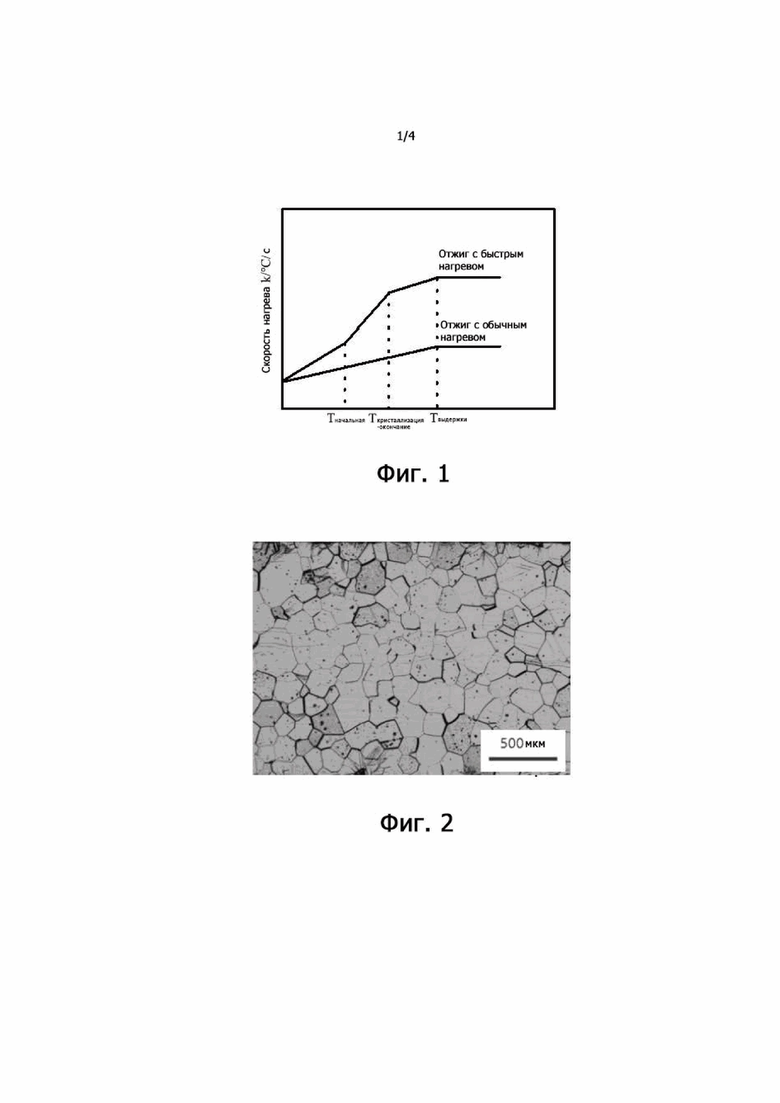
Фиг. 1 представляет зависимость в виде кривой различных процессов отжига, использующего настоящее техническое решение и известный уровень техники, соответственно.
Фиг. 2 представляет изображение, полученное с помощью сканирующего электронного микроскопа (СЭМ), тонкого листа из нетекстурированной электротехнической стали примера А9.
