Изобретение относится к конвейерным системам, а именно к способам регулирования работы конвейера и загрузочного бункера.
Известен способ регулирования скорости ленты конвейера, включающий ступенчатое изменение скорости ленты в зависимости от соотношения значений поступающего на ленту грузопотока и приемной способности конвейера [1].
Этот способ регулирования скорости ленты неприменим для конвейера, оборудованного загрузочным бункером, поскольку не предусматривает контроль заполнения бункера и регулирование выходящего из бункера грузопотока.
Наиболее близким к заявляемому изобретению является способ управления скоростью конвейера, основанный на одновременном изменении производительности питателя и скорости конвейера в зависимости от загрузки бункера транспортными единицами. При этом учитывают время проезда каждой транспортной единицы к бункеру, фиксируют момент начала разгрузки каждой транспортной единицы и управляют скоростью конвейера так, чтобы груз в бункере не накапливался [2].
Недостатком данного способа является то, что емкость бункера не используется в достаточной мере для сглаживания изменений поступающего в бункер грузопотока. Это приводит к частому изменению скорости конвейера. Кроме того, перед началом работы бункер не имеет достаточного запаса груза, и конвейер простаивает или работает с малой производительностью.
Задачей предлагаемого изобретения является повышение эффективности работы конвейера с загрузочным бункером.
Способ регулирования скорости конвейера с загрузочным бункером включает измерение уровня заполнения бункера, измерение скорости ленты конвейера и производительности питателя, включение загрузки и остановку загрузки бункера, включение и остановку конвейера, включение и выключение питателя, изменение скорости ленты конвейера и производительности питателя в течение времени регулирования путем плавного и ступенчатого регулирования по командам системы управления (СУ).
Согласно изобретению загрузку бункера производят независимо от работы питателя и конвейера, если уровень заполнения ψ бункера не превышает предельного значения уровня заполнения ψn бункера;
конвейер и питатель включают по команде СУ, если уровень заполнения ψ бункера больше начального значения уровня заполнения ψ0 бункера;
затем производительность питателя W и скорость ленты V конвейера синхронно изменяют до значений Wi, и Vi, если уровень заполнения ψ бункера соответствует условию ψi-1<ψ≤ψi, а V≠Vi, и W≠Wi, i=1…n, где n - количество ступеней регулирования скорости, ψi - значение i-го уровня заполнения бункера, Vi, - значение i-й ступени скорости ленты, Wi - значение i-й ступени производительности питателя;
или обеспечивают производительность питателя W=Wn и скорость ленты конвейера V=Vn, если ψ>ψn;
вначале выключают питатель, а затем после освобождения ленты от груза останавливают конвейер, если имеет место хотя бы одно из условий: уровень заполнения ψ бункера меньше начального значения уровня заполнения ψ0 бункера, скорость ленты V и/или производительность питателя W не принимают значения Vi, и Wi, соответствующей ступени регулирования, в течение времени регулирования, СУ подала команду остановки конвейера.
При осуществлении изобретения может быть получен технический результат, заключающийся в повышении эффективности работы конвейера и питателя за счет ступенчатого регулирования скорости ленты конвейера, производительности питателя с учетом заполнения бункера, обеспечения полной загрузки ленты без просыпания груза, уменьшения потерь энергии и износа узлов конвейера и питателя.
