Настоящее изобретение относится к области получения керамических материалов, более конкретно к высокоскоростным способам спекания компактированных керамических материалов с помощью микроволнового излучения.
Спекание представляет собой процесс уплотнения компактированных порошковых материалов, протекающий обычно под действием капиллярных сил. В процессе спекания происходит изменение формы и взаимного расположения кристаллических частиц порошкового материала, направленное на сведение к термодинамическому минимуму свободной поверхности совокупности частиц и связанной с ней энергии. При этом из материала удаляются межзеренные поры, в результате чего получается керамика с плотностью, близкой к плотности монокристалла соответствующего вещества (теоретической плотности).
Изменение формы частиц порошка (зерен) в процессе спекания и образование связей (контактов, границ) между ними начинает происходить под действием термически активируемых процессов массопереноса при температурах порядка 0,7÷0,8 от температуры плавления материала и резко усиливается с повышением температуры. Для многих веществ, керамических и металлических, такой массоперенос происходит в твердой фазе и связан с диффузионным перемещением атомов по дефектным узлам кристаллической решетки. Особенно важную роль в процессе спекания играет массоперенос по границам зерен. Известно, что диффузионная подвижность атомов (ионов, вакансий) в приграничных областях зерна существенно выше, чем в его объеме, и объясняется это тем, что в этих областях кристаллическая решетка в заметной мере разупорядочена.
Диффузия в твердой фазе является сравнительно медленным процессом, вследствие чего для спекания материалов до высокой плотности требуются высокие температуры и значительное, как правило, порядка нескольких часов время выдержки при высокой температуре. Малыми скоростями диффузионного массопереноса в твердой фазе обусловлены основные недостатки процесса спекания, такие как низкая производительность и большие энергозатраты. Поэтому поиски методов ускорения массопереноса являются основным направлением современных исследований процесса спекания.
Известен способ ускорения спекания, основанный на введении в материал активирующих спекание добавок (R.M. German Sintering Theory and Practice, John Wiley and Sons, Inc. 1996, p. 207). В некоторых случаях образующаяся при этом вторичная фаза способствует увеличению концентрации дефектов, контролирующих скорость массопереноса, как, например, увеличение концентрации вакансий в ZnO при добавлении NiO. В других случаях влияние способствующей спеканию добавки сводится к ограничению роста зерна и тем самым к уменьшению эффективной диффузионной длины, как, например, в Y2O3 при добавлении Th либо в Al2O3 при добавлении MgO. Также известно, что активация спекания многих керамических материалов происходит при наличии в них (как правило, в небольших количествах) активирующих добавок за счет образования на границах зерен тонких прослоек предэвтектической жидкой фазы, в которой скорости диффузионного массопереноса значительно (в 105÷106 раз) повышены по сравнению со скоростями в нелегированном материале [J. Luo., Н. Wang, Y.-M. Chiang, Origin of Solid-Activated Sintering in Bi2O3-Doped ZnO, J. Am. Ceram. Soc., 82 916-20 (1999); J. Luo, Developing Interfacial Phase Diagrams for Applications in Activated Sintering and Beyond: Current Status and Future Directions, J. Am. Ceram. Soc., 95 [8] 2358-2371 (2012)].
Спекание керамик на основе ковалентных соединений, таких как S3N4, AlN, SiC, без приложения внешнего давления оказывается возможным только при использовании оксидных добавок Al2O3, Y2O3, MgO и др., образующих при температуре спекания на границах зерен основного материала жидкую фазу, скорость массопереноса в которой на несколько порядков выше, чем в твердой фазе.
Недостатком способов, основанных на использовании активирующих спекание добавок, является отсутствие универсальности и невозможность конкретизировать принципы оптимального подбора активаторов для разнообразных керамических материалов. Надлежащий выбор активирующей добавки для каждого конкретного материала основан на эмпирическом сравнении результатов спекания с варьируемым типом и количеством добавок. Недостатком данного способа является также то, что добавки могут отрицательно влиять на функциональные свойства получаемых материалов, например снижать прочность и твердость конструкционных материалов, снижать прозрачность оптических керамик и т.д.
Известны способы ускорения спекания, основанные на одновременном воздействии на спекаемое изделие высокой температуры и приложенного к нему внешнего давления [Z.A. Munir, U. Anselmi-Tamburini, and М. Ohyanagi, "The effect of electric field and pressure on the synthesis and consolidation of materials: A review of the spark plasma sintering method," J. Mater. Sci., 41 763 (2006): J. E. Garay, "Current-activated, pressure-assisted densification of materials," Ann. Rev. Mater. Research, 40, 445 (2010); Z.A. Munir, D.V. Quach, M. Ohyanagi "Electric current activation of sintering: A review of the pulsed current sintering process", J. Am. Ceram. Soc., 94 1 (2011)]. В способах, известных под названиями Field Assisted Sintering Techniques (FAST), Pulsed Electric Current Sintering (PECS), Spark Plasma Sintering (SPS), спекаемый материал помещается в графитовую пресс-форму, через которую пропускается электрический импульсный или постоянный ток. Одновременно к материалу прикладывается одноосное давление сжатия порядка нескольких десятков МПа. Так, например, методом SPS получены образцы алюмооксидной керамики со 100% относительной плотностью спеканием в течение 5 минут наноразмерного порошка при давлении одноосного сжатия 50÷200 МПа и температурах 1200÷1300°C, обеспечиваемых пропусканием через пресс-форму импульсов тока силой порядка 5 кА.
