Изобретение относится к конвейерам, а именно к способам регулирования скорости грузонесущего органа конвейера, в частности ленты.
Известны многоскоростные асинхронные электродвигатели [1], позволяющие дискретно изменять скорость движения грузонесущего органа конвейера. Применение многоскоростных асинхронных электродвигателей в приводах конвейеров обеспечивает возможность движения грузонесущего органа с несколькими фиксированными скоростями, практически не согласуемыми с загрузкой конвейера. Это не позволяет эффективно регулировать скорость грузонесущего органа соответственно поступающему грузопотоку, плавно изменять скорость без рывков.
Известен способ управления промежуточным приводом ленточного конвейера, заключающийся в изменении скорости вращения приводного барабана согласно заданному режиму работы ленточного конвейера [2].
Недостатком этого способа управления является неэффективная работа конвейера из-за непрерывного изменения скорости ленты. При этом конвейер постоянно работает в переходном (динамическом режиме) с повышенными энергозатратами.
Задачей предлагаемого изобретения является повышение эффективности работы конвейера.
Способ регулирования скорости ленты конвейера, включающий измерение скорости ленты и поступающего грузопотока qin, изменение скорости ленты путем управления приводом конвейера.
Согласно изобретению скорость ленты измеряют в месте загрузки и осуществляют одно из следующих действий:
увеличивают скорость ленты на величину q1/ψ в течение времени Δt1, если поступающий грузопоток qin превышает приемную способность конвейера qout, где q1 - отношение номинальной производительности конвейера к выбранному количеству ступеней регулирования скорости ленты при увеличении скорости, ψ - номинальная погонная нагрузка;
и уменьшают скорость ленты на величину q2/ψ в течение времени Δt2, если поступающий грузопоток qin меньше приемной способности конвейера qout на величину q2, где q2 - отношение номинальной производительности конвейера к выбранному количеству ступеней регулирования скорости ленты при уменьшении скорости;
и оставляют скорость ленты без изменения, если величина поступающего грузопотока qin находится в диапазоне значений от qout - q2 до qout,
и прекращают загрузку конвейера без изменения скорости ленты, если поступающий грузопоток qin превышает максимальную приемную способность конвейера qmax.
Время Δt1≥q1/ψ·a1, где q1 - отношение номинальной производительности конвейера к выбранному количеству ступеней регулирования скорости ленты при увеличении скорости, ψ - номинальная погонная нагрузка, а1 - допустимое ускорение ленты.
Время Δt2≥q2/ψ·a2, где q2 - отношение номинальной производительности конвейера к выбранному количеству ступеней регулирования скорости ленты при уменьшении скорости, ψ - номинальная погонная нагрузка, а2 - допустимое замедление ленты.
При осуществлении изобретения может быть получен технический результат, заключающийся в повышении эффективности работы конвейера за счет ступенчатого регулирования скорости ленты, обеспечивающей полную загрузку ленты без просыпания груза, уменьшения потерь энергии и износа узлов конвейера.
