ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
[0001] Настоящее изобретение относится к стальному материалу, и конкретно относится к стальному материалу, подходящему для использования в качестве материала ударопоглощающего элемента, в котором подавляется образование трещин при ударе, и, дополнительно к этому, эффективное напряжение пластического течения имеет высокое значение. Настоящая заявка основывается на и испрашивает приоритет в соответствии с японской патентной заявкой № 2012-161730, поданной 20 июля 2012 г., все содержание которой включено в настоящий документ посредством ссылки.
УРОВЕНЬ ТЕХНИКИ
[0002] В последние годы с точки зрения глобальной защиты окружающей среды требуется сокращение веса кузова автомобиля для сокращения выбросов углекислого газа автомобилями, и соответственно была поставлена цель упрочнения стального материала для автомобилей. Причина этого заключается в том, что путем повышения прочности стального материала становится возможным уменьшить толщину стального материала для автомобилей. Тем временем общественная потребность в плане улучшения безопасности при столкновении автомобилей постоянно растет, и становится желательным не только упрочнение стального материала, но также и разработка стального материала, обладающего превосходной ударопрочностью при столкновениях во время путешествий.
[0003] В этом случае соответствующие части стального материала для автомобиля во время столкновения деформируются с высокой скоростью деформации, составляющей несколько десятков (с-1) или больше, так что требуется материал из высокопрочной стали, обладающий превосходным свойством динамической прочности.
[0004] В качестве такого материала из высокопрочной стали известны низколегированная сталь TRIP (Transformation Induced Plasticity), имеющая большую статическо-динамическую разность (разность между статической прочностью и динамической прочностью), и высокопрочный стальной материал с многофазной структурой, такой как сталь с многофазной структурой, имеющая вторую фазу, сформированную главным образом из мартенсита.
[0005] Что касается низколегированной стали TRIP, например, Патентный документ 1 раскрывает высокопрочный лист стали с обусловленной превращением пластичностью (лист из стали TRIP) для поглощения энергии столкновения автомобиля, обладающий превосходным свойством динамической деформации.
[0006] Далее, что касается стального листа с многофазной структурой, имеющего вторую фазу, сформированную главным образом из мартенсита, он раскрывается в описываемых ниже документах.
[0007] Патентный документ 2 раскрывает лист из высокопрочной стали, имеющий превосходный баланс прочности и пластичности, а также имеющий статическо-динамическую разность 170 МПа или больше, сформированный из мелкозернистого феррита, в котором средний диаметр ds нанокристаллических зерен, каждое из которых имеет диаметр кристаллического зерна 1,2 мкм или меньше, и средний диаметр dL микрокристаллических зерен, каждое из которых имеет диаметр кристаллического зерна более 1,2 мкм, удовлетворяют соотношению dL/ds≥3.
[0008] Патентный документ 3 раскрывает стальной лист, сформированный из двухфазной структуры, состоящей из мартенсита, средний диаметр зерна которого составляет 3 мкм или меньше, и мартенсита, средний диаметр зерна которого составляет 5 мкм или меньше, и обладающий высоким статическо-динамическим отношением.
[0009] Патентный документ 4 раскрывает холоднокатаный стальной лист, обладающий превосходным свойством поглощения удара, содержащий 75 мас. % или более ферритной фазы, в которой средний диаметр зерна составляет 3,5 мкм или меньше, и остаток, состоящий из мартенсита отпуска.
[0010] Патентный документ 5 раскрывает холоднокатаный стальной лист, в котором применяется предварительная деформация для создания двухфазной структуры, образованной из феррита и мартенсита, и в котором статическо-динамическая разность при скорости деформации от 5×102 до 5×103/с составляет 60 МПа или больше.
[0011] Далее, Патентный документ 6 раскрывает высокопрочный горячекатаный стальной лист, обладающий превосходной ударопрочностью, сформированный только из твердой фазы, такой как бейнит, в количестве 85 мас. % или больше, а также мартенсита.
ДОКУМЕНТЫ ПРЕДШЕСТВУЮЩЕГО УРОВНЯ ТЕХНИКИ
ПАТЕНТНЫЕ ДОКУМЕНТЫ
[0012] Патентный документ 1: Японская выложенная заявка № H11-80879
Патентный документ 2: Японская выложенная заявка №2006-161077
Патентный документ 3: Японская выложенная заявка №2004-84074
Патентный документ 4: Японская выложенная заявка №2004-277858
Патентный документ 5: Японская выложенная заявка №2000-17385
Патентный документ 6: Японская выложенная заявка №H11-269606
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
ПРОБЛЕМЫ, РЕШАЕМЫЕ ИЗОБРЕТЕНИЕМ
[0013] Однако, обычным стальным материалам, использующимся для ударопоглощающих элементов, присущи следующие проблемы. В частности, для того чтобы улучшить поглощение энергии удара ударопоглощающим элементом (который в дальнейшем также упоминается просто как "элемент"), существенным является увеличить прочность стального материала, из которого изготовляется ударопоглощающий элемент (который в дальнейшем также упоминается просто как «стальной материал»).
[0014] Однако, как описано в публикации «Journal of the Japan Society for Technology of Plasticity» vol. 46, No. 534, стр. 641 to 645, средняя нагрузка (Fave), определяющая поглощаемую энергию удара, определяется таким образом, что Fave∝ (σY·t2)/4, где σY обозначает эффективное напряжение пластического течения, а t обозначает толщину листа, и таким образом поглощаемая энергия удара в значительной степени зависит от толщины листа стального материала. Следовательно, существует ограничение на реализацию как уменьшения толщины, так и высокой способности к поглощению удара поглощающим элементом за счет лишь увеличения прочности стального материала.
[0015] Здесь напряжение пластического течения соответствует напряжению, требуемому для того, чтобы последовательно вызвать пластическую деформацию в начале или после начала пластической деформации, а эффективное напряжение пластического течения означает напряжение пластического течения, которое учитывает толщину листа и форму стального материала, а также скорость изменения напряжения, приложенного к элементу при ударе.
[0016] В связи с этим, например, как описывается в публикации международной патентной заявке WO 2005/010396, в публикации международной патентной заявке WO 2005/010397, и в публикации международной патентной заявке WO 2005/010398, энергия удара, поглощаемая ударопоглощающим элементом, также в значительной степени зависит от формы элемента.
[0017] В частности, путем оптимизации формы ударопоглощающего элемента таким образом, чтобы увеличить рабочую нагрузку пластической деформации, имеется возможность того, что энергия удара, поглощаемая ударопоглощающим элементом, может быть резко увеличена до такого уровня, который не может быть достигнут при помощи одного лишь увеличения прочности стального материала.
[0018] Однако даже тогда, когда форма ударопоглащающего элемента оптимизирована для того, чтобы увеличить рабочую нагрузку пластической деформации, если стальной материал не обладает деформируемостью, способной выдержать рабочую нагрузку пластической деформации, трещины на ударопоглащающем элементе образуются на ранней стадии, до того, как ожидаемая пластическая деформация будет завершена, что приводит к тому, что рабочая нагрузка пластической деформации не может быть увеличена, и резко увеличить поглощаемую энергию удара становится невозможным. Далее, образование трещин на ударопоглащающем элементе на ранней стадии может привести к неожиданной ситуации, в которой повреждается другой элемент, являющийся смежным с ударопоглащающим элементом.
[0019] Обычные методы нацелены на увеличение динамической прочности стального материала на основе технической идеи о том, что энергия удара, поглощаемая ударопоглащающим элементом, зависит от динамической прочности стального материала, но существует случай, когда, при нацеленности только на увеличение динамической прочности стального материала, деформируемость значительно понижается. Соответственно, даже если форма ударопоглащающего элемента оптимизируется для того, чтобы увеличить рабочую нагрузку пластической деформации, не всегда возможно резко увеличить энергию, поглощаемую ударопоглащающим элементом.