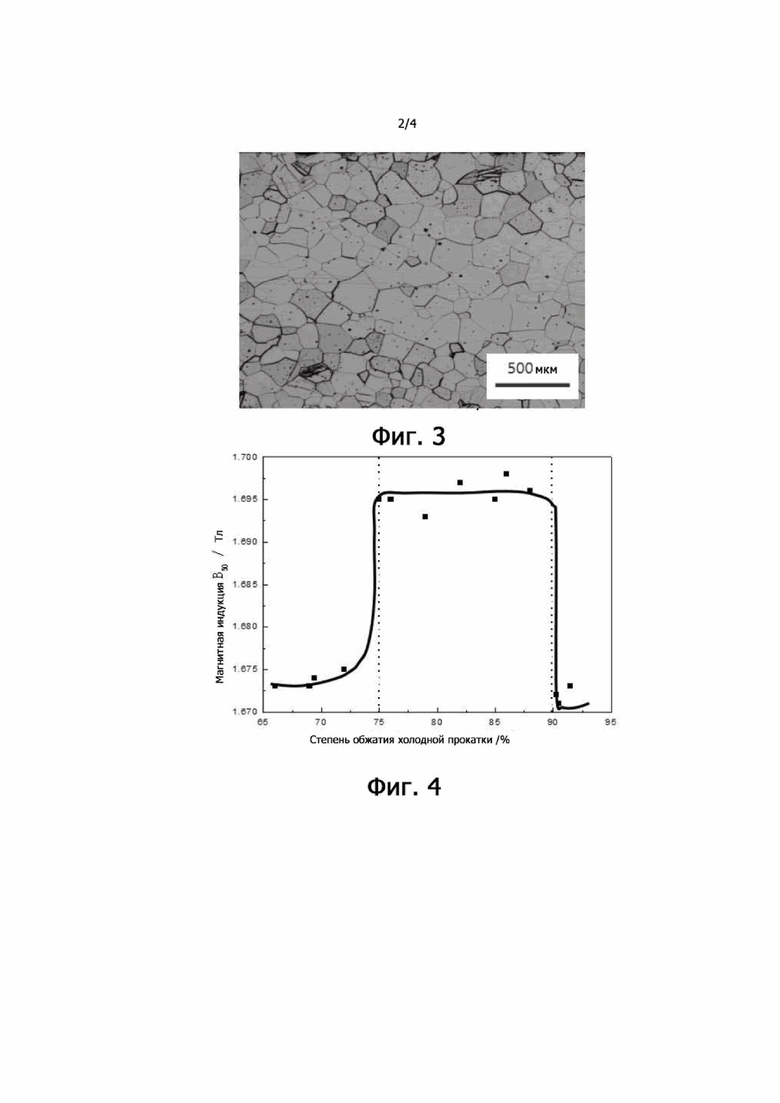
Фиг. 3 представляет изображение, полученное с помощью сканирующего электронного микроскопа (СЭМ), обычного стального листа сравнительного примера А2. [0043] Фиг. 4 схематично представляет влияние различных степеней обжатия при холодной прокатке на магнитную индукцию.
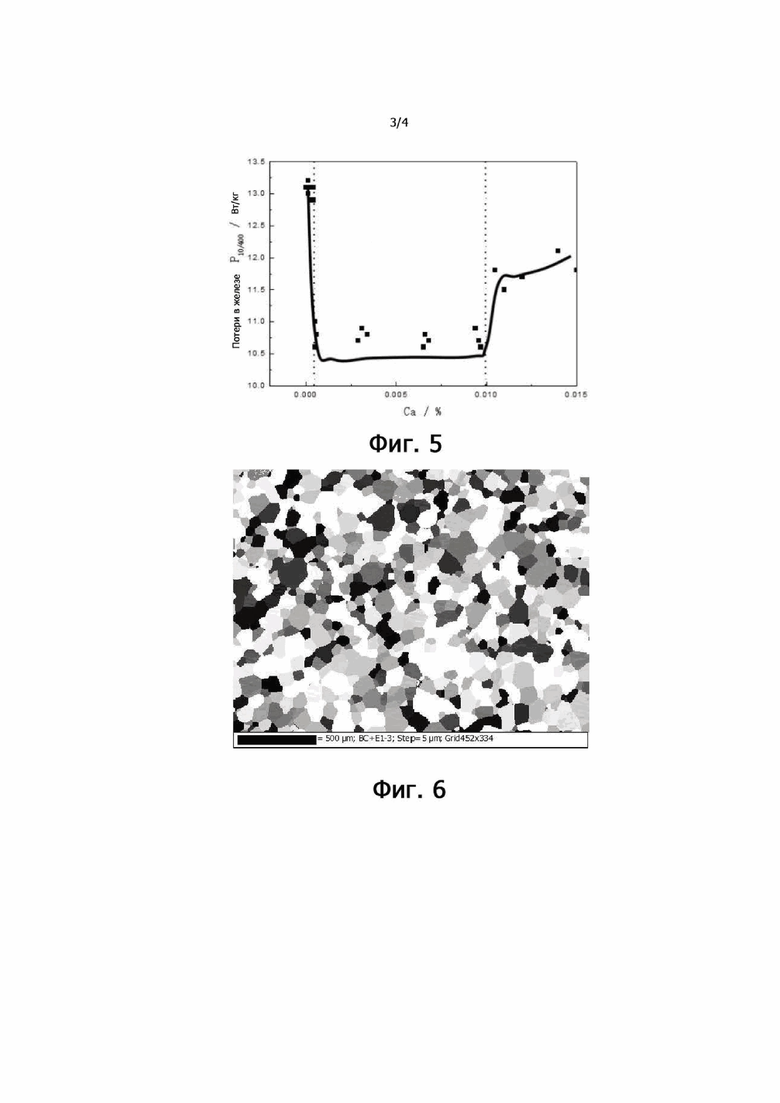
Фиг. 5 схематически представляет влияние различного содержания в массовых процентах Са на потери в железе.
