Область техники, к которой относится изобретение
Настоящее изобретение относится к высокопрочному стальному листу, пригодному в качестве материала шасси автомобиля, конструкционных деталей, каркаса и рамы грузовых автомобилей и, в частности, к улучшению сопротивления усталости. В описании "высокопрочный" означает, что предел прочности на разрыв TS составляет 780 МПа или более.
Известный уровень техники
В последние годы нормативные акты о выхлопных газах были ужесточены с точки зрения охраны глобальной окружающей среды. При такой тенденции востребовано улучшение эффективности использования топлива автомобилем. Для удовлетворения такого спроса кузова автомобилей стали более легкими и детали становятся все более тонкими за счет использования материалов с высоким пределом прочности на разрыв. С увеличением прочности материалов автомобильных деталей растет спрос на улучшение технологичности материалов и повышение усталостной прочности для компенсации уменьшения толщины деталей.
Для соответствия таким требованиям, например, в патентном документе 1 раскрыт высокопрочный горячекатаный стальной лист с превосходным сопротивлением усталости и пригодностью к отбортовке деформацией, высокопрочный горячекатаный стальной лист состава в % масс., С: 0,01-0,10%, Si: 2,0% или менее, Mn: 0,5-2,5% и в сумме 0,5 или менее одного или нескольких элементов, выбранных из V: 0,01-0,30%, Nb: 0,01-0,30%, Ti: 0,01-0,30%, Mo: 0,01-0,30%, Zr: 0,01-0,30% и W: 0,01-0,30%, в котором объемная доля бейнита составляет 80% или более, средний диаметр частиц r выделений равен или более значения, полученного по специальной формуле, исходя из отношения среднего атомного веса элементов, составляющих выделения, и отношения r/f среднего диаметра частиц к объемной доли выделений, составляет 12000 или менее. По технологии, описанной в патентном документе 1, микроструктура контролируется так, чтобы бейнит был основной структурой и происходило дисперсионное упрочнение бейнита карбидами Nb, V, Ti, и т.п., с тем, чтобы улучшить прочность, увеличить пригодность к отбортовке деформацией и соответственно укрупнение выделений, и тем самым обеспечить высокую усталостную прочность. Также описано, что для соответствующего укрупнения выделений, обработку с поддержанием скорости охлаждения 5°С/ч или менее предпочтительно проводить в течение 20 часов или более после намотки.
Патентный документ 2 описывает высокопрочный горячекатаный стальной лист с превосходной пригодностью к отбортовке деформацией и температурой порога хладоломкости 0°С или ниже, высокопрочный горячекатаный стальной лист, содержащий в % масс.: С 0,05-0,15%, Si 1,50% или менее, Mn 0,5-2,5%, P 0,035% или менее, Al 0,020-0,15% и Ti 0,05-0,2%, с микроструктурой, которая содержит 60-95% об. бейнита и с дисперсионным упрочнением или твердорастворным упрочнением феррита или феррита и мартенсита. По технологии, описанной в патентном документе 2, лист после намотки охлаждают со скоростью охлаждения 50°С/ч или более до температуры 300°С или менее так, что может быть предотвращена диффузия Р в границы зерен, температура порога хладоломкости становится 0°С или ниже и улучшается ударная вязкость и пригодность к отбортовке.
Патентный документ 3 описывает высокопрочный горячекатаный стальной лист с низким отношением предела текучести к пределу прочности, который содержит в % масс.: С 0,18% или менее, Si 0,5-2,5%, Mn 0,5-2,5%, P 0,05% или менее, S 0,02% или менее, Al 0,01-0,1% и один или оба из Ti 0,02-0,5% и Nb 0,02-1,0%, при этом содержание С, Ti и Nb удовлетворяет определенному соотношению, с микроструктурой, содержащей мартенсит и феррит, в которой Ti и Nb выделяются в виде карбидов, или микроструктурой, содержащей остаточный аустенит, мартенситы и ферриты, в которой Ti и Nb выделяются в виде карбидов. По технологии, описанной в патентном документе 3, каркас подвижных дислокаций высокой плотности формируют вблизи второй фазы для достижения низкого предела текучести к пределу прочности, и наличие второй фазы предотвращает распространение усталостных трещин и повышает сопротивление усталости.
Список цитированных источников
PTL 1 не прошедшая экспертизу патентная заявка JP 2009-84637.
PTL 2 JP №3889766.
PTL 3 JP 3219820.
Краткое изложение существа изобретения
Техническая проблема
По технологии, описанной в патентном документе 1, требуемая высокая прочность достигается дисперсионным упрочнением выделений, которые были соответствующим образом укрупнены. Таким образом, по сравнению со случаем, в котором упрочнение достигается мелкодисперсными выделениями, должны содержаться большие количества дорогостоящих легирующих элементов и, следовательно, существует проблема, заключающаяся в том, что стоимость материала является высокой. По технологии, описанной в патентном документе 1, используется высокая температура намотки 500°С и более для надлежащего укрупнения выделений. Когда температура намотки высокая, внутренние оксидные слои образуют на поверхностях стальных листов во время намотки, границы кристаллического зерна вблизи поверхностного слоя становятся хрупкими, и это ускоряет образование и развитие усталостных трещин. Следует также отметить, что согласно технологии, описанной в патентном документе 1, сопротивление усталости оценивается с помощью образца для испытания на сопротивление усталости, полученного зачисткой лицевой и задней поверхностей на 0,5 мм. Что касается явления усталости тонкого стального листа, так как состояние поверхностного слоя глубиной в несколько сотен микрометров от поверхности сильно влияет на возникновение усталостных трещин, проблема технологии, описанной в патентном документе 1, состоит в том, что недостаточно оцениваются усталостная прочность тонкого стального листа, включая поверхностный слой.