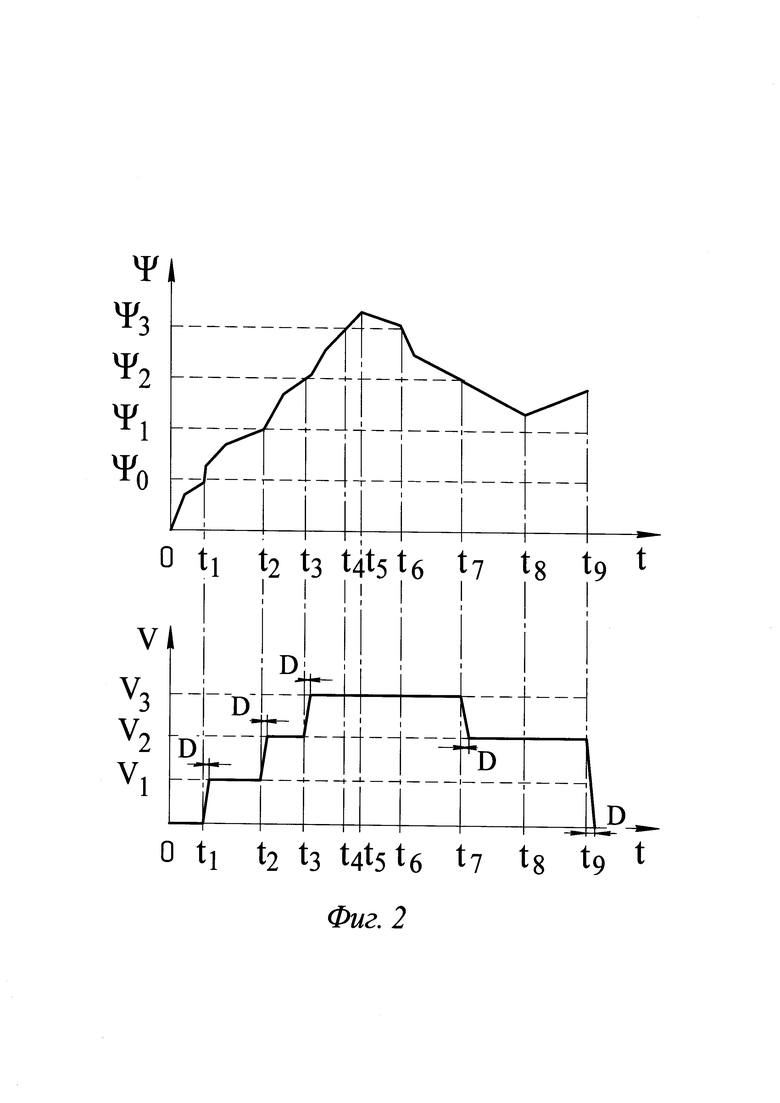
На фиг. 1 изображена схема конвейера с питателем и загрузочным бункером, на фиг. 2 - графики изменения уровня заполнения бункера ψ и скорости ленты V.
Способ регулирования скорости конвейера с загрузочным бункером реализуют следующим образом.
Система контроля 1 уровня заполнения загрузочного бункера 2 производит непрерывное измерение в течение всего времени работы конвейера 3 и/или загрузки бункера 2. Сигналы системы контроля 1 уровня заполнения бункера 2 по кабелю 4 поступают в блок управления 5. Сигнал датчика скорости 6 ленты 7 конвейера 3 поступает в блок управления 5 по кабелю 8. Сигнал датчика производительности 9 питателя 10 поступает в блок управления 5 по кабелю 11.
Блок управления 5 соединен с линией 12 подвода электроэнергии. Блок управления 5 соединен кабелем 13 с электроприводом 14 конвейера 3, а также соединен с электроприводом питателя 10 (соединительный кабель и электропривод питателя 10 на схеме не показаны).
Диспетчер или автоматизированная система управления производством (далее СУ) передает блоку управления 5 команды на включение и выключение конвейера 3. СУ на фиг. 1 и 2 не показана. Блок управления 5 запрограммирован на ступенчатое изменение скорости V ленты 7 конвейера 3 и производительности W питателя 10.
Скорость V ленты 3 может принимать значения V1, V2… Vn. Производительность W питателя 10 может принимать значения W1, W2… Wn, где n - количество ступеней регулирования скорости. Значения скорости ленты Vi, и значения производительности питателя Wi, каждой ступени регулирования согласованы так, чтобы лента 7 была полностью загружена без просыпания груза.
Система контроля 1 уровня заполнения бункера 2 передает в блок управления 5 текущее значение ψ уровня заполнения бункера 2. Блок управления 5 сравнивает текущее значение ψ с запрограммированными фиксированными значениями ψi, уровня заполнения бункера 2:
ψ0 - начальное значение уровня заполнения бункера 2,
ψi - значение i-го уровня заполнения бункера 2, i=1…n,
ψn - предельное значение уровня заполнения бункера 2.
