Область техники
Настоящее изобретение относится к стальному листу и способу его изготовления, в частности к листу из нетекстурированной электротехнической стали и способу его изготовления.
Уровень техники
Ориентировка зёрен внутри листа из нетекстурированной электротехнической стали не является единственной, и лист из нетекстурированной электротехнической стали представляет собой функциональный материал с подходящими электромагнитными свойствами. Технология изготовления листа из нетекстурированной электротехнической стали долгое время развивалась в двух направлениях: во-первых, высокоэффективная и высококачественная сталь с высокой себестоимостью изготовления и сложным технологическим процессом, но соответствующими электромагнитными свойствами и механическими свойствами; и, во-вторых, сталь среднего и низкого качества с низкой себестоимостью изготовления, простым производственным процессом и соответствующими электромагнитными свойствами и механическими свойствами.
По статистике, в различных случаях применения, количество листов нетекстурированной электротехнической стали марок среднего и низкого качества составляет 70% и более из всех листов из нетекстурированной электротехнической стали. Поэтому имеет большое практическое значение изучение способов более экономичного и удобного производства листа из нетекстурированной электротехнической стали марок среднего и низкого качества и также дальнейшего улучшения его экономических показателей. В то же время учитывая, что лист из нетекстурированной электротехнической стали марок среднего и низкого качества в основном используется в двигателях малой и средней мощности, стальных сердечниках ЭИ, малых генераторах и т.д., рынок потребителей постоянно требует снижения потерь в железе стального листа, и в то же время более важно улучшить магнитную индукцию стального листа, чтобы более эффективно уменьшить потери меди в железных сердечниках.
Кроме того, исследования показали, что в электромагнитных характеристиках листа из нетекстурированной электротехнической стали потери в железе и магнитная индукция взаимно ограничены, и трудно одновременно достичь низких потерь в железе и высокой магнитной индукции, если только нормализационную обработку или отжиг в колпаковой печи выполняют на горячекатаных стальных листах, но это значительно увеличивает стоимость производства готового стального листа.
В последние годы большое количество научных и технических работников предприняло много успешных попыток эффективного улучшения электромагнитных свойств листов из нетекстурированной электротехнической стали при одновременном снижении производственных затрат без проведения нормализационной обработки или отжига в печи горячекатаных листов.
CN101992210A, опубликованный 30 марта 2011 г. и озаглавленный «Способ производства не содержащей алюминия марки стали для холоднокатаной нетекстурированной кремнистой стали», раскрывает способ производства не содержащей алюминия марки стали для холоднокатаной нетекстурированной кремнистой стали, и указывает, что путём контроля содержания Al≤0,0010% и остаточных элементов, которые могут образовывать нитриды, применяя низкотемпературный нагрев и прокатку с контролируемой температурой горячей прокатки, первичной холодной прокатки или вторичной холодной прокатки с промежуточным отжигом, и внедрением комплексных мер контроля производительности, таких как обезуглероживание во влажном водороде, отжиг при температуре рекристаллизации и т.д., достигается массовое производство высокоэффективной безалюминиевой холоднокатаной нетекстурированной кремнистой стали при более низкой себестоимости производства на существующем оборудовании и её электромагнитные свойства лучше, чем у холоднокатаной нетекстурированной кремнистой стали той же марки, изготовленной обычным методом, при этом потери в железе уменьшаются в среднем приблизительно на 0,4 Вт/кг, и магнитная индукция увеличивается в среднем на 0,2 Тл. Конкретный метод контроля заключается в следующем: контролируется содержание остаточного алюминия, поступающего в процессе легирования, включая алюминий для раскисления, материалы и огнеупорные материалы, поддерживается содержание Al на уровне 0,0010% или менее и раскисление Si используется в процессе рафинирования и раскисления; содержание азота во время плавки и контролируются содержание остаточных элементов, которые могут образовывать нитриды, и содержание N, Ti, Nb и V поддерживается на уровне 0,0020% или менее соответственно; при горячей прокатке используют низкотемпературный нагрев и чистовую прокатку для осуществления прокатки с контролируемой температурой, то есть прокатки в однофазной области феррита, и поддерживается состояние двухфазного выделения; температура нагрева горячекатаной стальной заготовки составляет 1000-1150°С, начальная температура прокатки 950°С и более, температура чистовой прокатки 840°С и более, температура намотки 690°С и более; холодная прокатка предполагает первичную холодную прокатку или вторичную холодную прокатку с промежуточным отжигом для прокатки до толщины готового изделия; и для отжига используют непрерывный отжиг в колпаковой печи для обезуглероживания во влажном водороде и отжиг при температуре рекристаллизации. Предложен лист из нетекстурированной электротехнической стали и способ его изготовления. Лист из нетекстурированной электротехнической стали включает следующие компоненты в массовых процентах: 0,03-0,15% C, 0,15% или менее Si, 1,0-1,8% Mn, 0,025% или менее P, 0,015% или менее S, 0,08-0,18% Ti, 0,02-0,07% Nb, 0,02-0,10% Al, 0,010% или менее N, остальное железо и остаточные элементы.
CN101306434A, опубликованный 19 ноября 2008 г. и озаглавленный «Способ получения низкоуглеродистой, малокремнистой, не содержащей алюминия нетекстурированной электротехнической стали», раскрывает способ получения низкоуглеродистой малокремнистой свободной от алюминия нетекстурированной электротехнической стали. Стадии процесса следующие: разработка состава исходного материала для горячей прокатки требует, чтобы химический состав слитка удовлетворял следующим требованиям: 0,005% или менее углерода, 0,1-1,0% кремния, 0,35% или менее марганца, 0,08% или менее. P, 0,01% или менее S, 0,008% или менее N, 0,015% или менее O, остальное Fe и неизбежные примеси; и полуфабрикат из нетекстурированной электротехнической стали с подходящими магнитными свойствами получается из слитка путём горячей загрузки, горячей прокатки, холодной прокатки с критической деформацией и отжига для снятия напряжения. Полуфабрикат из нетекстурированной электротехнической стали характеризуется тем, что температура нагрева слитка составляет 900-1150°С, температура чистовой прокатки должна быть на 10-50°С ниже температуры превращения Ar3 и толщина горячекатаного листа составляет 2,0-2,5 мм; промежуточный отжиг проводят при 600-850°С в течение 1-2 мин в атмосфере промежуточного отжига смешанных газов Н2 и N2, при этом доля Н2 составляет 10-40%, увлажнение и обезуглероживание не требуется и степень рекристаллизации после промежуточного отжига гарантированно составляет 40% и более; критическая деформация холодной прокатки означает, что стальную полосу после промежуточного отжига подвергают критической деформации холодной прокаткой до 0,5 мм при обжатии 0,5-15%, при этом твёрдость стального листа после критической деформации холодной прокатки составляет 130–180 HV; и отжиг для снятия напряжений означает, что холоднокатаный лист после критической деформации подвергают штамповке и пакетированию, и затем подвергают отжигу для снятия напряжений при температуре 700-850°С в течение 1-2 ч, при этом атмосфера отжига должна представлять собой смесь газов H2 и N2, доля H2 составляет 10-40%, и режим охлаждения представляет собой медленное охлаждение, требующее охлаждения до 450°C со скоростью охлаждения 10-100°C/ч, и затем выполняют охлаждение печи для получения конечного искомого продукта. Полуфабрикат из нетекстурированной электротехнической стали имеет преимущество в том, что конечный продукт имеет подходящие магнитные свойства, P15/50=3,35 - 5,05 Вт/кг и B5000=1,69 - 1,76 Тл. Слиток не содержит легирующих элементов, таких как Al, Sn, Sb, Cu, Cr, Ni, B, редкоземельные элементы и т.д., что значительно снижает себестоимость производства. Используется большее критическое обжатие, и процесс отжига оптимизируется, так что полученный готовый продукт имеет улучшенные магнитные свойства.
