Область техники
Настоящее изобретение относится к стальному материалу и конкретно относится к стальному материалу, пригодному для материала ударопоглощающего элемента, в котором возникновение трещины при приложении ударной нагрузки подавляется, и более того, эффективное напряжение пластического течения является высоким. Эта заявка основана на и испрашивает преимущество приоритета японской заявки на патент № 2012-182710, поданной 21 августа 2012 г., полное содержание которой включено в настоящее описание посредством этой ссылки.
Уровень техники
В последние годы, с точки зрения глобальной защиты окружающей среды, снижение веса кузова автомобиля потребовалось как часть снижения выбросов СО2 из автомобилей, и целью было сильное упрочнение стального материала для автомобиля. Причина состоит в том, что путем увеличения прочности стального материала становится возможным уменьшить толщину стального материала для автомобиля. Тем временем социальная потребность относительно улучшения аварийной безопасности автомобиля дополнительно повысилась, при этом не только сильное упрочнение стального материала, но также была желательна разработка стального материала, превосходного по ударной вязкости (ударопрочности), когда происходит авария во время передвижения.
Здесь соответственные части стального материала для автомобиля во время аварии деформируются с высокой скоростью деформации в несколько десятков (с-1) или более, так что требуется высокопрочный стальной материал, превосходный по свойству динамической прочности.
Известен такой высокопрочный стальной материал, как низколегированная ТРИП-сталь, имеющая высокую статико-динамическую разность (разность между статической прочностью и динамической прочностью), а также высокопрочный стальной материал с многофазной структурой, такой как стальной материал с многофазной структурой, имеющий вторую фазу, главным образом образованную из мартенсита.
Касательно низколегированной ТРИП-стали, например патентный документ 1 раскрывает тип высокопрочной тонколистовой стали с превращением, наведенным деформацией (тонколистовой ТРИП-стали), для поглощения энергии столкновения автомобиля, превосходной по свойству динамической деформации.
Кроме того, раскрыты изобретения касательно тонколистовой стали с многофазной структурой, имеющей вторую фазу, главным образом образованную из мартенсита, как будет описано ниже.
Патентный документ 2 раскрывает высокопрочную тонколистовую сталь, имеющую превосходный баланс прочности и пластичности и имеющую статико-динамическую разность 170 МПа или более, причем высокопрочная тонколистовая сталь образуется из мелких ферритных зерен, в которой средний диаметр зерна ds нанокристаллических зерен каждого имеющего диаметр кристаллического зерна 1,2 мкм или менее и средний диаметр кристаллического зерна dL микрокристаллических зерен каждого имеющего диаметр кристаллического зерна более чем 1,2 мкм удовлетворяют отношению dL/ds≥3.
Патентный документ 3 раскрывает стальной лист, образованный двухфазной структурой мартенсита, чей средний диаметр зерна составляет 3 мкм или менее, и мартенсита, чей средний диаметр зерна составляет 5 мкм или менее, и имеющий высокое статико-динамическое отношение.
Патентный документ 4 раскрывает холоднокатаный стальной лист, превосходный по свойству ударопоглощения, содержащий 75% или более ферритной фазы, в которой средний диаметр зерна составляет 3,5 мкм или менее, и остальное, состоящее из отпущенного мартенсита.
Патентный документ 5 раскрывает холоднокатаный лист, в котором предварительная деформация прикладывается, чтобы получать двухфазную структуру, образованную ферритом и мартенситом, и статико-динамическая разница при скорости деформации 5×102 - 5×103/с удовлетворяет 60 МПа или более.
Кроме того, патентный документ 6 раскрывает высокопрочный горячекатаный стальной лист, превосходный по свойству ударопрочности, образованный только твердой фазой, такой как бейнит 85% или более и мартенсит.
Документ известного уровня техники
Патентный документ
Патентный документ 1: японская выложенная патентная публикация № H11-80879
Патентный документ 2: японская выложенная патентная публикация № 2006-161077
Патентный документ 3: японская выложенная патентная публикация № 2004-84074
Патентный документ 4: японская выложенная патентная публикация № 2004-277858
Патентный документ 5: японская выложенная патентная публикация № 2000-17385
Патентный документ 6: японская выложенная патентная публикация № H11-269606
Раскрытие изобретения
Проблемы, решаемые изобретением
Однако обычные стальные материалы, являющиеся материалами смягчающих удар конструктивных деталей, имеют следующие проблемы. Точнее говоря, для того чтобы улучшить поглощение энергии удара у ударопоглощающей конструктивной детали (которая в дальнейшем в этом документе также называется просто "конструктивная деталь"), крайне необходимо повышать прочность стального материала, являющегося материалом ударопоглощающей конструктивной детали (который в дальнейшем в этом документе также называется просто "стальной материал").
Кстати, как раскрыто в "Journal of the Japan Society for Technology of Plasticity" vol. 46, No. 534, pages 641 to 645, средняя нагрузка (Fave), определяющая поглощение энергии удара, дана в том смысле, что Fave
 (σY·t2)/4, в котором σY указывает эффективное напряжение пластического течения и t указывает толщину листа, поглощение энергии удара сильно зависит от толщины листа; стального материала. По этой причине существует ограничение в реализации и уменьшении толщины и высокой способности смягчать удар ударопоглощающей конструктивной детали только путем повышения прочности стального материала.
(σY·t2)/4, в котором σY указывает эффективное напряжение пластического течения и t указывает толщину листа, поглощение энергии удара сильно зависит от толщины листа; стального материала. По этой причине существует ограничение в реализации и уменьшении толщины и высокой способности смягчать удар ударопоглощающей конструктивной детали только путем повышения прочности стального материала.
В этом описании напряжение пластического течения соответствует напряжению, требующемуся для вызывания пластической деформации последовательно в начале или после начала пластической деформации, и эффективное напряжение пластического течения означает напряжение пластического течения, которое учитывает толщину листа и форму стального материала и скорость деформации, приложенной к конструктивной детали, когда прикладывается удар.
При этом, например, как раскрыто в международной публикации № WO 2005/010396, международной публикации № WO 2005/010397, а также международной публикации № WO 2005/010398, поглощение энергии удара ударопоглощающей конструктивной деталью также сильно зависит от формы конструктивной детали.
Точнее говоря, путем оптимизации формы ударопоглощающей конструктивной детали, чтобы повысить работу пластической деформации, есть возможность, что поглощение энергии удара ударопоглощающей конструктивной деталью может быть резко повышено до уровня, который не может достигаться только путем повышения прочности стального материала.
Тем не менее, даже когда форма ударопоглощающей конструктивной детали оптимизирована для повышения нагрузки пластической деформации, если стальной материал не имеет способности деформироваться, обеспечивая выдерживание нагрузки пластической деформации, то трещина возникает на ударопоглощающей конструктивной детали на ранней стадии, до того как завершается ожидаемая пластическая деформация, в результате чего нагрузка пластической деформации не может повышаться, и невозможно резко увеличить поглощение энергии удара. Кроме того, возникновение трещины на ударопоглощающей конструктивной детали на ранней стадии может вести к неожиданной ситуации такой, что другая конструктивная деталь, расположенная примыкающей к ударопоглощающей конструктивной детали, повреждается.
В обычных технологиях целью было повышение динамической прочности стального материала на основе технической идеи, что поглощение энергии удара ударопоглощающей конструктивной деталью зависит от динамической прочности стального материала, однако имеется случай, когда способность к деформации значительно снижена только с целью увеличения динамической прочности стального материала. Таким образом, даже если форма ударопоглощающей конструктивной детали оптимизирована, чтобы повысить нагрузку пластической деформации, то не всегда возможно резко повысить поглощение энергии удара ударопоглощающей конструктивной деталью.
Кроме того, поскольку форма ударопоглощающей конструктивной детали была изучена с предположением того, что используется стальной материал, произведенный на основе вышеописанной технической идеи, изучили оптимизацию формы ударопоглощающей конструктивной детали, прежде всего на основе способности к деформации существующего стального материала в качестве предпосылки, и, следовательно, до сих пор не было достаточно сделано исследование того, что способность к деформации стального материала увеличивается, и форму ударопоглощающей конструктивной детали оптимизируют, чтобы повысить нагрузку пластической деформации.