Технология, описанная в патентном документе 2, поясняет, что пригодность к отбортовке деформацией может быть улучшена путем предотвращения сегрегации Р на границах зерен. Однако патентный документ 2 не описывает улучшение сопротивления усталости и предотвращение сегрегации Р на границах зерен не обязательно прямо или безусловно способствуют повышению сопротивления усталости. По технологии, описанной в патентном документе 3, сопротивление усталости повышается дисперсионным упрочнением фазы феррита и сокращением разницы в прочности между фазой феррита и фазой мартенсита. Однако фаза феррита и фаза мартенсита отличаются друг от друга с точки зрения пластической деформации и деформационных свойств, кроме того, граница раздела между фазой феррита и фазой мартенсита скорее всего служит исходной точкой усталостных трещин. Таким образом, требуемое сопротивление усталости настоящего изобретения не достигается.
Настоящее изобретение преимущественно решает проблемы известного уровня техники, описанные ниже, и его целью является создание высокопрочного горячекатаного стального листа с превосходным сопротивлением усталости и способ изготовления высокопрочного горячекатаного стального листа. Следует отметить, что "превосходное сопротивление усталости" означает то, что, например, образец с отшлифованной поверхностью проката, не подвергавшейся удалению окалины, выдерживает 2000000 циклов с пределом усталости 580 МПа или более при испытании при растягивающем напряжении с амплитудой напряжения 0,05 относительно коэффициента асимметрии цикла.
Пути решения проблемы
Общеизвестно, что усталостная прочность увеличивается с прочностью стали (материал). Однако было установлено, что в явлениях усталости тонких стальных листов существуют некоторые случаи, когда усталостная прочность уменьшается с увеличением прочности основного материала стального листа. Авторы настоящего изобретения интенсивно исследовали различные факторы, которые влияют на сопротивление усталости тонких стальных листов. В результате они обнаружили, что явление усталости тонких стальных листов в основном вызвано усталостными трещинами в поверхностном слое стального листа, поскольку трещины растут, развиваются и, наконец, вызывают разрушение, и что листа поверхностного слоя свойства стального существенно влияют на сопротивление усталости тонкого стального листа. То есть они обнаружили, что возникновение усталостных трещин сильно зависит от свойств поверхностного слоя стального листа, такие как неровности на поверхности и микроструктура поверхностного слоя стального листа. В частности, они обнаружили, что когда микроструктура области поверхностного слоя, глубиной 500 мкм от поверхности в направлении толщины листа регулируется так, чтобы она содержала 50% или более фазы бейнита и неровности на поверхности стального листа снижаются насколько возможно удалением окалины горячей прокаткой, улучшается устойчивость к возникновению усталостных трещин, другими словами, свойства предотвращения возникновения усталостных трещин и свойства предотвращения развития усталостных трещин.
Изобретатели также обнаружили, что когда микроструктура в центральной части стального листа в направлении толщины контролируется так, чтобы содержала 90% или более мелкодисперсной фазы бейнита по площади, могут быть улучшены свойства развития усталостных трещин при сохранении искомой высокой прочности. Настоящее изобретение было сделано на основе этих сведений и дополнительных исследований. Настоящее изобретение кратко может быть изложено следующим образом.
(1) Высокопрочный горячекатаный стальной лист с превосходным сопротивлением усталости и содержащий в % масс.: С 0,05-0,15%, Si 0,2-1,2%, Mn 1,0-2,0%, P 0,03% или менее, S 0,0030% или менее, А1 0,005-0,10%, N 0,006% или менее и, по меньшей мере, один элемент, выбранный из Ti 0,03-0,13%, Nb 0,02-0,10% и V 0,02-0,15%, остальное Fe и неизбежные примеси, в котором часть поверхностного слоя глубиной 500 мкм от поверхности в направлении толщины листа, содержит 50% или более фазы бейнита по площади, средний диаметр зерна фазы бейнита составляет 5 мкм или менее; центральная часть по толщине листа, которая находится между 1/4 толщины листа и 3/4 толщины листа, содержит 90% или более фазы бейнита по площади, средний диаметр зерна фазы бейнита составляет 4 мкм или менее; и предел прочности на разрыв TS составляет 780 МПа или более.
(2) Высокопрочный горячекатаный стальной лист по (1), в состав которого добавлен, по меньшей мере, один элемент, выбранный из: Cr 0,01-0,2%, Мо 0,005-0,2%, Cu 0,005-0,2% и Ni 0,005-0,2% в % масс.
(3) Высокопрочный горячекатаный стальной лист по (1) или (2), в состав которого добавлен В 0,0002-0,003% в % масс.
(4) Высокопрочный горячекатаный стальной лист по (1)-(3), в состав которого добавлен один или оба из: Са 0,0005-0,03% и РЗМ 0,0005-0,03% в % масс.
