Изобретение относится к обработке металлов давлением, в частности к штамповке составных стержневых деталей типа клапанов, работающих при высоких температурах.
Известен способ получения составных деталей, включающий получение центрально расположенного глухого отверстия в шаровидной заготовке, плоскость дна которого перпендикулярна оси отверстия, путем механической или пластической обработки, формообразование торца стержневой заготовки посредством выполнения на нем, в первом случае, двух взаимно перпендикулярных углублений треугольного профиля глубиной 0,05÷0,10 диаметра стержня или выполнения, во втором случае, скоса под углом 5÷7°, сборку шаровидной заготовки со стержневой заготовкой путем установки последней обработанным торцом в отверстие шаровидной заготовки, нагрев собранных заготовок в печи с защитной атмосферой до ковочной температуры и совместное пластическое деформирование собранных заготовок. В процессе совместного деформирования головка стержневой заготовки в первом случае приобретает симметричную форму, состоящую из четырех полукруглых частей, во втором случае при наличии скоса торца образуется асимметричная головка тарельчатой формы. В обоих случаях применяемые технологические приемы дополнительно повышают качество и надежность получаемой детали за счет увеличения контактных поверхностей соединяемых заготовок (авторское свидетельство SU 1697973, МПК5 B21K 1/22).
Реализация известного способа не обеспечивает высокого качества получаемых составных деталей, так как при нагреве заготовок перед сборкой свободные контактные поверхности заготовок неизбежно загрязняются оксидами и другими адсорбатами, ухудшающими кузнечно-прессовую сварку заготовок, что снижает механическую прочность соединения.
Наиболее близким по технической сущности к достигаемому результату является способ получения составных деталей, включающий подачу стержневой заготовки в приемник и стержневую полость матрицы с упором в торец выталкивателя и размещение на торцевой части участка высадки стержневой заготовки нагретой до ковочной температуры головной заготовки, образование глухого отверстия в головной заготовке путем вдавливания в нее стержневой заготовки с одновременной сборкой этих заготовок и последующее их совместное деформирование с получением неразъемного соединения заготовок. При использовании высокопрочного материала для изготовления составной стержневой детали перед совместным деформированием собранных заготовок производят их дополнительный нагрев. Этот способ принят в качестве прототипа (патент RU 2056209, МПК6 B21K 1/22).
Однако известный способ не обеспечивает высокого качества составных стержневых деталей, так как после вдавливания холодной стержневой заготовки в нагретую до ковочной температуры головную заготовку с одновременной сборкой этих заготовок без дополнительного нагрева невозможно их последующее совместное деформирование для получения неразъемного соединения заготовок в связи с тем, что после выравнивания температур заготовок за счет теплопередачи от головной заготовки температуры металла обеих заготовок становятся ниже ковочных, причем дополнительный нагрев перед совместным деформированием собранных заготовок для формообразования составной детали приводит к тому, что в результате разности теплового расширения головной заготовки, имеющей большую массу, чем участок стержневой заготовки, вдавленный в головную заготовку, неизбежно образование зазоров по контактным поверхностям собранных заготовок и последующее окисление их контактных поверхностей, что снижает качество получаемого неразъемного соединения, а значит, и качество составной детали. Кроме того, получение составных деталей с дополнительным нагревом не допускает введение совмещенной операции сборки и формообразования составной детали, что повышает трудоемкость процесса и расход энергоресурсов.
В основу изобретения поставлена задача повышения качества составных стержневых деталей путем повышения качества неразъемного соединения заготовок, а также снижение трудоемкости процесса и расхода энергоресурсов.