Фиг. 6 представляет изображение текстуры тонкого листа из нетекстурированной электротехнической стали примера A15.
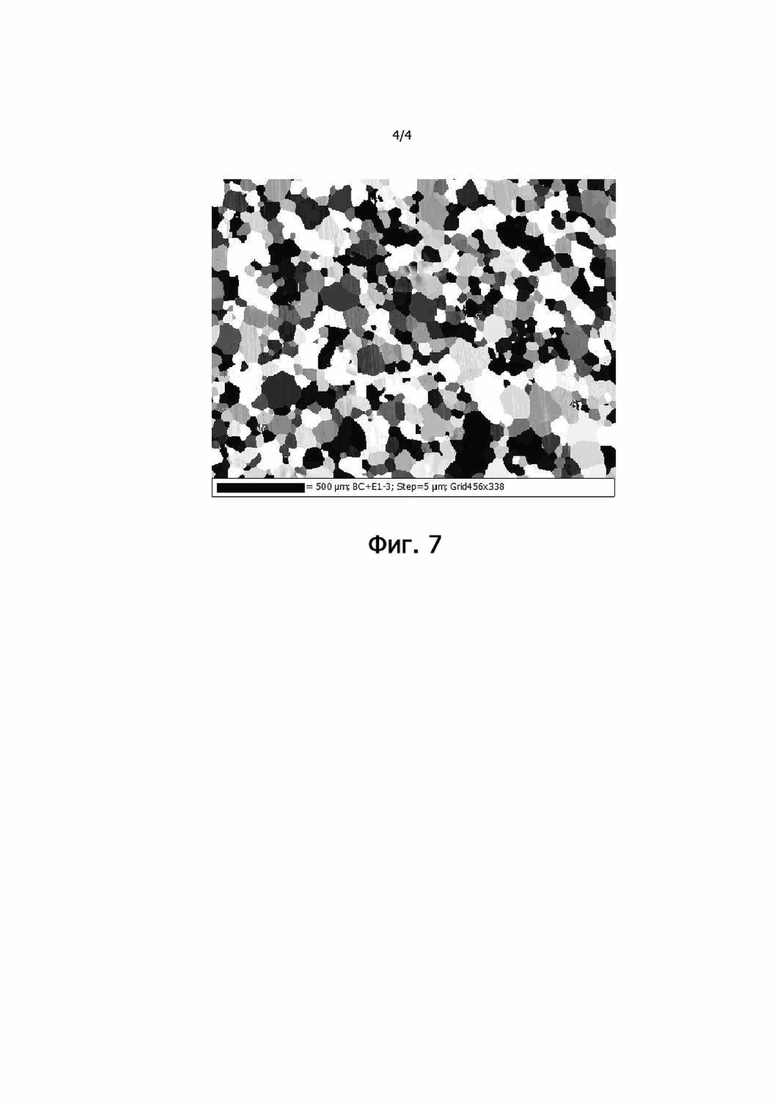
Фиг. 7 представляет изображение текстуры обычного стального листа сравнительного примера А3.
Осуществление изобретения
Тонкий лист из нетекстурированной электротехнической стали и способ его изготовления будут дополнительно объяснены и проиллюстрированы ниже со ссылкой на чертежи описания и конкретные примеры. Однако объяснение и иллюстрация не являются несоответствующим ограничением технического решения настоящего изобретения.
Примеры A8 - A17 и сравнительные примеры A1 - A7
Тонкий лист из нетекстурированной электротехнической стали примеров A8 - A17 и обычный стальной лист сравнительных примеров A1 - A7 изготавливают, выполняя следующие стадии:
(1) Смешивание расплавленного чугуна и стального лома в соответствии с содержанием химических компонентов, как показано в таблице 1, затем после проведения конвертерной плавки и выполнения обезуглероживания, раскисления и сплавления посредством циркуляционного вакуумирования, расплавленную сталь подвергают непрерывной разливке для получения непрерывнолитой заготовки.