(5) Способ изготовления высокопрочного горячекатаного стального листа с превосходным сопротивлением усталости, включающий нагрев стали до 1100-1250°С, стали состава в % масс.: С 0,05-0,15%, Si 0,2-1,2%, Mn 1,0-2,0%, P 0,03% или менее, S 0,0030% или менее, Al 0,005-0,10%, N 0,006% или менее и, по меньшей мере, один элемент, выбранный из Ti 0,03-0,13%, Nb 0,02-0,10% и V 0,02-0,15%, остальное Fe и неизбежные примеси, и выполнение горячей прокатки, которая включает черновую прокатку и чистовую прокатку для получения горячекатаного стального листа, в которых степень обжатия при черновой прокатке составляет 80% или более, температуру подачи при чистовой прокатке устанавливают в диапазоне 800-950°С, охлаждение, начинающееся сразу же после завершения чистовой прокатки, охлаждение, проводимое в две стадии, включающее на первой стадии процесс охлаждения листа после чистовой прокатки от температуры подачи чистовой прокатки до конечной температуры первой стадии охлаждения в диапазоне 550-610°С со средней скоростью охлаждения 25°С/с или более и на второй стадии процесса охлаждения листа после чистовой прокатки от конечной температуры охлаждения первой стадии до температуры намотки со средней скоростью охлаждения 100°С/с и более, и намотку при температуре намотки 350-550°С.
(6) Способ изготовления высокопрочного горячекатаного стального листа по (5), в котором сталь дополнительно содержит, по меньшей мере, один элемент, выбранный из: Cr 0,01-0,2%, Мо 0,005-0,2%, Cu 0,005-0,2% и Ni 0,005-0,2% в % масс.
(7) Способ изготовления высокопрочного горячекатаного стального листа по (5) или (6), в котором сталь дополнительно содержит В 0,0002-0,003% в % масс.
(8) Способ изготовления высокопрочного горячекатаного стального листа по (5)-(7), в котором сталь дополнительно содержит один или оба из: Са 0,0005-0,03% и РЗМ0,0005-0,03% в % масс.
Положительные эффекты изобретения
В соответствии с настоящим изобретением, легко может быть изготовлен высокопрочный горячекатаный стальной лист с пределом прочности на разрыв TS 780 МПа или более и превосходным сопротивлением усталости по низким ценам и достигаются значительные промышленные преимущества. Кроме того, настоящее изобретение также способствует снижению веса автомобильных кузовов и толщины и веса различных промышленных механических деталей.
Краткое описание чертежей
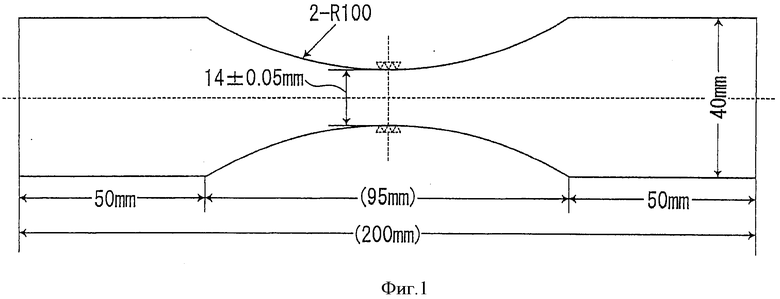
Фиг.1 представляет собой схему, иллюстрирующую размеры и форму образца для испытания на усталость, используемого в примерах.
Осуществление изобретения
Далее будет описано обоснование ограничения состава стального листа настоящего изобретения. % масс. просто обозначает %, если не указано иное.
С: 0,05-0,15%
Углерод (С) является элементом, который повышает прочность стального листа упрочнением при превращении и способствует формированию более мелкодисперсной фазы бейнита. Для достижения таких эффектов, содержание С должно составлять 0,05% или более. Между тем, при содержании С, превышающим 0,15%, ухудшается свариваемость. Таким образом, содержание С ограничено диапазоном 0,05-0,15%, предпочтительно более 0,07%, но не более 0,11%.
Si: 0,2-1,2%
Кремний (Si) является элементом, который повышает прочность стального листа твердорастворным упрочнением и способствует повышению пластичности стали. Для достижения этих эффектов, содержание Si должно составлять 0,2% или более. При содержании Si, превышающем 1,2%, ухудшаются свойства поверхности стального листа, и затруднено устранение неровностей на поверхности стального листа, даже если интенсивно проводится удаление окалины во время горячей прокатки. Соответственно, содержание Si должно быть ограничено диапазоном 0,2-1,2%, предпочтительно 0,2-0,8%.
Mn: 1,0-2,0%
Марганец (Mn) является элементом, который повышает прочность стального листа твердорастворным упрочнением и упрочнением при превращении. Для достижения этого эффекта, содержание Мn должно быть 1,0% или более. При содержании марганца более 2,0%, происходит осевая ликвация в значительной степени, и заметно ухудшаются различные свойства. Соответственно содержание Мn ограничено диапазоном 1,0-2,0%, предпочтительно 1,2-1,9%.
Р: 0,03% или менее
Фосфор (Р) является элементом, обладающим эффектом повышения прочности стального листа формированием твердого раствора, однако фосфор легко образует внутренний оксидный слой в поверхностном слое стального листа при изготовлении горячекатаного стального листа и может негативно влиять на возникновение и развитие усталостных трещин. Таким образом, содержание Р предпочтительно должно быть как можно более низким, хотя содержание Р до 0,03% является допустимым. Соответственно содержание Р ограничено 0,03% или менее, предпочтительно 0,02% или менее.
S: 0,0030% или менее
Сера (S) образует сульфиды и снижает пластичность и технологичность стали. Таким образом, содержание S предпочтительно должно быть как можно более низким. Однако содержание S до 0,0030% является допустимым. Таким образом, содержание S ограничено 0,0030% или менее, предпочтительно 0,0020% или менее и более предпочтительно 0,0010% или менее.