Раскрытие сущности изобретения
Одной из целей настоящего изобретения является создание экономичного листа из нетекстурированной электротехнической стали с очень низким содержанием алюминия. Оптимизируя химический состав стали, лист из нетекстурированной электротехнической стали снижает качество специального сплава для раскисления и легирования рециркуляционным вакуумированием за счёт технических характеристик чрезвычайно низкого содержания алюминия в стали и надлежащей окисляемости стали и шлака, чтобы значительно снизить стоимость производства стали и эффективно контролировать стоимость сплава. По сравнению с существующими обычными продуктами той же марки, у листа из нетекстурированной электротехнической стали потери в железе Р15/50 снижаются в среднем на 0,2-0,8 Вт/кг, а магнитная индукция B50 увеличивается в среднем на 0,01-0,04 Тл. То есть, по сравнению с существующими обычными продуктами той же марки лист из нетекстурированной электротехнической стали по настоящему изобретению определённой марки имеет преимущество в том, что потери в железе Р15/50 снижаются в среднем на 0,2-0,8 Вт/кг, и магнитная индукция B50 увеличивается в среднем на 0,01-0,04 Тл, и лист из нетекстурированной электротехнической стали не только обладает соответствующей экономичностью, но также обладает характеристиками вышеуказанной магнитной индукции и низкими потерями в железе. При этом эталонным значением вышеуказанных электромагнитных свойств является значение для обычного листа из нетекстурированной электротехнической стали на существующем пользовательском рынке. Среди электромагнитных свойств марки B50A1300 потери в железе P15/50 обычно составляют 5,5–6,5 Вт/кг и магнитная индукция B50 обычно составляет 1,74–1,76 Тл; среди электромагнитных свойств обычного класса B50A800 потери в железе P15/50 обычно составляют 5,0–5,5 Вт/кг, и магнитная индукция B50 обычно составляет 1,71–1,73 Тл; и среди электромагнитных свойств обычного класса B50A600 потери в железе P15/50 обычно составляют 3,9–4,5 Вт/кг и магнитная индукция B50 обычно составляет 1,68–1,71 Тл.
Для достижения вышеуказанной цели настоящее изобретение предлагает экономичный лист из нетекстурированной электротехнической стали с чрезвычайно низким содержанием алюминия, включающей следующие химические элементы в массовых процентах:
0,003% или менее C, 0,1-1,2% Si, 0,1-0,4% Mn, 0,01-0,2% P, 0,003% или менее S, 0,001% или менее Al, 0,003-0,01% О, 0,003% или менее N и 0,005-0,05% Sn, при выполнении условия Si2/P: 0,89-26,04.
Кроме того, лист из нетекстурированной электротехнической стали согласно настоящему изобретению включает следующие химические элементы в массовых процентах:
0,003% или менее C, 0,1-1,2% Si, 0,1-0,4% Mn, 0,01-0,2% P, 0,003% или менее S, 0,001% или менее Al, 0,003-0,01% О, 0,003% или менее N, 0,005-0,05% Sn, остальное Fe и другие неизбежные примеси, при этом выполняется условие Si2/P: 0,89-26,04.
В листе из нетекстурированной электротехнической стали по настоящему изобретению принцип выбора химических элементов следующий:
C: В листе из нетекстурированной электротехнической стали согласно настоящему изобретению углерод является одним из элементов, вызывающих сильное старение. Когда содержание элемента С в стали выше 0,003%, элемент С легко связывается с Nb, V, Ti и т.д. с образованием большого количества мелких включений, что приводит к значительному увеличению потерь готового стального листа. Поэтому в листе из нетекстурированной электротехнической стали по настоящему изобретению массовая доля С поддерживается на уровне С≤0,003%. В листе из нетекстурированной электротехнической стали по настоящему изобретению чем ниже контролируемое содержание элемента С, тем лучше, в частности, массовая доля С составляет 0<C≤0,003%.
Si: В листе из нетекстурированной электротехнической стали согласно настоящему изобретению элемент Si может значительно увеличить удельное сопротивление материала. Однако следует отметить, что если содержание элемента Si в стали составляет менее 0,1%, потери в железе готового стального листа не могут быть эффективно снижены; и, если содержание элемента Si в стали выше 1,2%, магнитная индукция готового стального листа будет значительно ухудшаться. Поэтому в листе из нетекстурированной электротехнической стали по настоящему изобретению массовое процентное содержание Si поддерживается на уровне 0,1-1,2%.
Mn: В листе из нетекстурированной электротехнической стали согласно настоящему изобретению элемент Mn может быть связан с элементом S с образованием MnS, тем самым эффективно улучшая магнитные свойства готового стального листа. Чтобы гарантировать, что элемент Mn может эффективно играть свою роль, в сталь необходимо добавить 0,1% или более Mn, но следует отметить, что содержание элемента Mn не должно быть слишком высоким. Если содержание элемента Mn в стали выше 0,4%, то рекристаллизационная текстура готового стального листа будет существенно нарушена. Поэтому в листе из нетекстурированной электротехнической стали по настоящему изобретению массовое процентное содержание Mn поддерживается на уровне 0,1-0,4%.
P: В листе из нетекстурированной электротехнической стали, согласно настоящему изобретению, элемент P может значительно повысить прочность материала. Когда содержание элемента Р в стали ниже 0,01 %, прочность готового стального листа не может быть эффективно улучшена, в то время как если содержание элемента Р в стали выше 0,2%, способность к холодной прокатке будет значительно уменьшена. Поэтому в листе из нетекстурированной электротехнической стали по настоящему изобретению массовое процентное содержание Р поддерживается на уровне 0,01-0,2%.
S: В листе из нетекстурированной электротехнической стали, согласно настоящему изобретению, содержание элемента S не должно быть слишком высоким. При содержании элемента S в стали выше 0,003 % количество включений, таких как MnS и Cu2S, будет увеличено, что будет препятствовать росту зёрен и ухудшать магнитные свойства готового стального листа. Поэтому в листе из нетекстурированной электротехнической стали по настоящему изобретению массовый процент S поддерживается на уровне 0<S≤0,003%. В листе из нетекстурированной электротехнической стали по настоящему изобретению, чем ниже контролируемое содержание элемента S, тем лучше, в частности массовый процент S, составляет 0<S≤0,003%.