Настоящее изобретение решает задачу - предложить стальной материал, пригодный для материала ударопоглощающей конструктивной детали, имеющий высокое эффективное напряжение пластического течения и, следовательно, имеющий высокое поглощение энергии удара и в котором подавляется возникновение трещины, когда прикладывается ударная нагрузка, и способ его изготовления.
Средства для решения проблем
Как описано выше, для того чтобы повысить поглощение энергии удара ударопоглощающей конструктивной деталью, важно оптимизировать не только стальной материал, но также форму ударопоглощающей конструктивной детали для повышения нагрузки пластической деформации.
Касательно стального материала, важно повысить эффективное напряжение пластического течения для повышения работы пластической деформации при подавлении возникновения трещины, когда прикладывается ударная нагрузка, так что может быть оптимизирована форма ударопоглощающей конструктивной детали, способной к увеличению нагрузки пластической деформации.
Авторы настоящего изобретения проводили серьезные исследования, касающиеся способа подавления возникновения трещины, когда прикладывается ударная нагрузка, и повышения эффективного напряжения пластического течения, касающиеся стального материала, для увеличения поглощения энергии удара ударопоглощающей конструктивной деталью, и получили новые выводы, как будет описано ниже в этом описании.
Увеличение поглощения энергии удара
(1) Для того чтобы увеличить поглощение энергии удара стального материала, целесообразно повышать эффективное напряжение пластического течения, когда наведена истинная деформация 5% (которая будет обозначена как "5% напряжение пластического течения " в дальнейшем в этом документе).
(2) Для того чтобы увеличить 5% напряжение пластического течения, эффективным является повышение предела текучести и коэффициента деформационного упрочнения в области малой деформации.
(3) Для того чтобы повысить предел текучести, эффективным является получение структуры стали, содержащей бейнит в качестве основной фазы.
(4) Для того чтобы повысить коэффициент деформационного упрочнения в области малой деформации в стальном материале, содержащем бейнит в качестве основной фазы, является эффективным обеспечить присутствие мелкодисперсных включений с высокой плотностью.
Подавление возникновения трещины, когда прикладывается ударная нагрузка
(5) Когда возникает трещина на ударопоглощающей конструктивной детали во время приложения ударной нагрузки, поглощение энергии удара снижается. Кроме того, есть также случай, когда другая конструктивная деталь, примыкающая к ударопоглощающей конструктивной детали, повреждается.
(6) Когда прочность, особенно предел текучести стального материала, повышается, чувствительность относительно трещины во время приложения ударной нагрузки (которая также называется в дальнейшем в этом документе как "ударная трещина") (чувствительность также называется в дальнейшем в этом документе как "чувствительность к ударной трещине)" становится высокой.
(7) Для того чтобы подавлять возникновение ударной трещины, является эффективным повышать общую пластичность, локальную пластичность и вязкость разрушения.
(8) В стальном материале, содержащем бейнит в качестве основной фазы, пластичность может быть повышена путем измельчения бейнита, являющегося основной фазой.
(9) Установлено, что стальной материал, содержащий бейнит в качестве основной фазы, содержит в качестве второй фазы одно или более, выбранное из группы, состоящей из феррита, мартенсита и аустенита, и если вышеперечисленные компоненты делаются мелкозернистыми, то локальная пластичность может быть дополнительно увеличена.
(10) Для того чтобы повысить вязкость разрушения в стальном материале, содержащем бейнит в качестве основной фазы, эффективным является получать структуру, в которой феррит содержится во второй фазе. Однако крупнозернистый феррит вызывает снижение предела текучести и разрушающей нагрузки, так что феррит должен быть измельчен.
(11) Для того чтобы повышать общую пластичность в стальном материале, содержащем бейнит в качестве основной фазы, эффективным является получение структуры, в которой аустенит содержится во второй фазе. Однако крупнозернистый аустенит оказывает неблагоприятное влияние на вязкость разрушения при превращении в мартенситную фазу из-за наведения деформации, так что аустенит должен быть измельчен.
(12) Для того чтобы повысить вязкость разрушения в стальном материале, содержащем бейнит в качестве основной фазы, эффективным является получение структуры, в которой мартенсит содержится во второй фазе. Однако крупнозернистый мартенсит оказывает неблагоприятное влияние на вязкость разрушения, так что мартенсит должен быть сделан мелкозернистым.
Настоящее изобретение создано на основе вышеописанных новых выводов, а его сущность заключается в следующем.
[1]
Стальной материал содержит: в масс. %, C: более чем 0,05%-0,18%; Mn: 1%-3%; Si: более чем 0,5%-1,8%; Al: 0,01%-0,5%; N: 0,001%-0,015%; одно или более из V и Ti: 0,01%-0,3% в сумме; Cr: 0%-0,25%; Mo: 0%-0,35%; остальное: Fe и примеси; и содержит 80% или более бейнита в % по площади, и 5% или более в сумме одного или двух, выбранных из группы, состоящей из феррита, мартенсита и аустенита в % по площади, в котором размер блока вышеописанного бейнита составляет менее чем 2,0 мкм, средний диаметр зерна всего из вышеописанного феррита, мартенсита и аустенита составляет менее чем 1,0 мкм, средняя нанотвердость вышеописанного бейнита составляет 4 ГПа - 5 ГПа, и карбиды МХ-типа, каждый имеющий диаметр эквивалентного круга 10 нм или более, присутствуют со средним межзеренным расстоянием 300 нм или менее между ними.
[2]
Стальной материал согласно [1] содержит в масс. % одно или два, выбранное из группы, состоящей из Cr: 0,05-0,25, и Mo: 0,1-0,35.
Эффект изобретения
Согласно настоящему изобретению становится возможным получать ударопоглощающую конструктивную деталь, способную на подавление или исключение возникновения трещины на ней, когда прикладывается ударная нагрузка, и имеющую высокое эффективное напряжение пластического течения, так что становится возможным резко увеличить поглощение энергии удара ударопоглощающей конструктивной деталью. Применяя ударопоглощающую конструктивную деталь, как указано выше, становится возможным дополнительно улучшить аварийную безопасность автомобильного продукта и подобного, что является промышленно чрезвычайно полезным.
Краткое описание чертежей
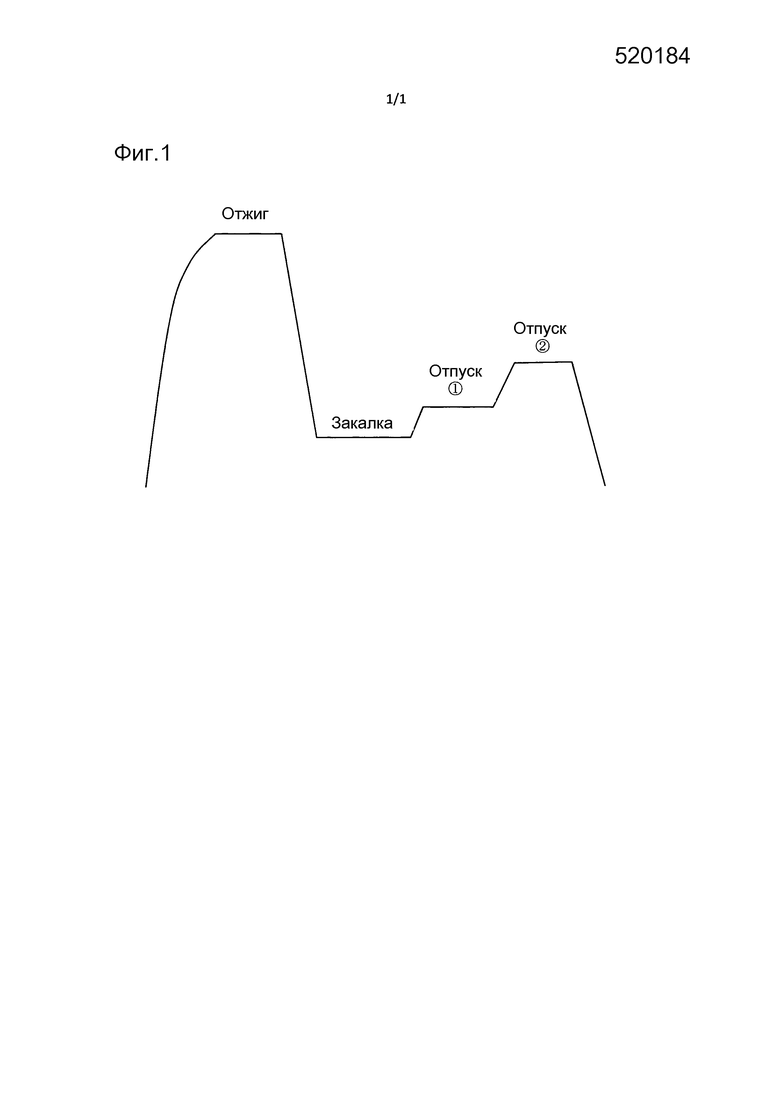
[Фигура 1] Фигура 1 иллюстрирует термограмму в термообработке непрерывным отжигом, использованной в примере 1.