Al: 0,005-0,10%
Алюминий (Al) является элементом, который действует как раскислитель и содержание Al 0,005% или более необходимо для достижения такого эффекта. При содержании Al, превышающем 0,10%, значительно увеличивается количество оксидов и усталостные характеристика и другие свойства стального листа ухудшаются. Соответственно, содержание Al ограничено диапазоном 0,005-0,10%, предпочтительно 0,015-0,06%.
N: 0,006% или менее
Азот (N) связывается с элементами, дающими нитриды, образует выделения нитридов и способствует формированию более мелкодисперсного кристаллического зерна. Однако когда содержание N велико, образуются крупные нитриды и вызывают ухудшение технологичности. Соответственно содержание N желательно снизить, насколько возможно, но содержание азота до 0,006% является допустимым. Соответственно содержание N ограничено 0,006% или менее, предпочтительно, 0,005% или менее и более предпочтительно 0,004% или менее.
По меньшей мере, один элемент, выбранный из: Ti 0,03-0,13%, Nb 0,02-0,10% и V 0,02-0,15%.
Титан (Ti), ниобий (Nb) и ванадий (V) все образуют карбонитриды, которые дают более мелкодисперсное кристаллическое зерно, способствует увеличению прочности дисперсионным упрочнением и улучшению прокаливаемости, и играют важную роль в формировании фазы бейнита. По меньшей мере, содержится один элемент из Ti, Nb и V. Для достижения этих эффектов, содержание Ti должно быть 0,03% или более, содержание Nb должна быть 0,02% или более и содержание V должно быть 0,02% или более. Между тем, при содержании Ti, превышающем 0,13%, содержании Nb, превышающим 0,10% и содержании V, превышающем 0,15%, увеличивается сопротивление деформации, давление прокатки при горячей прокатке и чрезмерно увеличивается нагрузка на прокатный стан, что затрудняет прокатку. Включение этих элементов в количестве, превышающем эти значения, приведет к образованию крупных выделений и снижению усталостных характеристик и других различных свойств. Соответственно, когда эти элементы должны быть включены в состав, диапазоны содержания ограничены для: Ti 0,03-0,13%, Nb 0,02-0,10% и V 0,02-0,15%, и предпочтительно Ti 0,05-0,12%, Nb 0,02-0,07% и V 0,02-0,10%.
Компоненты, описанные выше, являются основными компонентами. В дополнение к этим основным компонентам, по меньшей мере, один элемент, выбранный из: Cr 0,01-0,2%, Мо 0,005-0,2%, Cu 0,005-0,2%, Ni 0,005-0,2%, и/или В 0,0002-0,003% и/или один или оба из Са 0,0005-0,03% и РЗМ 0,0005-0,03% может содержаться в качестве дополнительных элементов.
По меньшей мере, один элемент, выбранный из Cr: 0,01-0,2%, Мо: 0,005-0,2%, Cu: 0,005-0,2%, Ni: 0,005-0,2%
Хром (Cr), молибден (Мо), медь (Cu) и никель (Ni) обладают эффектом улучшения прокаливаемое™ и, в частности, являются элементами, которые снижают температуру превращения бейнита и способствуют формированию более мелкодисперсной фазы бейнита. По меньшей мере, один элемент из Cr, Мо, Cu и Ni может быть выбран в качестве необходимого и включен в состав. Для достижения этих эффектов, содержание этих элементов должно быть Cr: 0,01% или более, Мо: 0,005% или более, Cu: 0,005% или более и Ni: 0,005% или более. При содержании Cr более 0,2%, коррозионная стойкость снижается. При содержании Мо более 0,2%, эффекты насыщаются и не следует ожидать улучшения результатов, соответствующих увеличению содержания, что является экономически невыгодным. При содержании Си более 0,2% и Ni более 0,2%, дефекты поверхности, которые образуются во время горячей прокатки и слой богатый по Cu или Ni остается на поверхности стального листа, способствуя возникновению усталостных трещин. Соответственно, когда эти элементы входят в состав, их содержимое их предпочтительно ограничено для Cr: 0,01-0,2%, Мо: 0,005-0,2%, Cu: 0,005-0,2%, Ni: 0,005-0,2% и более предпочтительно Cr: 0,01-0,1%, Мо: 0,005-0,1%, Cu: 0,005-0,1% и Ni:0,005-0,1%.
В: 0,0002-0,003%
Бор (В) выделяется на границах зерен и увеличивает прочность границ зерен. Этот эффект проявляется при содержании В 0,0002% или более. Однако при содержании В более 0,003%, могут возникать трещины в сварных частях. Соответственно когда В присутствует в составе, его содержание предпочтительно ограничено диапазоном 0,0002-0,003% и более предпочтительно 0,0002-0,0015%.
Один или оба из Са: 0,0005 - 0,03% и РЗМ: 0,0005 - 0,03%
Кальций (Са) и редкоземельные металлы (РЗМ) являются эффективными для регулирования морфологии сульфидов и один или оба из Са и РЗМ могут быть выбраны и включены в состав. Этот эффект проявляется при содержании Са 0,0005% или более и содержании РЗМ 0,0005% или более. Однако при содержании Са более 0,03% и содержании РЗМ более 0,03%, эффект насыщается и не следует ожидать улучшения эффектов, соответствующих увеличенному содержанию. Таким образом, когда эти элементы должны быть включены в состав, их содержание предпочтительно ограничено диапазоном Са: 0,0005-0,03% и РЗМ: 0,0005-0,03% и более предпочтительно Са: 0,0005-0,005% и РЗМ: 0,0005-0,005%. Остальное, отличное от вышеописанных компонентов, составляет Fe и неизбежные примеси.
