Изобретение относится к области сварки, а именно к способам снижения остаточных напряжений в сварных соединениях и может быть использовано при производстве сварных конструкций.
Известны несколько способов частичного снижения остаточных сварочных напряжений в частично или полностью готовых конструкциях (узлах). Основные из них включают либо термическую обработку, либо внешнее механическое воздействие.
Известен аналог - способ проковки сварных швов для снижения напряжений (Николаев Г.А., Куркин С.А., Винокуров В.А. Сварные конструкции. Прочность сварных соединений и деформации конструкций: Учеб. пособие. - М.: Высш. школа, 1982. - 272 с. ил., стр.233-236), применяющийся как в процессе сварки по остывающему металлу, так и после полного его остывания. При холодной проковке нагрев обычно невелик и создаются высокие сжимающие напряжения. Проковка ведется вручную, ударами молота весом 0,6…1,2 кг или механизированным инструментом с малыми (до 6…10 м/с), средними (до 100 м/с) и высокими (более 100 м/с) скоростями движения бойка.
Недостатками способа является то, что эта обработка может быть опасна снижением пластичности металла, его надрывом вследствие исчерпания пластичности при проковке. В ряде случаев высокий уровень сжимающих напряжений нежелателен по условиям эксплуатации изделия, например, возможна потеря устойчивости при нагрузках ниже расчетных при суммировании рабочих и остаточных напряжений. Применение этого способа сопряжено также с трудностями практического использования.
Наиболее близким по технической сущности является способ, оптимизирующий напряженное состояние в поверхностном слое металла (Орлов П.И. Основы конструирования: Справочно-методическое пособие. В 2-х кн. Кн. 1 / Под ред. П.Н. Учаева. - Изд. 3-е, испр. - М.: Машиностроение, 1988. - 560 с: ил., стр 224). Это дробеструйная обработка (обдувка дробью), заключающаяся в наклепе поверхностного слоя потоком стальных шариков диаметром 0,5-1,5 мм, создаваемым пневматическими или центробежными дробометами. Скорость потока дроби задается при этом 50-60 м/с, продолжительность обработки несколько минут.
Недостатки этого способа с точки зрения снятия остаточных сварочных напряжений следующие: напряжения сжатия создаются лишь на глубину ≤1,7 мм, при наклепе снижается качество поверхности, при передозировании легко получить перенаклеп, вызывающий хрупкость и трещиноватость поверхностного слоя, снижающие долговечность изделий. Стоимость дробометных устройств и их обслуживание относительно высоки.
Техническим результатом предлагаемого изобретения является повышение долговечности сварных изделий, стабильности их геометрических форм.
Технический результат изобретения достигается тем, что в способе снижения остаточных сварочных напряжений, включающем воздействие потоком дроби, направленным на поверхность сварного соединения, осуществляют импульсное воздействие путем выстрела свинцовой дробью диаметром 1,75-2,75 мм с удельной энергией 30-60 Дж/см2.
На основании патентного поиска, проведенного по доступным источникам информации, отличительных признаков, указанных в формуле предлагаемого изобретения не обнаружено.
В связи с этим данное техническое решение соответствует критерию «существенные отличия».
Пример. Снижение остаточных напряжений в сварном образце. Образец - стыковое соединение двух пластин Ст3, габаритами 200×85×6 мм каждая. Сварка полуавтоматическая в углекислом газе за один проход проволокой ОК Aritorid диаметром 1,2 мм на режиме: ток - 200 А, напряжение - 20 В, скорость подачи проволоки 500 м/час. Контроль полученного соединения не выявил сварочных дефектов.