Al: В листе из нетекстурированной электротехнической стали, согласно настоящему изобретению, содержание элемента Al в стали не должно быть слишком высоким. При содержании Al в стали выше 0,001 % будет образовываться большое количество вредных включений AlN, которые значительно ухудшат магнитные свойства готового стального листа. Поэтому в листе из нетекстурированной электротехнической стали, согласно настоящему изобретению, массовый процент Al поддерживается на уровне Al≤0,001%. В листе из нетекстурированной электротехнической стали по настоящему изобретению, чем ниже контролируемое содержание элемента Al, тем лучше, в частности, массовый процент Al составляет 0<Al≤0,001%.
В некоторых предпочтительных осуществлениях можно регулировать массовое процентное содержание Al на уровне Al≤0,0005%.
O: В листе из нетекстурированной электротехнической стали согласно настоящему изобретению, когда содержание элемента O в стали составляет менее 0,003%, это не способствует контролю содержания Al и Ti, и если содержание элемента О в стали выше 0,01%, будет образовываться большое количество оксидных включений, которые ухудшат магнитные свойства готового стального листа. Поэтому в листе из нетекстурированной электротехнической стали по настоящему изобретению массовый процент О поддерживается на уровне 0,003 - 0,01%.
В некоторых предпочтительных осуществлениях можно регулировать массовое процентное содержание О на уровне 0,0045% - 0,007%.
N: В листе из нетекстурированной электротехнической стали согласно настоящему изобретению содержание элемента N в стали не должно быть слишком высоким. При содержании элемента N в стали более 0,003 % значительно увеличивается количество включений Nb, V, Ti и Al с N, что препятствует росту зёрен и ухудшает магнитные свойства готового стального листа. Поэтому в листе из нетекстурированной электротехнической стали по настоящему изобретению массовый процент N поддерживается на уровне N≤0,003%. В листе из нетекстурированной электротехнической стали по настоящему изобретению, чем ниже контролируемое содержание элемента N, тем лучше, в частности, массовый процент N поддерживается на уровне 0<N≤0,003%.
Sn: В листе из нетекстурированной электротехнической стали согласно настоящему изобретению Sn представляет собой элемент, улучшающий сегрегацию по границам зёрен. Соответствующее количество полезного элемента Sn, добавляемого в сталь, может улучшить сегрегацию по границам зёрен и улучшить микроскопическую полезную текстуру во время горячей прокатки. Когда содержание элемента Sn в стали составляет менее 0,005%, эффект сегрегации не может быть эффективно достигнут, а если содержание элемента Sn в стали превышает 0,05%, происходит измельчение зерна и ухудшаются магнитные свойства готового стального листа. Поэтому в листе из нетекстурированной электротехнической стали по настоящему изобретению массовый процент Sn поддерживается на уровне 0,005-0,05%.
В некоторых предпочтительных осуществлениях массовый процент Sn может поддерживаться на уровне 0,005-0,02%.
Кроме того, в листе из нетекстурированной электротехнической стали в соответствии с настоящим изобретением, при контроле содержания одного химического элемента, содержание элемента Si и элемента P также контролируется для удовлетворения условию Si2/P: 0,89 - 26,04, где и Si, и P в формуле представляют собой числа перед знаками массовых процентов соответствующих элементов. Следует отметить, что свойства элемента Si и элемента P схожи, что позволяет значительно улучшить удельное сопротивление материала и снизить потери в железе готового стального листа, но в то же время ухудшает магнитную индукцию готового стального листа. С точки зрения повышения механической прочности готового стального листа, элемент P имеет очень заметный эффект, но он ухудшает прокатываемость при холодной прокатке при условии высокого содержания Si. Поэтому принимая во внимание электромагнитные свойства и механические свойства готового стального листа, Si2/P поддерживают на уровне 0,89 - 26,04 в листе из нетекстурированной электротехнической стали по настоящему изобретению.
В некоторых предпочтительных осуществлениях Si2/P можно поддерживать на уровне 0,89-16,67 для лучшей реализации.
Кроме того, следует отметить, что в листе из нетекстурированной электротехнической стали, согласно настоящему изобретению, неизбежные примеси в стали включают Nb, V, Ti, Ca, Mg и РЗМ. При этом РЗМ представляет собой редкоземельный элемент, который также может называться просто РЗМ.
Кроме того, лист из нетекстурированной электротехнической стали, согласно настоящему изобретению, включает 0,0005% или менее Al.
Кроме того, лист из нетекстурированной электротехнической стали, согласно настоящему изобретению, включает 0,0045-0,007% О.
Кроме того, лист из нетекстурированной электротехнической стали, согласно настоящему изобретению, включает 0,005-0,02% Sn.
Кроме того, в листе из нетекстурированной электротехнической стали, согласно настоящему изобретению, Si2/P составляет 0,89-16,67.
Кроме того, в листе из нетекстурированной электротехнической стали согласно настоящему изобретению, по сравнению с обычными продуктами той же марки, потери в железе P15/50 листа из нетекстурированной электротехнической стали снижены в среднем на 0,2-0,8 Вт/кг, и магнитная индукция B50 листа из нетекстурированной электротехнической стали увеличена в среднем на 0,01-0,04 Тл. Кроме того, лист из нетекстурированной электротехнической стали по настоящему изобретению имеет толщину 0,5±0,1 мм.
Соответственно, другой целью настоящего изобретения является создание экономичного листа из нетекстурированной электротехнической стали с чрезвычайно низким содержанием алюминия, способ получения является простым производственным процессом и имеет низкую себестоимость, а также по сравнению с обычными продуктами той же марки, изготовленный технологическим способом, лист из нетекстурированной электротехнической стали имеет преимущества в том, что потери в железе Р15/50 снижаются в среднем на 0,2-0,8 Вт/кг, и магнитная индукция В50 увеличена в среднем на 0,01 - 0,04 Тл, и лист из нетекстурированной электротехнической стали обладает характеристиками высокой магнитной индукции и низкими потерями в железе.
Для достижения вышеуказанной цели в настоящем изобретении предлагается способ изготовления листа из нетекстурированной электротехнической стали, включающий следующие стадии:
(1) плавка;
(2) непрерывное литьё;
(3) горячая прокатка: при которой горячекатаный лист подвергается выдержке и сохранению тепла за счёт остаточного тепла рулонов горячекатаной стали, а не подвергается нормализационной обработке или отжигу в колпаковой печи после намотки;
(4) первичная холодная прокатка; и
(5) непрерывный отжиг.
В способе изготовления, согласно настоящему изобретению, процесс горячей прокатки в основном включает нагрев сляба, черновую прокатку, чистовую прокатку и намотку. Нормализационная обработка или отжиг в колпаковой печи относится к процессу выполнения промежуточного отжига горячекатаных рулонов после горячей прокатки и перед холодной прокаткой с целью улучшения электромагнитных свойств готового продукта. В настоящем изобретении на стадии (3) горячекатаный лист подвергают выдержке и сохранению тепла за счёт остаточного тепла рулонов горячекатаной стали, а не нормализационной обработке или отжигу в колпаковой печи после намотки, что может эффективно способствовать сегрегации примесного элемента Sn, улучшая структуру рекристаллизации горячекатаного стального листа и способствуя увеличению размера зёрен, реализуя, таким образом, эффект замены или дополнения нормализиционного отжига или отжига в колпаковой печи. Кроме того, эта операция также может эффективно упростить процесс, снизить производственную нагрузку и сложность производства, а также снизить производственные затраты.