Общим недостатком данных способов ускорения спекания является необходимость приложения к спекаемому материалу высокого давления, что существенно усложняет как сами устройства, так и технологический процесс спекания. Серьезной эксплуатационной проблемой при использовании данных способов является обеспечение достаточно длительного срока службы пресс-форм, работающих в условиях высоких температур и давлений. Кроме того, использование графитовых пресс-форм приводит к загрязнению спекаемого материала и ухудшению его функциональных свойств. Отсутствие ясных представлений о физической природе активации процессов массопереноса при протекании через пресс-форму электрического тока не позволяет обоснованно прогнозировать режимы процессов и результаты спекания.
Также известен способ, в котором для ускорения спекания к нагреваемому в печи компакту прикладывается постоянное, переменное либо импульсное электрическое поле за счет создания на образце разности потенциалов (R. Raj, М. Cologna, A.L.G. Prette, V. Sglavo "Methods of flash sintering"; US Patent Application 20130085055, МПК B23K 9/00). В данном способе при некоторых характерных значениях температуры печи и приложенного напряжения происходит высокоскоростное уплотнение порошкового компакта. Величина температуры печи, при которой происходит высокоскоростное уплотнение, зависит от характеристик спекаемого материала (химический состав, наличие спекающих добавок, размер и морфология зерна), от величин приложенного электрического напряжения, плотности протекающего тока и удельного энерговклада и существенно, на сотни градусов, ниже температур традиционного спекания соответствующих материалов. Например, в работе [J.A. Downs, V.M. Sglavo «Electric Field Assisted Sintering of Cubic Zirconia at 390°C" J. Am. Ceram. Soc., 96 (2013), 1342-1344] диоксид циркония, стабилизированный 8 мол. % окиси иттрия, спекался при температуре печи 390°C, напряженности постоянного электрического поля до 2250 В/см, плотности тока до 8,7 А/см2 и удельном энерговкладе до 5285 Вт/см2. Согласно результатам опубликованных работ по спеканию керамических материалов составов Co2MnO4, SrTiO3, TiO2, Y2O3, Mg-Al2O3, BaCe0,8Gd0,2O3, SiC типичные значения удельного энерговклада, при которых наблюдается ускоренное спекание, находятся в интервале 10÷1000 Вт/см3. При этом промежуток времени между началом уплотнения и достижением близкой к теоретической плотности материала может не превышать одной минуты. Исследования данного процесса сверхбыстрого спекания показали, что одновременно с быстрым уплотнением материала резко возрастает электрическая проводимость материала. Это приводит к его джоулеву нагреву так, что температура спекаемого изделия может превышать температуру печи на 500°C и более.
Недостатком данного способа является необходимость наложения на спекаемое изделие металлических электродов для обеспечения протекания через него электрического тока. Наличие находящихся в контакте со спекаемым материалом электродов влечет за собой целый ряд технологических и эксплуатационных проблем, ограничивающих возможности использования данного способа. В частности, такими проблемами являются необходимость обеспечения надежного электрического контакта, что является трудновыполнимой задачей, особенно на изделиях сложной геометрической формы, обеспечение однородного протекания электрического тока в объеме изделия, ограниченный срок службы электродов, химическое взаимодействие спекаемого материала с материалом электродов, приводящее к деградации электродов и загрязнению спекаемого материала.
Известным способом ускорения спекания является использование микроволнового излучения для нагрева компактированных порошковых изделий. Известно, что спекание в условиях микроволнового нагрева обладает рядом преимуществ, среди которых важнейшими являются энергетическая эффективность и возможность реализации высоких скоростей нагрева (см., например, патент US 5227600, опубл. 13.07.1993). Эти преимущества связаны с тем, что энергия микроволнового излучения поглощается непосредственно в нагреваемом изделии и отсутствует необходимость нагрева массивных элементов печи.
При традиционных методах нагрева (конвективными или радиационными потоками тепла) энергия переносится с поверхности изделия внутрь его теплопроводностной передачей тепла, сравнительно медленной в пористых керамических материалах. Вследствие этого скорости нагрева при традиционном спекании всегда ограничены во избежание возникновения избыточно больших термоупругих напряжений и вызванных ими растрескиваний спекаемых изделий. При микроволновом спекании не существует принципиальных ограничений на скорость объемного нагрева изделий, которая примерно пропорциональна поглощаемой мощности микроволнового излучения.
Наиболее близким к предлагаемому способу по технической сущности является способ микроволнового спекания керамических изделий большого размера и/или нерегулярной формы в ненастроенном резонаторе, запитываемом мощностью в сотни киловатт на частоте не менее 28 ГГц, предложенный в патенте US 4963709, МПК Н05В 6/80, опубл. 16.10.1990. В заявленном в этом патенте способе теплоизолированную радиопрозрачным материалом заготовку спекаемого изделия помещают в ненастроенный резонатор, размеры которого, по крайней мере, в 100 раз больше, чем длина волны используемого излучения. В резонаторе с таким соотношением характерного размера и длины волны излучения достигается высокая однородность плотности микроволнового излучения и однородное поглощение излучения. Вследствие этого, как заявлено авторами в описании патента, процесс спекания происходит при отсутствии термоупругих напряжений в материале. Описанный способ принят за прототип изобретения.
Недостатком прототипа данного изобретения является наличие длительной, часовой выдержки при максимальной температуре спекания для достижения высокой (не менее 98% теоретической) плотности спекаемого изделия, что требует значительных энергетических затрат.
Задачей, на решение которой направлено настоящие изобретение, является разработка способа, при котором спекание керамических материалов до близкой к теоретической плотности происходит с большой скоростью за времена, измеряемые единицами минут.