На фиг. 1 изображена схема конвейера;
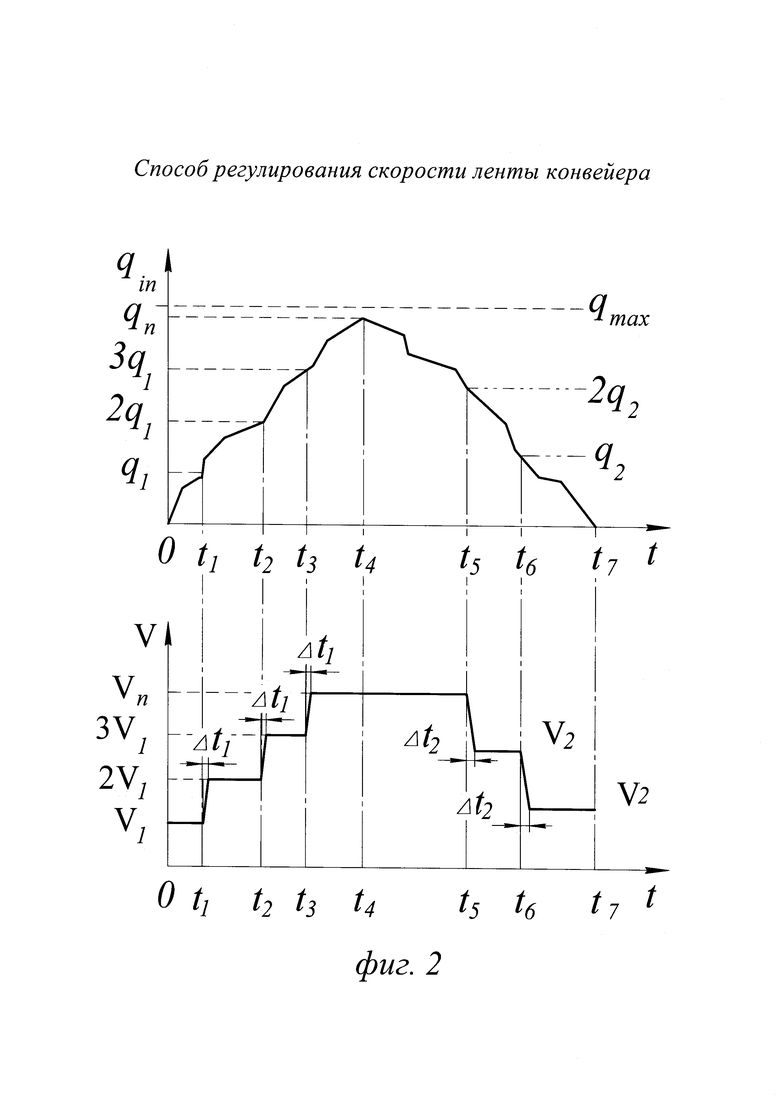
на фиг. 2 - графики изменения поступающего грузопотока и скорости ленты.
Принятые определения и их обозначения:
текущая скорость ленты V (м/с);
номинальная скорость ленты Vn (м/с) - паспортная характеристика конвейера;
номинальная производительность конвейера Qn (кг/с) - паспортная характеристика конвейера;
поступающий грузопоток qin (кг/с);
номинальный поступающий грузопоток qn (кг/с) - соответствует Qn;
приемная способность конвейера qout (кг/с) - соответствует текущей скорости ленты V;
максимальная приемная способность конвейера qmax (кг/с) qmax=(1,05…1,08)qn;
доли номинальной производительности конвейера q1, q2 (кг/с) - отношения номинальной производительности конвейера к выбранному количеству ступеней регулирования скорости ленты при увеличении и уменьшении скорости;
номинальная погонная нагрузка ψ (кг/м) - соответствует номинальному грузопотоку qn;
допустимое ускорение ленты а1 (м/с2);
допустимое замедление ленты а2 (м/с2).
Способ регулирования скорости ленты конвейера реализуют следующим образом.
После включения конвейера производят непрерывное измерение скорости V ленты 1 и поступающего на ленту 1 груза 2. Вследствие изменения натяжения по длине ленты 1 скорость ленты 1 также изменяется по ее длине. Для обеспечения точности регулирования скорость V ленты 1 замеряют в месте загрузки 3 конвейера с помощью датчика скорости 4. Количество поступающего на ленту 1 груза 2 замеряют с помощью датчика грузопотока 5. Сигналы датчика скорости 4 и датчика грузопотока 5 по кабельным каналам 6 и 7 поступают в блок управления 8. Блок управления 8 соединен с линией 9 подвода электроэнергии, а также соединен кабелем 10 с электроприводом, приводящим в движение приводной барабан 11 конвейера. Лента 1 опирается на ролики 12 и охватывает приводной 11 и натяжной 13 барабаны.