Для решения поставленной задачи в способе получения составных стержневых деталей, включающем подачу стержневой заготовки в приемник и стержневую полость матрицы с упором в торец выталкивателя и размещение на торцевой части участка высадки стержневой заготовки нагретой до ковочной температуры головной заготовки, образование глухого отверстия в головной заготовке путем вдавливания в нее стержневой заготовки с одновременной сборкой этих заготовок и последующее их совместное деформирование с получением неразъемного соединения заготовок, согласно изобретению предварительно устанавливают зазор между поперечными размерами стержневой полости матрицы и соосно размещаемой в стержневой полости стержневой заготовки, равный толщине оболочки, которую формируют на поверхности стержневой заготовки в процессе совместного деформирования головной и стержневой заготовок, и участок высадки стержневой заготовки подвергают градиентному нагреву, нагревая при этом торцевую часть участка высадки за счет теплопередачи. Подачу стержневой заготовки в приемник и стержневую полость матрицы с упором в торец выталкивателя производят с установкой нагреваемой части участка высадки со смещением от дна приемника матрицы на часть участка высадки, равную толщине оболочки, которую формируют на поверхности стержневой заготовки в процессе совместного деформирования головной и стержневой заготовок. Температуры нагрева головной заготовки и элементов стержневой заготовки определяют с использованием соотношения:

где σтс - предел прочности металла торцевой части участка высадки стержневой заготовки, нагреваемой за счет теплопередачи до температуры Tтс, МПа;
Tтс - температура нагрева металла торцевой части участка высадки стержневой заготовки, °С;
σнс - предел текучести металла нагреваемой до температуры Тнс части участка высадки стержневой заготовки, МПа;
Тнс - температура нагрева металла нагреваемой части участка высадки стержневой заготовки, °С;
σг - предел прочности металла головной заготовки при ковочной температуре Тг, МПа;
Тг - ковочная температура нагрева металла головной заготовки, °С.
Предварительная установка зазора между поперечными размерами стержневой полости матрицы и соосно размещаемой в стержневой полости стержневой заготовки, равного толщине оболочки, формируемой на поверхности стержневой заготовки в процессе совместного деформирования головной и стержневой заготовок, позволяет путем выдавливания формировать оболочку на поверхности стержневой заготовки, что позволяет снизить трудоемкость процесса и энергоресурсы при формообразовании составной стержневой детали.
Использование градиентного нагрева стержневой заготовки, дающего возможность получения низкой температуры торцевой части участка высадки стержневой заготовки, необходимой для обеспечения высокой прочности торца стержневой заготовки, работающего при сборке заготовок в качестве прошивня, и максимально высокой температуры нагреваемой части участка высадки, обеспечивают после теплопередачи от головной заготовки ковочную температуру металла для последующего деформирования собранных заготовок.
Повышение качества составных стержневых деталей, а также снижение трудоемкости процесса и энергоресурсов обусловлены введением градиентного нагрева участка высадки стержневой заготовки, позволяющего исключить дополнительный нагрев, вызывающий загрязнение контактных поверхностей собранных заготовок оксидами, перед последующим их совместным деформированием при получении неразъемного соединения заготовок.
Повышение качества составных стержневых деталей обусловлено также установкой нагреваемой части участка высадки стержневой заготовки со смещением от дна приемника матрицы на часть участка высадки, равную толщине оболочки, формируемой на поверхности стержневой заготовки в процессе совместного деформирования головной и стержневой заготовок, что обеспечивает свободное течение нагретого до ковочной температуры металла головной заготовки в зазор между поперечными размерами стержневой полости матрицы и соосно размещаемой в стержневой полости стержневой заготовки, так как нагреваемую за счет теплопередачи часть участка высадки стержневой заготовки, контактируемую с выдавливаемым в оболочку металлом, подвергают пластической деформации только в момент формообразования головки составной стержневой детали, а при охлаждении сформированной на поверхности ненагреваемой части стержневой заготовки оболочки в результате тепловой усадки металла создают большой натяг на контактных поверхностях, обеспечивая, тем самым, их прочное соединение.
