Изобретение относится к машиностроению, в частности к высокоскоростным мотор-шпинделям для металлорежущих станков.
Известен высокоскоростной мотор-шпиндель для металлорежущих станков, содержащий корпус с установленными внутри него механизмом зажима оправки с инструментом, шпиндель, закрепленный в корпусе посредством фланца с возможностью вращения в передних и задних подшипниковых опорах, и электродвигатель, ротор которого расположен на валу шпинделя, при этом механизм зажима оправки с инструментом устанавливается в шпинделе (патентная заявка US 2008/080943 А1, опубл. 03.04.2008).
При том, что конструктивно известный мотор-шпиндель выполнен эффективным, компактным и рациональным, он обладает существенным недостатком - отсутствием системы охлаждения мотора и подшипниковых узлов, что для высокоскоростной системы является важным условием его быстроходности.
Наиболее близким техническим решением к заявленному объекту - прототипом - является высокоскоростной мотор-шпиндель для металлорежущих станков, содержащий корпус, шпиндель, закрепленный в корпусе с возможностью вращения в подшипниковых опорах и с установленным внутри него со стороны передней подшипниковой опоры механизмом зажима оправки с инструментом, электродвигатель, ротор которого расположен на валу шпинделя, а статор - в корпусе, систему охлаждения статора и подшипниковых опор, выполненную с возможностью подключения к станции для подачи хладагента, установленный на мотор-шпинделе вибродатчик и датчики температуры, установленные на подшипниковых опорах (патент ИЗ РФ №2509627, опубл. 20.03.2014).
К недостаткам прототипа следует отнести несбалансированность управления и неравномерность охлаждения статора и подшипниковых опор, ограничивающую быстроходность и являющуюся причиной склонности к возникновению в мотор-шпинделе вибраций, что обусловливает низкий ресурс и эффективности работы узла в целом.
Задачей изобретения является оснащение мотор-шпинделя управляемой системой охлаждения его статора и подшипниковых опор с целью минимизации вибраций.
Технический результат - повышение быстроходности, стабильности, эффективности и ресурса работы высокоскоростного мотор-шпинделя для металлорежущих станков.
Поставленная задача решается, а заявленный технический результат достигается тем, что в высокоскоростном мотор-шпинделе для металлорежущих станков, содержащем корпус, шпиндель, закрепленный в корпусе с возможностью вращения в подшипниковых опорах и с установленным внутри него со стороны передней подшипниковой опоры механизмом зажима оправки с инструментом, электродвигатель, ротор которого расположен на валу шпинделя, а статор - в корпусе, систему охлаждения статора и подшипниковых опор, выполненную с возможностью подключения к станции для подачи хладагента, установленный на мотор-шпинделе вибродатчик и датчики температуры, установленные на подшипниковых опорах, система охлаждения выполнена раздельной для статора и подшипниковых опор и включающей регуляторы интенсивности охлаждения каждого из них, вибродатчик выполнен с возможностью измерения вибрационного ускорения, а мотор-шпиндель снабжен дополнительным датчиком температуры, установленным на статоре, и цифровым управляющим устройством со входами, функционально соединенными с датчиками температуры и вибродатчиком, и выходами, один из которых выполнен с возможностью функционального соединения со станцией для подачи хладагента, а остальные функционально соединены с регуляторами интенсивности охлаждения статора и подшипниковых опор, при этом оптимально, чтобы вибродатчик был выполнен с возможностью измерения амплитуды вибрации.