Блок управления 8 непрерывно сопоставляет значения поступающего на ленту 1 грузопотока qin (кг/с) и приемной способности конвейера qout (кг/с). Приемная способность конвейера qout зависит от текущей скорости V ленты 1 в месте загрузки 3 и номинальной погонной нагрузки ψ (кг/м) конвейера.
qout=ψ·V
Величина номинальной погонной нагрузки ψ является конструктивной характеристикой конвейера и обеспечивает его нормальную работу без просыпания груза 2.
ψ=qn/Vn
Если значение поступающего на ленту 1 грузопотока qin превышает значение приемной способности конвейера qout, то необходимо увеличение скорости V ленты 1 для нормальной работы конвейера без просыпания груза 2. Вследствие неравномерности загрузки конвейера значение qin изменяется непрерывно, но блок управления 8 ускоряет движение приводного барабана 11 и ленты 1 только, если значение qin превысило значение qout. Это позволяет избежать непрерывного регулирования скорости ленты 1 и постоянной работы конвейера в переходном (динамическом) режиме.
Блок управления 8 для выравнивания значений qin и qout увеличивает скорость V ленты 1 на величину q1/ψ в течение времени Δt1 так, чтобы ускорение ленты не превысило допустимую величину а1 (м/с), обеспечивающую нормальную работу конвейера без рывков и поломок. Для этого значение времени Δt1 соответствует неравенству Δt1≥q1/ψ·a1.
Величина q1 составляет долю номинальной производительности конвейера Q и определяет периодичность регулирования скорости V ленты 1. Величина q1 подбирается эмпирически или рассчитывается на основании стохастических характеристик поступающего на ленту 1 грузопотока qin. С увеличением величины q1 сокращается интенсивность регулирования скорости ленты 1, но снижается энергоэффективность конвейера.
Если значение поступающего на ленту 1 грузопотока qin меньше значения приемной способности конвейера qout=ψ·V, то необходимо снижение скорости V ленты 1 для нормальной работы конвейера с полной загрузкой ленты 1. Блок управления 8 замедляет движение приводного барабана 11 и ленты 1 только, если значение qout превысило значение qin на величину q2. Это также позволяет избежать непрерывного регулирования скорости ленты 1 и постоянной работы конвейера в переходном (динамическом) режиме. Величина q2 определяет периодичность регулирования скорости V ленты 1 при снижении грузопотока qin и подбирается эмпирически или рассчитывается на основании стохастических характеристик поступающего на ленту 1 грузопотока qin. С увеличением величины q2 сокращается интенсивность регулирования скорости ленты 1, но снижается энергоэффективность конвейера. Возможно равенство значений q1=q2.
Блок управления 8 для выравнивания значений qin и qout снижает скорость V ленты 1 на величину q2/ψ в течение времени Δt2 так, чтобы замедление ленты не превысило допустимую величину а2 (м/с), обеспечивающую нормальную работу конвейера без рывков и поломок. Для этого значение времени Δt2 соответствует неравенству Δt2≥q2/ψ·a2.
Если величина поступающего грузопотока qin находится в диапазоне значений от qout-q2 до qout(qout-q2≤qin≤qout), то блок управления 8 поддерживает движение ленты 1 с постоянной скоростью, т.е. оставляет текущее значение скорости V ленты 1 без изменения.
Если поступающий грузопоток qin (вследствие неисправности оборудования) превышает максимальную приемную способность конвейера qmax=(1,05…1,08)qn, такой режим работы конвейера недопустим, так как груз 2 просыпается. В этом случае загрузку конвейера прекращают без изменения текущей скорости ленты 1.
На фиг. 2 приведен пример изменения поступающего грузопотока qin и скорости V ленты 1 во времени t. График поступающего грузопотока qin показывает монотонное увеличение qin от 0 до номинального значения qn при изменении времени t от 0 до t4, а также монотонное уменьшение qin от номинального значения qn до 0 при изменении времени t от t4 до t7.