Техническое выполнение изобретения
В дальнейшем в этом документе настоящее изобретение будет описано подробно. В последующем описании %, относящийся к химическому составу стали, указывает масс. %.
1. Химический состав
Заметим, что "%" в следующем описании, относящийся к химическому составу, означает "масс. %" до тех пор, пока не будет указано иначе.
(1) С: более чем 0,05%-0,18%
С имеет функцию облегчения образования бейнита, являющегося основной фазой, и аустенита, являющегося второй фазой, и функцию улучшения предела текучести и предела прочности на растяжение путем повышения прочности второй фазы, а также функцию улучшения предела текучести и предела прочности на растяжение путем упрочнения стали посредством твердо-растворного упрочнения. К тому же С имеет функцию соединения с Ti и V для выделения МХ-типа мелкозернистых карбидов и увеличения предела текучести и коэффициента деформационного упрочнения в области низкой деформации. Если содержание С составляет 0,05% или менее, то иногда трудно достигать эффекта, предусмотренного вышеописанными функциями. Следовательно, содержание С устанавливают, чтобы было больше 0,05%. С другой стороны, если содержание С превышает 0,18, то есть случай, когда мартенсит и аустенит образуются избыточно, которые иногда способствуют возникновению трещины во время приложения ударной нагрузки. Следовательно, содержание С устанавливают, чтобы оно было 0,18 или менее. Содержание С составляет предпочтительно 0,15% или менее и более предпочтительно 0,13% или менее. Заметим, что настоящее изобретение включает в себя случай, когда содержание С составляет 0,18%.
(2) Mn: 1%-3%
Mn имеет функцию облегчения образования бейнита путем повышения способности к упрочнению, а также функцию улучшения предела текучести и предела прочности на растяжение путем упрочнения стали посредством твердо-растворного упрочнения.
Если содержание Mn составляет менее чем 1%, то иногда трудно достигать эффекта, обеспеченного вышеописанными функциями. Следовательно, содержание Mn устанавливают, чтобы было 1% или более. Содержание Mn составляет предпочтительно 1,5% или более. С другой стороны, если содержание Mn превышает 3%, то есть случай, когда мартенсит и аустенит образуются избыточно, в результате чего локальная пластичность значительно снижается. Следовательно, содержание Mn устанавливают 3% или менее. Содержание Mn составляет предпочтительно 2,5% или менее. Заметим, что настоящее изобретение включает в себя случай, когда содержание Mn составляет 1,0%, и случай, когда содержание Mn составляет 3,0%.
(3) Si:больше чем 0,5%-1,8%
Si имеет функцию улучшения общей пластичности и локальной пластичности путем подавления образования карбида в бейните и мартенсите и функцию улучшения предела текучести и предела прочности на растяжение путем упрочнения стали посредством твердо-растворного упрочнения. Если содержание Si составляет 0,5% или менее, то иногда трудно достигать эффекта, предполагаемого указанными функциями. Следовательно, содержание Si устанавливают, чтобы оно было больше чем 0,5%. Содержание Si составляет предпочтительно 0,8% или более, составляет более предпочтительно 1% или более. С другой стороны, если содержание Si превышает 1,8%, есть случай, когда аустенит избыточно остается, а чувствительность к трещине от удара становится весьма высокой. Следовательно, содержание Si устанавливают, чтобы было 1,8% или менее. Содержание Si составляет предпочтительно 1,5 или менее и составляет более предпочтительно 1,3% или менее. Заметим, что настоящее изобретение включает в себя случай, где содержание Si составляет 1,8%.
(4) Al: 0,01%-0,5%
Al имеет функцию подавления образования включений в стали посредством раскисления и предотвращения ударной трещины. Если содержание Al составляет менее чем 0,01%, то является трудным достигать эффекта, предусмотренного указанными функциями. Следовательно, содержание Al устанавливают, чтобы было 0,01% или более. С другой стороны, если содержание Al превышает 0,5%, то оксид и нитрид становятся крупнозернистыми, которые содействуют ударной трещине, вместо ее предотвращения. Следовательно, содержание Al устанавливают, чтобы оно было 0,5% или менее. Заметим, что настоящее изобретение включает в себя случай, когда содержание Al составляет 0,01%, и случай, когда содержание Al составляет 0,5%.
(5) N: 0,001%-0,015%
N азот имеет функцию подавления роста зерна аустенита и феррита путем образования нитрида и подавления ударной трещины путем измельчения структуры. Если содержание N составляет менее 0,001%, то трудно достигать эффекта, предусмотренного указанными функциями. Следовательно, содержание N устанавливают, чтобы было 0,001% или более. С другой стороны, если содержание N превышает 0,015%, то нитрид становится крупнозернистым, что содействует ударной трещине вместо ее подавления. Следовательно, содержание азота устанавливают, чтобы оно было 0,015% или менее. Заметим, что настоящее изобретение включает в себя случай, когда содержание N составляет 0,001%, и случай, когда содержание N составляет 0,015%.
(6) Одно или оба из V и Ti: 0,01%-0,3% в сумме
V и Ti имеют функцию образования карбидов, таких как VC и TiC, в стали, подавляя рост крупных кристаллических зерен посредством эффекта закрепления относительно роста зерен феррита и подавляя ударную трещину. К тому же V и Ti имеют функцию улучшения предела текучести и предела прочности на растяжение путем упрочнения стали посредством дисперсионного упрочнения, реализованного с помощью VC и TiC. Следовательно, содержится один или более из V и Ti. Если суммарное содержание V и Ti (в дальнейшем в этом документе также называемое как "содержание (V+Ti)") составляет менее чем 0,01%, то является трудным достигать эффекта, предусмотренного указанными функциями. Следовательно, содержание (V+Ti) устанавливают, чтобы было 0,01% или более. С другой стороны, если содержание (V+Ti) превышает 0,3%, то VC или TiC образуется избыточно, что увеличивает чувствительность к ударной трещине, вместо снижения чувствительности к ударной трещине. Следовательно, содержание (V+Ti) устанавливают, чтобы было 0,3% или менее. Настоящее изобретение включает в себя случай, когда суммарное содержание V и Ti составляет 0,01%, и случай, когда суммарное содержание составляет 0,3%. Любой случай, когда содержится только V в количестве 0,01%-0,3%, случай, когда содержится только Ti в количестве 0,01%-0,3%, и случай, когда оба V и Ti содержатся в количестве 0,01%-0,3 в сумме, могут быть использованы.
Кроме того, также возможно, что один или два из Cr и Mo содержатся как необязательно содержащийся элемент.