Изобретение поясняется чертежами, где
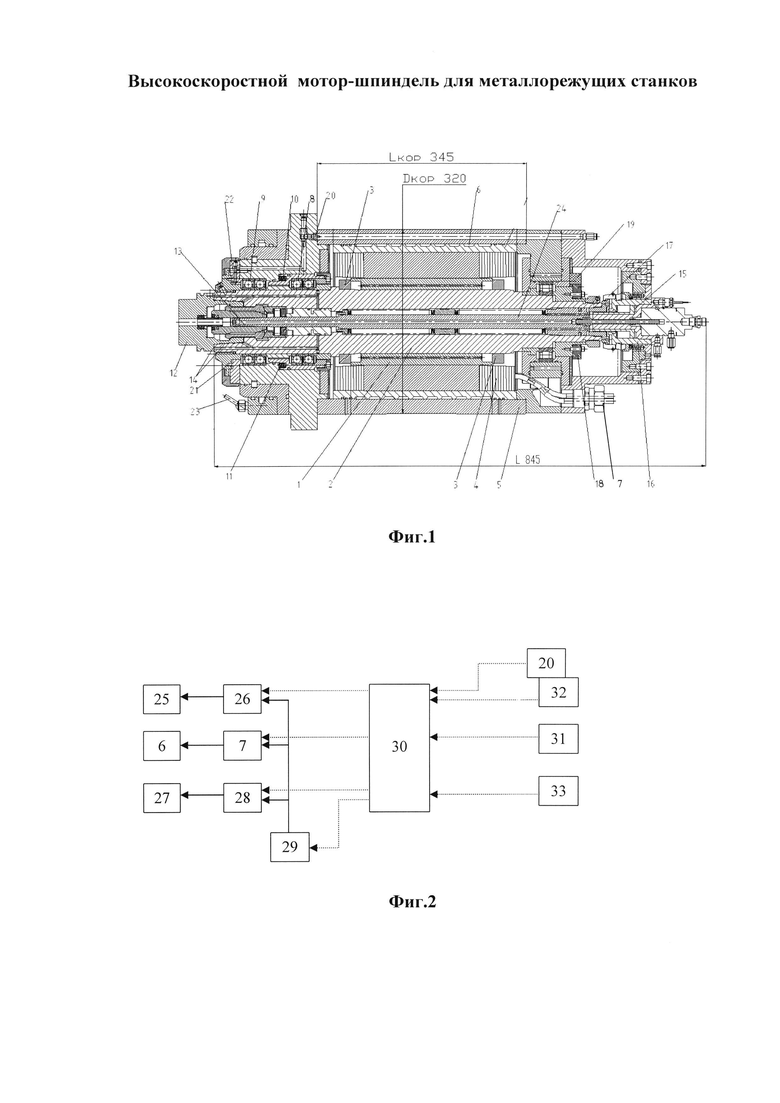
на Фиг. 1 представлена конструктивная схема высокоскоростного мотор-шпинделя для металлорежущих станков;
- на Фиг. 2 представлена блок-схема системы охлаждения статора и подшипниковых опор высокоскоростного мотор-шпинделя для металлорежущих станков;
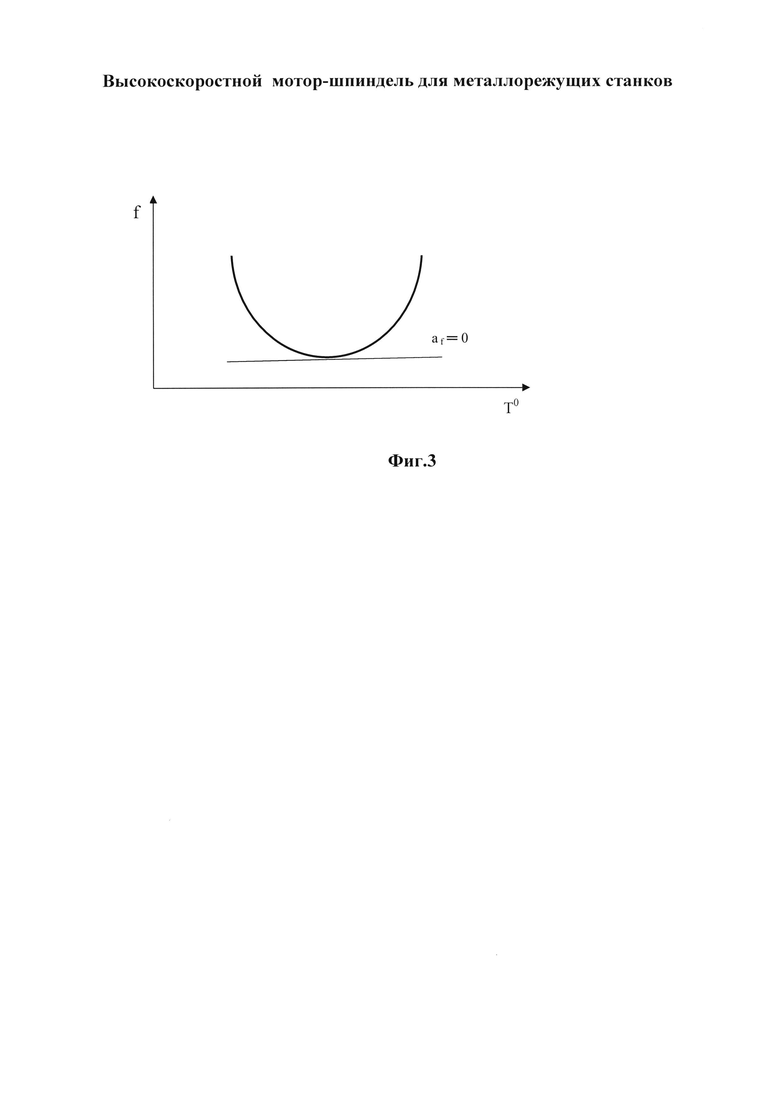
- на Фиг. 3 представлен график зависимости вибрации (f) от температуры (Т°).