В данном примере блок управления 8 конвейера настроен на четырехступенчатый режим увеличения скорости V ленты 1 от 0 до номинального значения Vn и трехступенчатый режим снижения скорости V ленты 1 от номинального значения Vn до 0. При этом величина q1 равна четверти номинального значения Qn, т.е. q1=Qn/4. Величина q2 равна трети номинального значения Qn, т.е. q2=Qn/3.
Четырехступенчатый режим увеличения скорости V ленты 1 позволяет увеличивать скорость V ленты 1 на величину V1, равную четверти номинальной скорости Vn.
V1=q1/ψ=Vn/4
Трехступенчатый режим снижения скорости V ленты 1 позволяет уменьшать скорость ленты 1 на величину V2, равную трети номинальной скорости Vn.
V2=q2/ψ=Vn/3
Согласно графику фиг. 2 при 0≤t≤t1 поступающий грузопоток qin не превышает величины q1, и лента 1 движется со скоростью V=V1. При этом приемная способность конвейера qout=ψ·V1=qn/4.
При t>t1 поступающий грузопоток qin превышает величину qout (qout=qn/4), и блок управления 8 увеличивает скорость V ленты 1 согласно заявляемому способу на величину q1/ψ в течение времени Δt1. Таким образом, в течение интервала времени t1+Δt1≤t≤t2 лента 1 движется со скоростью V=2V1.
Аналогично при последующем возрастании поступающего грузопотока qin блок управления 8 увеличивает скорость V ленты 1 в моменты времени t2 и t3 ступенчато до величин 3V1 и Vn соответственно.
Согласно графику фиг. 2 при t3≤t≤t5 поступающий грузопоток qin находится в диапазонах значений от 3q1 до qn и от qn до 2q2. При этом блок управления 8 согласно заявляемому способу сохраняет скорость ленты 1 V=Vn без изменения.
При t>t5 поступающий грузопоток qin становится меньше приемной способности конвейера qout (qout=qn) на величину q2, и блок управления 8 уменьшает скорость V ленты 1 согласно заявляемому способу на величину q2/ψ в течение времени Δt2. Таким образом, в течение интервала времени t5+Δt2≤t≤t6 лента 1 движется со скоростью V=2V2. Аналогично при последующем уменьшении поступающего грузопотока qin блок управления 8 уменьшает скорость V ленты 1 в момент времени t6 до величины V2.
Источники информации
1. Онищенко Г.Б. Электрический привод / Г.Б. Онищенко М.: Издательский центр «Академия», 2006. - с. 73-75.
2. Спиваковский А.О. Транспортирующие машины / А.О. Спиваковский, В.К. Дьячков. - М.: Машиностроение, 1983. - с. 94-97.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ РЕГУЛИРОВАНИЯ СКОРОСТИ КОНВЕЙЕРА С ЗАГРУЗОЧНЫМ БУНКЕРОМ | 2016 |
|
RU2628830C9 |
| СИНХРОННЫЙ ЭЛЕКТРОПРИВОД ЛЕНТОЧНОГО КОНВЕЙЕРА И СПОСОБ УПРАВЛЕНИЯ ИМ | 2015 |
|
RU2606163C1 |
| Способ контроля грузонесущей способности ленточного конвейера | 1989 |
|
SU1685834A1 |
| ЭЛЕКТРИЧЕСКИЙ ПРИВОД УКЛОННОГО ЛЕНТОЧНОГО КОНВЕЙЕРА | 2018 |
|
RU2671794C1 |
| Способ управления конвейерной линией | 1982 |
|
SU1500583A1 |
| УСТРОЙСТВО ДЛЯ УПРАВЛЕНИЯ СИСТЕМОЙ РУДНИЧНЫХ КОНВЕЙЕРОВ | 2014 |
|
RU2566324C1 |
| ПРОМЕЖУТОЧНЫЙ ПРИВОД ЛЕНТОЧНОГО КОНВЕЙЕРА И СПОСОБ УПРАВЛЕНИЯ ИМ | 2014 |
|
RU2552759C1 |
| Способ автоматического управления загрузкой конвейера | 1986 |
|
SU1433883A1 |
| ТЕПЛОСЧЕТЧИК И СПОСОБ ОПРЕДЕЛЕНИЯ ТЕПЛОВОЙ ЭНЕРГИИ ТЕПЛОНОСИТЕЛЯ В ОТКРЫТЫХ ВОДЯНЫХ СИСТЕМАХ ТЕПЛОСНАБЖЕНИЯ | 2006 |
|
RU2300086C1 |
| Устройство для управления загрузкой ленточного конвейера | 1983 |
|
SU1090644A1 |