[0020] Далее, поскольку форма ударопоглащающего элемента изучалась в предположении, что используется стальной материал, произведенный на основе вышеописанной технической идеи, оптимизация формы ударопоглащающего элемента изучалась сначала на основе деформируемости существующего стального материала в качестве предпосылки, и таким образом само исследование того, что деформируемость стального материала увеличивается, а форма ударопоглащающего элемента оптимизируется для того, чтобы увеличить рабочую нагрузку пластической деформации, до сих пор в достаточной степени не проводилось.
[0021] Задачей настоящего изобретения является предложить стальной материал, подходящий для изготовления ударопоглащающего элемента, имеющего высокое эффективное напряжение пластического течения и таким образом имеющего высокое значение поглощаемой энергии удара, в котором подавлено образование трещин при приложении ударной нагрузки, а также способ его производства.
СРЕДСТВА ДЛЯ РЕШЕНИЯ ЗАДАЧИ
[0022] Как было описано выше, для того чтобы увеличить энергию удара, поглощаемую ударопоглащающим элементом, важно оптимизировать не только стальной материал, но также и форму ударопоглащающего элемента с тем, чтобы увеличить рабочую нагрузку пластической деформации.
[0023] Что касается стального материала, важно увеличить эффективное напряжение пластического течения для того, чтобы увеличить рабочую нагрузку пластической деформации одновременно с подавлением образования трещин при приложении ударной нагрузки так, чтобы форма ударопоглащающего элемента, способного к увеличению рабочей нагрузки пластической деформации, могла быть оптимизирована.
[0024] Авторы настоящего изобретения провели серьезные исследования в части способа подавления образования трещин при приложении ударной нагрузки и увеличения эффективного напряжения пластического течения стального материала для того, чтобы увеличить энергию удара, поглощаемую ударопоглащающим элементом, и получили новые результаты, которые будут описаны ниже.
[0025] [Повышение поглощаемой энергии удара]
(1) Для того, чтобы увеличить энергию удара, поглощаемую стальным материалом, эффективно увеличить эффективное напряжение пластического течения при величине истинной деформации 5% (что в дальнейшем будет описано как «напряжение пластического течения при 5%»).
[0026] (2) Для того, чтобы увеличить напряжение пластического течения при 5%, эффективно увеличить предел текучести и коэффициент деформационного упрочнения в области малых деформаций.
[0027] (3) Для того, чтобы увеличить предел текучести, необходимо выполнить измельчение структуры стали.
[0028] (4) Для того, чтобы увеличить коэффициент деформационного упрочнения в области малых деформаций, эффективно существенно увеличить плотность дислокаций в области малых деформаций.
[0029] (5) Для того, чтобы эффективно увеличить плотность дислокаций в области малых деформаций, эффективно увеличить долю малоугловых границ зерна (границ зерна с углом разориентации меньше чем 15°) в границах кристаллического зерна. Причина этого заключается в том, что хотя высокоугловая граница зерна легко становится стоком (местом взаимного уничтожения) накопленных дислокаций, дислокации легко накапливаются на малоугловой границе зерна, и по этой причине путем увеличения доли малоугловых границ зерна становится возможным эффективно увеличить плотность дислокаций даже в области малых деформаций.
[0030] [Подавление образования трещин при приложении ударной нагрузки]
(6) Когда на ударопоглащающем элементе во время приложения ударной нагрузки образуется трещина, поглощаемая энергия удара уменьшается. Далее, может иметь место такой случай, когда повреждается другой элемент, смежный с ударопоглащающим элементом.
[0031] (7) Когда увеличивается прочность, в частности предел текучести стального материала, чувствительность к трещинам во время приложения ударной нагрузки (которые в дальнейшем также упоминаются как «ударные трещины») становится высокой (чувствительность в дальнейшем также упоминается как «чувствительность к ударным трещинам»).
[0032] (8) Для того, чтобы подавить образование ударных трещин, эффективно увеличить равномерную пластичность, локальную пластичность и вязкость разрушения.
[0033] (9) Для того, чтобы увеличить равномерную пластичность, эффективно создать многофазную структуру, состоящую из феррита в качестве главной фазы и остатка, сформированного из второй фазы, содержащей один или два или больше элементов, выбранных из группы, состоящей из бейнита, мартенсита и аустенита.
[0034] (10) Для того, чтобы увеличить локальную пластичность, эффективно сделать вторую фазу мягкой и обеспечить второй фазе пластическую деформируемость, равную пластической деформируемости феррита, являющегося главной фазой.
[0035] (11) Для того, чтобы увеличить вязкость разрушения, эффективно измельчить феррит, являющийся главной фазой, а также вторую фазу.
[0036] Настоящее изобретение сделано на основе вышеописанных новых результатов, и его суть заключается в следующем.
[0037] [1] Стальной материал, имеющий следующий химический состав: C: больше чем 0,05 мас. % и до 0,2 мас. %, Mn: от 1 мас. % до 3 мас. %, Si: больше чем 0,5 мас. % и до 1,8 мас. %, Al: от 0,01 мас. % до 0,5 мас. %, N: от 0,001 мас. % до 0,015 мас. %, Ti или суммарное содержание ванадия и титана: больше чем 0,1 мас. % и до 0,25 мас. %, Ti: 0,001 мас. % или больше, Cr: от 0 мас. % до 0,25 мас. %, Mo: от 0 мас. % до 0,35 мас. % и остаток, состоящий из железа и примесей, причем стальной материал имеет структуру стали, являющуюся многофазной структурой с главной фазой из феррита, занимающей 50% площади или больше, и второй фазой, содержащей один или два или больше компонентов, выбранных из группы, состоящей из бейнита, мартенсита и аустенита, причем средняя нанопрочность вышеописанной второй фазы составляет менее 6,0 ГПа, и когда граница, на которой разориентация кристаллов становится равной или больше 2°, определяется как граница зерна, и область, окруженная границей зерна, определяется как кристаллическое зерно, средний диаметр зерна для всех кристаллических зерен в вышеописанной главной фазе и в вышеописанной второй фазе составляет 3 мкм или меньше, а доля длины малоугловых границ зерна, на которых разориентация составляет от 2° до меньше чем 15°, в длине всех границ зерна составляет 15% или больше.
[0038] [2] Стальной материал в соответствии с п. [1], который содержит один или два элемента, выбранных из группы, состоящей из Cr: от 0,05 мас. % до 0,25 мас. %, и Mo: от 0,1 мас. % до 0,35 мас. %.