(2) Горячая прокатка: контроль толщины стального листа после горячей прокатки на уровне 0,8 - 2,0 мм.
(3) Промежуточный отжиг: быстрый нагрев горячекатаного стального листа до TТемп. выдержки при первой скорости 50 - 2000°С/с и выдержке в течение 1 - 180 с, при этом TТемп. выдержки = TТемп.-Кюри + 100 к/v, где v представляет первую скорость, k представляет коэффициент эффективности рекристаллизации горячекатаного стального листа в диапазоне 100 - 450°С2/с.
(4) Холодная прокатка: применение первичной холодной прокатки для прокатки стального листа в готовый продукт толщиной 0,1 - 0,3 мм.
(5) Непрерывный отжиг: быстрый нагрев холоднокатаного стального листа от начальной температуры быстрого нагрева Tначальная до температуры окончания кристаллизации Tкристаллизация - окончание при второй скорости; затем холоднокатаный стальной лист дополнительно нагревают до температуры выдержки Tвыдержки для выдержки, при этом вторая скорость составляет 100 - 5000°С/с, а начальная температура быстрого нагрева Tначальная представляет температуру между комнатной температурой и температурой Кюри, Tвыдержки = Tкристаллизация - окончание + (50 - 130)°С.
(6) Нанесение изоляционного покрытия для получения готового листа из нетекстурированной электротехнической стали.
В Таблице 1 приведено содержание в массовых процентах всех химических элементов в тонком листе из нетекстурированной электротехнической стали примеров А8 - А18 и в листе из обычной стали сравнительных образцов А1 - А7.
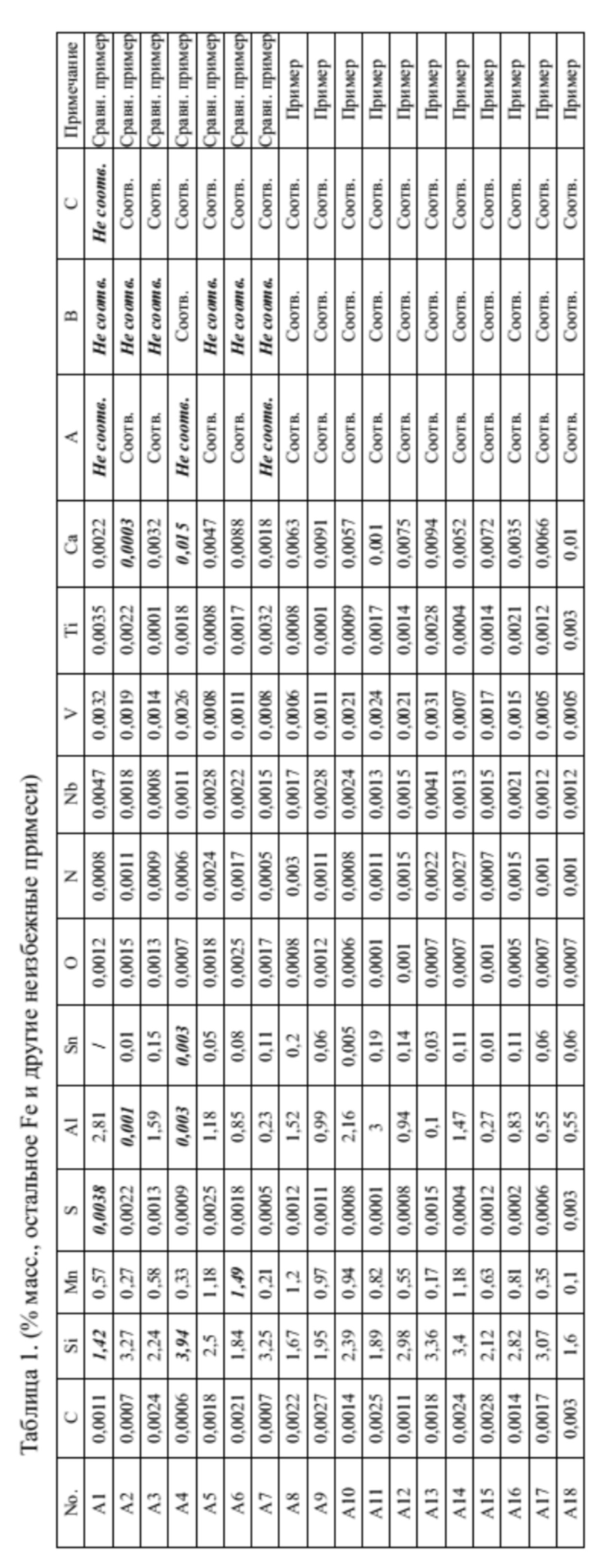

Примечание: в таблице 1 A показывает, удовлетворяет ли условиям Nb/93 +V/51+Ti/48≤C/12+N/14, B показывает, удовлетворяет ли условиям 33×O/16+S/32≤12×Ca/40, и C показывает, удовлетворяет ли условиям Nb+V+Ti≤0,01%.
