4; to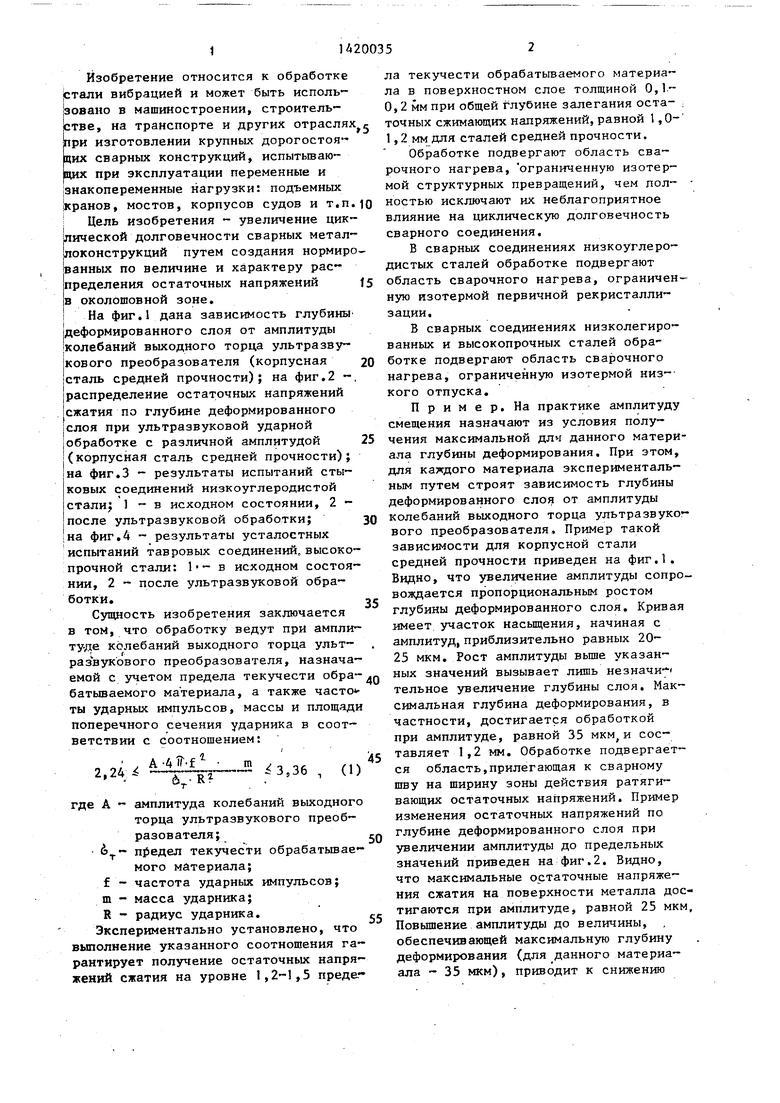
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ УЛЬТРАЗВУКОВОЙ ОБРАБОТКИ СВАРНЫХ МЕТАЛЛОКОНСТРУКЦИЙ | 2008 |
|
RU2394919C1 |
| СПОСОБ УЛЬТРАЗВУКОВОЙ ОБРАБОТКИ СВАРНЫХ МЕТАЛЛОКОНСТРУКЦИЙ | 2010 |
|
RU2447162C2 |
| Способ упрочнения деталей типа тел вращения | 1984 |
|
SU1235932A1 |
| Способ термической обработки сварных соединений | 1989 |
|
SU1719446A1 |
| СПОСОБ РЕМОНТНО-ВОССТАНОВИТЕЛЬНЫХ РАБОТ НА ТРУБАХ МАГИСТРАЛЬНЫХ ТРУБОПРОВОДОВ | 2004 |
|
RU2277667C1 |
| СПОСОБ УПРОЧНЕНИЯ СТЕНОК МЕТАЛЛИЧЕСКИХ СОСУДОВ | 2008 |
|
RU2379172C1 |
| УЛЬТРАЗВУКОВОЙ ИНСТРУМЕНТ ДЛЯ СНЯТИЯ ОСТАТОЧНЫХ НАПРЯЖЕНИЙ И УПРОЧНЕНИЯ ПОВЕРХНОСТЕЙ МЕТАЛЛОВ | 2004 |
|
RU2252859C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗАГОТОВКИ ПУСТОТЕЛОЙ ЛОПАТКИ ДЛЯ ГАЗОТУРБИННОГО ДВИГАТЕЛЯ | 2009 |
|
RU2423216C2 |
| Коррозионностойкая литейная сталь | 1980 |
|
SU901336A1 |
| СПОСОБ ТОРМОЖЕНИЯ РОСТА УСТАЛОСТНЫХ ТРЕЩИН В ТОЛСТОЛИСТОВОМ МАТЕРИАЛЕ | 2012 |
|
RU2517076C2 |