Высокоскоростной мотор-шпиндель для металлорежущих станков (ВМШ) включает в себя два блока подсистем: основные, встроенные в ВМШ, подсистемы и дополнительные, обслуживающие ВМШ подсистемы.
На Фиг. 1 представлена конструктивная схема ВМШ. Основные, встроенные в ВМШ, подсистемы включают в себя двигатель, шпиндельные опоры, датчик обратной связи по положению, механизм зажима инструмента, шпиндель с базовыми поверхностями для установки инструмента, подсистему подачи смазочно-охлаждающей жидкости (СОЖ) как с внутренним, так и с внешним ее подводами в зону резания, и подсистему диагностики (на чертеже не показаны). Дополнительные, обслуживающие ВМШ подсистемы включают в себя следующие подсистемы: охлаждение двигателя, охлаждение опор, смазывание опор, создание натяга в опорах, предохранение опор от пыли, управляющую систему (на Фиг. 1 не показаны).
Высокоскоростной мотор-шпиндель для металлорежущих станков (Фиг. 1) содержит ротор 1 электродвигателя, который установлен с натягом для передачи момента на шпиндель 2. Шпиндель 2 вместе с ротором 1 электродвигателя и другими вращающимися деталями балансируется до обеспечения остаточного дисбаланса, при котором центр тяжести шпинделя смещается не более чем на 1...2 мкм. Влияние электромагнитных полей двигателя уменьшается кольцами 3 из немагнитного материала, которые могут использоваться и для балансировки. Статор 4 устанавливается в корпусе 5 ВМШ и охлаждается при подаче хладагента в полость рубашки охлаждения 6. Интенсивность охлаждения задается регулятором 7. С помощью такой же системы происходит охлаждение передней и задней подшипниковых опор. Передней подшипниковой опорой шпинделя служат сдвоенные радиально-упорные шарикоподшипники 8 и 9, натяг в которых обеспечивается пружинами 10 (при высоких частотах вращения) и пневматическим цилиндром 11 (при меньших частотах и больших нагрузках). Инструмент устанавливается в оправке 12, которая закрепляется с помощью механизма зажима 13 на шпинделе, базируясь в соединении 14 типа HSK-A. Разжим оправки 12 производится при подаче масла под давлением в правую полость 15 гидроцилиндра 16, подвижный корпус которого через прихват 17 связан со шпинделем 2. Таким образом, при разжиме оправки 12 осевое усилие разжима пружины воспринимается опорами шпинделя лишь частично. Контроль углового положения шпинделя производится датчиком фирмы «Heidenhain», который состоит из намагниченного диска 18, закрепленного на шпинделе, и считывающей головки 19, установленной на фланце корпуса. Датчики: колебаний - вибродатчик 20 и перемещения переднего конца 21 - датчик 22, расположены в корпусе ВМШ. Датчики температуры на Фиг. 1 не показаны. Подача СОЖ производится через сопла 23 или через отверстие в тяге 24 механизма зажима 13.
На Фиг. 2 представлена блок-схема системы охлаждения статора и подшипниковых опор ВМШ. Система включает рубашку 6 охлаждения статора с регулятором 7 интенсивности его охлаждения, рубашку 25 охлаждения передней подшипниковой опоры с регулятором 26 интенсивности ее охлаждения и рубашку 27 охлаждения задней подшипниковой опоры с регулятором 28 интенсивности ее охлаждения. К регуляторам 7, 26 и 28 хладагент подается от станции 29 для подачи хладагента. Рабочие параметры регуляторам 7, 26 и 28 и станции 29 задает цифровое управляющее устройство 30 в зависимости от показаний датчиков температуры 31, 32 и 33, установленных соответственно на статоре, передней и задней подшипниковых опорах, и вибродатчика 20, выполненного с возможностью измерения вибрационного ускорения и установленного на мотор-шпинделе.