ЭФФЕКТ ИЗОБРЕТЕНИЯ
[0039] В соответствии с настоящим изобретением, становится возможным получить ударопоглащающий элемент, способный к подавлению или полному устранению образования на нем трещин при приложении ударной нагрузки, и имеющий высокое значение эффективного напряжения пластического течения, так что становится возможным резко увеличить энергию удара, поглощаемую ударопоглащающим элементом. Путем применения вышеописанного ударопоглащающего элемента становится возможным дополнительно повысить уровень безопасности при столкновении автомобиля и подобного изделия, что является чрезвычайно полезным для промышленности.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
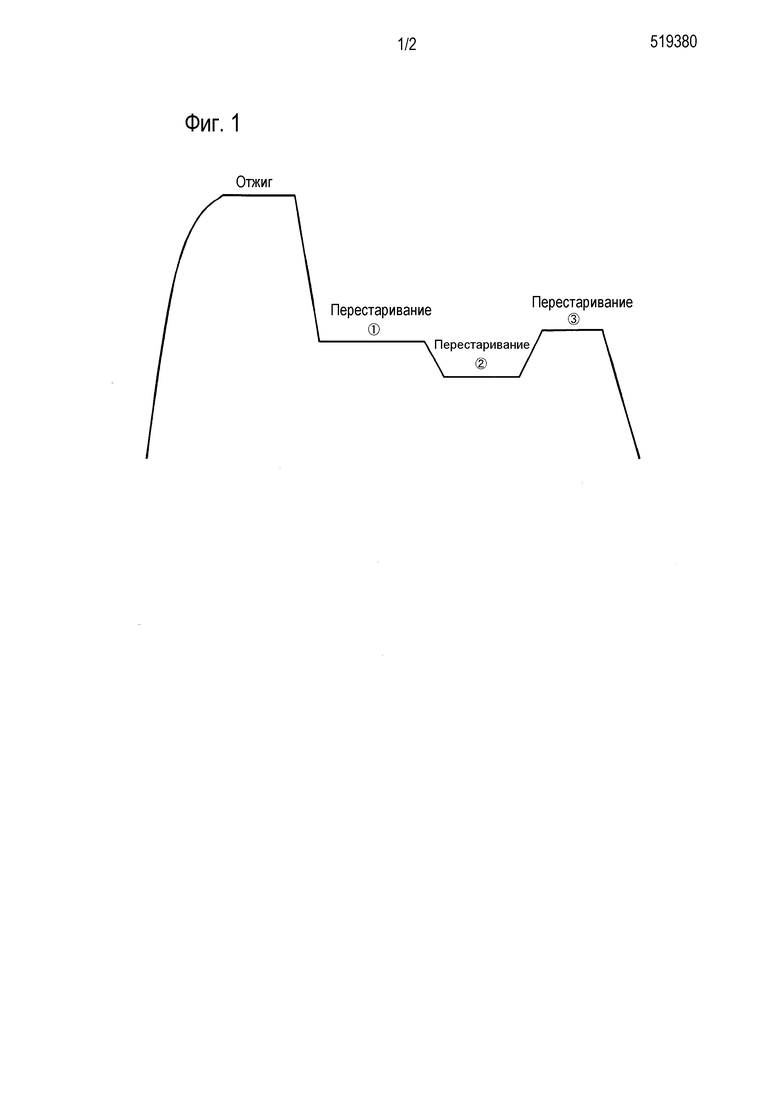
[0040] Фиг. 1 иллюстрирует термическую историю в процессе термической обработки непрерывным отжигом;
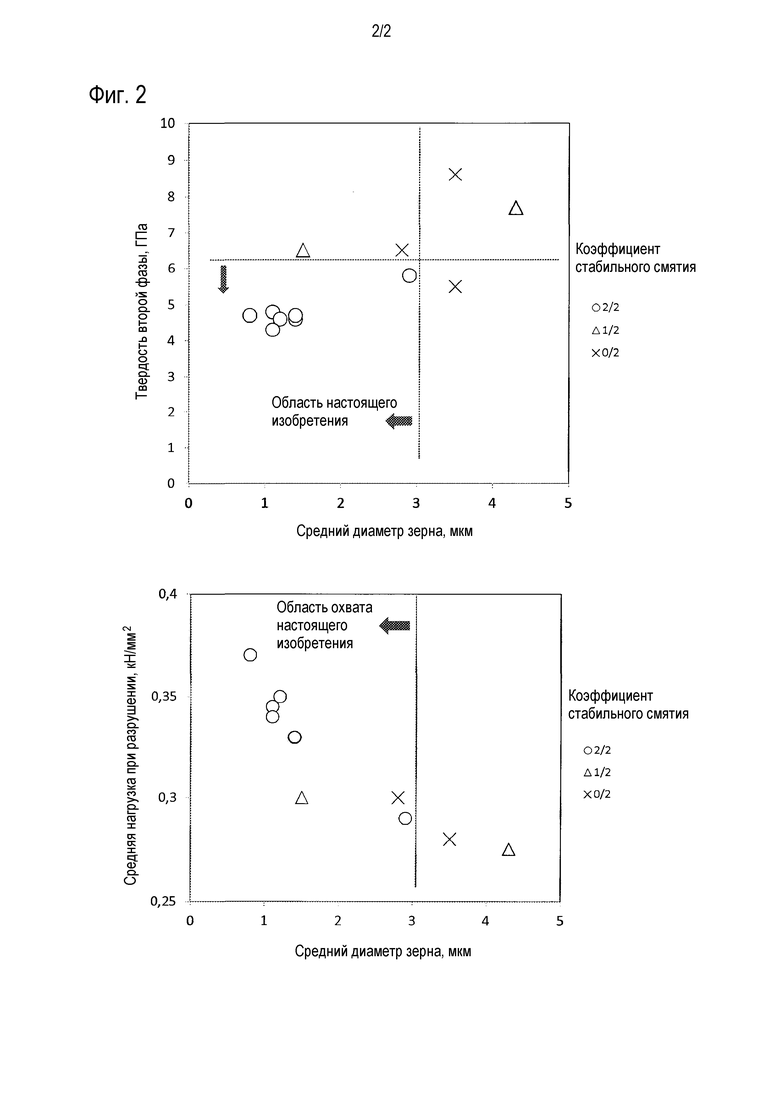
Фиг. 2 представляет собой график, иллюстрирующий зависимость твердости второй фазы и коэффициента стабильного смятия от среднего диаметра зерна, полученную путем испытания на осевое разрушение, в котором значок ο означает, что стабильное смятие происходит без образования трещин, значок Δ означает, что трещина образуется с вероятностью 1/2, а значок × означает, что трещина образуется с вероятностью 2/2, и происходит нестабильное смятие; и
Фиг. 3 представляет собой график, иллюстрирующий взаимосвязь между средним диаметром зерна и средней нагрузкой при разрушении, полученную путем испытания на осевое разрушение.
ВАРИАНТ ОСУЩЕСТВЛЕНИЯ ИЗОБРЕТЕНИЯ
[0041] Далее настоящее изобретение будет описано подробно.
1. Химический состав
Следует отметить, что если не указано иное, проценты в последующем описании применительно к химическому составу означают массовые проценты.
[0042] (1) C: больше чем 0,05 мас. % и до 0,2 мас. %
Углерод выполняет функцию облегчения образования бейнита, мартенсита и аустенита, содержащихся во второй фазе, функцию улучшения предела текучести и прочности при растяжении путем увеличения прочности второй фазы, а также функцию улучшения предела текучести и прочности при растяжении путем упрочнения стали посредством упрочнения твердого раствора. Если содержание углерода составляет 0,05 мас. % или меньше, иногда бывает трудно достичь эффекта, обеспечиваемого вышеописанными функциями. Следовательно, содержание углерода должно быть больше чем 0,05 мас. %. С другой стороны, если содержание углерода превышает 0,2 мас. %, имеет место случай, когда мартенсит и аустенит чрезмерно упрочняются, что приводит к тому, что локальная пластичность значительно снижается. Следовательно, содержание углерода устанавливается равным 0,2 мас. % или меньше. Следует отметить, что настоящее изобретение включает случай, в котором содержание углерода составляет 0,2 мас. %.
[0043] (2) Mn: от 1 мас. % до 3 мас. %
Марганец выполняет функцию облегчения образования второй фазы, типичным примером которой являются бейнит и мартенсит, функцию улучшения предела текучести и прочности при растяжении путем упрочнения стали посредством упрочнения твердого раствора, а также функцию улучшения локальной пластичности путем увеличения прочности феррита посредством упрочнения твердого раствора и увеличения твердости феррита в условиях высоких деформаций. Если содержание марганца составляет меньше чем 1 мас. %, иногда бывает трудно достичь эффекта, обеспечиваемого вышеописанными функциями. Следовательно, содержание марганца устанавливается равным 1 мас. % или больше. Содержание марганца предпочтительно составляет 1,5 мас. % или больше. С другой стороны, если содержание марганца превышает 3 мас. %, имеет место случай, когда мартенсит и аустенит образуются в чрезмерном количестве, что приводит к тому, что локальная пластичность значительно снижается. Следовательно, содержание марганца устанавливается равным 3 мас. % или меньше. Содержание марганца предпочтительно составляет 2,5 мас. % или меньше. Следует отметить, что настоящее изобретение включает случай, когда содержание марганца составляет 1 мас. %, а также случай, когда содержание марганца составляет 3 мас. %.