На поверхности каждой из двух пластин с лицевой и тыльной стороны чертилкой наносили координатные сетки с шагом 10×10 мм. В узлах координатной сетки магнитоупругим измерителем механических напряжений ИМН-4М (разработка Воронежского государственного технического университета) определяли остаточные сварочные напряжения. Образец закрепляли струбцинами на опоре. Обеспечивали все предусмотренные правила безопасности при использовании охотничьего оружия /1/. В левую пластину образца производили выстрел с расстояния 10 метров из ружья охотничьего самозарядного МР-153 (ТУ 7186-028-07539044-98) двенадцатого калибра, заряженного патроном охотничьим дробовым «Элит» (ГОСТ 50530-2010, ТУ 7272-001-56887860-02). Количество свинцовых дробинок (ГОСТ 7837-76) №7 диаметром 2,5 мм в стандартном снаряде 340 штук общей массой 32 грамма. Стоимость одного патрона в разном исполнении по состоянию на 2014 год 0,2…0,4 доллара США.
Скорость снаряда дроби №7 на расстоянии 10 м от ствола равна 306 м/с /2, стр.182/. Кинетическая энергия дроби массой 0,032 кг при скорости 306 м/с составила:

После выстрела, никак не повредившего образец, в тех же узлах координатной сетки, что и до выстрела, снова провели определение остаточных напряжений тем же прибором с участием того же оператора-измерителя.
Установили следующее. В том участке левой пластины площадью S ≈42 см2 , на который пришелся основной импульс массы дроби с удельной энергией w=WK/S=1498/42=35,7 Дж/см2 снижение уровня остаточных сварочных напряжений составило ≈43%. Измерения с тыльной стороны той же левой пластины показали снижение напряжений на ≈21%, что однозначно свидетельствует о релаксации по всей толщине пластины. В правой пластине стыкового образца исследования с лицевой и тыльной стороны заметного изменения уровня напряжений до и после воздействия не выявили. Влияние величины удельной энергии выстрела на уровень остаточных напряжений и состояние сварного соединения отражает таблица. Сведения, занесенные в таблицу, получены эмпирически.
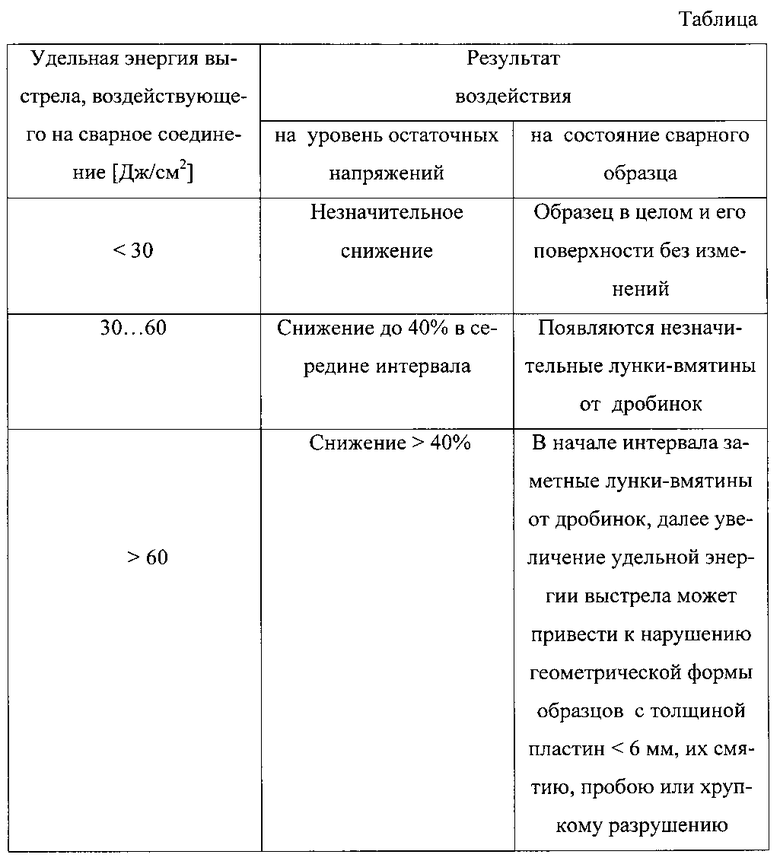
На основании приведенных в таблице данных обработку реальных сварных изделий и образцов с целью снижения остаточных напряжений производили, выбирая удельную энергию выстрела в интервале 30…60 Дж/см2 в зависимости от толщины деталей, входящих в соединения и особенностей их конструкции. В ряде случаев последовательно формируют зоны без высоких напряжений неоднократным воздействием.