Высокоскоростной мотор-шпиндель для металлорежущих станков работает следующим образом.
Мотор-шпиндели могут устанавливаться в горизонтальном, вертикальном и наклонном положениях. ВМШ интегрируется в структуру станка, поэтому статические и динамические характеристики должны быть согласованы между ВМШ и шпиндельной бабкой. При проектировании шпиндельной бабки следует учитывать указанные ниже особенности. Основные параметры, такие как мощность и момент двигателя, частоты вращения, допустимые силы резания назначались на основе анализа режимов обработки стальных и алюминиевых заготовок торцовыми, длиннокромочными, концевыми, дисковыми фрезами, а также расточным, сверлильным и резьбообрабатывающим инструментом (сверла, развертки, резцы и т.п.). В качестве материала инструмента использовались твердый сплав и керамика. При выборе режимов обработки учитывалось то обстоятельство, что при разгоне выше определенных частот вращения в коническом соединении оправки и шпинделя может возникать зазор, который необходимо исключить. Основные параметры разработанных в рамках государственного контракта ВМШ представлены в таблице 1.
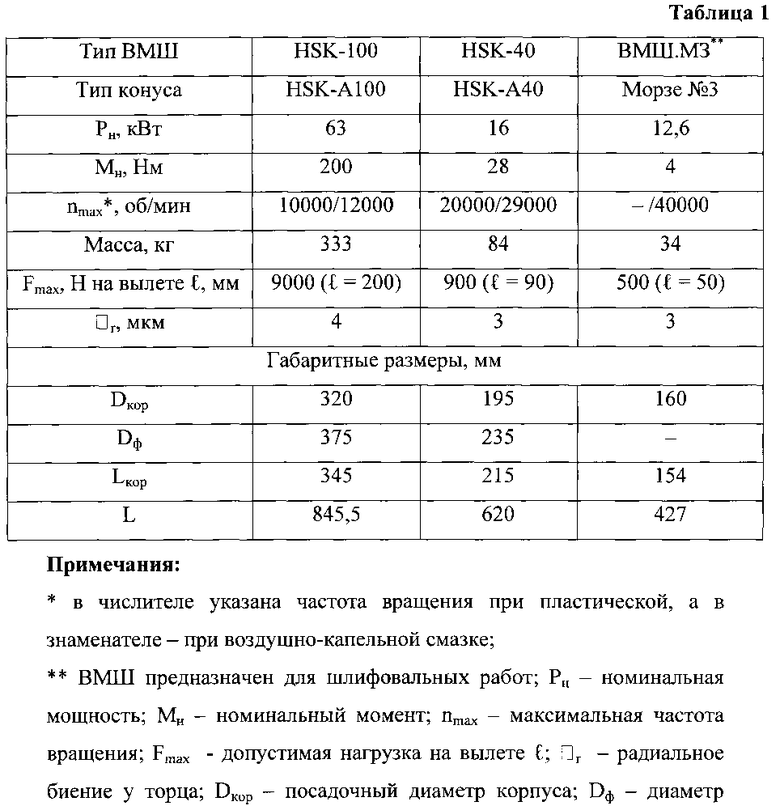
фланца; Lкор - длина посадочного диаметра корпуса; L - общая длина ВМШ.
Ротор 1 электродвигателя устанавливается с натягом для передачи момента на шпиндель 2. Влияние электромагнитных полей двигателя уменьшается кольцами 3 из немагнитного материала, которые могут использоваться и для балансировки. Статор 4 с рубашкой охлаждения 6 устанавливается в корпусе 5 ВМШ и охлаждается при подаче в рубашку хладагента. С помощью такой же системы происходит охлаждение подшипников. Передней опорой шпинделя служат сдвоенные радиально-упорные шарикоподшипники 8 и 9, натяг в которых обеспечивается пружинами 10 (при высоких частотах вращения) и пневматическим цилиндром 11 (при меньших частотах и больших нагрузках). Инструмент устанавливается в оправке 12, которая закрепляется с помощью механизма зажима 13 на шпинделе, базируясь в соединении 14 типа HSK-A. Для контроля состояния и функционирования механизма зажима инструмента предусмотрены соответствующие датчики. При установке и закреплении новой оправки коническая поверхность шпинделя очищается воздухом под давлением. Подача смазочно-охлаждающей жидкости (СОЖ) может осуществляться двумя способами: внешний подвод СОЖ через сопла, установленные на переднем торце мотор-шпинделя и внутренняя подача СОЖ - через вращающийся шпиндель, непосредственно в зону резания. Подача СОЖ в этом случае производится через центральное отверстие в тяге механизма зажима. Для исключения утечек предусмотрены соответствующие уплотнения. Управление, осуществляемое устройством ЧПУ станка, обеспечивает требуемые параметры вращения шпинделя, перемещения переднего конца, работу подсистем ВМШ (пневматика, зажим-разжим инструмента и т.п.), автоматическую смену инструмента, оценку результатов диагностики и т.д.