[0044] (3) Si: больше чем 0,5 мас. % и до 1,8 мас. %
Кремний выполняет функцию улучшения однородной пластичности и локальной пластичности путем подавления образования карбида в бейните и мартенсите, а также функцию улучшения предела текучести и прочности при растяжении путем упрочнения стали посредством упрочнения твердого раствора. Если содержание кремния составляет 0,5 мас. % или меньше, иногда бывает трудно достичь эффекта, обеспечиваемого вышеописанными функциями. Следовательно, количество кремния должно быть больше чем 0,5 мас. %. Содержание кремния предпочтительно составляет 0,8 мас. % или больше, и более предпочтительно 1 мас. % или больше. С другой стороны, если содержание кремния превышает 1,8 мас. %, имеет место случай, в котором остается чрезмерное количество аустенита, и чувствительность к ударным трещинам становится очень высокой. Следовательно, содержание кремния устанавливается равным 1,8 мас. % или меньше. Содержание кремния предпочтительно составляет 1,5 мас. % или меньше, и более предпочтительно 1,3 мас. % или меньше. Следует отметить, что настоящее изобретение включает случай, когда содержание кремния составляет 1,8 мас. %.
[0045] (4) Al: от 0,01 мас. % до 0,5 мас. %
Алюминий выполняет функцию подавления образования включений в стали посредством раскисления, а также предотвращения ударных трещин. Однако, если содержание алюминия составляет меньше чем 0,01 мас. %, бывает трудно достичь эффекта, обеспечиваемого вышеописанной функцией. Следовательно, содержание алюминия устанавливается равным 0,01 мас. % или больше. С другой стороны, если содержание алюминия превышает 0,5 мас. %, оксид и нитрид становятся крупнозернистыми, что облегчает образование ударных трещин вместо того, чтобы предотвратить образование ударных трещин. Следовательно, содержание алюминия устанавливается равным 0,5 мас. % или меньше. Следует отметить, что настоящее изобретение включает случай, когда содержание алюминия составляет 0,01 мас. %, а также случай, когда содержание алюминия составляет 0,5 мас. %.
[0046] (5) N: от 0,001 мас. % до 0,015 мас. %
Азот выполняет функцию подавления роста зерен аустенита и феррита путем формирования нитрида, а также подавления образования ударных трещин путем измельчения структуры. Однако, если содержание азота составляет меньше чем 0,001 мас. %, становится трудно достичь эффекта, обеспечиваемого вышеописанной функцией. Следовательно, содержание азота устанавливается равным 0,001 мас. % или больше. С другой стороны, если содержание азота превышает 0,015 мас. %, нитрид становится крупнозернистым, что облегчает образование ударных трещин вместо того, чтобы подавить образование ударных трещин. Следовательно, содержание азота устанавливается равным 0,015 мас. % или меньше. Следует отметить, что настоящее изобретение включает случай, когда содержание азота составляет 0,001 мас. %, а также случай, когда содержание азота составляет 0,015 мас. %.
[0047] (6) Ti или суммарное содержание ванадия и титана: больше чем 0,1 мас. % и до 0,25 мас. %
Титан и ванадий выполняют функцию образования в стали карбидов, таких как TiC и VC, подавления роста крупных кристаллических зерен посредством пиннингового эффекта в отношении роста зерен феррита, а также подавления ударных трещин. Далее, титан и ванадий также выполняют функцию повышения предела текучести и прочности при растяжении путем упрочнения стали посредством дисперсионного упрочнения, обеспечиваемого карбидами TiC и VC. Если содержание титана или суммарное содержание ванадия и титана составляет 0,1 мас. % или меньше, достижение этих функций становится затруднительным. Следовательно, содержание титана или суммарное содержание ванадия и титана должно быть больше чем 0,1 мас. %. Предпочтительно содержание титана или суммарное содержание ванадия и титана составляет 0,15 мас. % или больше. С другой стороны, если содержание титана или суммарное содержание ванадия и титана превышает 0,25 мас. %, карбиды TiC и VC образуются в чрезмерном количестве, что увеличивает чувствительность к ударным трещинам вместо того, чтобы понизить чувствительность к ударным трещинам. Следовательно, содержание титана или суммарное содержание ванадия и титана устанавливается равным 0,25 мас. % или меньше. Предпочтительно содержание титана или суммарное содержание ванадия и титана составляет 0,23 мас. % или меньше. Следует отметить, что настоящее изобретение включает случай, когда содержание титана или суммарное содержание ванадия и титана составляет 0,25 мас. %.
[0048] (7) Ti: 0,001 мас. % или больше
Кроме того, эти функции проявляются более четко, когда в стали содержится 0,001 мас. % или больше титана. Следовательно, заданным условием является содержание титана 0,001 мас. % или больше. Хотя содержание ванадия может составлять 0 мас. %, оно предпочтительно устанавливается равным 0,1 мас. % или больше, и более предпочтительно 0,15 мас. % или больше. С точки зрения сокращения чувствительности к ударным трещинам содержание ванадия предпочтительно устанавливается равным 0,23 мас. % или меньше. Далее, содержание титана предпочтительно устанавливается равным 0,01 мас. % или меньше, и более предпочтительно устанавливается равным 0,007 мас. % или меньше.
[0049] Кроме того, также возможно, что один или два элемента из хрома и молибдена содержатся в качестве необязательных дополнительных элементов.
[0050] (8) Cr: от 0 мас. % до 0,25 мас. %
Хром является необязательным элементом и выполняет функцию увеличения прокаливаемости и облегчения образования бейнита и мартенсита, а также функцию повышения предела текучести и прочности при растяжении путем упрочнения стали посредством упрочнения твердого раствора. Для того, чтобы более надежно достичь этих функций, содержание хрома предпочтительно составляет 0,05 мас. % или больше. Однако, если содержание хрома превышает 0,25 мас. %, фаза мартенсита образуется в чрезмерном количестве, что увеличивает чувствительность к ударным трещинам. Следовательно, в том случае, когда хром содержится в стали, его содержание устанавливается равным 0,25 мас. % или меньше. Следует отметить, что настоящее изобретение включает случай, когда содержание хрома составляет 0,25 мас. %.
[0051] (9) Mo: от 0 мас. % до 0,35 мас. %
Молибден, подобно хрому, является необязательным элементом и выполняет функцию увеличения прокаливаемости и облегчения образования бейнита и мартенсита, а также функцию повышения предела текучести и прочности при растяжении путем упрочнения стали посредством упрочнения твердого раствора. Для того, чтобы более надежно достичь этих функций, содержание молибдена предпочтительно составляет 0,1 мас. % или больше. Однако если содержание молибдена превышает 0,35 мас. %, фаза мартенсита образуется в чрезмерном количестве, что увеличивает чувствительность к ударным трещинам. Следовательно, в том случае, когда молибден содержится в стали, его содержание устанавливается равным 0,35 мас. % или меньше. Следует отметить, что настоящее изобретение включает случай, когда содержание молибдена составляет 0,35 мас. %.
[0052] Стальной материал в соответствии с настоящим изобретением содержит вышеописанные существенные элементы, дополнительно содержит необязательные элементы, добавляемые при необходимости, а также содержит остаток, состоящий из железа и примесей. В качестве примесей могут выступать примеси, содержащиеся в сырой руде, металлоломе и подобном, а также примеси, образующиеся в процессе производства. Однако, допустимым является содержание других компонентов в пределах диапазона, в котором свойства стального материала, обеспечиваемые настоящим изобретением, не ухудшаются. Например, хотя фосфор и сера содержатся в стали в виде примесей, их содержание желательно ограничивать следующим образом.