Способ регулирования скорости ленты конвейера включает измерение скорости ленты и поступающего грузопотока qin, изменение скорости ленты путем управления приводом конвейера. Скорость ленты измеряют в месте загрузки и осуществляют одно из следующих действий: увеличивают скорость ленты на величину q1/ψ в течение времени Δt1,
если поступающий грузопоток qin превышает приемную способность конвейера qout, где q1 - отношение номинальной производительности конвейера к выбранному количеству ступеней регулирования скорости ленты при увеличении скорости, ψ - номинальная погонная нагрузка; уменьшают скорость ленты на величину q2/ψ в течение времени Δt2, если поступающий грузопоток qin меньше приемной способности конвейера qout на величину q2, где q2 - отношение номинальной производительности конвейера к выбранному количеству ступеней регулирования скорости ленты при уменьшении скорости; оставляют скорость ленты без изменения, если величина поступающего грузопотока qin находится в диапазоне значений от qout - q2 до qout; прекращают загрузку конвейера без изменения скорости ленты, если поступающий грузопоток qin превышает максимальную приемную способность конвейера qmax. Повышается эффективность работы конвейера. 2 з.п. ф-лы, 2 ил.
1. Способ регулирования скорости ленты конвейера, включающий измерение скорости ленты и поступающего грузопотока qin, изменение скорости ленты путем управления приводом конвейера, отличающийся тем, что скорость ленты измеряют в месте загрузки и осуществляют одно из следующих действий:
увеличивают скорость ленты на величину q1/ψ в течение времени Δt1,
если поступающий грузопоток qin превышает приемную способность конвейера qout, где q1 - отношение номинальной производительности конвейера к выбранному количеству ступеней регулирования скорости ленты при увеличении скорости, ψ - номинальная погонная нагрузка;
и уменьшают скорость ленты на величину q2/ψ в течение времени Δt2, если поступающий грузопоток qin меньше приемной способности конвейера qout, на величину q2, где q2 - отношение номинальной производительности конвейера к выбранному количеству ступеней регулирования скорости ленты при уменьшении скорости;
и оставляют скорость ленты без изменения, если величина поступающего грузопотока qin находится в диапазоне значений от qout - q2 до qout,
и прекращают загрузку конвейера без изменения скорости ленты, если поступающий грузопоток qin превышает максимальную приемную способность конвейера qmax.
2. Способ регулирования скорости ленты конвейера по п. 1, отличающийся тем, что время Δt1≥q1/ψ·a1, где q1 - отношение номинальной производительности конвейера к выбранному количеству ступеней регулирования скорости ленты при увеличении скорости, ψ - номинальная погонная нагрузка, а1 - допустимое ускорение ленты.
3. Способ регулирования скорости ленты конвейера по п. 1, отличающийся тем, что время Δt2≥q2/ψ·a2, где q2 - отношение номинальной производительности конвейера к выбранному количеству ступеней регулирования скорости ленты при уменьшении скорости, ψ - номинальная погонная нагрузка, а2 - допустимое замедление ленты.
| RU 2012143707 A, 20.05.2014 | |||
| Способ автоматического управления загрузкой конвейера | 1986 |
|
SU1433883A1 |
| Способ управления скоростью конвейера | 1983 |
|
SU1113334A1 |
| Устройство для сортировки каменного угля | 1921 |
|
SU61A1 |