Технический результат в предложенном способе достигается тем, что разработанный способ спекания керамических изделий, как и способ-прототип, включает в себя покрытие теплоизоляционным прозрачным для микроволн материалом заготовки спекаемого изделия, размещение указной заготовки в металлической камере и подачу внутрь камеры микроволнового излучения.
Новым в разработанном способе является то, что при частоте микроволнового излучения, выбранной из диапазона 10÷100 ГГц, интенсивность микроволнового излучения с момента окончания выдержки при температуре удаления связки регулируют таким образом, чтобы, во-первых, удельная поглощенная мощность микроволнового излучения в материале заготовки находилась в интервале 10÷500 Вт/см3, во-вторых, скорость нагрева заготовки находилась в интервале 100÷5000°С/мин и, в-третьих, продолжительность нагрева с указанной скоростью до достижения плотности изделия более 99% от теоретического значения не превышала 5 минут.
В частном случае реализации разработанного способа целесообразно для регулирования интенсивности микроволнового излучения, подаваемого в камеру, применять систему автоматического регулирования по температуре изделия, измеряемой в ходе процесса нагрева.
Во втором частном случае реализации разработанного способа целесообразно нагрев спекаемого изделия производить при давлении в нагревной камере в интервале 10-6÷1 атм.
В третьем частном случае реализации разработанного способа предлагается спекаемое изделие компактировать из порошков с исходным средним размером зерна в интервале 20÷1000 нм.
В четвертом частном случае реализации разработанного способа целесообразно выбирать исходную относительную плотность спекаемого изделия в интервале 40÷80% от теоретического значения.
В пятом частном случае реализации разработанного способа целесообразно спекаемое изделие компактировать из порошка Al2O3 с добавкой порошка MgO в количестве не менее 0,05 вес. %.
В шестом частном случае реализации разработанного способа целесообразно спекаемое изделие компактировать из порошка Y2O3 с добавкой порошков La2O3 в количестве 8÷13 ат. % и RE2O3, где RE - редкоземельные элементы: иттербий, скандий, туллий, в количестве до 20 ат. %.
В седьмом частном случае реализации разработанного способа целесообразно спекаемое изделие компактировать из стехиометрической смеси порошков MgO - 28,2 вес. % и Al2O3 - 71,8 вес. %, образующих при спекании алюмомагниевую шпинель.
Поставленная задача высокоскоростного спекания изделий из компактированных порошковых керамических материалов решена за счет того, что нагрев изделия на участке от начала уплотнения до температуры, обеспечивающей достижение максимальной плотности керамики, осуществляется микроволновым излучением такой интенсивности, что в материале изделия происходит расплавление приграничных областей зерен при температурах существенно ниже температуры расплавления объемного монокристаллического материала, а возникающие вследствие объемного поглощения микроволнового излучения термоупругие напряжения существенно превосходят капиллярные напряжения, в результате чего время спекания не превышает нескольких единиц минут.
Изобретение поясняется следующими изображениями.
На фиг. 1 показано изображение в электронном микроскопе неполированной поверхности Yb:(LaY)2O3-образца, спеченного при микроволновом нагреве со скоростью 50°С/мин до 1500°С с нулевым временем выдержки (удельная поглощенная мощность 15 Вт/см3).
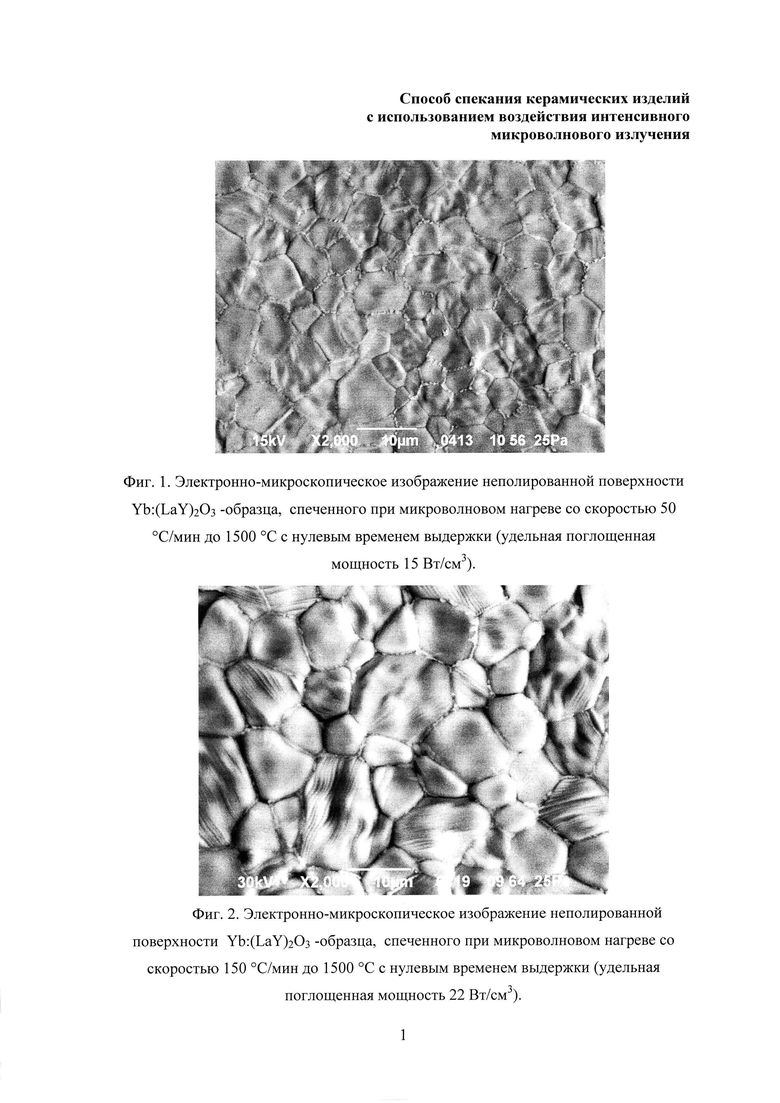
На фиг. 2 приведено электронно-микроскопическое изображение неполированной поверхности Yb:(LaY)2O3-образца, спеченного при микроволновом нагреве со скоростью 150°С/мин до 1500°С с нулевым временем выдержки (удельная поглощенная мощность 22 Вт/см3).