Далее описаны обоснования ограничения микроструктуры горячекатаного стального листа настоящего изобретения. Горячекатаный стальной лист настоящего изобретения имеет часть поверхностного слоя с микроструктурой, которая включает 50% или более мелкодисперсной фазы бейнита по площади, и центральную часть толщины листа с микроструктурой, которая включает 90% или более фазы бейнита по площади. Что касается усталостных характеристик тонких стальных листов, свойства части поверхностного слоя являются решающим фактором, который контролирует усталостные характеристики. В горячекатаном стальном листе настоящего изобретения, микроструктура части поверхностного слоя включает в пересчете на площадь, 50% или более основной фазы мелкодисперсной фазы бейнита со средним размер зерна 5 мкм или менее. В описании "часть поверхностного слоя" означает часть глубиной 500 мкм от поверхности в направлении толщины листа. Часть поверхностного слоя ограничена глубиной 500 мкм от поверхности в направлении толщины листа, потому что, когда длина усталостных трещин становится более 0,5 мм, развитие усталостных трещин в основном определяется динамическими факторами и микроструктура стального листа мало влияет на них.
Когда основная фаза микроструктура части поверхностного слоя состоит из мелкодисперсной фазы бейнита со средним диаметром зерна 5 мкм или менее, возникновение усталостных трещин может быть подавлено с обеспечением требуемой высокой прочности и может быть улучшено сопротивление усталости. Когда доля площади фазы бейнита в части поверхностного слоя составляет менее 50%, или средний диаметр зерна фазы бейнита составляет более 5 мкм, способность подавлять возникновение усталостных трещин значительно снижается. Предпочтительно средний диаметр зерна составляет 4 мкм или менее. В описании "бейнит" относится к бейниту и бейнитному ферриту, отличному от полигонального феррита, перлита, мартенсита и карбидов.
В части поверхностного слоя фаза, отличная от основной фазы, бейнит, является вторичной фазой. Примеры второй фазы включают мартенсит, перлит и остаточную у фазы. С точки зрения подавления возникновения усталостных трещин, площадь вторичной фазы предпочтительно составляет 20% или менее. В горячекатаном стальном листе настоящего изобретения микроструктура центральной части по толщине листа включает по доле площади 90% или более основной фазы, которая является мелкодисперсной фазой бейнита со средним диаметр зерна 4 мкм или менее. "Центральная часть по толщине листа" означает часть, которая находится между 1/4 толщины листа и 3/4 толщины листа.
Когда основная фаза микроструктуры центральной части по толщине является мелкодисперсной фазой бейнита со средним диаметр зерна 4 мкм или менее, развитие усталостных трещин может быть подавлено при обеспечении требуемой высокой прочности. При увеличении доли фазы бейнита или при снижении дисперсности фазы бейнита повышается предел текучести, область пластической деформации на конце трещины уменьшается и развитие усталостных трещин может быть замедлено. Если доля площади мелкодисперсной фазы бейнита менее 90% или средний диаметр зерна фазы бейнита составляет более 4 мкм, способность подавлять развитие усталостных трещин значительно уменьшается. Предпочтительно средний диаметр зерна фазы бейнита составляет 3,5 мкм или менее и доля площади фазы бейнита составляет 95% и более.
Примеры вторичной фазы, отличной от основной фазы в центральной части по толщине листа включают фазы мартенсита, перлита и остаточной у фазы. Доля вторичной фазы предпочтительно менее 10% по площади с точки зрения подавления развития усталостных трещин. В центральной части листа по толщине может быть только одна фаза, состоящим из основной фазы, которая является мелкодисперсной фазой бейнита.
Далее описан предпочтительный способ изготовления горячекатаного стального листа в соответствии с настоящим изобретением. Сталь вышеописанного состава нагревают и подвергают горячей прокатке, которая включает черновую прокатку и чистовую прокатку для изготовления горячекатаного стального листа. Способ изготовления стали особенно не ограничен. Любой общеизвестный метод, который включает получение расплавленной стали вышеописанного состава плавлением в конвертере и т.п. и разливку жидкой стали путем, например, непрерывным литьем, могут быть использованы так, чтобы приготовить сталь, например сляб. Без затруднений может быть использован способ разливки-проковки.
Температура нагрева: 1100-1250°С
Во-первых, сталь нагревают. В настоящем изобретении температура нагрева является важным фактором для формирования мелкодисперсной фазы бейнита в части поверхностного слоя и составляет 1100-1250°С. При температуре нагрева менее 1100°С, выделения карбонитридов в стали недостаточно переплавляются и требуемые эффекты не могут быть достигнуты введением легирующих элементов. Когда температура нагрева более 1250°С, зерна аустенита в поверхностном слое стали становиться крупными и, таким образом, фаза бейнита в поверхностном слое в конечном итоге также становится крупной. Кроме того, нагрев при такой высокой температуре дает эвтектические оксиды с низкой температурой плавления, содержащие Si, в окалине, и эти оксиды проникают в поверхностный слой стального листа по границе зерен и способствует возникновению и развитию усталостных трещин. Таким образом, температура нагрева стали ограничена диапазоном 1100-1250°С.