Кроме того, в способе производства по настоящему изобретению на стадии (1) феррофосфор, ферросилиций и ферромарганец добавляют последовательно во время раскисления и легирования циркуляционным вакуумированием.
В способе изготовления листа из нетекстурированной электротехнической стали согласно настоящему изобретению на стадии (1) феррофосфор, ферросилиций и ферромарганец добавляют последовательно во время раскисления и легирования циркуляционным вакуумированием. То есть в конце циркуляционного вакуумирования в расплавленную сталь добавляют феррофосфор, ферросилиций и ферромарганец для удаления из стали свободного кислорода, а также добавляют компоненты, содержащие элементы в соответствии с требованиями настоящего изобретения. Таким образом, расплавленная сталь находится в аэробном состоянии, Al, Ti, Nb, V, Ca, Mg, РЗМ и т.д. в феррофосфоре и ферросилиции будут быстро участвовать в реакции окисления и восстановления, и будут последовательно образовываться крупные частицы оксидов и всплывать в верхнюю часть шлака, так что чистота стали не ухудшается. Поэтому после большого числа экспериментальных исследований требования к контролю содержания некоторых вредных элементов феррофосфора и ферросилиция были эффективно снижены, что может значительно снизить себестоимость производства стали. При этом феррофосфор, ферросилиций и ферромарганец относятся к сплавам, содержащим P, Si и Mn, и их процентное содержание в составе не ограничивается, при условии, что состав стального листа, образующегося после добавки, соответствует вышеуказанным требованиям по содержанию.
Кроме того, следует отметить, что при добавлении ферросилиция необходимо учитывать два аспекта: с одной стороны, ферросилиций добавляется в соответствии с содержанием химического компонента P, чтобы гарантировать, что Si2/P поддерживается на уровне 0,89-26,04; и, с другой стороны, ферросилиций добавляется в соответствии с содержанием химического компонента О, чтобы гарантировать, что в условиях чрезвычайно низкого содержания алюминия содержание О в стали регулируется посредством раскисления Si, чтобы предотвратить слишком низкое или слишком высокое содержание О. Когда количество добавляемого ферросилиция слишком велико, способность к раскислению высока, содержание O в стали низкое, и большое количество образовавшихся продуктов раскисления SiO2 попадает в шлак, что приведёт к восстановлению Al, Ti, Nb, V, Ca, Mg, РЗМ и другие элементы вновь появятся в стали; когда количество добавляемого ферросилиция слишком мало, способность к раскислению слабая, содержание O в стали слишком высокое и во время конечной непрерывной разливки при непрерывном снижении температуры расплавленной стали образуется большое количество мелких частиц вторичных продуктов раскисления SiO2 снова образуются из-за пересыщения, которые не могут всплыть и удаляться в это время, остаются в стали и служат ядром для выделения включений MnS при последующей горячей прокатке. Поэтому необходимо добавлять ферросилиций в соответствии с содержанием химического компонента O, чтобы гарантировать, что содержание O в стали строго контролируется и составляет 0,003-0,01%. Аббревиатурой вышеупомянутого непрерывного литья является CC, и литьё относится к литью расплавленной стали в непрерывнолитую заготовку.
Кроме того, в способе изготовления по настоящему изобретению в ферросилиции присутствует Al≤0,1% и/или Ti≤0,03%.
Кроме того, в способе изготовления согласно настоящему изобретению на стадии (3) температуру начальной прокатки поддерживают на уровне 1050-1150°С, температуру чистовой прокатки поддерживают на уровне 650-950°С, температуру намотки поддерживают на уровне 650-850°C, температуру выдержки и сохранения тепла поддерживают на уровне 650-850°C, и время сохранения тепла поддерживают на уровне не менее 10 с.
В приведённом выше решении на стадии (3) поддержание температуры выдержки и сохранения тепла на уровне 650-850°C может эффективно способствовать сегрегации микроэлемента Sn, чтобы улучшить структуру рекристаллизации горячекатаного стального листа и способствовать увеличению размера зерна. Время сохранения тепла поддерживается на уровне не менее 10 с, которое может быть соответствующим образом увеличено для повышения эффекта улучшения, если позволяют температурные условия. Например, дополнительно время сохранения тепла составляет от 10 с до 60 часов, и даже дополнительно время сохранения тепла можно контролировать так, чтобы оно находилось в пределах 24 часов, например, 2-24 часов.
Кроме того, в способе изготовления согласно настоящему изобретению на стадии (3) черновая прокатка и чистовая прокатка выполняются за 2-8 проходов. Один проход относится к однократной прокатке, а 2-8 проходов относятся к прокатке 2-8 раз.
Кроме того, в способе изготовления согласно настоящему изобретению на стадии (5) отжиг проводят при 650-950°С в атмосфере отжига смешанных газов Н2 и N2, в которой объёмная доля Н2 составляет 20-60%. Азот будет содержать небольшое количество кислорода, что легко приведет к окислению и почернению поверхности стального листа. Водород добавляют в основном для того, чтобы избежать окисления поверхности стального листа. Эффект водорода в вышеуказанной объёмной пропорции лучше и стоимость можно контролировать в разумных пределах.
По сравнению с известным уровнем техники экономичный стальной лист из нетекстурированной электротехнической стали с чрезвычайно низким содержанием алюминия и способ его изготовления в соответствии с настоящим изобретением имеют следующие преимущества и положительные эффекты:
посредством оптимизации химического состава стали, экономичный лист из нетекстурированной электротехнической стали с чрезвычайно низким содержанием алюминия снижает требования к качеству специального сплава для раскисления и легирования циркуляционным вакуумированием за счёт технических характеристик чрезвычайно низкого содержания алюминия в стали и надлежащей окисляемости стали и шлака, чтобы значительно снизить стоимость изготовления стали и эффективно контролировать стоимость сплава. По сравнению с обычными продуктами той же марки потери в железе P15/50 листа из нетекстурированной электротехнической стали снижены в среднем на 0,2-0,8 Вт/кг и магнитная индукция B50 листа из нетекстурированной электротехнической стали увеличена в среднем на 0,01-0,04 Тл, достигая характеристик высокой магнитной индукции и низких потерь в железе при подходящей экономичности.
Кроме того, способ изготовления по настоящему изобретению прост в производственном процессе и имеет низкую себестоимость и за счёт контроля условий процесса, особенно процесса горячей прокатки, горячекатаный лист подвергается выдержке и сохранению тепла с помощью остаточного тепла рулонов горячекатаной стали, вместо того, чтобы подвергаться нормализационной обработке или отжигу в колпаковой печи после намотки, так что микроэлемент Sn в стали может быть сегрегирован, и эффекты улучшения рекристаллизационной структуры горячекатаного стального листа и увеличения размера зерна могут быть достигнуты.