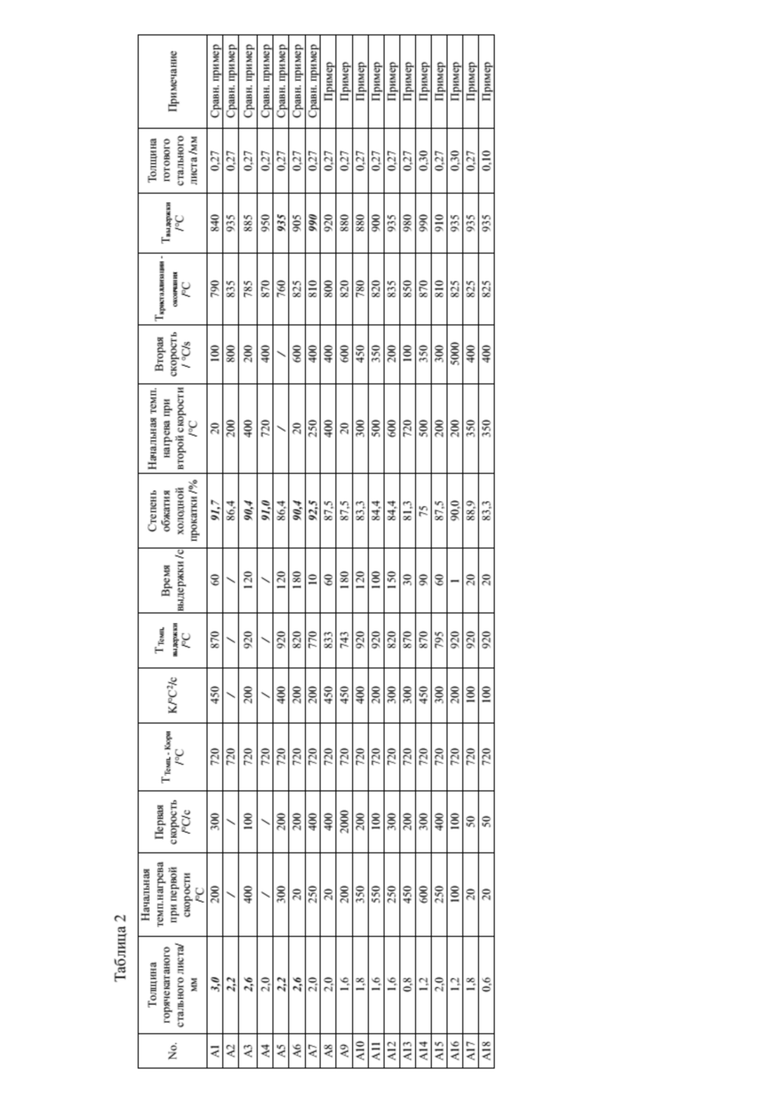
В таблице 2 перечислены конкретные технические параметры тонкого листа из нетекстурированной электротехнической стали примеров А8 - А18 и листа из обычной стали сравнительных образцов А1 - А7.
В Таблице 3 перечислены все эксплуатационные параметры тонкого листа из нетекстурированной электротехнической стали примеров A8 - A18 и обычного стального листа сравнительных образцов A1 - A7.
19
Таблица 3
Согласно таблице 1 и 3, тонкий лист из нетекстурированной электротехнической стали всех примеров настоящего изобретения обладает подходящими магнитными свойствами, имеет потери в железе P10/400 ≤12 Вт/кг и магнитную индукцию B50 ≥1,68 Тл.
Фиг. 1 представляет технологическую схему, показывающую различные использованные процессы отжига.