Проводят горячую прокатку нагретой стали, которая включает черновую прокатку и чистовую прокатку, так чтобы получить горячекатаный стальной лист с требуемыми размерами и формой.
Степень обжатия при черновой прокатке: 80% или более
Для контроля свойства поверхности конечного стального листа в пределах требуемых свойств, степень обжатия при черновой прокатке должно быть 80% или более. Степень обжатия рассчитывается следующим образом {(толщина сляба) - (толщина горячекатаной полосы)}/(толщина сляба)х100 (%).Степень обжатия более предпочтительно составляет 85% или более.
При увеличении степени обжатия при черновой прокатке, оксиды на границе зерен и гранулированные оксиды, образующиеся в нагревательной печи растягиваются и свойства поверхности, такие как неровности поверхности, на конечном стальном листе могут регулироваться так, что свойства поверхности способствуют подавлению возникновения усталостных трещин. Следует отметить, что предпочтительно проводить удаление окалины до черновой прокатки или чистовой прокатки или в ходе прокатки между клетями.
Температура чистовой прокатки: 800-950°С
После черновой прокатки проводят чистовую прокатку. В чистовой прокатке температура подачи составляет 800-950°С. Если температура подачи в чистовой прокатке ниже 800°С, прокатка проводится при температуре двухфазной области, и таким образом крупная деформирваанная структура остается в поверхностном слое стального листа, в результате чего снижается сопротивление усталости. В противоположность этому, при температуре подачи чистовой прокатки выше 950°С, зерна аустенита становятся чрезмерно крупными, микроструктура поверхностного слоя конечного стального листа состоит из крупной фазы бейнита и сопротивление усталости снижается. Соответственно температура подачи чистовой прокатки ограничено диапазоном 800-950°С и более предпочтительно 830-920°С. Температура подачи чистовой прокатки в описании является температурой поверхности.
Охлаждение начинают немедленно и предпочтительно в течение 1,5 секунды после завершения чистовой прокатки. Охлаждение проводят на двух стадиях, а именно первая стадия охлаждения и вторая стадия охлаждения. На первой стадии охлаждения конечная температура на первой стадии охлаждения составляет 550-610°С и охлаждение проводят от температуры подачи чистовой прокатки до конечной температуры первой стадии охлаждения со средней скоростью охлаждения 25°С/с или более. На второй стадии охлаждения, проводят охлаждение от конечной температуры первой стадии до температуры намотки при средней скорости охлаждения 100°С/с или более с последующей намоткой. Эта температура является температурой поверхности.
Средняя скорость охлаждения от температуры подачи чистовой прокатки до конечной температуры охлаждения 550-610°С: 25°С/с или более
При скорости охлаждения менее 25°С/с выделяется доэвтектоидный феррит и не может быть получена требуемая микроструктура с основной фазой, состоящей из фазы бейнита в поверхностном слое и в центральной части толщины листа. Соответственно на первой стадии охлаждения средняя скорость охлаждения от температуры подачи чистовой прокатки до конечной температуры первой стадии охлаждения ограничена 25°С/с или более. Следует отметить, что хотя нет необходимости определять верхний предел скорости охлаждения на первой стадии охлаждения, себестоимость существенно увеличится, если средняя скорость охлаждения увеличивается до более 300°С/с.
Соответственно верхний предел предпочтительно составляет около 300°С/сек.
Конечная температура первой стадии охлаждения составляет 550-610°С. Если конечная температура охлаждения менее 550°С или более 610°С, затруднено надежное получение требуемой микроструктуры. Соответственно конечная температура охлаждающей на первой стадии охлаждения ограничена диапазоном 550-610°С.
Средняя скорость охлаждения от конечной температуры охлаждения первой стадии до температуры намотки: 100°С/с или выше
Стальной лист, имеющий состав в соответствии с изобретением, претерпевает превращение из аустенита в бейнит в этом диапазоне температур. Охлаждение в этом диапазоне температур имеет решающее значение для обеспечения формирования требуемой мелкодисперсной бейнитной микроструктуры. При скорости охлаждения на второй стадии охлаждения 100°С/с или более так, что проводится быстрое охлаждение мелкодисперсная бейнитная микроструктура могут быть сформирована в части поверхностного слоя и в центральной части толщины листа. При средней скорости охлаждения менее 100°С/с микроструктура становится крупной при охлаждении и уже невозможно получить мелкодисперсную фазу бейнита со средним диаметром зерна 5 мкм или менее в части поверхностного слоя и средним диаметром зерна 4 мкм или менее в центральной части толщины листа. Таким образом, средняя скорость охлаждения на второй стадии охлаждения не должна превышать 100°С/с. или более. Отсутствует необходимость в определении верхнего предела скорости охлаждения на второй стадии охлаждения. Однако стоимость производства значительно возрастает, если средняя скорость охлаждения составляет более 350°С/с. Соответственно верхний предел предпочтительно составляет около 350°С/с.
Температура намотки: 350-550°С
При температуре намотки менее 350°С образуется твердая фаза мартенсита и не может быть получена требуемая микроструктура, в результате чего снижается сопротивление усталости и не достигается необходимая пластичность. При температуре намотки более 550°С иногда образуются фаза перлита и сопротивление усталости будет ухудшаться. Соответственно температура намотки ограничена диапазоном 350-550°С, предпочтительно 500°С или менее, более предпочтительно 450°С или менее.
