(Л
ел
OJ;,
Изобретение относится к обработке металлов давлением и может быть испольно вано при изготовлении крепежных изделий типа болтов и винтов.
Цель изобретения - новыи ение качества изделий.
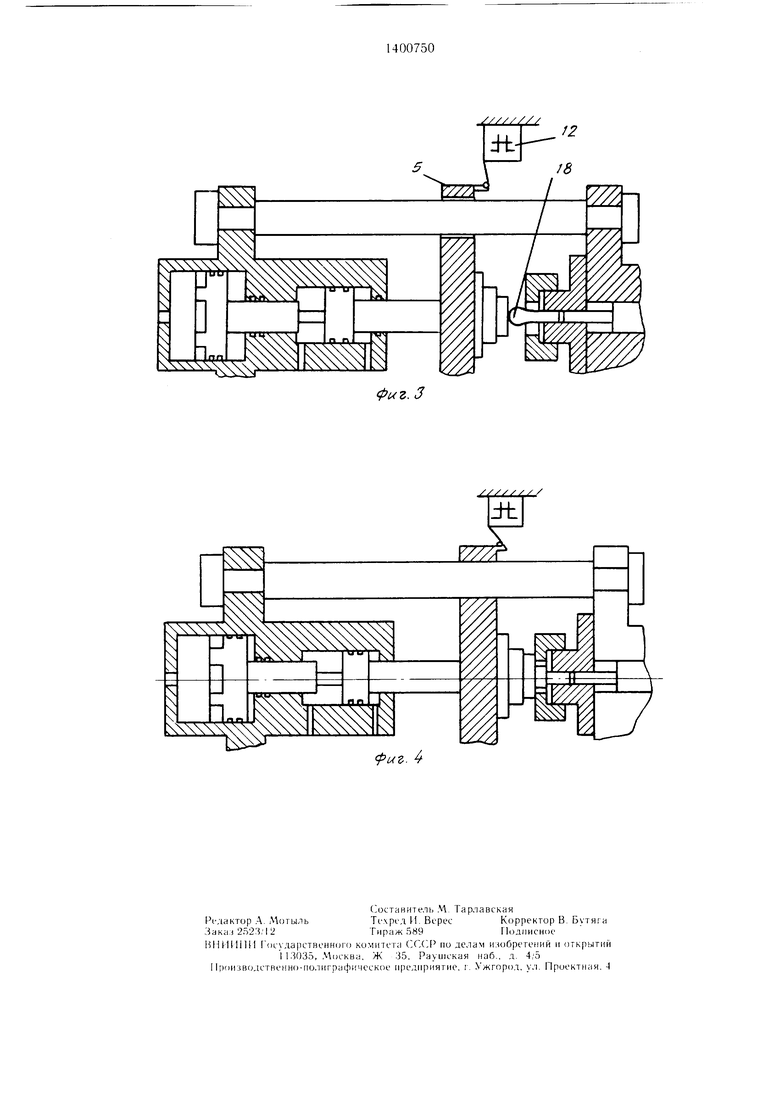
На фиг. I -- показана с.хема устройства для высадки стержневых заготовок; на фиг. 2-4фазы цикла - лектровысадки.
Устройство содержит неподвижную матрицу 1 с выталкивателем 2 и плавающую матрицу 3, установленные на станине. Пуансон 4 установлен соосно матрицам 1 и 3 на по лзуне 5, который связан со штоком 6 гидроцилиндра 7. Гидропривод устройства содержит источник 8 давления предохранительный клапан 9 и распределительные золотники 10 и И. Устройство включает также датчик 12 перемещения, выход которого связан с распределительным золотником 11, задатчик 13 давления, выход которого связан с первым входом ком- парагора 14. Второй вход компаратора 14 связан с вы.ходом датчика 15 давления, ,i выход через усилитель 16 - с регулятором 17 давления, который представляет собой предохранительный клапан с серво- приводо.м.
(Способ осуп1ествляется следующим обра3(.).М.