[0053] P: 0,02 мас. % или меньше
Фосфор делает границу зерна хрупкой и ухудшает способность к горячей обработке. Следовательно, верхний предел содержания фосфора устанавливается равным 0,02 мас. % или меньше. Желательно, чтобы содержание фосфора было как можно меньше, но, основываясь на предположении, что дефосфорация выполняется на различных стадиях производства, а также принимая во внимание производственные затраты, верхний предел содержания фосфора составляет 0,02 мас. %. Желательный верхний предел содержания фосфора составляет 0,015 мас .% или меньше.
[0054] S: 0,005 мас. % или меньше
Сера делает границу зерна хрупкой и ухудшает способность к горячей обработке и пластичность. Следовательно, верхний предел содержания устанавливается равным 0,005 мас. % или меньше. Желательно, чтобы содержание серы было как можно меньше, но, основываясь на предположении, что десульфурация выполняется на различных стадиях производства, а также принимая во внимание производственные затраты, верхний предел содержания серы составляет 0,005 мас. %. Желательный верхний предел содержания серы составляет 0,002 мас.% или меньше.
[0055] 2. Структура стали
(1) Многофазная структура
Структура стали, относящаяся к настоящему изобретению, является многофазной структурой, имеющей в качестве главной фазы феррит с мелкими кристаллическими зернами, а в качестве второй фазы содержащей один или два или больше из бейнита, мартенсита и аустенита с мелкими кристаллическими зернами, для того, чтобы получить как увеличение эффективного напряжения пластического течения путем получения высокого значения напряжения текучести и высокого значения коэффициента деформационного упрочнения в области малых деформаций, так и стойкость к образованию ударных трещин.
[0056] Если доля площади, занимаемая ферритом, являющимся главной фазой, составляет меньше чем 50%, чувствительность к ударным трещинам становится высокой, и свойство поглощения удара ухудшается. Следовательно, доля площади, занимаемая ферритом, являющимся главной фазой, устанавливается равной 50% или больше. Верхний предел доли площади, занимаемой ферритом, особенно не определяется. Если доля второй фазы понижается в соответствии с увеличением доли феррита, являющегося главной фазой, прочность и коэффициент упрочнения при обработке понижаются. Следовательно, верхний предел доли площади, занимаемой ферритом, (другими словами, нижний предел доли площади, занимаемой второй фазой) устанавливается в соответствии с уровнем прочности.
[0057] Вторая фаза содержит один или два или больше элементов, выбранных из группы, состоящей из бейнита, мартенсита и аустенита. Существует случай, в котором цементит и перлит неизбежно содержатся во второй фазе, и такая неизбежная структура может содержаться, если она занимает 5% площади или меньше. Для того, чтобы увеличить прочность, доля площади, занимаемая второй фазой, предпочтительно должна составлять 35% или больше, и более предпочтительно 40% или больше.
[0058] (2) Средний диаметр зерен феррита (главная фаза) и второй фазы: 3 мкм или меньше
В стальном материале, являющемся предметом настоящего изобретения, средний диаметр всех кристаллических зерен феррита и второй фазы устанавливается равным 3 мкм или меньше. Такая мелкозернистая структура может быть получена посредством устройства, используемого при прокатке и термической обработке, и в этом случае измельчаются обе фазы - главная фаза и вторая фаза. Далее, в такой мелкозернистой структуре трудно определить средний диаметр зерна главной ферритной фазы и второй фазы по отдельности. Соответственно, в настоящем изобретении определяется средний диаметр зерна для всех фаз - феррита, являющегося главной фазой, и второй фазы.
[0059] Если средний диаметр зерна феррита в стали, имеющей феррит в качестве главной фазы, измельчается, предел текучести повышается, и соответственно эффективное напряжение пластического течения увеличивается. Если диаметр зерна феррита становится большим, предел текучести становится недостаточным, и поглощаемая энергия удара понижается.
[0060] Далее, измельчение второй фазы, такой как бейнит, мартенсит и аустенит, улучшает локальную пластичность и подавляет образование ударных трещин. Если диаметр зерна второй фазы становится большим, при приложении ударной нагрузки во второй фазе легко происходит хрупкое разрушение, что приводит к тому, что чувствительность к ударным трещинам становится высокой.
[0061] Следовательно, вышеописанный средний диаметр зерна устанавливается равным 3 мкм или меньше. Средний диаметр зерна предпочтительно составляет 2 мкм или меньше. Хотя вышеописанный средний диаметр зерна предпочтительно является более мелким, имеется ограничение на измельчение диаметра ферритного зерна, реализуемое посредством обычной прокатки и термической обработки. Далее, когда вторая фаза чрезмерно измельчается, имеет место случай, в котором способность второй фазы подвергаться пластической деформации понижается, что понижает пластичность, вместо того, чтобы ее увеличить. Следовательно, вышеописанный средний диаметр зерна предпочтительно устанавливается равным 0,5 мкм или больше.
[0062] (3) Доля длины малоугловых границ зерна, у которых разориентация составляет от 2° до меньше чем 15°, в длине всех границ зерна: 15% или больше
Граница зерна выполняет роль места образования дислокаций, места аннигиляции дислокаций (стока) и места накопления дислокаций, и оказывает влияние на способность стального материала к упрочнению при обработке. Те из границ зерна, которые обладают большим углом, у которых разориентация составляет 15° или более, легко становятся местом взаимного уничтожения накопленных дислокаций. С другой стороны, на малоугловых границах зерна, у которых разориентация составляет от 2° до меньше чем 15°, взаимного уничтожения дислокаций практически не происходит, что способствует увеличению плотности дислокаций. Следовательно, для того, чтобы увеличить коэффициент деформационного упрочнения в области малых деформаций с целью увеличения эффективного напряжения пластического течения, необходимо увеличить долю малоугловых границ зерна, описанных выше. Если доля длины вышеописанных малоугловых границ зерна составляет меньше чем 15%, становится трудно увеличить коэффициент деформационного упрочнения в области малых деформаций для того, чтобы увеличить эффективное напряжение пластического течения. Следовательно, доля длины вышеописанных малоугловых границ зерна устанавливается равной 15% или больше. Доля длины вышеописанных малоугловых границ зерна предпочтительно составляет 20% или больше, и более предпочтительно 25% или больше. Хотя было бы предпочтительным, чтобы доля длины вышеописанных малоугловых границ зерна была настолько большой, насколько это возможно, существует ограничение на долю малоугловых границ зерна, которые могут быть включены в нормальный поликристалл. В частности, реалистично установить долю малоугловых границ зерна, описанных выше, равной 70% или меньше.
[0063] Доля малоугловых границ зерна определяется путем проведения анализа EBSD (дифракция обратного рассеяния электронов) сечения, параллельного направлению прокатки стального листа, на глубине, равной 1/4 толщины листа. В анализе EBSP несколько десятков тысяч областей измерения на поверхности образца располагаются на равных интервалах в виде сетки, и ориентация кристаллов определяется в каждой сетке. Здесь граница, на которой разориентация кристаллов между смежными сетками становится равной 2° или больше, определяется как граница зерна, а область, окруженная границей зерна, определяется как кристаллическое зерно. Если разориентация становится меньше чем 2°, четкая граница зерна не формируется. Из всех границ зерна граница зерна, у которой разориентация составляет от 2° до меньше чем 15°, определяется как малоугловая граница зерна, и определяется доля длины границ малоугловых зерна, на которых разориентация составляет от 2° до меньше чем 15°, относительно полной суммы длин границ зерна. Следует отметить, что для среднего диаметра зерна феррита (главная фаза) и второй фазы, количество кристаллических зерен, определенных подобным образом (области, каждая из которых окружена границей зерна, на которой разориентация составляет 2° или больше), подсчитывается на единичной площади, и на основе средней площади кристаллических зерен может быть определен средний диаметр зерна как диаметр эквивалентного круга.