Технико-экономический эффект предлагаемого способа выражается в повышении долговечности изделий, стабильности их геометрических форм за счет эффективного, высокопроизводительного, низкозатратного снижения остаточных напряжений в ответственных сварных узлах, предотвращающего их разрушение. Минимизируются деформации, вызывающие биения, заклинивания деталей машин и механизмов.
Литература
1. Виноградов А.Н. Большая энциклопедия охоты / А.Н. Виноградов, В.В. Ликсо, В.Н. Шунков.- Минск: Харвест. 2011. - 480 с: ил.
2. Основы спортивной охоты. -М., Воениздат, 1970 г.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ получения остаточных напряжений растяжения на лицевой и напряжений сжатия на тыльной сторонах сварного соединения толщиной ≤10 мм | 2017 |
|
RU2676119C1 |
| Способ получения стыкового сварного соединения с заданным положением концентратора растягивающих остаточных напряжений | 2016 |
|
RU2669669C2 |
| Способ определения ширины зоны концентратов растягивающих остаточных сварочных напряжений стыкового соединения из стали | 2017 |
|
RU2670350C2 |
| Способ определения вида остаточных сварочных напряжений | 2017 |
|
RU2687528C2 |
| СПОСОБ ОПРЕДЕЛЕНИЯ МЕХАНИЧЕСКИХ НАПРЯЖЕНИЙ | 2009 |
|
RU2445591C2 |
| Учебный прибор по сопротивлению материалов | 1988 |
|
SU1624502A1 |
| Способ изготовления изделий из трубных заготовок | 2017 |
|
RU2659539C1 |
| ПРОФИЛЬНОЕ ФОРМОВАНИЕ МЕТАЛЛОВ ПОСРЕДСТВОМ ЛАЗЕРНОЙ ПРОКОВКИ | 2000 |
|
RU2228234C2 |
| СПОСОБ ДИФФУЗИОННОЙ СВАРКИ ЗАГОТОВОК ИЗ ТИТАНОВОГО СПЛАВА ОТ4-1 | 2011 |
|
RU2496622C2 |
| Способ сварки станины механического пресса | 1986 |
|
SU1349937A1 |
Изобретение относится к способу снижения остаточных напряжений и может быть использовано при производстве сварных конструкций. Воздействуют потоком дроби направленным на поверхность сварного соединения. Воздействие потоком дроби осуществляют путем выстрела свинцовой дробью диаметром 1,75-2,75 мм с удельной энергией 30-60 Дж/см2. Изобретение позволяет повысить долговечность сварных изделий, стабильность их геометрических форм. 1 табл., 1 пр.
Способ обработки поверхности сварного соединения потоком дроби, заключающийся в том, что поверхность сварного соединения обрабатывают потоком свинцовой дроби диаметром 1,75-2,75 мм, который направляют посредством выстрела с удельной энергией 30-60 Дж/см2.
| ОРЛОВ П.И | |||
| Основы конструирования: справочно-методическое пособие | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| " изд | |||
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| " М.:МАШИНОСТРОЕНИЕ, 1988, с.284 | |||
| Способ снятия остаточных напряжений в металлических конструкциях | 1983 |
|
SU1227691A1 |
| Способ обработки сварных металлоконструкций | 1987 |
|
SU1420035A1 |
| US 6932876 B1, 23.08.2005 | |||
| JP 2007277601 A, 25.10.2007. | |||