Как показано на фиг. 1, поскольку способ изготовления в соответствии с настоящим изобретением, использует отжиг с быстрым нагревом, он отличается от процесса отжига с обычным нагревом. Для достижения снижения капиталовложений в оборудование, повышения эффективности производства и снижения энергопотребления настоящее изобретение не предусматривает нормализацию между горячей и холодной прокаткой, а использует процесс промежуточного отжига для выполнения быстрого и кратковременного нагрева и термообработку горячекатаного стального листа, и в качестве способа нагрева можно использовать, например, омический нагрев или электромагнитный индукционный нагрев. Когда нагрев выполняют с первой скоростью, чем выше скорость нагрева, тем преимущественно подавляется рост вредной текстуры поверхности {111} и обеспечивается морфологический контроль доли равноосных кристаллов, а также является более преимущественной для электромагнитных свойств готового стального листа. Поэтому, если скорость нагрева слишком высока, требования к производительности оборудования и инвестициям в оборудование также станут высокими. Поэтому в некоторых предпочтительных осуществлениях первая скорость может поддерживаться на уровне 50 - 400°C/с. Кроме того, время выдержки при первой скорости можно поддерживать на уровне 1 - 180 с, что значительно меньше по сравнению со временем выдержки при нормализации при обычном нагреве в процессе отжига. Между тем, температура выдержки контролируется при условиях: TТемп. выдержки =ТТемп.-Кюри+100 k/v, где v представляет первую скорость, а k представляет коэффициент эффективности рекристаллизации горячекатаного стального листа, задаваемый в зависимости от химического состава стали и первой скорости. Как правило, чем выше содержание химических компонентов Si, Mn и Al и чем больше первая скорость, тем больше будет значение k, где k колеблется в пределах 100 - 450°C2/с.
Кроме того, в последующем процессе непрерывного отжига для нагрева также можно использовать омический нагрев или электромагнитный индукционный нагрев. Нагрев осуществляют от начальной температуры быстрого нагрева Tначальная до конечной температуры окончания кристаллизации Ткристаллизации - окончание, чтобы в дальнейшем контролировать высвобождение накопленной энергии и доли различных видов текстур поверхности холоднокатаного стального листа. Процесс быстрого нагрева продолжается до окончания рекристаллизации холоднокатаного стального листа, так как в это время зародышеобразование будет достаточным и не будет с волокнистой структуры. Затем для нагрева применяют обычную скорость нагрева (например, скорость нагрева 1 - 30°C/с) или быстрый нагрев (например, скорость нагрева 100 - 5000°C/с) дополнительно используют для нагрева холоднокатаного стального листа до Tвыдержки для выполнения выдержки, что приводит к достаточному увеличению размера зерна, тем самым получая подходящие магнитные свойства. Здесь вопрос о том, применять ли отжиг с быстрым нагревом, в основном рассматривается с точки зрения производственных затрат. Хотя это ценно для эффективности производства и электромагнитных свойств, это не является ограничительным требованием. Вторая скорость составляет 100 - 5000°С/с, потому что: если вторая скорость слишком мала, высвобождение накопленной энергии деформации при холодной прокатке будет быстрым, что вредно для контроля последующей преимущественной структуры; или, если вторая скорость слишком высока, это приведёт к высоким требованиям к производительности оборудования и высокой стоимости, а также к дальнейшему увеличению времени выдержки холоднокатаного стального листа на высокотемпературной стадии, что приводит к плохой однородности структуры зерна.
Тонкий лист из нетекстурированной электротехнической стали, полученный с применением способа изготовления по настоящему изобретению, имеет потери в железе P10/400 ≤12 Вт/кг и магнитную индукцию B50 ≥1,68 Тл.
Фиг. 2 представляет изображение, полученное с помощью сканирующего электронного микроскопа (СЭМ), тонкого листа из нетекстурированной электротехнической стали примера А9. Фиг. 3 представляет изображение, полученное с помощью сканирующего электронного микроскопа (СЭМ), листа из обычной стали сравнительного примера А2.
Из фиг. 2 видно, что S зерна тонкого листа из нетекстурированной электротехнической стали примера А9 имеют правильную форму, однородный размер и умеренное распределение. Напротив, лист из обычной стали сравнительного примера А2 на фиг. 3 имеет мелкие зёрна, причём зёрна имеют неправильную форму и большие размеры и наблюдается явление сегрегации.
Фиг. 4 представляет схему влияния различных степеней обжатия при холодной прокатке на магнитную индукцию.