Краткое описание чертежей
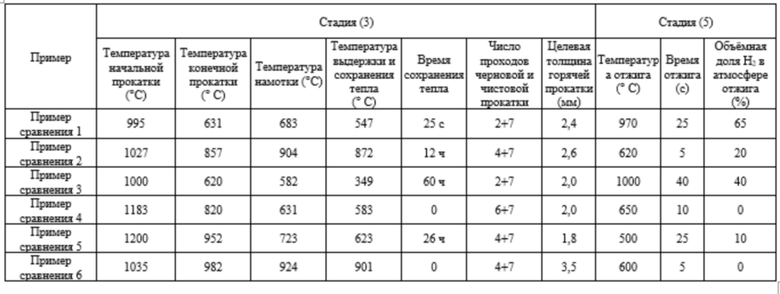
На фиг. 1 схематично показано соотношение между содержанием кислорода в листе из нетекстурированной электротехнической стали согласно настоящему изобретению и потерями в железе P15/50 готового стального листа.
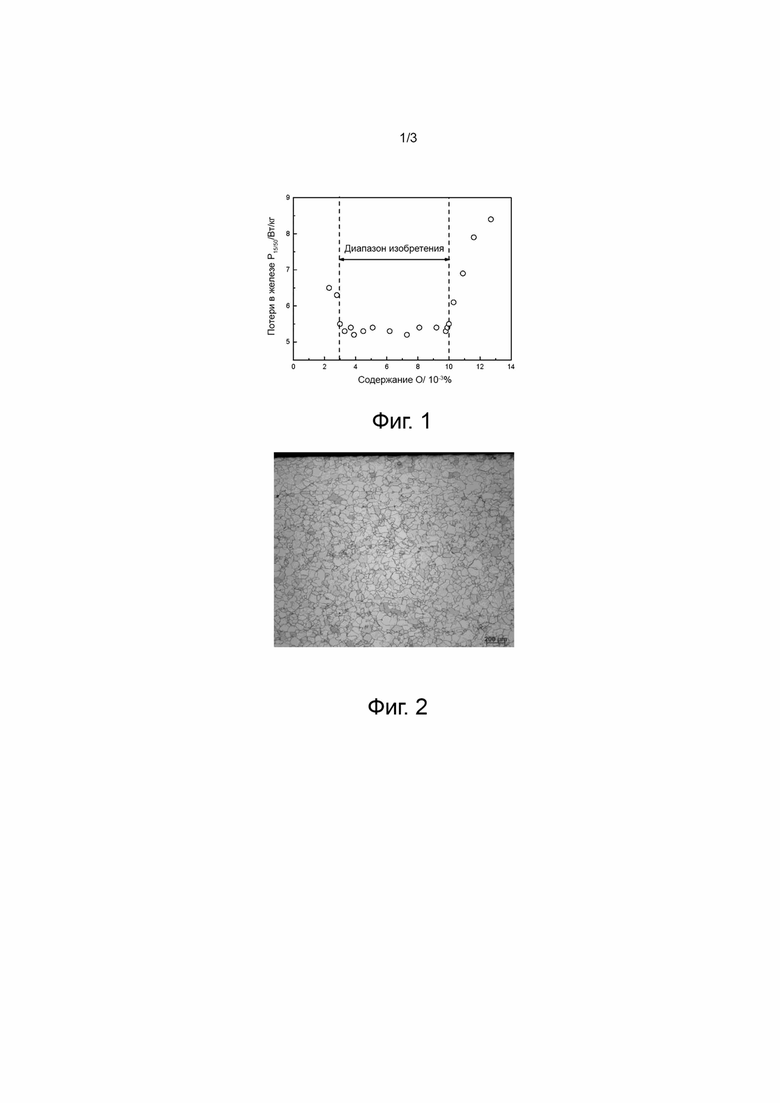
Фиг. 2 представляет собой диаграмму микроструктуры горячекатаного стального листа в примере 2.
Фиг. 3 представляет собой диаграмму микроструктуры горячекатаного стального листа в сравнительном примере 2.
Фиг. 4 представляет собой диаграмму микроструктуры готового листа из нетекстурированной электротехнической стали в примере 3.
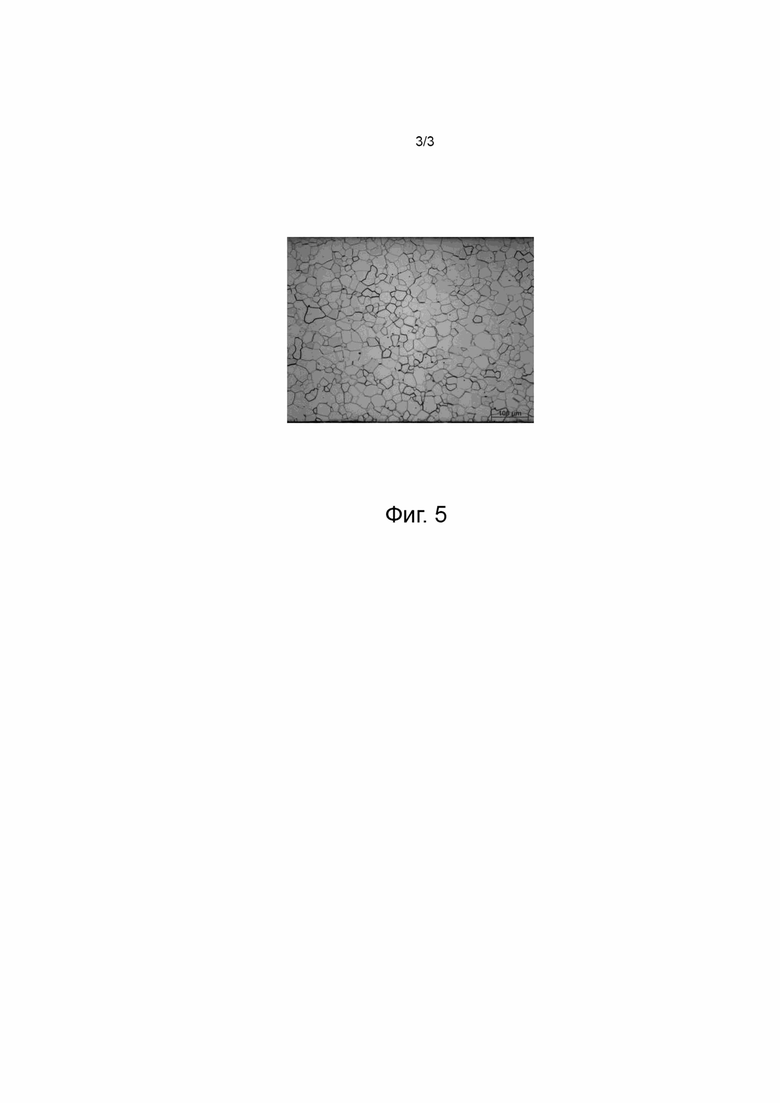
Фиг. 5 представляет собой диаграмму микроструктуры готового стального листа в сравнительном примере 3.
Осуществление изобретения
Экономичный лист из нетекстурированной электротехнической стали с чрезвычайно низким содержанием алюминия и способ его изготовления в соответствии с настоящим изобретением будут дополнительно пояснены и описаны ниже в соответствии с конкретными примерами и чертежами. Однако пояснение и описание не являются ненадлежащим ограничением технического решения настоящего изобретения.
Примеры 1-6 и Сравнительные примеры 1-6
В таблице 1 приведено содержание в массовых процентах химических элементов в листах из нетекстурированной электротехнической стали в примерах 1-6. Следует отметить, что к неизбежным примесям в марках стали в основном относятся: Nb, V, Ti, Ca, Mg и РЗМ.