Повышение качества составных стержневых деталей обусловлено также тем, что установка нагреваемой части участка высадки стержневой заготовки со смещением от дна приемника матрицы на часть участка высадки, равную толщине оболочки, которую формируют выдавливанием на поверхности стержневой заготовки, позволяет получать на поверхности стержневого элемента составной детали защитные оболочки из металла с теплофизическими свойствами, отвечающими эксплуатационным требованиям к детали.
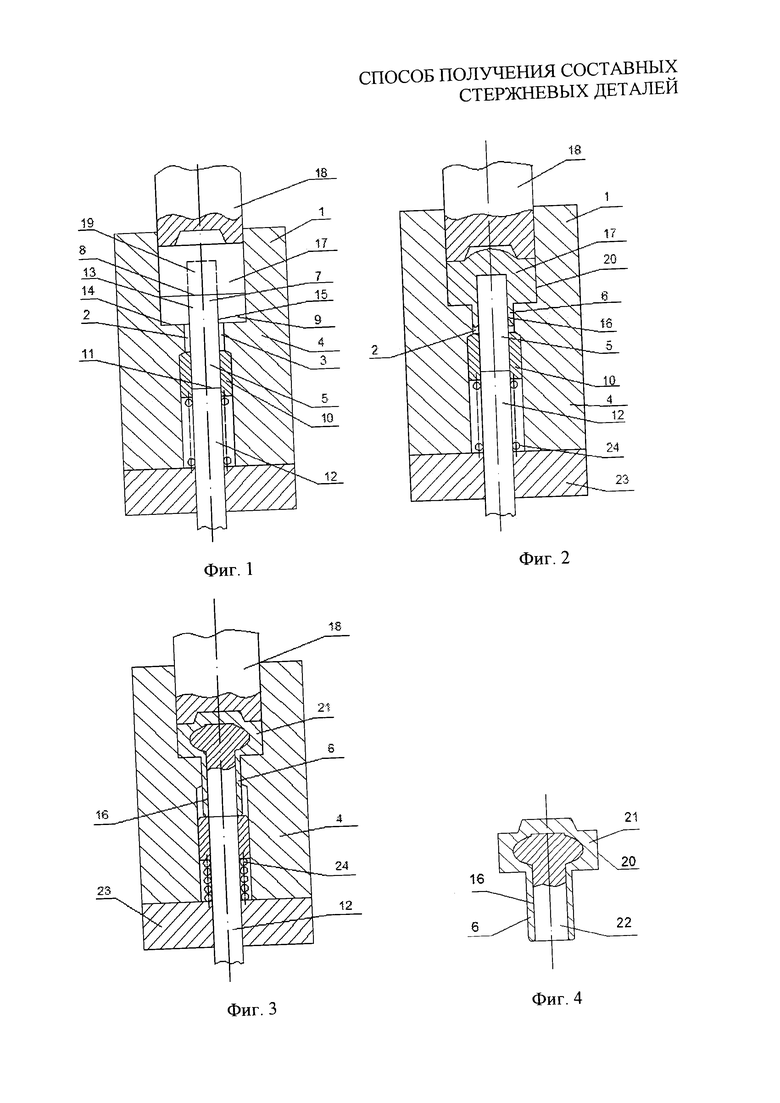
Реализация способа получения составных стержневых деталей поясняется чертежами, где на фиг. 1 показано исходное положение элементов штампа перед сборкой заготовок; на фиг. 2 - положение заготовок после сборки; на фиг. 3 - положение элементов штампа после получения составной стержневой детали совместным деформированием собранных заготовок; на фиг. 4 - составная стержневая деталь.