На фиг. 3 представлено электронно-микроскопическое изображение неполированной поверхности Yb:(LaY)2O3-образца, спеченного при микроволновом нагреве со скоростью 200°С/мин до 1500°С с нулевым временем выдержки (удельная поглощенная мощность 25 Вт/см3).
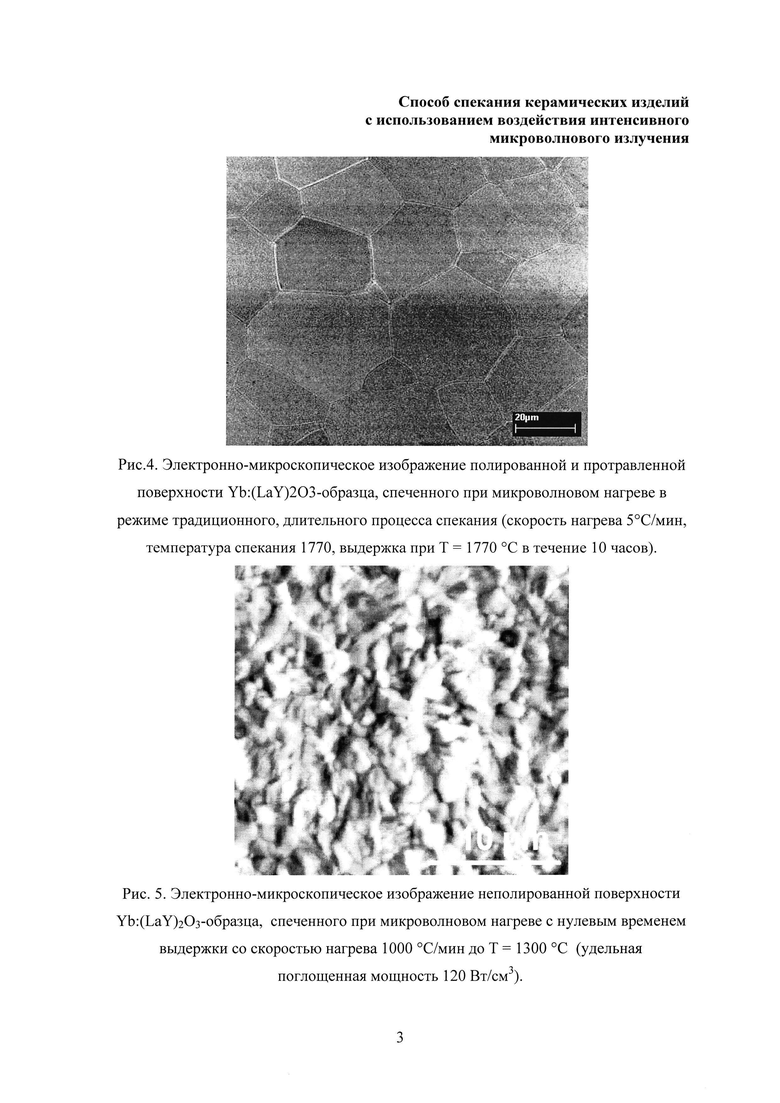
На фиг. 4 представлено электронно-микроскопическое изображение полированной и протравленной поверхности образца, спеченного при микроволновом нагреве в режиме традиционного, длительного процесса спекания (скорость нагрева 5°С/мин, температура спекания 1770°С, выдержка при Т=1770°С в течение 10 часов).
На фиг. 5 представлено электронно-микроскопическое изображение неполированной поверхности Yb:(LaY)2О3-образца, спеченного при микроволновом нагреве с нулевым временем выдержки со скоростью нагрева 1000°С/мин до Т=1300°С (удельная поглощенная мощность 120 Вт/см3).
В основу настоящего изобретения положены результаты экспериментального определения совокупности параметров микроволнового нагрева и характеристик спекаемого материала, при которых спекание до близкой к теоретической плотности происходит за времена, измеряемые единицами минут.
Возможность осуществить изобретение основывается на том, что в спекаемом изделии, нагреваемом внутренними источниками тепла, возникает дополнительная движущая сила, способная привести к ускорению уплотнения. При объемном поглощении микроволнового излучения в изделии неизбежно реализуется неоднородное распределение температуры с максимумом в объеме изделия вследствие потерь тепла с его поверхности. В простейшем случае однородного нагрева бесконечно протяженной пластины толщиной D мощностью Р, выделяемой в единице объема, разница температур ΔТ между центром пластины и ее поверхностью составляет
ΔТ=PD2/8k, (1)
где k - коэффициент теплопроводности материала пластины. Возникающее в неоднородно нагретой пластине сжимающее напряжение σ равняется αЕΔТ/(1-ν), где α - коэффициент линейного расширения материала, Е - модуль упругости, ν - коэффициент Пуассона. Из проведенных авторами экспериментов следует, что типичные значения перепада температуры ΔТ при микроволновом нагреве пластины толщиной 1 см могут составлять 100÷150°С. Величина напряжения в порошковом компакте с относительной плотностью порядка 50% при таком перепаде температур по образцу может составлять 20÷30 МПа, что более чем на порядок превышает капиллярное давление, характерное для спекания изделий, компактированных из субмикронных и микронных порошков.