Особый интерес представляет работа системы охлаждения статора и подшипниковых опор ВМШ. ВМШ работает на различных режимах, обусловленных обеспечением требуемых режимов обработки. Установлено, что в силу ряда причин, для каждого такого режима и/или их совокупности (определенной частоте вращения и/или определенной нагрузке и т.п.) существует оптимальная рабочая температура, при которой вибрация минимальна. В общем виде зависимость представлена на Фиг. 3, из которой видно, что минимальной вибрации соответствует нулевое значение вибрационного ускорения (af=0, касательная к графику в этой точке горизонтальна). При этом амплитуда вибрации тем меньше, чем меньше факторы, ее вызывающие. В нашем случае к таким факторам относится неравномерное распределение теплового поля в ВШМ. Основными источниками тепла в ВШМ являются статор (его тепловыделение в 5-20 раз превышает тепловыделение ротора) и подшипниковые опоры. Исходя из этого алгоритма в зависимости от показаний датчиков температуры 31, 32 и 33, установленных соответственно на статоре, передней и задней подшипниковых опорах, цифровое управляющее устройство 30 задает рабочие параметры (например, объем прокачиваемого хладагента, температуру хладагента) регуляторам 7, 26 и 28 и станции 29 таким образом, чтобы температура, измеренная датчиками температуры 31, 32 и 33, стремилась к равновесию, что может дополнительно фиксироваться достижением минимальной амплитуды, измеренной вибродатчиком 20 при снабжении последнего возможностью исполнения такой контрольной функции. При этом собственно значение температуры (среднеквадратичной температуры на статоре, передней и задней подшипниковых опорах) задается ее приближением посредством тех же регуляторов 7, 26 и 28 и станции 29 к соответствующей нулевому значению вибрационного ускорения, измеренного вибродатчиком 20. Связь цифрового управляющего устройства 30 со станцией 29 нужна для обеспечения необходимого и достаточного объема хладагента, подаваемого к регуляторам 7, 26 и 28.
С учетом изложенного можно сделать вывод о том, что заявленная конструкция высокоскоростного мотор-шпинделя для металлорежущих станков позволяет управлять системой охлаждения его статора и подшипниковых опор с обеспечением минимизации вибраций, а следовательно, заявленный технический результат - повышение быстроходности, стабильности, эффективности и ресурса работы высокоскоростного мотор-шпинделя для металлорежущих станков - достигнут.
Анализ заявленного технического решения на соответствие условиям патентоспособности показал, что указанные в независимом пункте формулы признаки являются существенными и взаимосвязаны между собой с образованием устойчивой совокупности неизвестной на дату приоритета из уровня техники необходимых признаков, достаточной для получения требуемого синергетического (сверхсуммарного) технического результата.
Таким образом, вышеизложенные сведения свидетельствуют о выполнении при использовании заявленного технического решения следующей совокупности условий:
- объект, воплощающий заявленное техническое решение, при его осуществлении относится к машиностроению, в частности, к высокоскоростным мотор-шпинделям для металлорежущих станков;
- для заявленного объекта в том виде, как он охарактеризован в независимом пункте нижеизложенной формулы, подтверждена возможность его осуществления с помощью вышеописанных в заявке или известных из уровня техники на дату приоритета средств и методов;
- объект, воплощающий заявленное техническое решение, при его осуществлении способен обеспечить достижение усматриваемого заявителем технического результата.