После намотки окалина, образующаяся на поверхности, может быть удалена травлением обычным способом. Естественно, что после обработки травлением, может быть проведена дрессировка горячекатаного листа или обработка с нанесением покрытия, такая как цинкование или гальваническое покрытие, или химической конвертация. Настоящее изобретение может проявлять усиленный эффект при применении к горячекатаным стальным листам толщиной более 4 мм.
Примеры
Расплавленную сталь состава, представленного в таблице 1, готовят плавлением в конвертере и непрерывно разливают в слябы (материалы стали). Каждый стальной сляб нагревают и проводят горячую прокатку, включающую черновую и чистовую прокатку в условиях, приведенных в таблице 2. После завершения чистовой прокатки проводят охлаждение в условиях, описанных в таблице 2, и проводят намотку при температуре намотки, представленной в таблице 2 так, чтобы получить горячекатаный стальной лист толщиной, приведенной в таблице 2. Следует отметить, что охлаждение начинают в течение 1,5 секунд после завершения чистовой прокатки. В таблице представлена средняя скорость охлаждения от температуры подачи чистовой прокатки до конечной температуры охлаждения на первой стадии охлаждения. Представлена средняя скорость охлаждения на второй стадии охлаждения от конечной температуры охлаждения первой стадии до температуры намотки.
Образец отбирают из полученного горячекатаного стального листа и проводят исследование структуры, испытание на растяжение и усталостное испытание для оценки прочности и сопротивления усталости. Методы испытания следующие.
(1) исследование структуры
Образец для исследования структуры отбирают из полученного горячекатаного стального листа. Поперечное сечение листа параллельное направлению прокатки полируют и травят 3% раствором ниталя для проявления микроструктуры и микроструктуру части поверхностного слоя и центральной части толщины листа изучают с помощью сканирующего электронного микроскопа (увеличение: 3000). Пять или более областей наблюдения фотографируют и анализируют изображения для расчета доли микроструктуры соответствующей фазы и среднего диаметра зерна фазы бейнита. В части поверхностного слоя первый снимок делают в положении, которое на 50 мкм глубже внешней поверхности. Последующие фотографии делают с интервалами 50 мкм, начиная с этой позиции. В центральной части толщины листа, в общей сложности делают пять фотографий на пяти позициях на глубине 2/8, 3/8, 4/8, 5/8 и 6/8 толщины листа.
Средний диаметр зерна определяют путем нанесения двух линий перпендикулярно пересекающихся друг с другом, длиной 80 мм, с наклоном 45° к направлению толщины на фотографии полученной микроструктуры, измерением длины отрезка до пересечения с каждым зерном и вычисления среднего арифметического числа пересечений. Полученное среднее значение считают средним диаметром зерна фазы бейнита этого стального листа. Часть поверхностного слоя относится к области глубиной 500 мкм от поверхности в направлении толщины. Центральная часть толщины листа относится к области, которая находится между 1/4 толщины листа и 3/4 толщины листа в направлении толщины.
(2) Испытание на растяжение
Отбирают образец по JIS №5 (GL: 50 мм) из полученного горячекатаного стального листа так, чтобы направление растяжения было перпендикулярно направлению прокатки и испытание на растяжение проводят в соответствии с JIS Z 2241. Определяют свойства при растяжении (предел текучести (точка начала текучести) YP, предел прочности при растяжении TS и удлинение Е1).
(3) Испытание на усталость
Отбирают отшлифованный образец, имеющий размеры и форму, показанные на фиг.1, из полученного горячекатаного стального листа с поверхностью в состоянии после ковки так, чтобы продольное направление образца было перпендикулярным к направлению прокатки и проводят испытание на одноосную усталость. Используют циклический режим нагружения с коэффициентом асимметрии цикла R 0,05 и частотой 15 Гц. Амплитуду нагружения изменяют в 6 этапов, измеряют цикл напряжений до разрыва, регистрируют кривую SN и регистрируют 2000000 циклов испытания усталостной прочности (амплитуда напряжения).
Результаты представлены в таблице 3.
Во всех примерах настоящего изобретения получен высокопрочный горячекатаный стальной лист с высокой прочностью, т.е. с пределом прочности на разрыв TS 780 МПа или более и превосходным сопротивлением усталости, т.е. 2000000 циклов испытания усталостной прочности при 580 МПа или более. Напротив, в сравнительных примерах вне диапазона настоящего изобретения не достигается требуемая прочность или сопротивление усталости и одновременно и требуемая прочность и сопротивление усталости.
Изобретение относится к области металлургии. Для повышения в горячекатаном стальном листе сопротивления усталости проводят черновую прокатку со степенью обжатия 80% или более и чистовую прокатку при температуре подачи чистовой прокатки в диапазоне 800-950°С стали, содержащей в мас.%: С 0,05-0,15, Si 0,2-1,2, Mn 1,0-2,0, Al 0,005-0,10, N 0,006 или менее, и по меньшей мере один элемент, выбранный из: Ti 0,03-0,13, Nb 0,02-0,10 и V 0,02-0,15, железо и неизбежные примеси - остальное. После завершения чистовой прокатки проводят охлаждение листа в две стадии, при этом на первом этапе лист охлаждают от температуры подачи чистовой прокатки до температуры 550-610°С со средней скоростью охлаждения 25°С/с или более, а на втором этапе его охлаждают от температуры охлаждения предшествующего этапа до температуры намотки 350-550°С или более и осуществляют намотку листа. Получен лист, в котором содержание мелкодисперсной фазы бейнита по доле площади в микроструктуре части поверхностного слоя глубиной 500 мкм от поверхности в направлении толщины листа доходит до 50% или более и содержание мелкодисперсной фазы бейнита по доле площади в микроструктуре центральной части толщины листа, которая находится между 1/4 толщины листа и 3/4 толщины листа, доходит до 90% или более, а предел прочности на разрыв TS составляет 780 МПа или более. 2 н. и 8 з.п. ф-лы, 3 табл., 1 ил.