Известно, что увеличение диэлектрических потерь в поликристаллических керамических материалах по сравнению с монокристаллами обусловлено несовершенствами кристаллической структуры границ зерен. Границы зерен порошкового материала отличаются повышенным содержанием микроструктурных дефектов, в частности точечных (вакансий) и линейных (дислокаций), и повышенной концентрацией примесей. Именно наличие примесей ответственно, в первую очередь, за повышенные величины диэлектрических потерь в керамических материалах [J.D. Breeze, J.М. Perkins, D.W. McComb et al., "Do grain boundaries affect microwave dielectric loss in oxides?", J. Am. Ceram. Soc., 92 (2009), 671]. Кроме того, неизбежно присутствующие в поликристаллическом материале примеси и нарушения кристаллической структуры границ зерен приводят к известному эффекту снижения температуры плавления приграничной области зерна по сравнению с температурой плавления идеального монокристалла [J.G. Dash, A.W. Rempel, J.S. Wettlaufer "The physics of premelted ice and its geophysical consequences", Rev. Mod. Phys., 78, 695 (2006)]. Оба фактора - усиленное поглощение энергии микроволнового излучения в границах зерен и снижение в них температуры плавления - могут приводить при нагреве достаточно интенсивными источниками тепла к расплавлению периферии зерен. Локальное оплавление границ зерен приводит к образованию жидкой межзеренной фазы, скорости диффузионного массопереноса в которой значительно на 5-6 порядков превосходят скорости диффузии в твердом теле. Электрическая проводимость расплава на много порядков превосходит проводимость монокристалла. Поэтому с появлением расплава приграничных областей преимущественно в них происходит поглощение микроволновой энергии. Спекаемая среда при этом представляет собой совокупность твердых поликристаллических зерен, приграничные области которых, по крайней мере частично, перешли в предрасплавленное или расплавленное состояние. В том случае когда удельная поглощаемая мощность Р достаточно велика, так что велик перепад температур ΔТ и соответствующее ему напряжение σ достигает достаточно больших значений, происходит резкое уплотнение материала за счет течения жидкой фазы под действием напряжений, заполнения ею пор и пластической деформации зерен, приповерхностные области которых имеют низкую вязкость. Как следует из приведенных выше оценок, при поглощенной удельной мощности порядка 10 Вт/см3 в изделии возникает напряжение, более чем на порядок превышающее капиллярное давление в материале, ответственное за твердофазное спекание. В случае когда параметры процесса нагрева контролируются так, что наложено ограничение на величину удельной мощности, выделяемой в изделии, средняя по объему температура спекаемого материала остается меньше его температуры плавления, и он остается в поликристаллическом состоянии.
Как правило, удельная поглощаемая мощность не является параметром, измеряемым в процессе микроволнового нагрева. Однако существует прямая зависимость между удельной поглощенной мощностью и скоростью нагрева изделия. Поглощаемая мощность обеспечивает нагрев изделия и компенсирует потери тепла. В предположении, что микроволновое излучение поглощается в объеме изделия однородно, уравнение баланса энергии можно записать в виде
P=Cρ(dT/dt)++Phl, (2)
где Р - удельная поглощенная мощность, С - удельная теплоемкость материала, ρ - плотность материала изделия, (dT/dt)+ - скорость его нагрева, Phl - удельная мощность тепловых потерь. После окончания процесса нагрева и отключения источника микроволнового излучения удельную мощность тепловых потерь можно связать со скоростью охлаждения:
Phl=Cρ |(dT/dt)-|. (3)
Таким образом, имея данные о скоростях нагрева и охлаждения непосредственно до и после отключения источника микроволнового излучения, на основании уравнений (2) и (3) можно судить о величине удельной поглощенной мощности в реализуемом процессе спекания.
Для обеспечения высоких значений удельной поглощенной мощности Р целесообразно использовать микроволновое излучение высоких частот поскольку величина Р пропорциональна частоте излучения:
P=ω ε0 ε″ |E|2 /2, (4)
где ω - частота излучения, ε0 - электрическая постоянная, ε″ - мнимая часть диэлектрической проницаемости материала,  - модуль амплитуды напряженности микроволнового электрического поля.
- модуль амплитуды напряженности микроволнового электрического поля.
Ниже приводятся примеры реализации предлагаемого способа при спекании ряда керамических материалов в соответствии с заявленными пунктами формулы.