Способ получения составных стержневых деталей включает предварительное установление зазора между поперечными размерами стержневой полости матрицы и соосно размещаемой в стержневой полости стержневой заготовки, равного толщине оболочки, которую формируют на поверхности стержневой заготовки в процессе совместного деформирования головной и стержневой заготовок, и градиентный нагрев участка высадки стержневой заготовки, причем торцевую часть участка высадки нагревают за счет теплопередачи. Затем производят подачу стержневой заготовки в приемник и стержневую полость матрицы с упором в торец выталкивателя с установкой нагреваемой части участка высадки со смещением от дна приемника матрицы на часть участка высадки, равную толщине оболочки, которую формируют на поверхности стержневой заготовки в процессе совместного деформирования головной и стержневой заготовок, и размещают на торцевой части участка высадки стержневой заготовки нагретую до ковочной температуры головную заготовку, причем температуры нагрева головной и стержневой заготовок определяют с использованием соотношения (1). Далее формируют глухое отверстие в головной заготовке путем вдавливания в нее стержневой заготовки с одновременной сборкой этих заготовок и осуществляют последующее их совместное деформирование с получением неразъемного соединения заготовок.
Способ получения составных стержневых деталей реализуется следующим образом. В штампе 1 предварительно устанавливают зазор 2 между поперечными размерами стержневой полости 3 матрицы 4 и соосно размещаемой в стержневой полости 3 стержневой заготовки 5, равный толщине оболочки 6, которую формируют на поверхности стержневой заготовки 5. Затем осуществляют градиентный нагрев участка высадки 7 стержневой заготовки 5, нагревая при этом торцевую часть 8 участка высадки 7 за счет теплопередачи. Стержневую заготовку 5 после градиентного нагрева ее участка высадки 7 подают в приемник 9 матрицы 4 и соосно размещают в стержневой полости 3 матрицы 4 и направляющей втулке 10 с упором в торец 11 выталкивателя 12 (фиг. 1 и 3). При этом нагреваемую часть 13 участка высадки 7 стержневой заготовки 5 смещают от дна 14 приемника 9 матрицы 4 на часть 15 участка высадки 7, равного толщине оболочки 6, которую формируют на поверхности 16 стержневой заготовки 5 (фиг. 1 и 4). Далее, в приемнике 9 матрицы 4 нагретую до ковочной температуры головную заготовку 17 укладывают на торцевую часть 8 участка высадки 7 стержневой заготовки 5 (фиг. 1).
Затем посредством пуансона 18 осуществляют вдавливание стержневой заготовки 5 в головную заготовку 17 до упора последней в дно 14 приемника 9 матрицы 4 и выполняют, тем самым, глухую прошивку отверстия 19 в головной заготовке 17 и одновременную сборку ее со стержневой заготовкой 5 (фиг. 2).
При дальнейшем перемещении пуансона 18 выполняют совместное деформирование собранных заготовок 5 и 17, а именно формируют головную часть 20 и оболочку 6 составной стержневой детали 21 путем выдавливания металла головной заготовки 17 через зазор 2 (фиг. 2 и 3). При скольжении металла вдоль поверхности 16 стержневой заготовки 5 в условиях всестороннего объемного сжатия с поверхности 16 стержневой заготовки 5 снимают оксиды и другие адсорбаты (фиг. 2), чем обеспечивают прочное сварное соединение оболочки 6 с поверхностью 16 стержневого элемента 22 детали 21 (фиг. 4). Повышению качества сварного соединения оболочки 6 с поверхностью 16 стержневого элемента 22 детали 21 способствует быстрое охлаждение металла оболочки 6, которая плотно охватывает стержневой элемент 22. По мере удлинения оболочки 6 направляющую втулку 10 смещают в сторону опорной плиты 23, сжимая пружину 24. После завершения процесса (фиг. 3) полученную составную стержневую деталь 21 выталкивают посредством выталкивателя 12 из стержневой полости 3 и приемника 9 матрицы 4.