(7) Cr: 0%-0,25%
Cr является необязательно содержащимся элементом и имеет функцию увеличения способности к упрочнению для содействия образованию бейнита, а также функцию улучшения предела текучести и предела прочности при растяжении путем упрочнения стали посредством твердо-растворного упрочнения. Для того чтобы надежно реализовывать эти функции, содержание Cr составляет предпочтительно 0,05% или более. Однако если содержание Cr превышает 0,25%, избыточно образуется мартенситная фаза, которая увеличивает чувствительность к ударной трещине. Следовательно, содержание Cr устанавливают, чтобы было 0,25% или менее. Заметим, что настоящее изобретение включает в себя случай, когда содержание Cr составляет 0,25%.
(8) Mo: 0%-0,35%
Mo является, подобно Cr, необязательно содержащимся элементом и имеет функцию повышения способности к упрочнению, чтобы способствовать образованию бейнита и мартенсита, а также функцию улучшения предела текучести и предела прочности на растяжение путем упрочнения стали посредством твердо-растворного упрочнения. Для того чтобы надежно реализовывать указанные функции, содержание Mo составляет предпочтительно 0,1% или более. Однако если содержание Mo превышает 0,35%, то избыточно образуется мартенситная фаза, которая повышает чувствительность к ударной трещине. Следовательно, когда Mo содержится, содержание Mo устанавливают, чтобы было 0,35% или менее. Заметим, что настоящее изобретение включает в себя случай, когда содержание Mo составляет 0,35%.
Стальной материал настоящего изобретения содержит вышеописанные неотъемлемые содержащиеся элементы, дополнительно содержит необязательно содержащиеся элементы при необходимости, а также содержит остальное, состоящее из Fe и примесей. В качестве примесей могут быть приведены в пример примесь, содержащаяся в сырье руды, скрапе и подобном, а также примесь, попадающая на стадии производства. Тем не менее, допустимо, что другие компоненты содержатся в пределах диапазона, в котором свойства стального материала, который намереваются получить в настоящем изобретении, не ухудшаются. Например, хотя P и S содержатся в стали как примеси, P и S желательно ограничивать следующим образом.
P: 0,02% или менее
P делает границу зерна быть хрупкой, а также ухудшает обрабатываемость в горячем состоянии. Следовательно, верхний предел P устанавливают, чтобы был 0,02% или менее. Желательно, чтобы содержание P было как можно меньшим, но, исходя из допущения, что дефосфоризация осуществляется в пределах диапазона практических стадий производства и производственных затрат, верхний предел содержания Р составляет 0,02%. Верхний предел составляет желательно 0,015% или менее.
S: 0,005% или менее
S делает границу зерна быть хрупкой, а также ухудшает обрабатываемость в горячем состоянии и пластичность. Следовательно, верхний предел S устанавливают, чтобы был 0,005% или менее. Желательно, чтобы содержание S было как можно меньшим, но, исходя из допущения, что десульфурация осуществляется в пределах диапазона практических стадий производства и производственных затрат, верхний предел содержания S составляет 0,005%. Верхний предел составляет желательно 0,002% или менее.
2. Структура стали
Структура стали, относящейся к изобретению, содержит бейнит с малым размером блока как основную фазу, и к тому же она улучшает напряжение пластического течения с помощью использования мелкозернистых включений, для того чтобы реализовать и увеличение эффективного напряжения пластического течения путем получения высокого предела текучести и высокого коэффициента деформационного упрочнения в области низкой деформации, и сопротивление образованию ударной трещины.
(1) Относительная площадь бейнита: 80% или более
Если относительная площадь бейнита, являющегося основной фазой, составляет менее чем 80%, то становится трудным сохранить высокий предел текучести. Следовательно, относительную площадь бейнита, являющегося основной фазой, устанавливают, чтобы она была 80% или более. Относительная площадь бейнита составляет предпочтительно 85% или более и более предпочтительно больше чем 90%.
(2) Средний размер блока бейнита: менее чем 2,0 мкм
Пластичность может быть увеличена путем измельчения бейнита, являющегося основной фазой. Если средний размер блока бейнита составляет 2,0 мкм или более, то трудно улучшить пластичность. Следовательно, средний размер блока бейнита устанавливают, чтобы был менее чем 2,0 мкм. Этот размер блока составляет предпочтительно 1,5 мкм или менее.
(3) Одно или два или более, выбранных из группы, состоящей из феррита, мартенсита и аустенита, содержится (содержатся) в количестве 5% или более в сумме, и средний диаметр зерна всего из вышеописанных феррита, мартенсита и бейнита составляет менее чем 1,0 мкм.
Если устанавливают, что в стальном материале, содержащем бейнит в качестве основной фазы, вторая фаза содержит одно или два или более, выбранных из группы, состоящей из феррита, мартенсита и аустенита, и эти элементы измельчаются, то может быть дополнительно улучшена локальная пластичность. Если суммарная относительная площадь феррита, мартенсита и аустенита составляет менее чем 5% или если средний диаметр зерна всего из феррита, мартенсита и аустенита составляет 1,0 мкм или более, то трудно дополнительно улучшать локальную пластичность. Следовательно, устанавливают, чтобы одно или два или более, выбранных из группы, состоящей из феррита, мартенсита и аустенита, содержалось (содержались) в количестве 5% или более в сумме, и средний диаметр зерна всего из вышеописанных феррита, мартенсита и бейнита составляет менее чем 1,0 мкм.
Заметим, что если феррит содержится во второй фазе, то вязкость разрушения может быть улучшена, если аустенит содержится во второй фазе, то может быть улучшено равномерно общее удлинение, и если мартенсит содержится во второй фазе, то может быть повышена прочность. Есть случай, когда за исключением феррита, мартенсита и аустенита неизбежно содержатся цементит и перлит во второй фазе, отличной от бейнита, являющегося основной фазой, и такой неизбежной структуре позволено содержаться, если структура составляет 5% по площади или менее.
(4) Средняя нанотвердость бейнита: не менее чем 4,0 ГПа, также не более чем 5,0 ГПа
Если средняя нанотвердость бейнита составляет менее чем 4,0 ГПа, то становится трудным сохранять предел прочности 980 МПа или более в стальном материале, в котором относительная площадь бейнита составляет 80% или более. Следовательно, устанавливают среднюю нанотвердость бейнита, чтобы она была 4,0 ГПа или более. С другой стороны, если средняя нанотвердость бейнита превышает 5,0 ГПа или менее, то становится трудным подавлять возникновение трещины при приложении ударной нагрузки. Следовательно, средняя нанотвердость бейнита составляет 5,0 ГПа или менее.
В этом описании нанотвердость представляет собой величину, полученную путем измерения нанотвердости в бейнитном блоке с использованием наноиндентора. В настоящем изобретении используют кубический конический индентор и принимается нанотвердость, полученная при нагрузке на индентор 500 мкН.
(5) Среднее межзеренное расстояние MX-типа карбидов, каждого имеющего диаметр эквивалентного круга 10 нм или более - 300 нм или менее
В стальном материале, содержащем бейнит в качестве основной фазы, местом выделения второй фазы является граница бывшего аустенитного зерна, и чтобы измельчить вторую фазу, необходимо сделать более мелкими аустенитные зерна. В результате исследования различных способов для измельчения аустенитных зерен выяснили, что путем использования пригодных условий горячей прокатки и условий термообработки, чтобы получить эффект закрепления, обеспеченного карбидами MX-типа, рост крупных кристаллических зерен можно сильно подавлять, как будет описано далее.
Карбид MX-типа является карбидом, имеющим кристаллическую структуру NaCl-типа, и образуется из V и/или Ti и C. Размер карбида MX-типа, проявляющего эффект закрепления, составляет 10 нм или более в диаметре эквивалентного круга. Если размер карбида MX-типа составляет менее чем 10 нм в диаметре эквивалентного круга, то эффект закрепления относительно миграции границ зерен не может ожидаться. Следовательно, измельчение структуры пытаются реализовать, вынуждая существовать карбиды MX-типа, каждый имеющий диаметр эквивалентного круга 10 нм или более, но если среднее межзеренное расстояние между карбидами превышает 300 нм, то трудно достигать достаточного эффекта закрепления. Следовательно, установлено, что карбиды MX-типа, каждый имеющий диаметр эквивалентного круга 10 нм или более, присутствуют со средним межзеренным расстоянием 300 нм или менее между ними.