Эксперименты по спеканию выполнялись на гиротронном комплексе с регулируемой мощностью микроволнового излучения до 5 кВт на частоте 24 ГГц [Yu. Bykov, A. Eremeev, М. Glyavin et al., "24-84 GHz Gyrotron Systems for Technological Microwave Applications", IEEE Transactions on Plasma Science, vol. 32, no. 1, 2004, pp. 67-72] с компактами, полученными прессованием порошков состава 5 ат. % Yb:(La0.1Y0.9)2О3, Al2O3 и MgAl2O4. Образцы размещались в центре кварцевого цилиндрического тигля диаметром и высотой 100 мм. Для обеспечения теплоизоляции образцов тигель заполнялся крупнозернистыми порошками окиси иттрия в случае спекания Yb:(LaY)2O3 керамики либо окиси алюминия при спекании Al2O3 образцов. Образцы MgAl2O4 шпинели спекались в боксе из твердой теплоизоляции, изготовленном из высокопористых, слабопоглощающих микроволновое излучение пластин AL-30, ZIRCAR Ceramics Inc. Температура образцов измерялась Pt-Pt-Rh термопарой, головка которой касалась снизу центра нижней грани образца. Для удаления использовавшейся для компактирования порошка связки образцы нагревались в атмосфере воздуха до температуры 800°С и выдерживались при этой температуре в течение одного часа. Последующая процедура спекания заключалась в быстром нагреве образцов до предустановленной максимальной температуры, после достижения которой, микроволновая мощность отключалась. Yb:(LaY)2O-образцы нагревались при остаточном давлении воздуха порядка 5·10-6 атмосферы, MgAl2O4 и Al2O3 образцы нагревались в воздухе атмосферного давления.
Пример 1. Для изготовления образцов состава 5 at. % Yb:(La0.1Y0.9)2O3 смесь коммерческих порошков Y2O3, La2O3 и Yb2O3 чистотой 99.99% в мольном соотношении La3+:NO3:СН3СОО = 1:2:1 растворялась в смеси азотной и уксусной кислот. Из высушенного при 110°С осадка раствора методом самораспространяющегося высокотемпературного синтеза получен Yb:(LaY)2O3 порошок. При нагреве на воздухе в печи сопротивлений проводился отжиг органических летучих соединений и кристаллизация частиц порошка при температуре 1100°С в течении 2-х часов. Средний размер части порошка после кристаллизации равнялся 150 нм. Одноосным прессованием при давлении 400 МПа полученного порошка изготавливались образцы диаметром 13 мм и толщиной 2,5 мм с относительной плотностью порядка 52%. Нагрев образцов в интервале от температуры удаления связки (Т=800°С) до предустановленной максимальной температуры проводился либо с постоянной скоростью (50, 100, 150 или 200°С/мин), при автоматическом компьютерном управлении вводимой в камеру микроволновой мощности, либо при фиксированной вводимой мощности порядка 5 кВт.
На фигурах 1-3 приведены полученные на электронном сканирующем микроскопе JEOL JSM-6390LV изображения неполированных поверхностей керамических образцов состава 5 ат. % Yb:(La0.1Y0.9)2О3, спеченных при нулевом времени выдержки и различных скоростях микроволнового нагрева, а в таблице 1 - характерные параметры указанных вариантов процесса спекания.
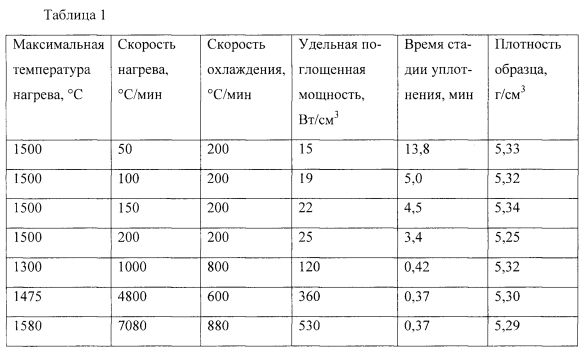
Из таблицы 1 следует, что при удельной поглощенной мощности более 15 Вт/см3 и при скоростях нагрева, равных и превышающих 100°С/мин, время стадии уплотнения (определяемое от момента окончания выдержки при температуре удаления связки до достижения указанной плотности и завершения процесса нагрева) не превышает 5 минут.
Появление жидкой фазы (фиг. 1) в виде преимущественно сферических образований размером порядка нескольких сотен нанометров, расположенных на границах зерен, наблюдается при Р≈15 Вт/см3 (скорость нагрева 50°С/мин). При увеличении скорости нагрева и удельной поглощенной мощности отдельные образования сливаются в обволакивающие зерна прослойки (фиг. 2; Р≈22 Вт/см3, скорость нагрева 150°С/мин). На микроструктуре образца, спеченного при дальнейшем увеличении скорости нагрева и удельной поглощенной мощности (фиг. 3; Р≈25 Вт/см3, скорость нагрева 200°С/мин), видно, что зерна имеют приподнятые края. Результаты исследований микроструктуры методом атомно-силовой микроскопии показывают, что ширина и высота приграничной деформированной области зерна имеют размер порядка нескольких сотен нанометров. Образование приподнятых над поверхностью грани образца приграничных областей зерен обусловлено вытеснением квазижидкой фазы под действием возникающих в образце напряжений. Пластическая деформация зерен и течение жидкой фазы под действием напряжений, и заполнение ею пустот в изначально пористом компакте приводит к образованию материала с близкой к теоретической плотностью.
Близкая к теоретической плотность спеченных образцов Yb:(LaY)2O3-керамики подтверждается их высокой прозрачностью: коэффициент пропускания излучения в них превышает 60% во всем оптическом диапазоне.
Результатом высокоскоростного спекания с нулевым временем выдержки является малый средний размер зерна в спеченном материале. На фиг. 4 показана микроструктура оптически прозрачных Yb:(LaY)2O3-керамических образцов, полученных при традиционном для спекания оптической керамики режиме - скорость нагрева 5°С/мин, температура спекания 1770°С, выдержка при этой температуре в течение 10 часов. Для сравнения на фиг. 5 показана структура образцов, полученных при высокоскоростном спекании - скорость нагрева 1000°С/мин, максимальная температура нагрева 1300°С, нулевое время выдержки. Видно, что керамика, полученная с использованием заявленного способа, имеет более чем на порядок меньший средний размер зерна.