[0064] (4) Средняя нанопрочность второй фазы: меньше чем 6,0 ГПа
Когда твердость второй фазы, такой как бейнит, мартенсит и аустенит, увеличивается, локальная пластичность понижается. Конкретно, если средняя нанопрочность второй фазы превышает 6,0 ГПа, чувствительность к ударным трещинам увеличивается из-за уменьшения локальной пластичности. Следовательно, средняя нанопрочность второй фазы устанавливается равной 6,0 ГПа или меньше.
[0065] Здесь нанопрочность является значением, получаемым путем измерения нанопрочности в зерне каждой фазы или структуры с использованием наноиндентирования. В настоящем изобретении используется кубический угловой индентор, и нанопрочность измеряется под нагрузкой 1000 мкН. Для того чтобы улучшить локальную пластичность, желательно, чтобы твердость второй фазы была низкой, но если вторая фаза чрезмерно размягчается, прочность материала понижается. Следовательно, средняя нанопрочность второй фазы предпочтительно составляет больше чем 3,5 ГПа, и более предпочтительно больше чем 4,0 ГПа.
[0066] 3. Способ производства
Для того чтобы получить стальной материал в соответствии с настоящим изобретением, предпочтительно, чтобы карбиды VC и TiC должным образом осаждались на стадии горячей прокатки и в процессе повышения температуры на стадии термической обработки, чтобы рост крупных кристаллических зерен подавлялся эффектом скрепления, обеспечиваемым карбидами VC и TiC, и чтобы оптимизация многофазной структуры реализовалась путем последующей термической обработки. Для того, чтобы достичь этого, предпочтительно использовать следующий способ производства.
[0067] (1) Стадия горячей прокатки и стадия охлаждения
Сляб, имеющий вышеописанный химический состав и нагретый до температуры 1200°C или больше, подвергается многопроходной прокатке с полной степенью обжатия 50% или больше, и горячая прокатка завершается в температурной области не менее 800°C и не более 950°C. После завершения горячей прокатки результирующий лист прокатывается со скоростью охлаждения 600°C/с или больше, и после завершения прокатки полученный лист охлаждается в температурной области 700°C или меньше в течение 0,4 с (это охлаждение также упоминается как основное охлаждение), а затем выдерживается в течение 0,4 с или больше в температурной области не менее 600°C и не более 700°C. После этого полученный лист охлаждается в температурной области 500°C или меньше со скоростью охлаждения менее 100°C/с (это охлаждение также упоминается как вторичное охлаждение), а затем дополнительно охлаждается до комнатной температуры со скоростью охлаждения 0,03°C/с или меньше, в результате чего получается горячекатаный стальной лист. Последнее охлаждение со скоростью охлаждения 0,03°C/с или меньше является охлаждением, выполняемым на стальном листе, который смотан в рулон, так что в случае, когда стальной лист является стальной полосой, путем сматывания стальной полосы после вторичного охлаждения реализуется последнее охлаждение со скоростью охлаждения 0,03°C/с или меньше.
[0068] Здесь в вышеописанном первичном охлаждении после того, как горячая прокатка практически завершена, проводится быстрое охлаждение до температурной области 700°C или меньше в течение 0,4 с. Практическое завершение горячей прокатки означает последний проход из множества проходов горячей прокатки. Например, в случае, когда практическое окончательное обжатие проводится в клети стане на стороне входа чистового стана, и практическое обжатие не проводится в клети на выходной стороне чистового стана, быстрое охлаждение (первичное охлаждение) проводится до температурной области 700°C или меньше в течение 0,4 с после того, как прокатка в проходе на стороне входа заканчивается. Кроме того, например, в случае, когда практическая прокатка проводится до того момента, когда в проходе достигается клеть на выходной стороне чистового стана, быстрое охлаждение (первичное охлаждение) проводится до температурной области 700°C или меньше в течение 0,4 с после того, как прокатка в клети на выходной стороне заканчивается. Следует отметить, что первичное охлаждение в основном проводится охлаждающим соплом, расположенным на выходном столе, но также может проводиться охлаждающим соплом промежуточной клети, расположенным между соответствующими клетями чистового стана.
[0069] Каждая из скорости охлаждения (600°C/с или больше) в вышеописанном первичном охлаждении и скорости охлаждения (менее 100°C/с) в вышеописанном вторичном охлаждении устанавливается на основе температуры поверхности образца (температура поверхности стального листа), измеренной устройством отслеживания температуры. Скорость охлаждения (средняя скорость охлаждения) всего стального листа в вышеописанном первичном охлаждении приблизительно должна равняться 200°C/с или больше в результате преобразования из скорости охлаждения (600°C/с или больше), основанной на температуре поверхности.
[0070] С помощью вышеописанной стадии горячей прокатки и стадии охлаждения получается горячекатаный стальной лист, в котором карбид ванадия (VC) и карбид титана (TiC) осаждены с высокой плотностью на границе ферритного зерна. Предпочтительно, чтобы средний диаметр зерна карбидов VC и TiC составлял 10 нм или больше, а среднее межзеренное расстояние карбидов VC и TiC составляло 2 мкм или меньше.
[0071] (2) Стадия холодной прокатки
Горячекатаный стальной лист, полученный в результате выполнения вышеописанной стадии горячей прокатки и стадии охлаждения, может быть непосредственно подвергнут стадии термической обработки, которая будет описана позже, но он также может быть подвергнут стадии термической обработки, которая будет описана позже, после того, как он будет подвергнут холодной прокатке.
[0072] Когда выполняется холодная прокатка горячекатаного стального листа, полученного в результате выполнения вышеописанной стадии горячей прокатки и стадии охлаждения, холодная прокатка выполняется со степенью обжатия не менее 30% и не более 70% для того, чтобы таким образом получить холоднокатаный стальной лист.
[0073] (3) Стадия термической обработки (стадии (C1) и (C2))
Температура горячекатаного стального листа, полученного в результате выполнения вышеописанной стадии горячей прокатки и стадии охлаждения, или холоднокатаного стального листа, полученного в результате выполнения вышеописанной стадии холодной прокатки, повышается до температурной области не менее 750°C и не более 920°C при средней скорости повышения температуры не менее 2°C/с и не более 20°C/с, и стальной лист выдерживается в этой температурной области в течение не менее 20 с и не более 100 секунд (отжиг на Фиг. 1). После этого выполняется термическая обработка, в которой полученный лист охлаждается до температурной области не менее 440°C и не более 550°C со средней скоростью охлаждения не менее 5°C/с и не более 20°C/с, и выдерживается в этой температурной области в течение не менее 30 с и не более 150 с (перестаривание 1-3 на Фиг. 1).
[0074] Если вышеописанная средняя скорость повышения температуры составляет менее 2°C/с, во время повышения температуры происходит рост зерна феррита, что приводит к тому, что кристаллические зерна становятся крупными. С другой стороны, если вышеописанная средняя скорость повышения температуры составляет более 20°C/с, осаждение карбидов VC и TiC во время повышения температуры становится недостаточным, что приводит к тому, что диаметр кристаллического зерна становится большим, вместо того, чтобы стать малым.
[0075] Если температура выдержки после вышеописанного повышения температуры составляет менее 750°C или более 920°C, трудно получить желаемую многофазную структуру.
[0076] Если вышеописанная средняя скорость охлаждения составляет менее 5°C/с, количество феррита становится чрезмерным, и поэтому трудно получить достаточную прочность. С другой стороны, если вышеописанная средняя скорость охлаждения составляет более 20°C/с, твердая вторая фаза образуется в чрезмерном количестве, что приводит к тому, что чувствительность к ударным трещинам увеличивается.