Изобретение относится к обработке стали вибрацией и может быть ис- .. пользовано в машиностроении, строи- тельстве, на транспорте и других отраслях при изготовлении крупных рогостоящих сварных конструкций, испытывающих при эксплуатации переменные и знакопеременные нагрузки: подъемных кранов, мостов, корпусов судов и т.д. Цель изобретения - увеличение циклической долговечности сварных металлоконструкций путем создания нормированньис по величине и характеру распределения остаточных напряжений в околошовной зоне. Область, прилегающую к сварному шву, подвергают обрабо.тке с помощью ультразвукового ударного инструмента, при этом амплитуду колебаний выходного торца А преобразователя задают из соотношения 2,24 i A4ff -m/io R 3,36, где 6,,, предел текучести стали; f - частота ударных импульсов; m - масса ударника; R - радиус ударника. 2 з.п. ф-лы, -4 ил. а сл
со ел
Изобретение относится к обработке тали вибрацией и может быть исполь |3оваио в машиностроении, строитель- Ьтве, на транспорте и других отраслях при изготовлении крупных дорогостоя чих сварных конструкций, испытьгоаю- пщх при эксплуатации переменные и знакопеременные нагрузки: подъемных ранов, мостов, корпусов судов и т.п. I Цель изобретения увеличение циклической долговечности сварных метал- |Локонструкций путем создания нормированных по величине и характеру распределения остаточных напряжений в околошовной зоне,