Плотность MX-типа карбидов, каждого имеющего диаметр эквивалентного круга 10 нм или более, является предпочтительно как можно более высокой, так что нижний предел среднего межзеренного расстояния между карбидами особенно не обусловливается, но реалистически нижний предел составляет 50 нм или более. Хотя верхний предел размера MX карбида особенно не ограничивается, избыточно крупный размер может оказывать неблагоприятный эффект на пластичность вместо улучшения пластичности, так что верхний предел размера MX карбида (диаметр эквивалентного круга) предпочтительно устанавливают 50 нм.
3. Свойства
Стальной материал согласно настоящему изобретению имеет характеристику такую, что эффективное напряжение пластического течения является высоким, поглощение энергии удара является высоким и в то же самое время подавляется возникновение трещины при приложении ударной нагрузки. Эта характеристика обеспечивается на основе высокого 5% напряжения пластического течения, высокой разрушающей нагрузки, а также высокого стабильного отношения продольного изгиба в испытании на продольный изгиб, как будет показано в описанных позже примерах. 5%-ное напряжение пластического течения составляет предпочтительно 700 МПа или более.
В качестве других механических свойств могут быть приведены свойства, в которых является высокой прочность и высокой пластичность, и расширяемость отверстия является превосходной, так что предел прочности на растяжение составляет 982 МПа или более, общее удлинение (суммарное удлинение) составляет 7% или более, а коэффициент раздачи отверстия составляет 120% или более при измерении методом измерения, основанным на стандарте JFST 1001-1996 японской металлургической федерации.
4. Способ изготовления
Стальной материал по настоящему изобретению может быть получен, например, посредством следующих способов изготовления (1)-(3).
Способ изготовления 1: горячекатаный материал (нет проведения термообработки)
Для того чтобы получить стальной материал по настоящему изобретению как горячекатаный, предпочтительным является правильно выделить VC и TiC на этапе горячей прокатки, чтобы подавить рост крупных кристаллических зерен с использованием эффекта закрепления, обеспеченного с помощью VC и TiC, а также оптимизировать многофазную структуру путем управления термической историей.
Во-первых, устанавливают, чтобы сляб, имеющий вышеописанный химический состав, имел температуру 1200°C или более, и подвергают воздействию многопроходной прокатки при суммарной степени обжатия 50% или более, и прокатку заканчивают в области температур не менее чем 800°С и не более чем 950°С. В пределах периода времени 0,4 секунды после окончания прокатки продукт охлаждают со скоростью охлаждения 600°С/с или более до области температур 500°С или менее и сворачивают в рулон в области температур не менее чем 300°С и не более чем 500°С, чтобы тем самым получить горячекатаный стальной лист.
Посредством вышеописанных прокатки в горячем состоянии и охлаждения возможно получать структуру стали сразу после горячей прокатки, имеющую карбиды MX-типа, диспергированные в ней, а также образованную, главным образом бейнитом, структуру с мелкоразмерными блоками.
Когда вышеописанные условия горячей прокатки не удовлетворяются, то есть случай, когда намеченная структура стали не может получаться, а пластичность и прочность снижаются, поскольку аустенит становится крупнозернистым, и, кроме того, плотность выделения карбидов МХ-типа снижается. К тому же, когда вышеописанные условия охлаждения не удовлетворяются, есть случай, когда образование феррита на этапе охлаждения становится избыточным, и, кроме того, блочный размер бейнита становится слишком большим, приводя к тому, что желательные ударные свойства не могут быть достигнуты.
В этом способе изготовления (1) после того, как горячая прокатка практически завершена, проводят быстрое охлаждение со скоростью охлаждения 600°С/с или более до области температур 500°С или менее в пределах периода времени 0,4 секунды. Практическое завершение горячей прокатки означает проход, в котором практическая прокатка проводится последней, при прокатке из множества проходов, проведенных при чистовой прокатке горячей прокатки. Например, в случае, когда практическое конечное обжатие проводится в проходе на входной стороне чистовой группы клетей и практическую прокатку не проводят в проходе на выходной стороне чистовой группы клетей, быстрое охлаждение проводят до области температур 500°C и менее в пределах периода времени 0,4 секунды после того, как завершится прокатка в проходе на входной стороне. К тому же, например, в случае, когда практическая прокатка проводится вплоть до того, когда прохождение достигает прохода на выходной стороне чистовой группы клетей, быстрое охлаждение проводят до области температур 500°C или менее в пределах периода времени 0,4 секунды после того, как завершится прокатка в проходе на выходной стороне. Заметим, что быстрое охлаждение в основном проводят охлаждающим соплом, расположенным на выходном рольганге, но также возможно проводить внутриклетевым охлаждающим соплом, расположенным между соответствующими проходами чистовой группы клети.
Вышеописанную скорость охлаждения (600°C/с или более) устанавливают на основе температуры поверхности образца (поверхностной температуры стального листа), измеренной следящим за температурой устройством. Скорость охлаждения (средняя скорость охлаждения) всего стального листа по оценкам должна быть примерно 200°C/с или более в результате преобразования от скорости охлаждения (600°C/с или более), основываясь на поверхностной температуре.
Способ изготовления (2): горячекатаный и термообработанный материал
Для того чтобы получить стальной материал по настоящему изобретению путем осуществления термообработки после горячей прокатки, предпочтительным является то, что VC и TiC должным образом выделяются на этапе горячей прокатки и в процессе повышения температуры на этапе термообработки, рост крупнозернистых кристаллов подавляется за счет эффекта пиннинга, обеспеченного с помощью VC и TiC, и достигается оптимизация многофазной структуры во время термообработки.
Во-первых, устанавливают, что сляб, имеющий вышеописанный химический состав, имеет температуру 1200°С или более и подвергается воздействию многопроходной прокатки при суммарной степени обжатия 50% или более, и прокатка завершается в области температур не менее чем 800°С и не более чем 950°С. В пределах периода времени 0,4 секунды после завершения прокатки продукт охлаждают со скоростью охлаждения 600°С/с или более до области температур 700°С или менее (это охлаждение также называется первичным охлаждением) и затем охлаждают до области температур 500°С или менее со скоростью охлаждения менее чем 100°С/с (это охлаждение также называется вторичным охлаждением). И после чего продукт сворачивают в рулон в области температур не менее чем 300°С и не более чем 500°С, чтобы тем самым получить горячекатаный стальной лист.
С помощью такого этапа горячей прокатки получают горячекатаный стальной лист, в котором карбиды МХ-типа выделяются с высокой плотностью по границе зерна феррита. С другой стороны, когда вышеописанные условия горячей прокатки не удовлетворяются, становится трудным получать стальной материал по настоящему изобретению, поскольку средний диаметр зерна карбидов МХ-типа становится слишком маленьким, и эффект закрепления относительно роста зерна уменьшается, а среднее межзеренное расстояние карбидов МХ-типа становится слишком большим, что не способствует измельчению кристаллических зерен.
В этом способе изготовления (2) после того, как практически завершается горячая прокатка, проводят быстрое охлаждение со скоростью охлаждения 600°С/с или более до области температур 700°С или менее в пределах периода времени 0,4 секунды. Подобно предварительно описанному способу изготовления (1) также в способе изготовления (2) практическое завершение горячей прокатки означает проход, в котором практическая прокатка проводится последней при прокатке с множеством проходов, проводимых при чистовой прокатке горячей прокатки. Быстрое охлаждение в основном проводят с помощью охлаждающего сопла, расположенного на выходном рольганге, но также возможно проводить с помощью внутриклетевого охлаждающего сопла, предусмотренного между соответствующими проходами чистовой группы клетей.