[0077] Выдержка после вышеописанного охлаждения важна для того, чтобы облегчить размягчение второй фазы с тем, чтобы обеспечить среднюю нанопрочность второй фазы менее 6,0 ГПа. В случае, когда не удовлетворяется условие выполнения выдержки в температурной области не менее 440°C и не более 550°C в течение не менее 30 с и не более 150 с, трудно получить желаемое свойство второй фазы. Нет никакой необходимости в поддержании фиксированной температуры во время выдержки, и температура может изменяться непрерывно или ступенчато при условии, что она находится в температурной области не менее 440°C и не более 550°C (см., например, стадии перестаривания 1-3, проиллюстрированные на Фиг. 1). С точки зрения управления малоугловой границей зерна и выделениями ванадия и титана предпочтительно изменять температуру ступенчатым образом. В частности, вышеописанная обработка является обработкой, соответствующей так называемой обработке перестаривания в непрерывном отжиге, в которой на начальной стадии обработки перестаривания предпочтительно увеличить долю малоугловых границ зерна путем выполнения выдержки в верхней бейнитной температурной области. Конкретно, предпочтительно выполнять выдержку в температурной области не менее 480°C и не более 580°C. После этого, для того, чтобы титан и ванадий остались в ферритной фазе и во второй фазе в пересыщенном состоянии для последующего выделения, выдержка выполняется в температурной области не менее 440°C и не более 480°C для образования зародыша включения, а затем выдержка выполняется в температурной области не менее 480°C и не более 550°C для увеличения количества включений. Мелкозернистый карбид, такой как VC, выделившийся в ферритной фазе и второй фазе, повышает эффективное напряжение пластического течения, так что желательно вызвать выделение с высокой плотностью посредством вышеописанной обработки перестаривания.
[0078] Горячекатаный стальной лист или холоднокатаный стальной лист, произведенные в соответствии с вышеописанным способом, могут использоваться в качестве стального материала по настоящему изобретению, либо в качестве стального материала по настоящему изобретению может также использоваться стальной лист, вырезанный из горячекатаного стального листа или холоднокатаного стального листа, который подвергается подходящей обработке в соответствии с потребностями, такой как изгиб и прессование. Кроме того, стальной материал в соответствии с настоящим изобретением также может быть стальным листом как он есть, либо стальным листом, на который после обработки наносится металлическое покрытие. Металлическое покрытие может наноситься либо электролитическим способом, либо способом погружения в горячий расплав, и хотя нет никаких ограничений на тип металлического покрытия, металлическое покрытие обычно представляет собой цинковое покрытие или покрытие из цинкового сплава.
Примеры
[0079] Эксперимент проводился путем использования слябов (каждый из которых имел толщину 35 мм, ширину от 160 мм до 250 мм, и длину от 70 мм до 90 мм), имеющих химические составы, представленные в Таблице 1. В Таблице 1 прочерк «-» означает, что данный элемент в стали точно не содержится. Подчеркивание означает, что значение находится вне диапазона настоящего изобретения. Сталь типа E является сравнительным примером, в котором полное содержание ванадия и титана меньше значения нижнего предела. Сталь типа F является сравнительным примером, в котором содержание титана меньше значения нижнего предела. Сталь типа H является сравнительным примером, в котором содержание марганца меньше значения нижнего предела. Для каждого из типов стали 150 кг расплавленной стали были произведены в вакууме для разливки, полученные слитки были затем нагреты в печи при температуре 1250°C и подвергнуты горячей ковке при температуре 950°C или больше, чтобы таким образом получить сляб.
[0080]
[0081] Каждый из вышеописанных слябов был повторно нагрет при температуре 1250°C в течение 1 часа, и после этого был подвергнут черновой горячей прокатке в 4 проходах путем использования испытательной машины горячей прокатки, полученный лист был затем подвергнут финишной горячей прокатке в 3 проходах, и после завершения прокатки проводились первичное охлаждение и двухстадийное охлаждение, чтобы таким образом получить горячекатаный стальной лист. Условия горячей прокатки представлены в Таблице 2. Первичное охлаждение и вторичное охлаждение сразу после завершение прокатки проводились путем охлаждения водой. Охлаждение до комнатной температуры со скоростью охлаждения 0,03°C/с или меньше было реализовано путем завершения вторичного охлаждения при температуре сматывания полосы в рулон, представленной в Таблице, и оставления рулона для остывания. Толщина каждого из горячекатаных стальных листов была установлена равной 2 мм.
[0082]
тания
дов
[0083] Часть горячекатаных стальных листов была подвергнута холодной прокатке, а затем все стальные листы были подвергнуты термической обработке путем использования моделирующего устройства непрерывного отжига с тепловым профилем, представленным на Фиг. 1, и при условиях, представленных в Таблице 3. В данных примерах причина того, что температурная выдержка (называемая в примерах перестариванием) после охлаждения от температуры нагрева при отжиге проводилась тремя стадиями с различными температурами, как представлено на Фиг. 1 и в Таблице 3, заключается в том, что это позволяет увеличить долю малоугловых границ зерна и плотность осаждения карбида VC.
[0084]
[0085] Горячекатаные стальные листы и холоднокатаные стальные листы, полученные как описано выше, подвергались следующим испытаниям.
Сначала из испытываемого стального листа в соответствии с японским промышленным стандартом (JIS) испытания на разрыв, часть № 5, был взят образец в направлении, перпендикулярном к направлению прокатки, и этот образец был подвергнут испытанию на разрыв для определения таким образом напряжения пластического течения при 5%, максимальной прочности при растяжении (TS) и равномерного относительного удлинения (u-El). Напряжение пластического течения при 5% означает напряжение, при котором происходит пластическая деформация, причем напряжение равно 5% в испытании на разрыв, и напряжение пластического течения при 5% пропорционально эффективному напряжению пластического течения, и таким образом становится индексом эффективного напряжения пластического течения.
[0086] Испытание на раздачу отверстия проводилось для определения коэффициента раздачи отверстия на основе японского стандарта JFST 1001-1996 за исключением того, что обработка расширителем выполнялась на механически обработанном отверстии для того, чтобы устранить влияние повреждения торца.
[0087] Анализ EBSD проводился на глубине 1/4 от толщины листа поперечного сечения, параллельного направлению прокатки стального листа. В анализе EBSD граница, на которой разориентация кристаллов равнялась 2° или больше, определялась как граница зерна, средний диаметр зерна определялся без различения главной фазы и второй фазы, и создавалась карта разориентации межфазной поверхности зерна. Из всех границ зерна та граница зерна, на которой разориентация составляла от 2° до меньше чем 15°, определялась как малоугловая граница зерна, и соответственно определялась доля длины малоугловых границ зерна с разориентацией от 2° до меньше чем 15° относительно полной суммы длин границ зерна. После этого доля площади, занимаемая ферритом, определялась из качественной карты изображения, полученной с помощью этого анализа.
[0088] Нанопрочность второй фазы определялась способом наноиндентирования. Тестовый образец, взятый из поперечного сечения в направлении, параллельном направлению прокатки на глубине 1/4 толщины листа, был отполирован наждачной бумагой, после чего был подвергнут механохимической полировке с использованием коллоидного оксида кремния, а затем дополнительно подвергнут электролитической полировке для того, чтобы удалить обработанный слой, и после этого был подвергнут испытанию. Наноиндентирование выполнялось с использованием кубического углового индентора с нагрузкой 1000 мкН. Размер углубления имел диаметр 0,5 мкм или меньше. Твердость второй фазы каждого образца была измерена в случайным образом выбранных 20 точках, и по измеренным значениям было определено среднее значение нанопрочности каждого образца.