Как показано на фиг. 4, когда степень обжатия при холодной прокатке поддерживается на уровне 75% - 90%, может быть получен тонкий лист из нетекстурированной электротехнической стали с магнитной индукцией B50 ≥1,68 Тл и подходящими магнитными свойствами, потому что: когда степень обжатия при холодной прокатке поддерживается на уровне 75% - 90%, восстановление кристаллов может быть эффективно подавлено в последующем непрерывном процессе отжига и может быть увеличена остаточная накопленная энергия деформации перед рекристаллизацией, таким образом движущая сила зародышеобразования увеличивается и снижается интенсивность образования компонентов текстуры рекристаллизации <111>//ND, что способствует улучшению и усилению электромагнитных свойств и в результате получению тонкого нетекстурированного листа из электротехнической стали.
Фиг. 5 схематически представляет влияние различного содержания в массовых процентах Са на потери в железе.
Как показано на фиг. 5, когда массовый процент Са ниже 0,0005%, эффект удаления оксидных и сульфидных включений не может быть достигнут, тогда как когда массовый процент Са выше 0,01%, легко достигается измельчение зерна, что приводит к снижению прокатываемости при холодной прокатке. Исходя из этого, массовый процент Са поддерживают на уровне 0,0005 - 0,01%, чтобы получить тонкий лист из нетекстурированной электротехнической стали с потерями в железе Р10/400 ≤12 Вт/кг.
Фиг. 6 представляет изображение текстуры тонкого листа из нетекстурированной электротехнической стали примера A15. Фиг. 7 представляет изображение текстуры обычного стального листа сравнительного примера А3.
Согласно фиг. 6 - 7 можно видеть, что доля текстуры поверхности {100} тонкого листа из нетекстурированной электротехнической стали согласно примеру А15 составляет не менее 15% по сравнению со сравнительным примером А3.
В заключение, из вышеизложенного можно видеть, что тонкий лист из нетекстурированной электротехнической стали в соответствии с настоящим изобретением обладает характеристиками подходящих магнитных свойств и имеет потери в железе P10/400≤12 Вт/ кг и магнитную индукцию B50 ≥1,68 Тл.
Кроме того, способ изготовления в соответствии с настоящим изобретением также имеет вышеуказанные преимущества и положительные эффекты.
Следует отметить, что часть объектов известного уровня техники в объёме притязаний настоящего изобретения не ограничивается приведёнными в описании примерами. Известный уровень техники, который не противоречит решениям настоящего изобретения, включая, помимо прочего, предыдущие патентные документы, предшествующие публикации, предшествующие заявки и т. д., может быть включён в объём притязаний настоящего изобретения.
Кроме того, комбинация технических признаков в настоящем раскрытии не ограничивается комбинацией, описанной в формуле изобретения, или комбинацией, описанной в конкретных примерах. Все описанные в заявке технические признаки могут свободно комбинироваться любым образом, если они не противоречат друг другу.
Следует также отметить, что перечисленные выше примеры являются только конкретными примерами настоящего изобретения. Очевидно, что настоящее изобретение не должно чрезмерно ограничиваться такими конкретными примерами. Предполагается, что изменения или модификации, которые могут быть непосредственно или легко получены из настоящего раскрытия специалистами в данной области, входят в объём притязаний настоящего изобретения.
Изобретение относится к области металлургии, а именно к листу нетекстурированной электротехнической стали, используемому в качестве материала для изготовления приводных двигателей электромобилей. Лист имеет следующий химический состав, мас.%: 0<С≤0,003, Si 1,6 3,4, Mn 0,1-1,2, S≤0,003, Al 0,1-3,0, Sn 0,005-0,2, Са 0,0005-0,01, О≤0,003, N≤0,003, по меньшей мере один элемент из Nb, V или Ti, остальное Fe и неизбежные примеси. Состав стали удовлетворяет следующим условиям: 33×O/16+S/32≤12×Ca/40, Nb/93+V/51+Ti/48≤C/12+N/14 и Nb+V+Ti≤0,01%. Лист обладает требуемыми магнитными свойствами. 2 н. и 10 з.п. ф-лы, 7 ил., 3 табл.