Пример 2. Al2O3-образцы изготавливались из высокочистого порошка окиси алюминия (AES-11C; Sumitomo Chemical Co., Ltd). Согласно данным производителя порошка основными примесями в порошке являются F2O3 (0,01 вес. %), SiO2 (0,06 вес. %) и Na2O (0,04 вес. %). Кроме того, производитель вводит 0,05 вес. % MgO для улучшения спекаемости порошка. Средний размер частиц порошка 450 нм. Образцы диаметром 13 мм и толщиной 2,5 мм приготавливались методом литья и изостатического прессования при давлении 150 МПа; относительная плотность образцов равнялась 64%.
Al2O3-образцы спекались при микроволновом нагреве со скоростями 50÷250°С/мин до температуры 1550°С и нулевом времени выдержки и, для сравнения, в заранее нагретой печи сопротивления в аналогичном температурно-временном режиме. Отношения плотностей образцов к теоретической плотности равнялись 0,99 и 0,96 при микроволновом и традиционном нагревах соответственно.
Пример 3. Образцы шпинели MgAl2O4 изготавливались одноосным прессованием порошка, синтезированного путем гидролиза раствора двойных Al/Mg алкоксидов. После кальцинирования в воздухе при 800°С удельная поверхность частиц порошка равнялась 160 м2/г (средний диаметр частиц 10-20 нм). Относительная плотность образцов, полученных одноосным прессованием при давлении 300 МПа, составляла около 40% от теоретического значения.
Плотность образцов, полученных при микроволновом спекании в обычно используемом режиме длительного спекания (скорость нагрева 6°С/мин, выдержка 2 ч при 1800°С), составляла 0,97 от теоретического значения. Плотность образца, полученного заявленным способом при микроволновом нагреве со скоростью 100°С/мин до той же температуры 1800°С и нулевой выдержке, равнялась 0,995 от теоретического значения, при этом удельная поглощенная в образце мощность была порядка 10 Вт/см3.
Таким образом, предлагаемый способ спекания керамических изделий с использованием воздействия интенсивного микроволнового излучения позволяет изготавливать качественные образцы керамики с очень высокой, близкой к 100%, плотностью, малым размером зерен, но при этом не требуется многочасовой выдержки образцов при высокой температуре.
Следует отметить, что поглощение микроволнового излучения в керамических материалах в диапазоне 10÷100 ГГц характеризуется отсутствием каких-либо резонансных зависимостей от частоты излучения. Поэтому протекание процессов уплотнения при спекании, скорость уплотнения и конечная плотность керамических материалов практически не зависят в указанном диапазоне от частоты микроволнового излучения. Иллюстрацией этому могут служить полученные авторами заявки совместно с зарубежными коллегами результаты сравнительных исследований спекания керамических образцов из оксида алюминия Al2O3 [S. Sano, Y. Makino, S. Miyake, Yu.V. Bykov, A.G. Eremeev, S.V. Egorov, "30 and 83 GHz millimeter wave sintering of alumina", J. Mater. Sci. Lett. 19, 2247-2250 (2000)], выполненные с использованием нагрева микроволновым излучением на частотах 30 и 83 ГГц. В исследованиях обнаружено отсутствие влияния частоты на конечную плотность, механические характеристики и параметры микроструктуры получаемых керамических материалов. Аналогичные результаты получены при сравнительных исследованиях спекания керамических образцов из оксида цинка ZnO с использованием нагрева микроволновым излучением на частотах 30 и 83 ГГц [А. Birnboim, D. Gershon, J. Calame, A. Birman, Y. Carmel, J. Rodgers, B. Levush, Yu. V. Bykov, A.G. Eremeev, V.V. Holoptsev, V.E. Semenov, D. Dadon, P.L. Martin, M. Rosen, R. Hutcheon, "Comparative Study of Microwave Sintering of Zinc Oxide at 2.45, 30, and 83 GHz", J. Am. Ceram. Soc., 81, 1493-1501 (1998)]. Это указывает на возможность реализации представленного способа спекания при использовании микроволнового излучения во всем диапазоне частот 10÷100 ГГц.