Таким образом, предлагаемое изобретение позволяет повысить качество составного неразъемного соединения заготовок, а также снизить трудоемкость процесса и расход энергоресурсов.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ СОСТАВНОЙ ДЕТАЛИ ТИПА ПОКОВКИ ТАРЕЛЬЧАТОГО КЛАПАНА ДВИГАТЕЛЯ ВНУТРЕННЕГО СГОРАНИЯ | 2014 |
|
RU2589963C2 |
| Способ сборки металлических заготовок пластическим деформированием | 2015 |
|
RU2623515C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ ДЛИННОМЕРНЫХ ЗАГОТОВОК | 2007 |
|
RU2365459C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТЕРЖНЕВЫХ ДЕТАЛЕЙ КОНЦЕВОГО РЕЖУЩЕГО И СТЕРЖНЕВОГО ШТАМПОВОЧНОГО ИНСТРУМЕНТОВ | 2007 |
|
RU2359776C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТЕРЖНЕВЫХ ИЗДЕЛИЙ С ФЛАНЦЕМ НА ТОРЦЕ И БУРТОМ В СРЕДНЕЙ ЧАСТИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2041761C1 |
| Способ изготовления стержневых изделий с утолщениями на концевой и в средней частях | 1983 |
|
SU1207606A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТЕРЖНЕВЫХ ИЗДЕЛИЙ С ФЛАНЦЕМ НА ТОРЦЕ И БУРТОМ В СРЕДНЕЙ ЧАСТИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2041007C1 |
| Способ изготовления изделий высадкой стержневых заготовок | 1983 |
|
SU1118467A1 |
| ФОРМООБРАЗУЮЩАЯ ОСНАСТКА ДЛЯ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ТИПА СТЕРЖНЕЙ С ГОЛОВКОЙ | 2002 |
|
RU2240198C2 |
| Способ высадки стержневых заготовок | 1986 |
|
SU1400750A1 |
Изобретение относится к обработке металлов давлением и может быть использовано при изготовлении составных стержневых деталей типа клапанов. Стержневую заготовку после градиентного нагрева участка высадки устанавливают в приемник и стержневую полость матрицы с упором в торец выталкивателя. Заготовку соосно размещают в полости матрицы с зазором между ними. В процессе градиентного нагрева обеспечивают нагрев торцевой части участка высадки стержневой заготовки за счет теплопередачи. Нагретую головную заготовку размещают на торцевой части участка высадки стержневой заготовки. В головной заготовке образуют глухое отверстие вдавливанием в нее стержневой заготовки. Затем заготовки совместно деформируют. В процессе совместного деформирования на поверхности стержневой заготовки выдавливанием формируют оболочку. Температуру нагрева заготовок определяют с использованием приведенного соотношения. В результате обеспечивается повышение прочности неразъемного соединения заготовок, снижение трудоемкости процесса и расхода энергоресурсов. 4 ил.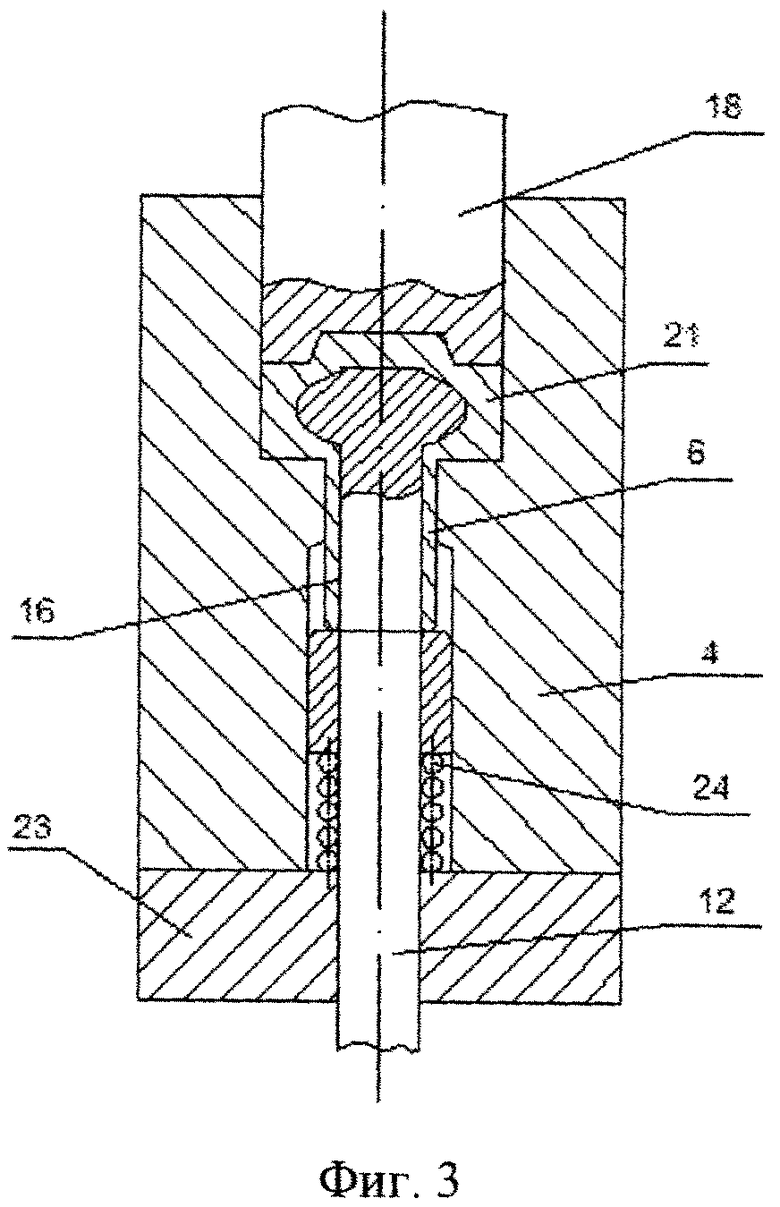