Вышеописанную скорость охлаждения (600°C/с или более) устанавливают на основе температуры поверхности образца (поверхностной температуры стального листа), измеренной следящим за температурой устройством. Скорость охлаждения (средняя скорость охлаждения) всего стального листа, как оценивают, составляет 200°C/с или более в результате преобразования от скорости охлаждения (600°C/с или более), основываясь на поверхностной температуре.
В этом способе изготовления (2) далее температуру горячекатаного стального листа, полученного при помощи вышеописанного этапа горячей прокатки, повышают до области температур не менее чем 850°C и не более чем 920°C при средней скорости повышения температуры не менее чем 2°C/с и не более чем 50°C/с, и стальной лист остается в области температур в течение периода времени не менее чем 100 секунд и не более чем 300 секунд (отжиг на фигуре 1). Затем осуществляют термообработку, в которой продукт охлаждается до области температур не менее чем 270°C и не более чем 390°C со средней скоростью охлаждения не менее чем 10°C/с и не более чем 50°C/с и остается в области температур в течение периода времени не менее чем 10 секунд и не более чем 300 секунд (закалка на фигуре 1).
Если вышеописанная средняя скорость повышения температуры составляет менее чем 2°C/с, то рост зерен феррита происходит во время повышения температуры, в результате чего кристаллические зерна становятся крупными. Хотя вышеописанная средняя скорость повышения температуры является как можно более высокой, она составляет 50°C/с или менее. Если температура, после вышеописанного повышения температуры, составляет 850°C или время выдерживания составляет менее чем 100 секунд, то аустенизация, требуемая для закалки, становится недостаточной, в результате чего становится трудным получать намеченную многофазную структуру. С другой стороны, если температура, после вышеописанного повышения температуры превышает 920°C или время выдерживания превышает 300 секунд, то аустенит становится крупнозернистым, в результате чего становится трудным получать намеченную многофазную структуру.
После вышеописанного повышения температуры, для того чтобы получать структуру, главным образом состоящую из бейнита, необходимо осуществлять охлаждение при температуре бейнитного превращения или менее при подавлении аустенитного превращения. Если вышеописанная средняя скорость охлаждения составляет менее чем 10°C/с, то количество феррита становится избыточным, и является трудным получать достаточную прочность. Хотя вышеописанная скорость охлаждения является предпочтительно как можно более высокой, практически она составляет 50°C/с или менее. Кроме того, если температура окончания охлаждения, для описанного выше охлаждения, составляет менее чем 270°C, то относительная площадь мартенсита становится слишком большой, в результате чего локальная пластичность снижается. С другой стороны, если температура окончания охлаждения, для описанного выше охлаждения, превышает 390°C, то средний размер блока бейнита становится крупным, в результате чего прочность и пластичность снижаются. К тому же, если время выдерживания в области температур не менее чем 270°C и не более 390°C составляет менее 10 секунд, то содействие бейнитному превращению иногда становится недостаточным. С другой стороны, если время выдерживания в области температур не менее чем 270°C и не более 390°C превышает 300 секунд, то производительность существенно снижается.
Возможно также регулировать твердость бейнита путем проведения отпуска термообработкой, при необходимости после вышеупомянутого охлаждения, в котором выдерживание осуществляют в области температур не менее чем 400°C и не более чем 550°C в течение периода времени не менее чем 10 секунд и не более чем 650 секунд (отпуск 1 и отпуск 2 на фигуре 1). Заметим, что отпуск может осуществляться в один этап или может также осуществляться во множестве этапов в отдельности. Фигура 1 иллюстрирует пример, в котором отпуск осуществляют в два этапа в отдельности.
Здесь, если температура отпуска составляет менее чем 400°C или время отпуска составляет менее чем 10 секунд, то не является возможным достаточно достигать эффекта, обеспечиваемого отпуском. С другой стороны, если температура отпуска превышает 550°C или время отпуска превышает 650 секунд, то есть случай, когда заданная прочность не может быть получена из-за уменьшения прочности. Отпуск можно проводить посредством нагревания в два этапа или более в пределах вышеописанной области температур. В этом случае предпочтительно, что устанавливают температуру нагрева в первом этапе, чтобы она была ниже, чем температура нагрева во второй стадии.
Способ изготовления (3): холоднокатаный и термообработанный материал
Для того чтобы получать стальной материал по настоящему изобретению путем осуществления термообработки после горячей прокатки и холодной прокатки, предпочтительно, что VC и TiC должным образом выделяются на этапе горячей прокатки, и в процессе повышения температуры на этапе термообработки рост крупных кристаллических зерен подавляется с помощью эффекта закрепления, обеспеченного с помощью VC и TiC, а оптимизация многофазной структуры реализуется во время термообработки, подобной способу изготовления (2). Для того чтобы достигать вышеупомянутого, предпочтительно осуществлять изготовление посредством способа изготовления, заключающегося в следующих этапах.
Во-первых, устанавливают, что сляб, имеющий вышеописанный химический состав, имеет температуру 1200 или более, и подвергают воздействию многопроходной прокатки при суммарной степени обжатия 50% или более, и прокатку заканчивают в области температур не менее чем 800°C и не более чем 950°C. В пределах периодах времени 0,4 секунды после завершения прокатки продукт охлаждают со скоростью охлаждения 600°C/с или более до области температур 700°C или менее (это охлаждение также называется первичным охлаждением), а затем охлаждают до области температур 500°C или менее со скоростью охлаждения менее чем 100°C/с (это охлаждение также называется вторичным охлаждением), и после чего продукт сворачивают в рулон в области температур не менее чем 300°C и не более чем 500°C, чтобы тем самым получать горячекатаный стальной лист.
С помощью этого этапа горячей прокатки получают горячекатаный стальной лист, в котором карбиды МХ-типа выделяются с высокой плотностью на границе ферритного зерна. С другой стороны, когда условия вышеописанной горячей прокатки не удовлетворяются, то становится трудным получать стальной материал по настоящему изобретению, поскольку средний диаметр зерна карбидов МХ-типа становится слишком малым, и уменьшается эффект закрепления относительно роста зерна, и среднее межзеренное расстояние карбидов МХ-типа становится слишком большим, что не способствует измельчению кристаллических зерен.
В этом способе изготовления (3) после того, как горячая прокатка практически завершена, проводят быстрое охлаждение со скоростью охлаждения 600°C/с или более до области температур 700°C или менее в пределах периода времени 0,4 секунды. Подобно предварительно описанным способам изготовления (1) и (2), также в способе изготовления (3), практическое завершение горячей прокатки означает проход, в котором практическая прокатка проводится последней при прокатке с множеством проходов, проводящейся при чистовой прокатке горячей прокатки. Быстрое охлаждение, в основном, проводят с помощью охлаждающего сопла, расположенного на выходном рольганге, но также возможно проводить его с помощью внутриклетевого охлаждающего сопла, предусмотренного между соответствующими проходами чистовой группы клети.
Вышеописанную скорость охлаждения (600°C/с или более) устанавливают на основе температуры поверхности образца (поверхностной температуры стального листа), измеренной следящим за температурой устройством. Скорость охлаждения (средняя скорость охлаждения) всего стального листа, как оценивают, составляет примерно 200°C/с или более в результате преобразования от скорости охлаждения (600°C/с или более), основанной на поверхностной температуре.
В этом способе изготовления (3) далее холодную прокатку при степени обжатия не менее чем 30% и не более чем 70% проводят для получения холоднокатаного стального листа.
Далее температуру холоднокатаного стального листа, полученного с помощью вышеописанного этапа холодной прокатки, повышают до области температур не менее чем 850°C и не более чем 920°C со средней скоростью повышения температуры не менее чем 2°C/с и не более чем 50°C/с, и стальной лист остается в области температур в течение периода времени не менее чем 100 секунд и не более чем 300 секунд (отжиг на фигуре 1). Потом осуществляют термообработку, в которой продукт нагревают до области температур не менее чем 270°C и не более чем 390°C со средней скоростью охлаждения не менее чем 10°C/с и не более чем 50°C/с и выдерживают в течение периода времени не менее чем 10 секунд и не более 300 секунд (закалка на фигуре 1).