[0089] Далее, квадратный трубчатый элемент был произведен путем использования каждого из вышеописанных стальных листов, и испытание на осевое разрушение было проведено со скоростью столкновения в осевом направлении 64 км/ч для того, чтобы таким образом оценить способность к поглощению энергии столкновения. Форма поперечного сечения, перпендикулярного к осевому направлению квадратного трубчатого элемента, была задана в виде равностороннего восьмиугольника, а длина квадратного трубчатого элемента в осевом направлении была установлена равной 200 мм. Оценка проводилась при условии, что каждый элемент имеет толщину листа 1 мм и длину одной стороны вышеописанного равностороннего восьмиугольника (длина прямой части за исключением искривленной части угла) (Wp) 16 мм. Из каждого из стальных листов были произведены два таких трубчатых квадратных элемента, которые и были подвергнуты испытанию на осевое разрушение. Оценка проводилась на основе средней нагрузки, при которой происходит осевое разрушение (среднее значение для двух испытаний) и коэффициента стабильного смятия. Коэффициент стабильного смятия соответствует доле тех испытательных тел из всех испытательных тел, в которых при испытании на осевое разрушение образования трещин не произошло. В большинстве случаев вероятность образования трещин в ходе осевого разрушения увеличивается, когда увеличивается поглощаемая энергия удара, что приводит к тому, что рабочая нагрузка пластической деформации не может быть увеличена, и существует случай, когда поглощаемая энергия удара не может быть увеличена. В частности, независимо от того, насколько велика средняя нагрузка при осевом разрушении (способность к поглощению удара), невозможно продемонстрировать высокую способность к поглощению удара, если коэффициент стабильного смятия не имеет хорошего значения.
[0090] Результаты испытаний, описанных выше (структура стали, механические свойства и свойства осевого разрушения), представлены в Таблице 4.
Далее, зависимость твердости второй фазы и коэффициента стабильного смятия от среднего диаметра зерна каждого из тестов 1-16 проиллюстрированы графиком, изображенным на Фиг. 2. Фиг. 3 показывает график, иллюстрирующий зависимость между диаметром зерна и средней нагрузкой при разрушении.
[0091]
тания
мерное
относи-
тельное удлинение при разрыве, %
[0092] Как можно понять из Таблицы 4, Фиг. 2 и Фиг. 3, в стальном материале, относящемся к настоящему изобретению, средняя нагрузка, при которой происходит осевое разрушение, составляет 0,29 кДж/мм2 или больше. Кроме того, продемонстрированы хорошие свойства осевого разрушения, так коэффициент стабильного смятия составляет 2/2. Следовательно, стальной материал, относящийся к настоящему изобретению, может использоваться в качестве материала вышеописанного разрушаемого блока, бокового элемента, центральной стойки, стержня фермы в нижней части кузова и подобного.
Изобретение относится к области металлургии, а именно к стали, используемой для изготовления ударопоглощающих элементов автомобиля. Сталь имеет химический состав, мас.%: C: больше чем 0,05 и до 0,2, Mn: от 1 до 3, Si: больше чем 0,5 и до 1,8, Al: от 0,01 до 0,5, N: от 0,001 до 0,015, Ti или суммарное содержание ванадия и титана: больше чем 0,1 и до 0,25, Cr: от 0 до 0,25, Mo: от 0 до 0,35, остальное железо и примеси. Сталь имеет многофазной структуру, содержащую феррит в качестве главной фазы в количестве 50% площади или больше, и второй фазы, содержащей по меньшей мере один из бейнита, мартенсита и аустенита. Средняя нанопрочность вышеописанной второй фазы составляет менее 6,0 ГПа. Граница, на которой разориентация кристаллов составляет 2° или больше, представляет собой границу зерна, а область, окруженная границей зерна, представляет собой кристаллическое зерно. Средний диаметр зерна для всех кристаллических зерен в вышеописанной главной фазе и в вышеописанной второй фазе составляет 3 мкм или меньше, а доля длины малоугловых границ зерна, на которых разориентация составляет от 2° до меньше чем 15°, в длине всех границ зерна составляет 15% или больше. Сталь обладает высоким значением поглощаемой энергии удара без образования трещин при приложении ударной нагрузки. 2 н. и 4 з.п. ф-лы, 2 ил., 4 табл., 1 пр.
1. Стальной материал, имеющий следующий химический состав, мас.%:
С: больше чем 0,05 и до 0,2
Mn: от 1 до 3
Si: больше чем 0,5 и до 1,8
Al: от 0,01 до 0,5
N: от 0,001 до 0,015
Ti: больше чем 0,1 и до 0,25
Cr: от 0 до 0,25
Мо: от 0 до 0,35
железо и примеси - остальное,
причем стальной материал имеет многофазную структуру, содержащую 50% или больше по площади феррита в качестве главной фазы, и вторую фазу, содержащую по меньшей мере один из бейнита, мартенсита и аустенита, причем
средняя нанопрочность второй фазы составляет менее 6,0 ГПа; и
граница, на которой разориентация кристаллов составляет 2° или больше, представляет собой границу зерна, и область, окруженная границей зерна, представляет собой кристаллическое зерно, средний диаметр зерна для всех кристаллических зерен в главной и во второй фазах составляет 3 мкм или меньше, а доля длины малоугловых границ зерна, на которых разориентация составляет от 2° до меньше чем 15°, в длине всех границ зерна составляет 15% или больше.
2. Стальной материал по п. 1, который содержит
один или два элемента, выбранных из группы, состоящей из Cr: от 0,05 мас.% до 0,25 мас.%, и Мо: от 0,1 мас.% до 0,35 мас.%.
3. Стальной материал по п. 1 или 2, который имеет высокое эффективное напряжение пластического течения для использования в качестве ударопоглощающего элемента автомобиля.
4. Стальной материал, имеющий следующий химический состав, мас.%:
С: больше чем 0,05 и до 0,2
Mn: от 1 до 3
Si: больше чем 0,5 и до 1,8
Al: от 0,01 до 0,5
N: от 0,001 до 0,015
Ti и V, где Ti: 0,001 или больше, а суммарное содержание V и Ti: больше чем 0,1 и до 0,25
Cr: от 0 до 0,25
Мо: от 0 до 0,35
железо и примеси - остальное,
причем стальной материал имеет многофазную структуру, содержащую 50% или больше по площади феррита в качестве главной фазы, и вторую фазу, содержащую по меньшей мере один из бейнита, мартенсита и аустенита, причем
средняя нанопрочность второй фазы составляет менее 6,0 ГПа; и
граница, на которой разориентация кристаллов составляет 2° или больше, представляет собой границу зерна, и область, окруженная границей зерна, представляет собой кристаллическое зерно, средний диаметр зерна для всех кристаллических зерен в главной и во второй фазах составляет 3 мкм или меньше, а доля длины малоугловых границ зерна, на которых разориентация составляет от 2° до меньше чем 15°, в длине всех границ зерна составляет 15% или больше.
5. Стальной материал по п. 4, который содержит
один или два элемента, выбранных из группы, состоящей из Cr: от 0,05 мас.% до 0,25 мас.%, и Мо: от 0,1 мас.% до 0,35 мас.%.
6. Стальной материал по п. 4 или 5, который имеет высокое эффективное напряжение пластического течения для использования в качестве ударопоглощающего элемента автомобиля.
| Изложница с суживающимся книзу сечением и с вертикально перемещающимся днищем | 1924 |
|
SU2012A1 |
| СТАЛЬ НИЗКОЙ ПЛОТНОСТИ, ОБЛАДАЮЩАЯ ХОРОШЕЙ ДЕФОРМИРУЕМОСТЬЮ ПРИ ШТАМПОВКЕ | 2008 |
|
RU2436849C2 |
| Изложница с суживающимся книзу сечением и с вертикально перемещающимся днищем | 1924 |
|
SU2012A1 |
| Колосоуборка | 1923 |
|
SU2009A1 |