Таблица 1. (%, остаток составляют Fe и другие неизбежные примеси)
Все листы из нетекстурированной электротехнической стали в примерах 1-6 согласно настоящему изобретению изготавливаются с помощью следующих стадий:
(1) плавка: после плавки расплавленного чугуна из доменной печи и соответствующего количества стального лома в конвертере обезуглероживание, раскисление и легирование последовательно завершаются во время циркуляционного вакуумирования и затем отливается соответствующий сляб. Феррофосфор, ферросилиций и ферромарганец вводят последовательно при раскислении и легировании при циркуляционном вакуумировании, при этом в ферросилиции Al≤0,1% и/или Ti≤0,03%.
(2) непрерывное литье;
(3) горячая прокатка: начальная температура прокатки поддерживается на уровне 1050-1150°С, температура чистовой прокатки поддерживается на уровне 650-950°С, температура намотки поддерживается на уровне 650-850°С, температуру выдержки и сохранения тепла поддерживают на уровне 650-850°C и время сохранения тепла поддерживают на уровне, по меньшей мере, 10 с, черновую и чистовую прокатку выполняют за 2-8 проходов, целевая толщина горячей прокатки составляет 1,2-2,8 мм; горячекатаный лист подвергают выдержке и сохранению тепла за счёт остаточного тепла рулонов горячекатаной стали, а не нормализационной обработки или отжигу в колпаковой печи после намотки; и после завершения горячей прокатки рулоны горячекатаной стали травятся;
(4) первичная холодная прокатка: однократная прокатка до заданной толщины; и
(5) непрерывный отжиг: при котором отжиг проводят при 650-950°C в течение 180 с или менее в атмосфере отжига смешанных газов H2 и N2, при этом объёмная доля H2 составляет 20-60%.
В таблицах 2-1 и 2-2 перечислены конкретные технологические параметры способа изготовления листов из нетекстурированной электротехнической стали в примерах 1-6. При этом количество проходов черновой и чистовой прокатки в таблице 2-2 представляет число проходов черновой прокатки и чистовой прокатки соответственно, например, в примере 1 число 4+7 означает, что черновая прокатка выполняется за 4 прохода, а чистовая прокатка завершается за 7 проходов.
Таблица 2-1
Таблица 2-2
(°C)
(°C)
(°C)
(°C)
(мм)
(°C)
(с)
(%)
Таблица 3 - перечень массового процентного содержания химических элементов в листе из нетекстурированной электротехнической стали в примерах сравнения s 1-6.
Таблица 3. (%, остаток составляют Fe и другие неизбежные примеси)
Таблица 4 - перечень конкретных технологических параметров способа изготовления листа из нетекстурированной электротехнической стали в примерах сравнения 1 - 6.
Таблица 4
Следует отметить, что стальные листы в сравнительных примерах 1-6 изготавливают с использованием только обычных условий процесса, а не технологического процесса согласно настоящему изобретению, и стальные листы в сравнительных примерах 1-6 соответствуют листам в примерах 1-6 соответственно. При этом лист из нетекстурированной электротехнической стали в примере 1 соответствует стали отечественной марки В50А1300 в сравнительном примере 1, лист из нетекстурированной электротехнической стали в примере 2 соответствует стали отечественной марки В50А800 в сравнительном примере 2, лист из ориентированной электротехнической стали в примере 3 соответствует стали отечественной марки В50А470 в сравнительном примере 3, лист из нетекстурированной электротехнической стали в примере 4 соответствует стали отечественной марки В50А1300 в сравнительном примере 4, лист из нетекстурированной электротехнической стали в примере 5 соответствует стали отечественной марки В50А800 в сравнительном примере 5, и лист нетекстурированной электротехнической стали в примере 6 соответствует стали отечественной марки В50А470 в сравнительном примере 6.
Листы из нетекстурированной электротехнической стали с конечной заданной толщиной 0,5±0,1 мм, полученные холодной прокаткой в примерах 1-6, и стальные листы в сравнительных примерах 1-6 подвергают различным эксплуатационным испытаниям, и полученные результаты испытаний приведены в таблице 5.
В таблице 5 приведены результаты эксплуатационных испытаний листов из нетекстурированной электротехнической стали в примерах 1-6, а также стальных листов в сравнительных примерах 1-6. При этом испытание характеристик потерь в железе: испытание характеристик потерь в железе проводят с использованием квадрата Эпштейна на основе национального стандарта GB/T 3655 - 2008 при постоянной температуре 20°C, при этом размер образца составляет 30 мм × 300 мм, масса 0,5 кг, измеряемый параметр Р15/50.
Испытание характеристик магнитной индукции: испытание характеристик магнитной индукции проводят с использованием квадрата Эпштейна на основе национального стандарта GB/T 3655 - 2008 при постоянной температуре 20°C, при этом размер образца составляет 30 мм × 300 мм, масса 0,5 кг, измеряемый параметр В50.
Таблица 5
(Вт/кг)
(Тл)
Как видно из таблицы 5, существуют очевидные различия в потерях в железе P15/50 и магнитной индукции B50 между стальными листами, изготовленными с использованием обычных технологических условий в сравнительных примерах 1-6, и листами из нетекстурированной электротехнической стали в примерах 1-6. Когда плотность при испытании электромагнитных характеристик составляет 7,85 г/см3, потери в железе P15/50 в примере 1 уменьшаются на 0,4 Вт/кг, а магнитная индукция B50 в примере 1 увеличивается на 0,04 Тл по сравнению с характеристиками в сравнительном примере 1, что в основном связано с тем, что в сравнительном примере 1 содержание Al достигает 0,01%, что превышает верхний предел равный 0,001% в формуле настоящего изобретения, и рулоны горячекатаной стали подвергают выдержке и сохранению тепла только при 547°С, что не соответствует контрольному диапазону 650-850°С; когда плотность при испытании электромагнитных характеристик составляет 7,80 г/см3, потери в железе P15/50 в примере 2 уменьшаются на 0,6 Вт/кг и магнитная индукция B50 в примере 2 увеличивается на 0,02 Тл по сравнению с характеристиками в сравнительном примере 2, что в основном связано с тем, что в сравнительном примере 2 выбор содержания Si и P не соответствующий, в результате чего Si2/P достигает значения 45,56, что превышает верхний предел 26,04, и рулоны горячекатаной стали подвергаются выдержке и сохранению тепла при температуре до 872°С, что не соответствует контрольному диапазону 650-850°С; когда плотность при испытании электромагнитных характеристик составляет 7,70 г/см3, потери в железе P15/50 в примере 3 уменьшаются на 0,8 Вт/кг, и магнитная индукция B50 в примере 3 увеличивается на 0,01 Тл по сравнению с характеристиками в сравнительном примере 3, что в основном связано с тем, что в сравнительном примере 3 содержание Si слишком низкое, так что Si2/P составляет всего 0,05, что не может соответствовать нижнему контрольному пределу 0,89, и рулоны горячекатаной стали подвергают выдержке и сохранению тепла только при 349°С, что не соответствует контрольному диапазону 650-850°С; когда плотность при испытании электромагнитных характеристик составляет 7,85 г/см3, потери в железе P15/50 в примере 4 уменьшаются на 0,8 Вт/кг, и магнитная индукция B50 в примере 4 увеличивается на 0,04 Тл по сравнению с характеристиками в сравнительном примере 4, что в основном связано с тем, что в сравнительном примере 4 используется состав Al-содержащей стали, и в сталь добавляется до 0,4% алюминия, в результате чего содержание О ниже нижнего контрольного предела 0,003% в стали настоящего изобретения и только 0,0022%, при этом рулоны горячекатаной стали подвергают выдержке и сохранению тепла при 583°С, что не соответствует контрольному интервалу 650-850°С, и время выдержки и сохранения тепла равно 0, что ниже выбранного требования 10 с в настоящем изобретении; когда плотность при испытании электромагнитных характеристик составляет 7,80 г/см3, потери в железе P15/50 в примере 5 уменьшаются на 0,7 Вт/кг и магнитная индукция B50 в примере 5 увеличивается на 0,03 Тл по сравнению с характеристиками в сравнительном примере 5, что в основном связано с тем, что в сравнительном примере 5 содержание Al составляет 0,0022%, что превышает верхний контрольный предел 0,001% в настоящем изобретении и содержание O достигает 0,0125%, что превышает верхний предел 0,01% в настоящем изобретении; и когда при испытании электромагнитных характеристик плотность составляет 7,70 г/см3, потери в железе P15/50 в примере 6 уменьшаются на 0,8 Вт/кг и магнитная индукция B50 в примере 6 увеличивается на 0,04 Тл по сравнению с характеристиками в сравнительном примере 6, что в основном связано с тем, что в сравнительном примере 6 содержание О составляет только 0,0019%, что ниже нижнего предела 0,003% в настоящем изобретении, и когда рулоны горячекатаной стали подвергают выдержке и сохранению тепла, хотя выдержка и сохранение тепла выполняют при температуре до 900°C, время выдержки и сохранения тепла равно 0, что ниже нижнего предела 10 с в настоящем изобретении.