Если вышеописанная средняя скорость повышения температуры составляет менее чем 2°C/с, то рост зерна феррита происходит во время повышения температуры, в результате чего кристаллические зерна становятся крупными. Хотя вышеописанная средняя скорость повышения температуры является предпочтительно как можно более высокой, практически она составляет 50°C/с или менее. Если температура, остающаяся после того, как вышеописанное повышение температуры составляет менее чем 850°C или время выдерживания составляет менее чем 100 секунд, образование аустенита во время закалки становится недостаточным, в результате чего становится трудным получать заданную многофазную структуру. С другой стороны, если температура, остающаяся после того, как вышеописанное повышение температуры превышает 920°C или время выдерживания превышает 300 секунд, то аустенит становится крупнозернистым, в результате чего становится трудным получать заданную многофазную структуру.
После вышеописанного повышения температуры, для того чтобы получать структуру, главным образом образованную из бейнита, необходимо осуществлять закалку при температуре бейнитного превращения или менее при подавлении ферритного превращения. Если вышеописанная средняя скорость охлаждения составляет менее чем 10°C/с, то количество феррита становится избыточным, и является трудным получать достаточную прочность. Хотя вышеописанная средняя скорость охлаждения является предпочтительно как можно более высокой, практически она составляет 50°C/с или менее. Кроме того, если температура прекращения охлаждения описанного выше охлаждения составляет менее чем 270°C, то относительная площадь мартенсита становится слишком большой, в результате чего локальная пластичность снижается. С другой стороны, если температура прекращения охлаждения описанного выше охлаждения превышает 390°C, то средний размер блока бейнита становится крупным, в результате чего прочность и пластичность снижаются. К тому же, если время выдерживания в области температур не менее чем 270°C и не более чем 390°C составляет менее чем 10 секунд, то содействие бейнитному превращению иногда становится недостаточным. С другой стороны, если время выдерживания в области температур не менее чем 270°C и не более чем 390°C превышает 300 секунд, то производительность будет замедляться.
Возможно также регулировать твердость бейнита путем проведения отпуска термообработкой после вышеописанной закалки, в котором выдерживание при необходимости осуществляют в области температур не менее чем 400°C и не более чем 550°C в течение периода времени не менее 10 секунд и не более чем 650 секунд, подобно предварительно описанному способу изготовления (2). Здесь, если температура отпуска составляет менее чем 400°C или время отпуска составляет менее чем 10 секунд, то не является возможным достаточно достигать эффекта, обеспеченного отпуском. С другой стороны, если температура отпуска превышает 550°C или время отпуска превышает 650 секунд, то есть случай, когда не может быть получена заданная прочность за счет снижения прочности. Отпуск может быть проведен посредством нагревания в два этапа или более в пределах вышеописанной температурной области. В таком случае предпочтительно, что температура на первом этапе, как устанавливают, является ниже, чем температура нагрева на втором этапе.
Горячекатаный стальной лист или холоднокатаный стальной лист, изготовленный посредством способов изготовления (1)-(3), как указано выше, могут применяться как есть в качестве стального материала по настоящему изобретению, или стальной лист, отрезанный от горячекатаного стального листа или холоднокатаного стального листа, на котором осуществляется при необходимости подходящая обработка, такая как изгиб и штамповка изделий, может быть также использован как стальной материал по настоящему изобретению. К тому же стальной материал по настоящему изобретению может также быть стальным листом как есть или стальным листом, на котором осуществляется нанесение покрытия после обработки. Нанесение покрытия может быть нанесением покрытия гальваническим способом или нанесением покрытия погружением в расплав, и хотя нет ограничения в типе нанесения покрытия, типом нанесения покрытия является обычно нанесение цинкового покрытия или нанесение покрытия из цинкового сплава.
Примеры
Эксперимент проводили путем использования слябов (каждого имеющего толщину 35 мм, ширину 160-250 мм и длину 70-140 мм), имеющих химический состав, представленный в таблице 1. В таблице 1 "-" означает, что элемент явно не содержится. Подчеркнутое указывает, что величина находится вне интервала по настоящему изобретению. Сталь типа D является сравнительным примером, в которой суммарное содержание V и Ti составляет менее величины нижнего предела. Сталь типа I является сравнительным примером, в которой содержание Mn превышает величину верхнего предела. Сталь типа J является сравнительным примером, в которой содержание С превышает величину верхнего предела. В каждом из типов стали 150 кг расплавленной стали получали литьем в вакууме, продукт затем нагревали при температуре печи 1250°C и подвергали воздействию ковки в горячем состоянии при температуре 950°C или более, чтобы тем самым получать сляб.
-
-
Каждый из вышеописанных слябов разогревали при 1250°C в течение 1 часа и после этого продукт подвергали воздействию черновой горячей прокатки в 4 прохода путем использования машины для испытаний при горячей прокатке, продукт дополнительно подвергали воздействию чистовой горячей прокатки в 3 прохода и после завершения прокатки проводили первичное охлаждение и вторичное охлаждение, чтобы тем самым получать горячекатаный стальной лист. Условия горячей прокатки представлены в таблице 2. Первичное охлаждение и вторичное охлаждение сразу после завершения прокатки проводили охлаждением водой. Вторичное охлаждение завершали при температуре сворачивания в рулон, представленной в таблице.
дения (°C)
ния
(°C/с)
дения (°C)
рулон
(°C)
(%)
ратура завершения прокатки
(°C)
Стальные листы номеров испытания 1, 2, 6, 13, а также и 15-17, как устанавливали, являются стальными листами сразу после горячей прокатки без осуществления холодной прокатки. На других стальных листах номеров испытания 3-5, 7-12, а также 14, осуществляли холодную прокатку. Как можно понять из таблицы 2 и таблицы 3, толщина листа, каждого из полученных горячекатаных стальных листов или холоднокатаных листов, составляла 1,6 мм. На стальных листах номеров испытания 4, 5, 9-12, а также 14 термообработку осуществляли с использованием имитатора отжига с термограммой, представленной на фигуре 1, и в условиях, представленных в таблице 3. В настоящих примерах процесс от повышения температуры до температуры выдерживания в термообработке соответствует отжигу, охлаждение после отжига соответствует закалке, а термообработка после этого соответствует отпуску, проводимому с целью осуществления регулирования твердости (разупрочнение). Как можно понять из фигуры 1 и таблицы 3, термообработка отпуском в области температур не менее чем 400°C и не более чем 550°C проводили в два этапа. Заметим, что на стальных листах номеров испытания 3, 7, 8, а также 13, только закалку осуществляли после отжига, а отпуск не осуществляли.
охлаждения
(°C/с)
(°C)
Касательно горячекатаных стальных листов и холоднокатаных листов, полученных, как указано выше, провели следующее исследование.
Во-первых, образец испытания на растяжение JIS (Japan Industrial Standard) № 5 отбирали от испытываемого стального листа в направлении, перпендикулярном направлению прокатки, и подвергали испытанию на растяжение, тем самым определяя 5% напряжение пластического течения, максимальную прочность на растяжение (TS) (tensile strength) и общее удлинение (u-El) (uniform elongation). 5% напряжение пластического течения указывает напряжение, когда происходит пластическая деформация, в которой деформация становится 5% в испытании на растяжение, 5% напряжение пластического течения имеет отношение пропорциональности с эффективным напряжением пластического течения и становится показателем эффективного напряжения пластического течения.
Испытание на раздачу отверстия проводили для определения коэффициента раздачи отверстия на основе стандарта JFST 1001-1996 японской металлургической федерации, исключая то, что обработку разверткой осуществляли на обработанном отверстии, чтобы удалить влияние повреждения торцевой поверхности.