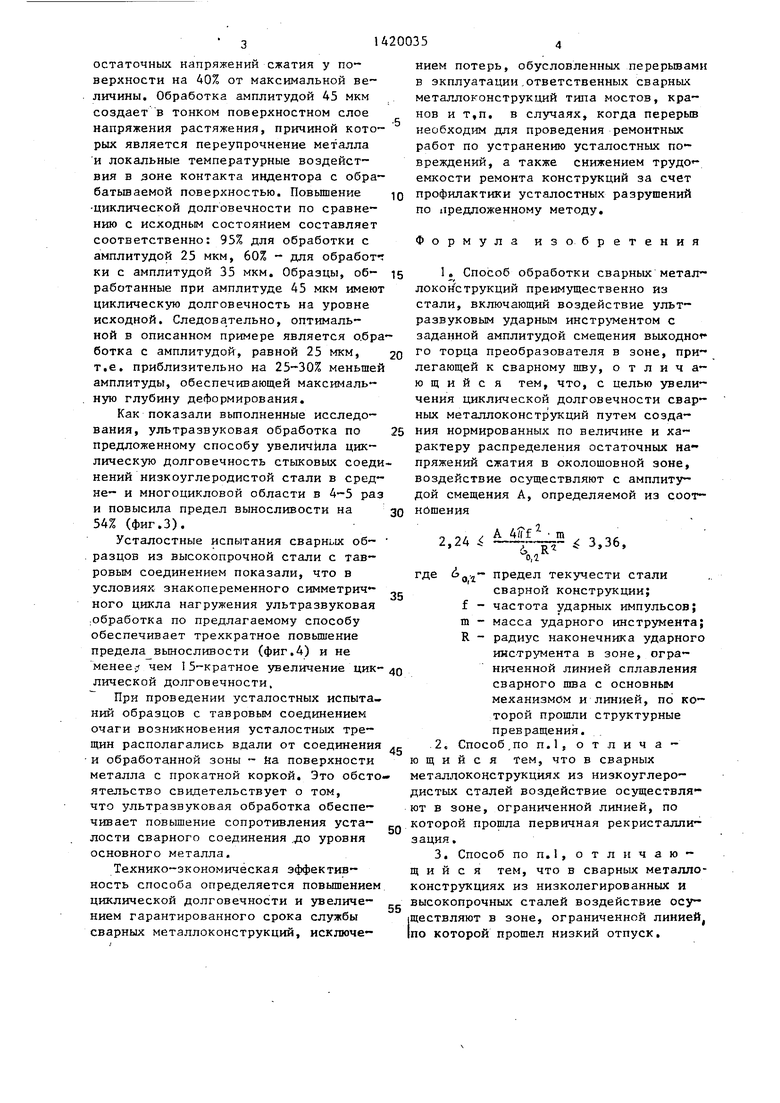
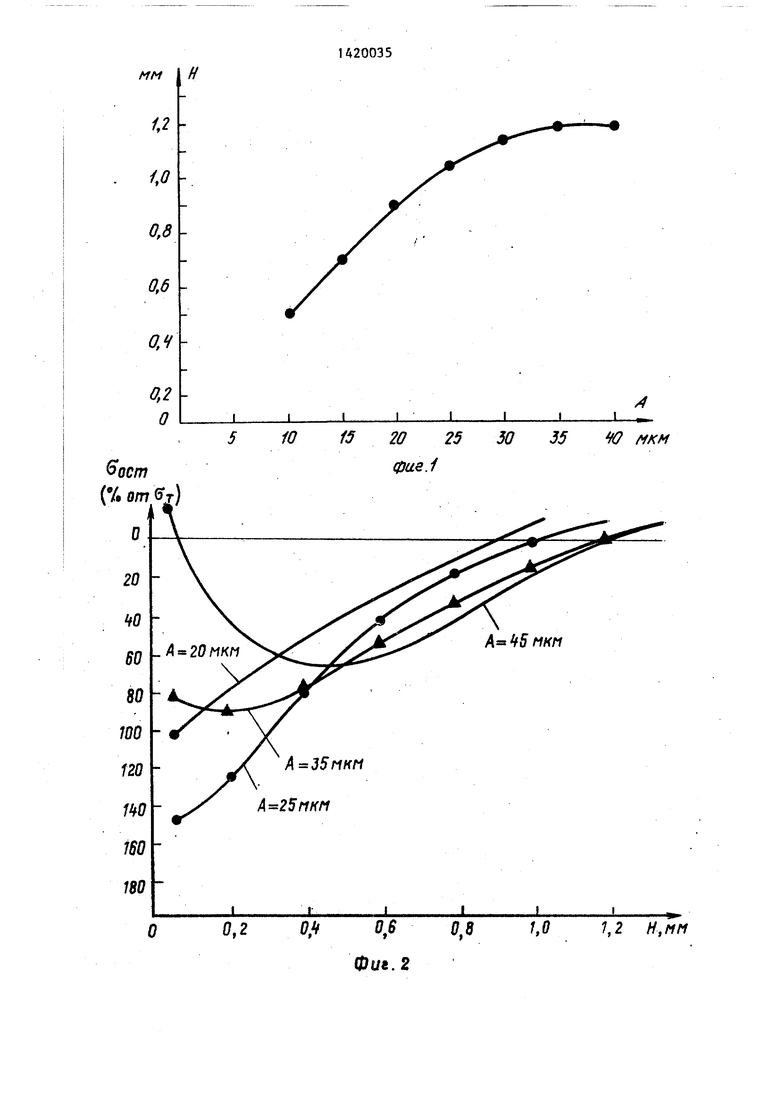
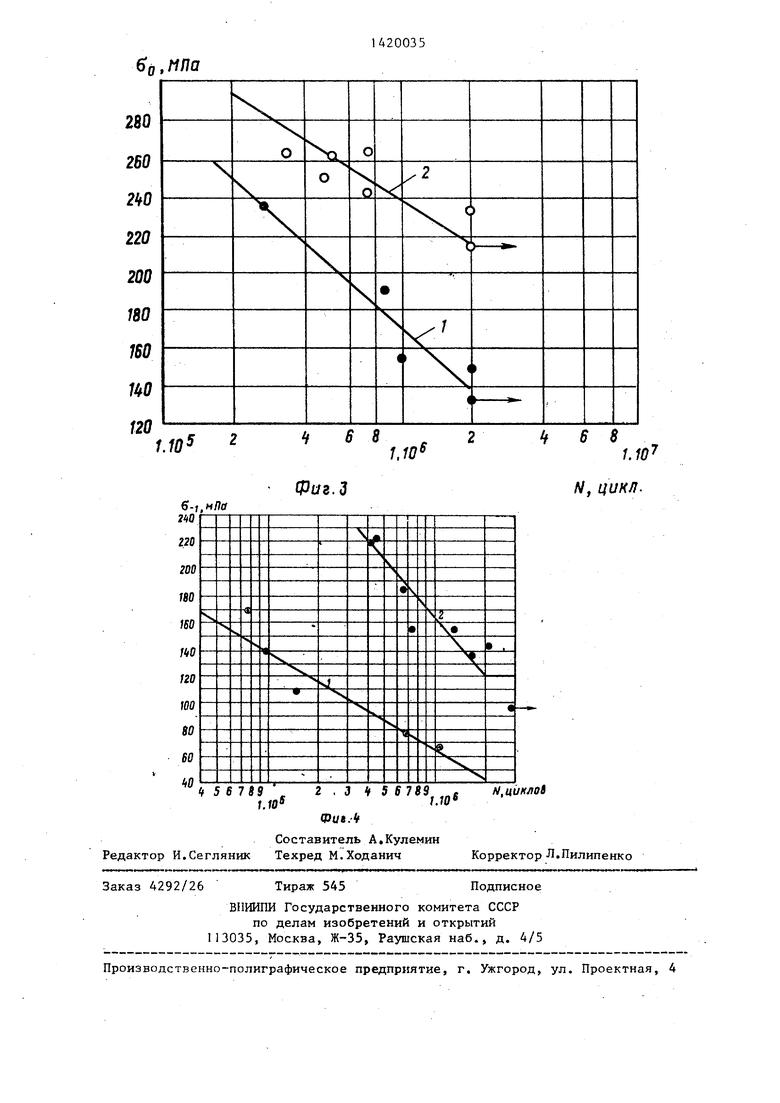
I На фиг. дана зависимость глубины |деформированного слоя от амплитуды Колебаний выходного торца ультразву 1КОВОГО преобразователя (корпусная сталь средней прочности); на фиг.2 -, распределение остаточных напряжений сжатия по глубине деформированного |слоя при ультразвуковой ударной Iобработке с различной амплитудой |(корпусная сталь средней прочности); I на фиг.З - результаты испытаний сты ковых соединений низкоуглеродистой сталиj 1 в исходном состоянии, 2 - после ультразвуковой обработки; |на фиг.4 - результаты усталостных испытаний тавровых соединений, высоко™ прочной стали: 1 - в исходном состоя НИИ, 2 после ультразвуковой обра ботки.
Супщость изобретения заключается в том, что обработку ведут при ампли ту-де колебаний выходного торца ультразвукового преобразователя, назнача емой с учетом предела текучести обра батываемого материала, а также часто - ты ударных импульсов, массы и площади поперечного сечения ударника в соответствии с соотношением:
.. - .36, (1)
где А амплитуда колебаний выходного торца ультразвукового преобразователя;6 предел текучести обрабатывае мого материала;
f - частота ударных импульсов; m - масса ударника; R - радиус ударника.
Экспериментально установлено, что вьшолнение указанного соотношения гарантирует получение остаточных напряжений сжатия на уровне 1,2-1,5 преде
5
0 5 О
д
Q
е
5
ла текучести обрабатьгоаемого материала в поверхностном слое толщиной 0,1 0,2 мм при общей глубине залегания оста- ; точных сжимающих напряжений, равной 1,0- 1,2 мм для сталей средней прочности.
Обработке подвергают область сварочного нагрева, ограниченную изотермой структурных превращений, чем полностью исключают их неблагоприятное влияние на циклическую долговечность сварного соединения.
В сварных соединениях низкоуглеродистых сталей обработке подвергают область сварочного нагрева, ограниченную изотермой первичной рекристаллизации.
В сварных соединениях низколегированных и высокопрочных сталей обработке подвергают область сварочного нагрева, ограниченную изотермой низкого отпуска.