Таким образом, можно видеть, что листы из нетекстурированной электротехнической стали в примерах настоящего изобретения обладают подходящими свойствами благодаря соответствующим химическому составу и технологической схеме. По сравнению с обычными продуктами той же марки потери в железе P15/50 листа из нетекстурированной электротехнической стали снижены в среднем на 0,2-0,8 Вт/кг и магнитная индукция B50 листа из нетекстурированной электротехнической стали увеличена в среднем на 0,01-0,04 Тл, достигая характеристик высокой магнитной индукции и низких потерь в железе при подходящей экономичности.
Фиг. 1 схематично представляет соотношение между содержанием кислорода в листе из нетекстурированной электротехнической стали согласно настоящему изобретению и потерями в железе P15/50 готового стального листа.
Как показано на фиг. 1, на фиг. 1 схематично показано соотношение между содержанием кислорода и потерями в железе P15/50 готового стального листа, при этом стальной лист, показанный на фиг. 1, изготовлен из марки стали, соответствующей национальному стандарту, марка B50A1300 в качестве стандарта, и другие компоненты стального листа на фиг. 1 входят в определённый объём компонентов настоящего изобретения, и способы их изготовления также входят в объём настоящего изобретения. То есть стальной лист на фиг. 1 включает в массовых процентах следующие химические элементы: 0,003% или менее C, 0,1-1,2% Si, 0,1-0,4% Mn, 0,01-0,2% P, 0,003% или менее S, 0,001% или менее Al, 0,003% или менее N, 0,005–0,05% Sn, остаток составляют Fe и другие неизбежные примеси при выполнении условия Si2/P: 0,89–26,04. При этом способ изготовления стального листа включает следующие стадии: (1) плавка; (2) непрерывное литьё; (3) горячая прокатка: при которой горячекатаный лист подвергается выдержке и сохранению тепла за счёт остаточного тепла рулонов горячекатаной стали и не подвергается нормализационной обработке или отжигу в колпаковой печи после намотки; (4) первичная холодная прокатка; и (5) непрерывный отжиг.
Как видно из фиг. 1, потери в железе готового стального листа тесно связаны с содержанием кислорода в стали. Когда содержание кислорода ниже 30 ч/млн, потери в железе стального листа превысят 6,0 Вт/кг, и чем ниже содержание кислорода, тем выше потери в железе стального листа; и когда содержание кислорода составляет 30-100 ч/млн, потери железа в стальном листе обычно ниже, и эффект регулирования может быть стабилизирован на уровне 5,5 Вт/кг или ниже; когда содержание кислорода превышает 100 ч/млн при постоянном увеличении содержания кислорода потери железа в стальном листе монотонно и быстро увеличиваются, а когда содержание кислорода достигает 130 ч/млн, потери в железе стального листа могут даже достигать 8,5 Вт/кг, что намного выше, чем потери в железе стального листа, соответствующие низкому содержанию кислорода.
Фиг. 2 представляет собой диаграмму микроструктуры горячекатаного стального листа в Примере 2.
Фиг. 3 представляет собой диаграмму микроструктуры горячекатаного стального листа в сравнительном примере 2.
Как показано на фиг. 2 и 3, в горячекатаном стальном листе, соответствующем примеру 2, может быть достигнута полная рекристаллизация, крупные зёрна имеют однородный размер и средний размер зерна может достигать 80 мкм, в то время как в соответствующем горячекатаном стальном листе, соответствующему сравнительному примеру 2, не достигается полная рекристаллизация, уровень рекристаллизации достигается только около 5% в верхней и нижней поверхности горячекатаного стального листа, а середина стального листа представляет собой волокнистую не полностью рекристаллизованную структуру. Размер зёрен, которые могут быть рекристаллизованы, относительно невелик, в среднем менее 50 мкм.
Фиг. 4 представляет собой диаграмму микроструктуры готового листа из нетекстурированной электротехнической стали в примере. 3.
Фиг. 5 представляет собой диаграмму микроструктуры готового стального листа в сравнительном примере 3.
На фиг. 4 и 5 можно видеть, что в случае примера 3 в микроструктуре готового стального листа преобладают крупные равноосные зёрна, размер длинной и короткой осей между зёрнами близок, форма правильная, средний размер рекристаллизованного зерна составляет 75 мкм. В сравнительном примере 3 той же марки наблюдается явление, при котором зерна не могут эффективно расти, мелкие зёрна образуют локальные скопления и зону ликвации и остальные равноосные зёрна, которые могут завершить рекристаллизацию, обычно демонстрируют явление вызывающее малый размер зерна и неравномерное распределение.
Следует отметить, что вышеупомянутые примеры являются только конкретными примерами настоящего изобретения. Очевидно, что настоящее изобретение не ограничено вышеприведёнными примерами, и подобные варианты или модификации, осуществлённые в нём, могут быть непосредственно получены или легко понятны специалистам в данной области техники из содержания, раскрытого в настоящем изобретении, и все они относятся к объёму притязаний настоящего изобретения.
Кроме того, сочетание технических признаков в настоящем изобретении не ограничено сочетанием, описанным в пунктах формулы изобретения настоящего изобретения, или сочетанием, описанным в конкретных примерах, и все технические признаки, описанные в настоящем изобретении, могут свободно комбинироваться или комбинировать каким-либо образом, если они не противоречат друг другу.