EBSD-анализ (метод автоматического анализа картин дифракции обратно рассеянных электронов - (EBSD) (electron backscatter diffraction - дифракция обратного рассеяния электронов)) проводили в положении ¼ глубины по толщине листа в поперечном сечении параллельно направлению прокатки стального листа, в котором определяли средний диаметр зерна основной фазы и второй фазы, и была создана карта поверхностной разориентировки границ кристаллов. Касательно размера блока бейнита, элемент структуры, окруженный поверхностью раздела, когда разориентировка была 15° или более, как предполагали, является бейнитным блоком, а средний размер блока определяли путем усреднения диаметров эквивалентных кругов бейнитных блоков.
Нанотвердость бейнита определяли методом наноиндентирования. Часть образца для испытания, отобранная в направлении, параллельном направлению прокатки в положении ¼ глубины по толщине листа, полировали наждачной бумагой, продукт подвергали воздействию химико-механического полирования, используя коллоидную двуокись кремния, и затем дополнительно подвергали воздействию электролитической полировки для удаления обрабатываемого слоя, и затем продукт подвергали испытанию. Наноиндентирование проводили с использованием кубического конусного индентора при нагрузке на индентор 500 мкН. Размер отпечатка в это время является диаметром в 0,5 мкм или менее. Твердость бейнита каждого образца измеряли в выбранных случайным образом 20 точках и определяли среднюю нанотвердость каждого образца.
Во второй фазе аустенитную фазу определяли на основе анализа кристаллической системы, используя EBSD. К тому же разделяли проэвтектоидную ферритную фазу и мартенситную фазу на основе твердости, измеренной путем наноиндентирования. Точнее говоря, фаза с нанотвердостью менее чем 4 ГПа была установлена к проэвтектоидной ферритной фазе, и при этом фаза с нанотвердостью 6 ГПа или более была установлена к мартенситной фазе, и на основании двумерного изображения, полученного с помощью атомно-силового микроскопа, установленного рядом с устройством наноиндентирования, определяли суммарную относительную площадь и средний диаметр зерна этих ферритной фазы, мартенситной фазы и аустенитной фазы.
Карбид МХ-типа идентифицировали путем исследования просвечивающей электронной микроскопией ТЕМ (transmission electron microscopy), используя образец экстракционной реплики, а также среднее межзеренное расстояние карбидов МХ-типа, каждого имеющего средний диаметр зерна 10 нм или более, рассчитывали из двумерного изображения ТЕМ светлопольного изображения.
Кроме того, угловой трубчатый элемент получали путем использования каждого из вышеописанных стальных листов, и испытание на осевое разрушение проводили при скорости столкновения в осевом направлении 64 км/ч, чтобы тем самым оценить амортизирующую способность при столкновении. Форму поперечного сечения, перпендикулярного осевому направлению углового трубчатого элемента, устанавливали как равнобокий восьмиугольник, и длину в осевом направлении углового трубчатого элемента устанавливали 200 мм. Оценку проводили при условии, когда устанавливали, чтобы каждый элемент имел толщину листа 1,6 мм, а длину одной стороны вышеописанного равнобокого восьмиугольника (длина прямолинейного участка за исключением искривленного участка угловой части) (Wp) - 25,6 мм. Два таких угловых трубчатых элемента получали из каждого из стальных листов и подвергали испытанию на осевое разрушение. Оценку проводили на основе средней нагрузки, когда осевое разрушение происходило (средняя величина из двух раз испытания), и стабильного отношения продольного изгиба. Стабильное соотношение продольного изгиба соответствует соотношению числа испытываемых тел, в которых нет трещины, возникшей в тесте на осевое разрушение, относительно числа всех испытываемых заготовок. Обычно возможность, в которой возникает трещина в середине разрушения, повышается, когда поглощение энергии удара увеличивается, в результате чего нагрузка пластической деформации не может быть повышена, и есть случай, когда поглощение энергии удара не может быть повышено. Конкретно несущественно, как высока средняя ударная нагрузка (способность амортизировать удар), не является возможным показывать высокую способность амортизировать удар, если стабильное отношение продольного изгиба не является хорошим.
Результаты исследования, описанные выше (структура стали, механические свойства, свойства при осевом разрушении), представлены вместе в таблице 4.
(нм)
тичес-
кого тече-
ния (МПа)
Как можно понять из таблицы 4, в стальном материале, относящемся к настоящему изобретению, средняя нагрузка, когда происходит осевое разрушение, является высокой, составляя 0,38 кН/мм2 или более. К тому же хорошее свойство осевого разрушения проявляется так, что стабильное отношение продольного изгиба составляет 2/2. Кроме того, высокая прочность обеспечивается, поскольку предел прочности на растяжение составляет 980 МПа или более, и коэффициент раздачи отверстия и 5% напряжение пластического течения являются высокими, составляя 122% или более или 745 МПа или более, соответственно, и величина пластичности является также достаточно высокой. Следовательно, стальной материал, относящийся к настоящему изобретению, удобно использовать в качестве материала вышеописанных ударопрочного блока, бокового элемента, средней стойки, рокера и подобного.
Изобретение относится к области металлургии, а именно к стальному материалу, используемому для изготовления ударопоглощающих элементов. Материал содержит, в мас.%: C больше чем 0,05 до 0,18, Mn 1-3, Si больше чем 0,5 до 1,8, Al 0,01-0,5, N 0,001-0,015, одно или оба из V и Ti: в сумме 0,01-0,3, Cr 0-0,25, Mo 0-0,35, остальное - Fe и примеси. Структура материала содержит 80% или более бейнита в % по площади и 5% или более в сумме одного или двух или более, выбранных из группы, состоящей из феррита, мартенсита и аустенита в % по площади. Средний размер блока бейнита составляет менее чем 2,0 мкм, а средний диаметр зерна всех вышеописанных феррита, мартенсита и аустенита составляет менее чем 1,0 мкм. Средняя нанотвердость бейнита составляет 4,0 ГПа - 5,0 ГПа, а карбиды МХ-типа, каждый имеющий диаметр эквивалентного круга 10 нм или более, могут присутствовать со средним межзеренным расстоянием 300 нм или менее между ними. Достигается повышение поглощения энергии удара. 1 з.п. ф-лы, 1 ил., 4 табл.
1. Стальной материал содержащий, в мас.%:
C: более чем 0,05-0,18
Mn: 1-3
Si: более чем 0,5-1,8
Al: 0,01-0,5
N: 0,001-0,015
один или оба V и Ti: 0,01-0,3 в сумме
Cr: 0-0,25
Mo: 0-0,35
остальное: Fe и примеси; и
содержащий 80% или более бейнита в % по площади, 5% или более в сумме одного или двух или более, выбранных из группы, состоящей из феррита, мартенсита и аустенита в % по площади, при этом:
средний размер блока бейнита составляет менее чем 2,0 мкм, а средний диаметр зерна всего из феррита, мартенсита и аустенита составляет менее чем 1,0 мкм;
средняя нанотвердость бейнита составляет 4,0 ГПа - 5,0 ГПа; и
карбиды МХ-типа, каждый имеющий диаметр эквивалентного круга 10 нм и более, присутствуют со средним межзеренным расстоянием 300 нм или менее между ними.
2. Стальной материал по п. 1, содержащий одно или два, выбранных из группы, состоящей из, в мас.%:
Cr: 0,05-0,25 и
Mo: 0,1-0,35.
| Изложница с суживающимся книзу сечением и с вертикально перемещающимся днищем | 1924 |
|
SU2012A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТАЛЬНЫХ ЛИСТОВ С ВЫСОКИМИ ХАРАКТЕРИСТИКАМИ ПРОЧНОСТИ И ПЛАСТИЧНОСТИ И ЛИСТЫ, ИЗГОТОВЛЕННЫЕ ПРИ ПОМОЩИ ЭТОГО СПОСОБА | 2008 |
|
RU2451764C2 |
| ЩИТОВОЙ ДЛЯ ВОДОЕМОВ ЗАТВОР | 1922 |
|
SU2000A1 |
| Колосоуборка | 1923 |
|
SU2009A1 |