Уровень заполнения ψ бункера 2 и фиксированные значения уровня заполнения ψi могут быть представлены высотой слоя груза или объемом груза или массой груза в бункере 2 в зависимости от используемой системы контроля 1 уровня заполнения бункера 2.
Таким образом, количество фиксированных значений уровня заполнения бункера 2 с учетом значения начального уровня на единицу превышает количество ступеней регулирования скорости n. Количество ступеней регулирования n скорости V, значения уровней заполнения ψi, бункера 2 определяют периодичность регулирования скорости V ленты 7 и подбираются эмпирически или рассчитываются на основании стохастических характеристик поступающего в бункер 2 грузопотока qin. С увеличением количества ступеней возрастает интенсивность регулирования скорости ленты 7, но снижается энергоэффективность конвейера 3, поскольку большую часть времени конвейер 3 и питатель 10 будут работать в переходных режимах.
Загрузка бункера 2 может осуществляться как загрузочным конвейером, грейферным захватом, так и разгрузкой самосвалов или вагонеток. На фиг. 1 поступающий в бункер 2 грузопоток обозначен стрелкой qin. Загрузку бункера 2 производят независимо от работы питателя 10 и конвейера 3, если уровень заполнения ψ бункера 2 не превышает предельного значения уровня заполнения ψn, то есть ψ≤ψn.
После получения команды СУ на включение конвейера 3 блок управления 5 включает электроприводы конвейера 3 и питателя 10, если уровень заполнения ψ бункера 2 больше начального значения уровня заполнения ψ0 бункера 2. То есть ψ>ψ0. При этом скорость ленты 7 и производительность питателя 10 плавно принимают значения Vi и Wi, соответствующие i-й ступени регулирования в зависимости от уровня заполнения ψ бункера 2. Если уровень заполнения ψ бункера 2 меньше или равен начальному значению уровня заполнения ψ0 бункера 2 (ψ≤ψ0), то блок управления 5 не включает электроприводы конвейера 3 и питателя 10 и выдает сигнал об отсутствии в бункере 2 достаточного количества груза.
Во время работы конвейера 3 датчик скорости 6 ленты 7 и датчик производительности 9 питателя 10 производят непрерывное измерение скорости V ленты 7 и производительности W питателя 10 для обеспечения точности и надежности работы всей системы.
При работе конвейера 3 и питателя 10 блок управления 5 плавно и синхронно изменяет производительность W питателя 10 и скорость V ленты 7 в зависимости от уровня заполнения ψ бункера 2.
Блок управления 5 плавно и синхронно изменяет производительность W питателя 10 и скорость V ленты 7 до значений Wi, и Vi, если уровень заполнения ψ бункера 2 соответствует условию ψi-1<ψ≤ψi, i=1…n, а V≠Vi и W≠Wi, где ψi, - значение i-го уровня заполнения бункера 2, Vi - значение i-й ступени скорости ленты 7, Wi - значение i-й ступени производительности питателя 10.
Плавное изменение скорости ленты 7 обеспечивает нормальную работу конвейера 3 без рывков и поломок. Изменение производительности питателя 10 синхронно изменению скорости ленты 7 обеспечивает эффективную загрузку конвейера 3 без просыпания груза.
Таким образом, при работающем конвейере 3 блок управления 5 осуществляет одно из следующих пяти действий:
1) Если текущий уровень заполнения бункера ψ соответствует скорости ленты i-й ступени (то есть выполняется условие ψi-1<ψ≤ψi, V=Vi и W=Wi при i=1…n), то блок управления 5 сохраняет движение ленты 7 со скоростью i-й ступени Vi и производительность питателя 10 равную Wi.
2) Если текущий уровень заполнения ψ бункера 2 не соответствует скорости ленты i-й ступени (то есть выполняется условие ψi-1<ψ≤ψi i=1…n, а V≠Vi), то блок управления 5 плавно увеличивает или уменьшает скорость ленты 7 до значения скорости i-й ступени (V=Vi, i=1…n), и синхронно увеличивает или уменьшает производительность питателя 10 до значения i-й ступени (W=Wi, i=1…n).