Пример. На практике амплитуду смещения назначают из условия получения максимальной длч данного материала глубины деформирования. При этом, для каждого материала экспериментальным путем строят зависимость глубины деформированного слоя от амплитуды колебаний выходного торца ультразвукового преобразователя Пример такой зависимости для корпусной стали средней прочности приведен на фиг.1. Видно, что увеличение амплитуды сопровождается пропорциональным ростом глубины деформированного слоя. Кривая имеет участок насыщения, начиная с амплитуд, приблизительно равных 20- 25 мкм. Рост амплитуды выше указанных значений вызывает лишь незначи- тельное увеличение глубины слоя. Максимальная глубина деформирования, в частности, достигается обработкой при амплитуде, равной 35 составляет 1,2 мм. Обработке подвергается область,прилегающая к сварному шву на ширину зоны действия ратяги- вающнх остаточных напряжений. Пример изменения остаточных напряжений по глубине деформированного слоя при увеличении амплитуды до предельных значений приведен на фиг.2. Видно, что максимальные остаточные напряжения сжатия на поверхности металла достигаются при амплитуде, равной 25 мкм. Повышение амплитуды до величины, обеспечивающей максимальную глубину деформирования (для данного материа- ала 35 мкм), приводит к снижению
остаточных напряжений сжатия у поверхности на 40% от максимальной величины. Обработка амплитудой 45 мкм создает в тонком поверхностном слое напряжения растяжения, причиной которых является переупрочнение металла и локальные температурные воздействия в зоне контакта индентора с обра- батьюаемой поверхностью. Повышение циклической долговечности по сравнению с исходным состоянием составляет соответственно: 95% для обработки с амплитудой 25 мкм, 60% - для обработт ки с амплитудой 35 мкм. Образцы, обработанные при амплитуде 45 мкм имеют циклическую долговечность на уровне исходной. Следовательно, оптимальной в описанном примере является о.бра ботка с амплитудой, равной 25 мкм, т.е. приблизительно на 25-30% меньшей амплитуды, обеспечивающей максимальную глубину деформирования.
Как показали выполненные исследования, ультразвуковая обработка по предложенному способу увеличила циклическую долговечность стыковых соеди нений низкоуглеродистой стали в средне- и многоцикловой области в 4-5 раз и повысила предел выносливости на 54% (фиг.З).
Усталостные испытания сварных образцов из высокопрочной стали с тавровым соединением показали, что в условиях знакопеременного симметричного цикла нагружения ультразвуковая :0бработка по предлагаемому способу обеспечивает трехкратное повышение предела вьиосливости (фиг.4) и не менее чем 1 5-кратное увеличение циклической долговечности.
При проведении усталостных испытаний образцов с тавровым соединением очаги возникновения усталостных трещин располагались вдали от соединения и обработанной зоны йа поверхности металла с прокатной коркой. Это обсто ятельство свидетельствует о том, что ультразвуковая обработка обеспечивает повышение сопротивления усталости сварного соединения ,до уровня основного металла,
Технико-экономическая эффективность способа определяется повышением циклической долговечности и увеличением гарантированного срока службы сварных металлоконструкций, исключением потерь, обусловленных перерьгоами в экплуатадии,ответственных сварных металлоконструкций типа мостов, кранов и т,п. в случаях, когда перерыв необходим для проведения ремонтных работ по устранению усталостных повреждений, а также снижением трудо - емкости ремонта конструкций за счет профилактики усталостных разрушений по предложенному методу.
Формула изобретения
Способ обработки сварных метал- локон струкций преимущественно из стали, включающий воздействие ультразвуковым ударным HHCTpi MeHTOM с заданной амплитудой смещения выходное
го торца преобразователя в зоне, прилегающей к сварному шву, о т л и ч а- ю щ и и с я тем, что, с целью увеличения циклической долговечности сварных металлоконструкций путем создания нормированных по величине и характеру распределения остаточных напряжений сжатия в околошовной зоне, воздействие осуществляют с амплитудой смещения А, определяемой из соотношения
2,24
А
5 3,36,
0,1
где o l предел текучести стали gсварной конструкции;
f - частота ударных импульсов; m - масса ударного инструмента; R - радиус наконечника ударного
инструмента в зоне, огра- Qниченной линией сплавления
сварного шва с основным механизмом и линией, по которой прошли структурные превращения.
.2, Способ,по п.1,отлича- ю щ и и с я тем, что в сварных металлоконструкциях из низкоуглеро- дистых сталей воздействие осуществля ют в зоне, ограниченной линией, по
,, которой прошла первичная рекристаллк- 0
3 ация.
10
15
б оС/77
V. от 6;)
J
О
20
fiu
60
80
100
120
т т
180
А 35мнм А-25пкп
0,2
OJf
20 25 фие.-f
30 3S
мкм
Д 5 мкм
0,Ь
7,2 //,л//
бд.мпа
| Кудрявцев В.И, Исследования по упрочнению деталей машин | |||
| Кн | |||
| III, М.: Машиностроение, 1977, с. | |||
| Статников Е.Ш | |||
| и др | |||
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