Способ получения составных стержневых деталей, включающий подачу стержневой заготовки в приемник и стержневую полость матрицы с соосным расположением в упомянутой стержневой полости и с упором в торец выталкивателя, размещение нагретой до ковочной температуры головной заготовки на торцевой части участка высадки стержневой заготовки, образование глухого отверстия в головной заготовке путем вдавливания в нее стержневой заготовки с одновременной сборкой этих заготовок и последующее их совместное деформирование с получением неразъемного соединения заготовок, отличающийся тем, что в процессе совместного деформирования стержневой и головной заготовок на поверхности стержневой заготовки выдавливанием формируют оболочку, при этом стержневую заготовку размещают в стержневой полости матрицы с зазором, равным толщине оболочки, участок высадки стержневой заготовки подвергают градиентному нагреву с обеспечением нагрева торцевой части участка высадки за счет теплопередачи, а подачу стержневой заготовки в приемник и стержневую полость матрицы производят с установкой нагреваемой части участка высадки со смещением от дна приемника матрицы на величину, равную толщине оболочки, причем температуру нагрева головной заготовки и участка высадки стержневой заготовки определяют с использованием следующего соотношения:
где σтc - предел прочности металла торцевой части участка высадки стержневой заготовки, нагреваемой за счет теплопередачи до температуры Tтс, МПа;
Tтс - температура нагрева металла торцевой части участка высадки стержневой заготовки, °C;
σнс - предел текучести металла нагреваемой до температуры Tнc части участка высадки стержневой заготовки, МПа;
Тнс - температура нагрева металла нагреваемой части участка высадки стержневой заготовки, °C;
σг - предел прочности металла головной заготовки при ковочной температуре Tг, МПа;
Тг - ковочная температура нагрева металла головной заготовки, °C.
| RU 2056209 С1, 20.03.1996 | |||
| Способ неразъемного соединения деталей | 1989 |
|
SU1697973A1 |
| 0 |
|
SU193290A1 | |
| Способ изготовления поковки композиционного клапана | 1979 |
|
SU1115305A1 |
| Прибор для вычерчивания кривых | 1990 |
|
SU1824322A1 |
| DE 10344087 A1, 28.04.2005. | |||