3) Если скорость ленты 7 и/или производительность питателя 10 не принимают значения Wi и Vi, соответствующие i-й ступени регулирования, в течение заданного времени регулирования, то блок управления 5 выдает сигнал о неисправности, выключает питатель 10 и после освобождения ленты 7 от лежащего на ней груза 15 плавно останавливает движение ленты 7 без остановки загрузки бункера 2.
4) Если текущий уровень заполнения бункера ψ стал меньше или равен начальному значению уровня заполнения бункера ψ0 (то есть выполняется условие ψ0≥ψ и V>0), то блок управления 5 выдает сигнал об отсутствии в бункере 2 достаточного количества груза, выключает питатель 10 и после освобождения ленты 7 от груза 15 плавно останавливает движение ленты 7 без остановки загрузки бункера 2.
5) Если текущий уровень заполнения бункера ψ превысил максимально допустимое значение уровня заполнения бункера ψn (то есть выполняется условие ψ>ψn и V>0), то блок управления 5 останавливает загрузку бункера 2 без изменения производительности питателя 10 и скорости движения ленты 7. То есть блок управления 5 сохраняет движение ленты 7 со скоростью Vn и производительность питателя 10 равную Wn.
После получения команды СУ на выключение конвейера 3 блок управления 5 вначале выключает электропривод питателя 10, в результате чего прекращается подача груза на ленту 7. Затем в течение времени t конвейер 3 продолжает работать с прежней скоростью для освобождения всей ленты 7 от груза 15. Через время t, после освобождения ленты 7 от груза 15, блок управления 5 выключает электропривод 14 и плавно останавливает конвейер 3. Блок управления 5 вычисляет время t, необходимое для освобождения ленты 7 от груза, на основании значения скорости Vi движения ленты 3 перед остановкой конвейера 3. t=Lp/Vi, где Lp - длина загруженного участка конвейера 3.
Полное освобождение ленты 7 от груза 15 перед остановкой конвейера 3 обеспечивает последующее включение конвейера 3 с минимальными динамическими нагрузками.
На фиг. 2 приведен пример изменения уровня заполнения ψ бункера 2 и скорости V ленты 3 во времени t. График уровня заполнения бункера ψ показывает, что в начальный момент времени t=0, когда СУ подала команду на включение конвейера 3, груз в бункере 2 отсутствует. Затем происходит монотонное заполнение бункера 2 при изменении времени t от 0 до t5, а также монотонное снижение уровня заполнения бункера 2 при изменении времени t от t5 до t8.
В данном примере блок управления 5 конвейера 3 настроен на трехступенчатый режим изменения скорости V ленты 7 и четыре фиксированных значения уровня заполнения ψ бункера 2. То есть скорость V ленты 3 может принимать три ненулевых значения V1, V2, V3. Фиксированные значения уровня заполнения бункера 2 на фиг. 1 и 2 обозначены ψ0, ψ1, ψ2, ψ3.
При t>t1 уровень заполнения ψ превышает начальное значение ψ0, и блок управления 5 включает электроприводы конвейера 3 и питателя 10. При этом скорость V ленты 7 в течение времени D плавно увеличивается до значения V1. Производительность питателя 10 также в течение времени D плавно увеличивается до значения W1, соответствующего 1-й ступени регулирования (изменение производительности питателя 10 на графиках не показано).
В течение интервала времени t1+D≤t≤t2 лента 7 движется со скоростью V=V1, поскольку ψ0<ψ≤ψ1.
При t>t2 уровень заполнения ψ превышает значение ψ1, и блок управления 5 в течение времени D плавно увеличивает скорость V ленты 7 до значения V2, а производительность питателя 10 также - до значения W2, соответствующего 2-й ступени регулирования. В течение интервала времени t2+D≤t≤t3 лента 7 движется со скоростью V=V2, поскольку ψ1<ψ≤ψ2.
При t>t3 блок управления 5 аналогично увеличивает скорость V ленты 7 до значения V3, а производительность питателя 10 увеличивает до значения W3, соответствующего 3-й ступени регулирования, поскольку ψ2<ψ≤ψ3.