1. Лист из нетекстурированной электротехнической стали, включающий следующие химические элементы в массовых процентах: 0<С≤0,003; Si 1,6-3,4; Mn 0,1-1,2; S≤0,003; Al 0,1-3,0; Sn 0,005-0,2; Са 0,0005-0,01; О≤0,003; N≤0,003; остальное - Fe и неизбежные примеси,
при этом содержание химических элементов в листе из нетекстурированной электротехнической стали также удовлетворяет следующему условию: 33×O/16+S/32≤12×Ca/40,
при этом лист из нетекстурированной электротехнической стали также содержит по меньшей мере один элемент из Nb, V или Ti, а массовое процентное содержание элементов Nb, V или Ti удовлетворяет следующем условиям:
Nb/93+V/51+Ti/48≤C/12+N/14 и
Nb+V+Ti≤0,01.
2. Лист стали по п. 1, характеризующийся тем, что лист из нетекстурированной электротехнической стали имеет толщину 0,1-0,3 мм.
3. Лист стали по п. 1, характеризующийся тем, что лист из нетекстурированной электротехнической стали имеет долю текстуры плоскости {100} не менее 15%.
4. Лист стали по п. 1, характеризующийся тем, что лист из нетекстурированной электротехнической стали имеет потери в железе P10/400≤12 Вт/кг и магнитную индукцию B50≥1,68 Тл.
5. Способ изготовления листа из нетекстурированной электротехнической стали по любому из пп. 1-4, характеризующийся тем, что включает стадии:
плавка и литье;
горячая прокатка;
промежуточный отжиг: быстрый нагрев горячекатаного стального листа до температуры TТемп. выдержки с первой скоростью 50-2000°С/с и выдержку 1-180 с; TТемп. выдержки=TТемп.-Кюри +100 k/v, где v представляет первую скорость в единицах °С/с, а k представляет коэффициент эффективности рекристаллизации горячекатаного толстолистового проката в диапазоне 100-450°С2/с в единицах °С2/с;
холодная прокатка;
непрерывный отжиг: нагрев холоднокатаного стального листа от начальной температуры быстрого нагрева Tначальная до температуры окончания кристаллизации Tкристаллизация - окончание со второй скоростью; затем дополнительный нагрев холоднокатаного стального листа до температуры выдержки Tвыдержки для выдержки, при этом вторая скорость составляет 100-5000°С/с;
нанесение изоляционного покрытия для получения готового листа из нетекстурированной электротехнической стали.
6. Способ по п. 5, характеризующийся тем, что на стадии промежуточного отжига первая скорость составляет 50-400°С/с.
7. Способ по п. 5, характеризующийся тем, что на стадии непрерывного отжига вторая скорость составляет 100-600°С/с.
8. Способ по п. 5, характеризующийся тем, что на стадии непрерывного отжига начальная температура быстрого нагрева Tначальная представляет температуру от комнатной температуры до температуры точки Кюри.
9. Способ по п. 5, характеризующийся тем, что на стадии непрерывного отжига холоднокатаный стальной лист дополнительно нагревают до температуры выдержки Tвыдерки со скоростью 1-30°C/с.
10. Способ по п. 5, характеризующийся тем, что Tвыдержка=Tкристаллизация - окончание+(50-130)°С.
11. Способ по п. 5, характеризующийся тем, что стальной лист после горячей прокатки имеет толщину 0,8-2,0 мм.
12. Способ по п. 5, характеризующийся тем, что на стадии холодной прокатки используют первичную холодную прокатку для прокатки стального листа до толщины готового продукта.
| Устройство для закрепления лыж на раме мотоциклов и велосипедов взамен переднего колеса | 1924 |
|
SU2015A1 |
| НЕТЕКСТУРИРОВАННЫЙ ЭЛЕКТРОТЕХНИЧЕСКИЙ СТАЛЬНОЙ ЛИСТ, УЛУЧШЕННЫЙ ПО ПОТЕРЯМ В СЕРДЕЧНИКЕ | 2005 |
|
RU2362829C2 |
| ЛИСТ ИЗ НЕТЕКСТУРИРОВАННОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2017 |
|
RU2696887C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИСТА ИЗ ОЛОВОСОДЕРЖАЩЕЙ НЕТЕКСТУРИРОВАННОЙ КРЕМНИСТОЙ СТАЛИ, ПОЛУЧЕННЫЙ СТАЛЬНОЙ ЛИСТ И ЕГО ПРИМЕНЕНИЕ | 2015 |
|
RU2687783C2 |
| CN 101821418 A, 01.09.2010 | |||
| CN 108368561 A, 03.08.2018. | |||