Следовательно, заявленный объект соответствует требованиям условий патентоспособности «новизна», «изобретательский уровень» и «промышленная применимость» по действующему законодательству.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ УПРАВЛЕНИЯ ВЫСОКОСКОРОСТНЫМ МОТОР-ШПИНДЕЛЕМ МЕТАЛЛОРЕЖУЩЕГО СТАНКА | 2012 |
|
RU2509627C1 |
| Способ управления охлаждением высокоскоростного мотор-шпинделя металлорежущего станка | 2017 |
|
RU2636209C1 |
| Стенд для испытания интеллектуальной системы адаптивного управления процессом резания на металлорежущих станках со шпиндельным узлом с активными магнитными подшипниками | 2015 |
|
RU2690625C2 |
| ШПИНДЕЛЬНЫЙ УЗЕЛ МЕТАЛЛОРЕЖУЩЕГО СТАНКА | 1996 |
|
RU2107592C1 |
| ВЫСОКОСКОРОСТНОЙ МЕТАЛЛОРЕЖУЩИЙ ПЯТИКООРДИНАТНЫЙ ЦЕНТР С ТРИПОД-МОДУЛЕМ | 2005 |
|
RU2285602C1 |
| КАМНЕОБРАБАТЫВАЮЩИЙ МНОГОДИСКОВЫЙ СТАНОК С ДВОЙНЫМ МОДУЛЕМ ВРАЩЕНИЯ И РАБОЧЕЙ ПОДАЧИ ЗАГОТОВОК | 2007 |
|
RU2348522C1 |
| ШПИНДЕЛЬНЫЙ УЗЕЛ МЕТАЛЛОРЕЖУЩЕГО СТАНКА | 1996 |
|
RU2116165C1 |
| ОБРАБАТЫВАЮЩИЙ ЦЕНТР С ПАРАЛЛЕЛЬНОЙ КИНЕМАТИКОЙ | 2012 |
|
RU2547359C2 |
| Шпиндель металлорежущего станка | 1987 |
|
SU1442380A1 |
| Металлорежущий станок для обработки отверстия ступицы железнодорожных колес | 2023 |
|
RU2809883C1 |
Изобретение относится к области станкостроения. Мотор-шпиндель содержит корпус, шпиндель, установленный в корпусе с возможностью вращения в подшипниковых опорах и имеющий установленный внутри него со стороны передней подшипниковой опоры механизм зажима оправки с инструментом, электродвигатель, ротор которого расположен на валу шпинделя, а статор - в корпусе, систему охлаждения статора и подшипниковых опор, выполненную с возможностью подключения к станции для подачи хладагента, вибродатчик, установленный в корпусе, и датчики температуры, установленные на подшипниковых опорах. При этом он снабжен дополнительным датчиком температуры, установленным на статоре, и цифровым управляющим устройством, а система охлаждения выполнена раздельной для статора и подшипниковых опор и снабжена регуляторами интенсивности охлаждения каждого из них. Вибродатчик выполнен с возможностью измерения вибрационного ускорения. Цифровое управляющее устройство соединены с датчиками температуры и вибродатчиком, а также со станцией для подачи хладагента и с регуляторами интенсивности охлаждения статора и подшипниковых опор. Использование изобретения позволяет повысить эффективность и ресурс работы мотор-шпинделя. 1 з.п. ф-лы, 3 ил., 1 табл.
1. Высокоскоростной мотор-шпиндель для металлорежущих станков, содержащий корпус, шпиндель, установленный в корпусе с возможностью вращения в подшипниковых опорах и имеющий установленный внутри него со стороны передней подшипниковой опоры механизм зажима оправки с инструментом, электродвигатель, ротор которого расположен на валу шпинделя, а статор - в корпусе, систему охлаждения статора и подшипниковых опор, выполненную с возможностью подключения к станции для подачи хладагента, вибродатчик, установленный в корпусе, и датчики температуры, установленные на подшипниковых опорах, отличающийся тем, что он снабжен дополнительным датчиком температуры, установленным на статоре, и цифровым управляющим устройством, при этом система охлаждения выполнена раздельной для статора и подшипниковых опор и снабжена регуляторами интенсивности охлаждения каждого из них, а вибродатчик выполнен с возможностью измерения вибрационного ускорения, причем входы цифрового управляющего устройства соединены с упомянутыми датчиками температуры и вибродатчиком, а выходы - соответственно со станцией для подачи хладагента и с регуляторами интенсивности охлаждения статора и подшипниковых опор.
2. Мотор-шпиндель по п. 1, отличающийся тем, что вибродатчик выполнен с возможностью измерения амплитуды вибрационного ускорения.