В течение интервала времени t4≤t≤t6 уровень заполнения ψ превышает предельное значение ψ3, и блок управления 5 останавливает загрузку бункера 2 без изменения скорости ленты 7 и производительности питателя 10. Поскольку в течение интервала времени t6≤t≤t7 уровень заполнения ψ также превышает значение ψ2, то в течение интервала времени t6≤t≤t7 лента 7 движется со скоростью V=V3, а питатель 10 работает с производительностью W=W3, что соответствует 3-й ступени регулирования. То есть в течение интервала времени t3+D≤t≤t7 лента 7 движется со скоростью V=V3, поскольку ψ>ψ2.
В течение интервала времени t7≤t≤t8 уровень заполнения ψ стал меньше значения ψ2, и блок управления 5 в течение времени D плавно снижает скорость V ленты 7 до значения V2, а производительность питателя 10 плавно снижает до значения W2, соответствующего 2-й ступени регулирования. В течение интервала времени t7+D≤t≤t8 лента 7 движется со скоростью V=V2, поскольку ψ1<ψ≤ψ2.
В момент времени t=t8 СУ подает команду на остановку конвейера 3, и блок управления 5, согласно заявляемому способу, выключает питатель 10 без изменения скорости движения ленты 7. При этом загрузка бункера 2 продолжается, так как ψ≤ψ3. Продолжение загрузки бункера 2 при выключенном питателе 10 приводит к увеличению уровня заполнения ψ в течение времени t>t8.
В момент времени t=t9 лента 7 полностью освобождается от транспортируемого груза 15, и блок управления 5 останавливает конвейер 3, плавно снижая скорость V ленты 7 до 0 в течение времени D. t9-t8=Lp/V2.
Загрузку бункера 2 продолжают до достижения уровнем заполнения предельного значения ψ=ψ3. После этого загрузку бункера 2 останавливают (на схеме фиг. 2 не показано).
Данный пример иллюстрирует, как в зависимости от уровня заполнения бункера 2 ступенчато изменяется скорость ленты 7 конвейера 3 и производительность питателя 10. Заявленный способ регулирования скорости конвейера 3 обеспечивает движение ленты 7 с полной загрузкой и минимально необходимой скоростью без переполнения бункера 2, снижает энергозатраты, износ узлов конвейера 3 и питателя 10.
Источники информации
1. Патент РФ №2600404, кл. В65G 43/08. Опубл. 20.10.2016, Бюл. №29.
2. Авторское свид. СССР №1113334, кл. В65G 43/08. Опубл. 15.09.1984, Бюл. №34.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ РЕГУЛИРОВАНИЯ СКОРОСТИ ЛЕНТЫ КОНВЕЙЕРА | 2015 |
|
RU2600404C1 |
| СИНХРОННЫЙ ЭЛЕКТРОПРИВОД ЛЕНТОЧНОГО КОНВЕЙЕРА И СПОСОБ УПРАВЛЕНИЯ ИМ | 2015 |
|
RU2606163C1 |
| ПРОМЕЖУТОЧНЫЙ ПРИВОД ЛЕНТОЧНОГО КОНВЕЙЕРА И СПОСОБ УПРАВЛЕНИЯ ИМ | 2014 |
|
RU2552759C1 |
| УСТРОЙСТВО ДЛЯ УПРАВЛЕНИЯ СИСТЕМОЙ РУДНИЧНЫХ КОНВЕЙЕРОВ | 2014 |
|
RU2566324C1 |
| Способ управления скоростью конвейера | 1983 |
|
SU1113334A1 |
| ПРОМЕЖУТОЧНЫЙ ПРИВОД ЛЕНТОЧНОГО КОНВЕЙЕРА | 2016 |
|
RU2613947C1 |
| ЭЛЕКТРИЧЕСКИЙ ПРИВОД УКЛОННОГО ЛЕНТОЧНОГО КОНВЕЙЕРА | 2018 |
|
RU2671794C1 |
| ЛЕНТА ИЗОГНУТОГО КОНВЕЙЕРА | 2014 |
|
RU2538490C1 |
| КОЛЬЦЕВОЙ КОНВЕЙЕР | 2004 |
|
RU2270797C1 |
| ПРИВОД ЛЕНТОЧНОГО КОНВЕЙЕРА | 2013 |
|
RU2544461C1 |