Данное описание предпочтительной реализации изобретения представлено с иллюстративной целью. Оно не является исчерпывающим и не ограничивает изобретение изложенными рамками. При реализации изобретения возможны многочисленные разновидности и модификации. Изобретение ограничивается не данным описанием, а заявленной формулой изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СПЕКАНИЯ КЕРАМИЧЕСКОГО ИЗДЕЛИЯ БОЛЬШОГО РАЗМЕРА С ИСПОЛЬЗОВАНИЕМ НАГРЕВА МИКРОВОЛНОВЫМ ИЗЛУЧЕНИЕМ | 2006 |
|
RU2315443C1 |
| Способ изготовления люминофора для визуализаторов мощного ИК-излучения | 2023 |
|
RU2838172C1 |
| УСТРОЙСТВО ДЛЯ СПЕКАНИЯ КЕРАМИЧЕСКОГО ИЗДЕЛИЯ С ИСПОЛЬЗОВАНИЕМ НАГРЕВА МИКРОВОЛНОВЫМ ИЗЛУЧЕНИЕМ | 2006 |
|
RU2334376C2 |
| Способ получения прозрачной высоколегированной Er:ИАГ - керамики | 2018 |
|
RU2697561C1 |
| УСТРОЙСТВО ДЛЯ СПЕКАНИЯ КЕРАМИЧЕСКОГО ИЗДЕЛИЯ С ИСПОЛЬЗОВАНИЕМ НАГРЕВА МИКРОВОЛНОВЫМ ИЗЛУЧЕНИЕМ И ПРИЛОЖЕНИЕМ ВНЕШНЕГО ДАВЛЕНИЯ | 2007 |
|
RU2352540C1 |
| Способ получения керамического ядерного топлива | 2018 |
|
RU2679117C1 |
| КЕРАМИЧЕСКИЙ КОМПОЗИЦИОННЫЙ МАТЕРИАЛ | 2020 |
|
RU2748375C1 |
| СПОСОБ ДОСТИЖЕНИЯ СОЧЕТАНИЯ ВЫСОКИХ ВЕЛИЧИН ТВЕРДОСТИ И ТРЕЩИНОСТОЙКОСТИ ВЫСОКОПЛОТНЫХ НАНОСТРУКТУРНЫХ ИЗДЕЛИЙ ИЗ КАРБИДА ВОЛЬФРАМА | 2013 |
|
RU2548252C2 |
| Способ получения поглощающего материала на основе замещенного гексаферрита бария | 2016 |
|
RU2651343C1 |
| Способ получения оптической керамики на основе иттрий-алюминиевого граната в порошковой засыпке оксида иттрия | 2024 |
|
RU2840678C1 |

Изобретение относится к области получения керамики, в частности к высокоскоростным способам спекания компактированных керамических материалов с помощью микроволнового излучения. Разработанный способ обеспечивает получение образцов керамики с плотностью, близкой к плотности монокристалла соответствующего вещества, с малым средним размером зерна. В предложенном способе спекания заготовку изделия, окруженную теплоизоляционным материалом, помещают в металлическую камеру и подают в нее интенсивное микроволновое излучение с частотой 10÷100 ГГц. После выдержки заготовки изделия при температуре удаления связки (примерно 800°С) регулируют мощность микроволнового излучения таким образом, чтобы удельная поглощённая мощность микроволнового излучения в материале заготовки находилась в интервале 10-500 Вт/°С. Скорость нагрева заготовки на стадии уплотнения поддерживается в интервале 100÷5000°C/мин, а сам процесс нагрева длится не более 5 мин. При такой скорости нагрева плотность спекаемого изделия достигает величины более 99% от теоретического значения. Разработанный способ обеспечивает высокую однородность материала изделий, существенное снижение времени спекания, уменьшение энергозатрат при производстве керамики. 7 з.п. ф-лы, 5 ил., 3 пр., 1 табл.
1. Способ спекания керамических изделий с использованием воздействия интенсивного микроволнового излучения, заключающийся в том, что заготовку изделия, окруженную теплоизоляционным материалом, помещают в металлическую камеру, в которую для нагрева заготовки подают микроволновое излучение, отличающийся тем, что частоту микроволнового излучения выбирают из диапазона 10÷100 ГГц, а интенсивность микроволнового излучения с момента окончания выдержки при температуре удаления связки регулируют таким образом, чтобы, во-первых, удельная поглощенная мощность микроволнового излучения в материале заготовки находилась в интервале 10÷500 Вт/см3, во-вторых, скорость нагрева заготовки находилась в интервале 100÷5000°С/мин и, в-третьих, продолжительность нагрева с указанной скоростью до достижения плотности изделия более 99% от теоретического значения не превышала 5 минут.
2. Способ по п. 1, отличающийся тем, что для регулирования интенсивности микроволнового излучения, подаваемого в камеру, применяют систему автоматического регулирования по температуре изделия, измеряемой в ходе процесса нагрева.
3. Способ по п. 1, отличающийся тем, что нагрев спекаемого изделия производят при давлении в нагревной камере в интервале 10-6÷1 атм.
4. Способ по любому из пп. 1-3, отличающийся тем, что спекаемое изделие компактируют из порошков с исходным средним размером зерна в интервале 20÷1000 нм.
5. Способ по любому из пп. 1-3, отличающийся тем, что исходную относительную плотность спекаемого изделия выбирают в интервале 40÷80% от теоретического значения.
6. Способ по любому из пп. 1-3, отличающийся тем, что спекаемое изделие компактируют из порошка Al2O3 с добавкой порошка MgO в количестве не менее 0,05 вес. %.
7. Способ по любому из пп. 1-3, отличающийся тем, что спекаемое изделие компактируют из порошка Y2O3 с добавкой порошков La2O3 в количестве 8÷13 ат. % и RE2O3, где RE - редкоземельные элементы: иттербий, скандий, туллий, в количестве до 20 ат. %.
8. Способ по любому из пп. 1-3, отличающийся тем, что спекаемое изделие компактируют из стехиометрической смеси порошков MgO - 28,2 вес. % и Al2O3 - 71,8 вес. %, образующих при спекании алюмомагниевую шпинель.
| US 4963709 A, 16.10.1990 | |||
| Походная разборная печь для варки пищи и печения хлеба | 1920 |
|
SU11A1 |
| Колосоуборка | 1923 |
|
SU2009A1 |
| Электрод-инструмент для электрической обработки сквозных отверстий | 1980 |
|
SU1007892A1 |
| СПОСОБ УПЛОТНЕНИЯ КЕРАМИЧЕСКИХ МАТЕРИАЛОВ ПОД ВОЗДЕЙСТВИЕМ САНТИМЕТРОВЫХ ЭЛЕКТРОМАГНИТНЫХ ВОЛН И СОСУД ДЛЯ ОСУЩЕСТВЛЕНИЯ ЭТОГО СПОСОБА | 2003 |
|
RU2313508C2 |