Следует также отметить, что вышеупомянутые примеры являются только конкретными примерами настоящего изобретения. Очевидно, что настоящее изобретение не ограничено вышеприведёнными примерами, и подобные варианты или модификации, осуществлённые в нём, могут быть непосредственно получены или легко понятны специалистам в данной области техники из содержания, раскрытого в настоящем изобретении, и все они относятся к объёму притязаний настоящего изобретения.

Изобретение относится к области металлургии, а именно к получению листа из нетекстурированной электротехнической стали, используемого в качестве материала железных сердечников электрических двигателей и генераторов. Способ получения листа включает стадию плавки и стадию непрерывного литья сляба из стали, содержащей в мас.%: 0,003% или менее C, 0,1-1,2% Si, 0,1-0,4% Mn, 0,01-0,2% P, 0,003% или менее S, 0,001% или менее Al, 0,003-0,01% О, 0,003% или менее N и 0,005-0,05% Sn, при выполнении условия Si2/P: 0,89-26,04. Проводят стадию горячей прокатки, при которой температуру начальной прокатки поддерживают на уровне 1050-1150°С, температуру чистовой прокатки поддерживают на уровне 650-950°С, температуру намотки поддерживают на уровне 650-850°С, при этом горячекатаный лист подвергают выдержке и сохранению тепла при 650-850°С в течение не менее 10 сек за счёт остаточного тепла рулонов горячекатаной стали, а не подвергают нормализационной обработке или отжигу в колпаковой печи после намотки. Проводят стадию холодной прокатки и стадию непрерывного отжига, при этом непрерывный отжиг проводят при 650-950°С в атмосфере смешанных газов H2 и N2 при объёмной доле H2, составляющей 20-60%. Изготавливаемые листы обладают высокой магнитной индукцией и низкими потерями в железе при снижении их стоимости. 11 з.п. ф-лы, 5 ил., 5 табл., 6 пр.
1. Способ получения листа из нетекстурированной электротехнической стали, характеризующийся тем, что включает стадии:
(1) плавка;
(2) непрерывное литьё;
(3) горячая прокатка, при которой горячекатаный лист подвергают выдержке и сохранению тепла за счёт остаточного тепла рулонов горячекатаной стали, а не подвергается нормализационной обработке или отжигу в колпаковой печи после намотки;
(4) холодная прокатка; и
(5) непрерывный отжиг,
при этом лист из нетекстурированной электротехнической стали содержит в массовых процентах следующие химические элементы:
0,003% или менее C, 0,1-1,2% Si, 0,1-0,4% Mn, 0,01-0,2% P, 0,003% или менее S, 0,001% или менее Al, 0,003-0,01% О, 0,003% или менее N и 0,005-0,05% Sn, при выполнении условия Si2/P: 0,89-26,04.
2. Способ по п. 1, характеризующийся тем, что на стадии (1) феррофосфор, ферросилиций и ферромарганец добавляют последовательно при раскислении и легировании при циркуляционном вакуумировании.
3. Способ по п. 2, характеризующийся тем, что Al≤0,1% и/или Ti≤0,03% в ферросилиции.
4. Способ по п. 1, характеризующийся тем, что на стадии (3) температуру начальной прокатки поддерживают на уровне 1050-1150°С, температуру чистовой прокатки поддерживают на уровне 650-950°С, температуру намотки поддерживают на уровне 650-850°С, температуру выдержки и сохранения тепла поддерживают на уровне 650-850°С, и время сохранения тепла поддерживают на уровне не менее 10 с.
5. Способ по п. 1 или 4, характеризующийся тем, что на стадии (3) черновую и чистовую прокатку выполняют за 2-8 проходов.
6. Способ по п. 1, характеризующийся тем, что на стадии (5) отжиг проводят при 650-950°С в атмосфере отжига смешанных газов H2 и N2, при этом объёмная доля H2 составляет 20-60%.
7. Способ по п. 1, характеризующийся тем, что лист из нетекстурированной электротехнической стали содержит в массовых процентах следующие химические элементы:
0,003% или менее C, 0,1-1,2% Si, 0,1-0,4% Mn, 0,01-0,2% P, 0,003% или менее S, 0,001% или менее Al, 0,003-0,01% О, 0,003% или менее N, 0,005-0,05% Sn, остальное Fe и неизбежные примеси, при выполнении условия Si2/P: 0,89-26,04.
8. Способ по п. 1, характеризующийся тем, что лист из нетекстурированной электротехнической стали содержит в массовых процентах 0,0005% или менее Al.
9. Способ по п. 1, характеризующийся тем, что лист из нетекстурированной электротехнической стали содержит в массовых процентах 0,0045-0,007% О.
10. Способ по п. 1, характеризующийся тем, что лист из нетекстурированной электротехнической стали содержит в массовых процентах 0,005-0,02% Sn
11. Способ по п. 1, характеризующийся тем, что Si2/P составляет 0,89-16,67.
12. Способ по п. 1, характеризующийся тем, что по сравнению с обычными продуктами той же марки потери в железе Р15/50 листа из нетекстурированной электротехнической стали снижены в среднем на 0,2-0,8 Вт/ч, причем магнитная индукция В50 листа из нетекстурированной электротехнической стали увеличена в среднем на 0,01-0,04 Тл; при этом среди электромагнитных свойств марки B50A1300 потери в железе P15/50 обычно составляют 5,5–6,5 Вт/кг и магнитная индукция B50 обычно составляет 1,74–1,76 Тл; среди электромагнитных свойств обычного класса B50A800 потери в железе P15/50 обычно составляют 5,0–5,5 Вт/кг, и магнитная индукция B50 обычно составляет 1,71–1,73 Тл; и среди электромагнитных свойств обычного класса B50A600 потери в железе P15/50 обычно составляют 3,9–4,5 Вт/кг и магнитная индукция B50 обычно составляет 1,68–1,71 Тл.
| Способ приготовления мыла | 1923 |
|
SU2004A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ НЕТЕКСТУРИРОВАННОГО ЛИСТА ИЗ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ | 2016 |
|
RU2692138C1 |
| СПОСОБ ПРОИЗВОДСТВА НЕОРИЕНТИРОВАННОГО ЭЛЕКТРОТЕХНИЧЕСКОГО СТАЛЬНОГО ЛИСТА С ВЫСОКИМ СЦЕПЛЕНИЕМ СЛОЯ ИЗОЛИРУЮЩЕГО ПОКРЫТИЯ | 1996 |
|
RU2134727C1 |
| НЕТЕКСТУРИРОВАННАЯ ЭЛЕКТРОТЕХНИЧЕСКАЯ ЛИСТОВАЯ СТАЛЬ И СПОСОБ ЕЕ ПРОИЗВОДСТВА | 2018 |
|
RU2717447C1 |
| ЛИСТОВАЯ ЭЛЕКТРОТЕХНИЧЕСКАЯ СТАЛЬ С НЕОРИЕНТИРОВАННОЙ СТРУКТУРОЙ И СПОСОБ ЕЕ ПРОИЗВОДСТВА | 2017 |
|
RU2712795C1 |