1. Высокопрочный горячекатаный стальной лист с повышенным сопротивлением усталости, содержащий в мас.%:
С 0,05-0,15
Mn 1,0-2,0
S 0,0030 или менее
N 0,006 или менее
Si 0,2-1,2
P 0,03 или менее
Al 0,005-0,10,
по меньшей мере один элемент, выбранный из Ti 0,03-0,13, Nb 0,02-0,10 и V 0,02-0,15, остальное Fe и неизбежные примеси, в котором часть поверхностного слоя глубиной 500 мкм от поверхности в направлении толщины листа имеет 50% или более по площади фазы бейнита со средним диаметром зерна 5 мкм или менее, центральная часть по толщине листа, находящаяся между 1/4 толщины листа и 3/4 толщины листа, имеет 90% или более по площади фазы бейнита, со средним диаметром зерна 4 мкм или менее и предел прочности на разрыв TS составляет 780 МПа или более.
2. Высокопрочный горячекатаный стальной лист по п.1, который дополнительно содержит по меньшей мере один элемент, выбранный из, мас.%: Cr 0,01-0,2, Мо 0,005-0,2, Cu 0,005-0,2 и Ni 0,005-0,2.
3. Высокопрочный горячекатаный стальной лист по п.1, который дополнительно содержит В 0,0002-0,003 мас.%.
4. Высокопрочный горячекатаный стальной лист по п.2, который дополнительно содержит В 0,0002-0,003 мас.%.
5. Высокопрочный горячекатаный стальной лист по любому из пп.1-4, который дополнительно содержит один или оба из, мас.%: Са 0,0005-0,03 и РЗМ 0,0005-0,03.
6. Способ изготовления высокопрочного горячекатаного стального листа с повышенным сопротивлением усталости, включающий нагрев до 1100-1250°С стали, содержащей в мас.%:
С 0,05-0,15
Mn 1,0-2,0
S 0,0030 или менее
N 0,006% или менее
Si 0,2-1,2
Р 0,03% или менее
Al 0,005-0,10,
по меньшей мере один элемент, выбранный из: Ti 0,03-0,13, Nb 0,02-0,10 и V 0,02-0,15, остальное Fe и неизбежные примеси, горячую прокатку, состоящую из черновой и чистовой прокатки с получением горячекатаного стального листа, охлаждение и намотку, причем степень обжатия при черновой прокатке составляет 80% или более, температуру подачи при чистовой прокатке устанавливают в диапазоне 800-950°С, а охлаждение осуществляют непосредственно после завершения чистовой прокатки и проводят его в две стадии, при этом на первой стадии осуществляют охлаждение листа после чистовой прокатки от температуры подачи при чистовой прокатки до конечной температуры первой стадии охлаждения в диапазоне 550-610°С со средней скоростью охлаждения 25°С/с или более, на второй стадии осуществляют охлаждение листа после чистовой прокатки от конечной температуры охлаждения на первой стадии до температуры намотки со средней скоростью охлаждения 100°С/с или более и проводят намотку при температуре 350-550°С.
7. Способ по п.6, в котором сталь дополнительно содержит по меньшей мере один элемент, выбранный из, мас.%: Cr 0,01-0,2, Мо 0,005-0,2, Cu 0,005-0,2, Ni 0,005-0,2.
8. Способ по п.6, в котором сталь дополнительно содержит В 0,0002-0,003 мас.%.
9. Способ по п.7, в котором сталь дополнительно содержит В 0,0002-0,003 мас.%.
10. Способ по любому из пп.6-9, в котором сталь дополнительно содержит один или оба из, мас.%: Са 0,0005-0,03 и РЗМ 0,0005-0,03.
| ЩИТОВОЙ ДЛЯ ВОДОЕМОВ ЗАТВОР | 1922 |
|
SU2000A1 |
| Станок для изготовления деревянных ниточных катушек из цилиндрических, снабженных осевым отверстием, заготовок | 1923 |
|
SU2008A1 |
| ЛИСТ ВЫСОКОПРОЧНОЙ СТАЛИ, ОБЛАДАЮЩИЙ ПОВЫШЕННОЙ ПЛАСТИЧНОСТЬЮ, И СПОСОБ ЕГО ПРОИЗВОДСТВА | 2009 |
|
RU2418090C2 |
| Способ определения термоогнезащитных характеристик средств индивидуальной защиты | 2021 |
|
RU2790009C2 |
| СВЕРХВЫСОКОПРОЧНАЯ АУСТЕНИТНО-СТАРЕЮЩАЯ СТАЛЬ С ВЫСОКОЙ УДАРНОЙ ВЯЗКОСТЬЮ ПРИ КРИОГЕННОЙ ТЕМПЕРАТУРЕ | 1998 |
|
RU2203330C2 |
| СПОСОБ ПОЛУЧЕНИЯ СТАЛЬНОГО ЛИСТА (ВАРИАНТЫ) И СТАЛЬНОЙ ЛИСТ | 1999 |
|
RU2234542C2 |