Загрузку бункера производят независимо от работы питателя и конвейера, если уровень заполнения ψ бункера не превышает предельного значения уровня заполнения ψn бункера. Конвейер и питатель включают по команде системы управления (СУ), если уровень заполнения ψ бункера больше начального значения уровня заполнения ψ0 бункера, затем производительность питателя W и скорость ленты V конвейера синхронно изменяют до значений Wi и Vi, если уровень заполнения ψ бункера соответствует условию ψi-1<ψ≤ψi, а V≠Vi и W≠Wi, i=1…n, где n - количество ступеней регулирования скорости, ψi - значение i-го уровня заполнения бункера, Vi - значение i-й ступени скорости ленты, Wi - значение i-й ступени производительности питателя; или обеспечивают производительность питателя W=Wn и скорость ленты конвейера V=Vn, если ψ>ψn. Выключают питатель, а затем после освобождения ленты от груза останавливают конвейер, если уровень заполнения ψ бункера меньше начального значения уровня заполнения ψ0 бункера, или скорость ленты V и/или производительность питателя W не принимают значения Vi и Wi в течение времени регулирования, или СУ подала команду остановки конвейера. Повышается эффективность работы конвейера с загрузочным бункером. 2 ил.
Способ регулирования скорости конвейера с загрузочным бункером, включающий измерение уровня заполнения бункера, измерение скорости ленты конвейера и производительности питателя, включение загрузки и остановку загрузки бункера, включение и остановку конвейера, включение и выключение питателя, изменение скорости ленты конвейера и производительности питателя в течение времени регулирования путем плавного и ступенчатого регулирования по командам системы управления (СУ), отличающийся тем, что загрузку бункера производят независимо от работы питателя и конвейера, если уровень заполнения Ψ бункера не превышает предельного значения уровня заполнения Ψn бункера;
конвейер и питатель включают по команде СУ, если уровень заполнения бункера больше начального значения уровня заполнения Ψ0 бункера;
затем производительность питателя W и скорость ленты V конвейера синхронно изменяют до значений Wi и Vi, если уровень заполнения бункера соответствует условию Ψi-1<Ψ≤Ψi, а V≠Vi и W≠Wi, i=1…n, где n - количество ступеней регулирования скорости, Ψi - значение i-го уровня заполнения бункера, Vi - значение i-й ступени скорости ленты, Wi - значение i-й ступени производительности питателя;
или обеспечивают производительность питателя W=Wn и скорость ленты конвейера V=Vn, если Ψ>Ψn;
или вначале выключают питатель, а затем после освобождения ленты от груза останавливают конвейер, если имеет место хотя бы одно из условий:
уровень заполнения Ψ бункера меньше начального значения уровня заполнения Ψ0 бункера,
скорость ленты V и/или производительность питателя W не принимают значения Vi и Wi соответствующей ступени регулирования, в течение времени регулирования,
СУ подала команду остановки конвейера.
| СПОСОБ РЕГУЛИРОВАНИЯ СКОРОСТИ ЛЕНТЫ КОНВЕЙЕРА | 2015 |
|
RU2600404C1 |
| УСТРОЙСТВО ДЛЯ УПРАВЛЕНИЯ СИСТЕМОЙ РУДНИЧНЫХ КОНВЕЙЕРОВ | 2014 |
|
RU2566324C1 |
| Способ управления скоростью конвейера | 1983 |
|
SU1113334A1 |
| Способ управления загрузкой ленточного конвейера | 1980 |
|
SU908701A1 |
| Инжектор, работающий мятым паром | 1927 |
|
SU15305A1 |
| Токарный резец | 1924 |
|
SU2016A1 |
| Способ обработки целлюлозных материалов, с целью тонкого измельчения или переведения в коллоидальный раствор | 1923 |
|
SU2005A1 |