Задатчиком 13 устанавливается необходимое для данной заготовки давление в )аб()чем ци. пшдре, обеспечивающее на пуан соне усилие, соответствующее сонротивлению пластической деформации нри мини.мально.м значении температуры ковочного интервала для данного сплава. Сигнал с выхода за- датчика 13 давле)1ия нодается на первый вход компаратора 14.
Стержневую заготовку 18 (фиг. 2) устанавливают в матрицу 1 и включают подачу рабочей жидкости от насоса 8 через золотник 10 в нолость А гидроцилиндра 7, при этом ползун перемепхается и пуансон 4 упирается в заготовку. Датчик 15 давления следит за давлением в системе.
Сигнал с выхода датчика 15 давления подается на второй вход компаратора 14, на пе)вый вход которого уже подан сигнал
задатчика 13. При равенстве этих сигналов с выхода компаратора 14 через усилитель 16 поступает сигнал на вход регулятора 17 давления, который автоматически устанавливает
давление на заданном уровне. Затем через заготовку 18 пропускают электрический ток от силового трансформатора (не показан) и тем самы.м нагревают ее.
При некоторой темнературе заготовки сопротивление пластической деформации дос тигает значения, несколько меньшего величины усилия, заданного на пуансоне.
При достижении данного условия заготовка начинает деформироваться, а ползун перемешаться (фиг. 3), при этом сигнал от
5 датчика 12 линейного 11еремеп1ения подается в распределительное устройство II, которое включает высадку заготовки (фиг. 4). Ток нагрева заготовки отключается с некоторой задержкой но времени, с целью исключения недогрева загоговки, температура
0 при этом повышается несколько выше минимальной величины ковочной температуры. После высадки болта ползун 5 (фиг. 1) вместе с пуансоном 4 отводится в исходное положение, а выталкиватель 2 выбрасывает
, из матрицы 1 готовое изделие.
Предложенный способ высадки стержневых заготовок гloвынJaeт качество изделий путем уменыпения дефектов макроструктуры материала в высаженной части за счет иск, 1юче)П1Я недогрева заготовки.
30
35
40
Формула изобретения
Способ высадки стержневых заготовок, при котором заготовку устанавливают в матрицу, а затем пуансоном и выталкивателем чеканят, зажимают, нагревают до ковочной температуры пропусканием э.мектри- ческого тока и высаживают, оглинающийся тем, что, с целью повыи ения качества изделий путем уменьшения дефектов макроструктуры их материала в высаженной части за счет исключения недогрева заготовки, заготовку зажимают с усилием, равным начальному усилию высадки при ковочной температуре, а нагрев заготовки прекращают в начале ее деформирования указанным усилием.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления изделий высадкой стержневых заготовок | 1983 |
|
SU1118467A1 |
| Способ высадки стержневых изделий с фланцем | 1985 |
|
SU1389922A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТЕРЖНЕВЫХ ИЗДЕЛИЙ С ФЛАНЦЕМ НА ТОРЦЕ И БУРТОМ В СРЕДНЕЙ ЧАСТИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2041761C1 |
| Автомат для электровысадки | 1986 |
|
SU1423242A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ТИПА СТЕРЖНЯ С УТОЛЩЕНИЕМ | 2015 |
|
RU2596511C1 |
| УСТРОЙСТВО ДЛЯ ВЫСАДКИ УТОЛЩЕНИЙ НА СТЕРЖНЕВЫХ ЗАГОТОВКАХ | 2006 |
|
RU2344896C2 |
| Устройство для штамповки осесимметричных деталей с удлиненной осью | 2016 |
|
RU2628596C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТЕРЖНЕВЫХ ИЗДЕЛИЙ С ФЛАНЦЕМ НА ТОРЦЕ И БУРТОМ В СРЕДНЕЙ ЧАСТИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2041007C1 |
| ШТАМП ДЛЯ ВЫСАДКИ ГОЛОВОК НА СТЕРЖНЯХ | 1973 |
|
SU368922A1 |
| Устройство для высадки гибких стержней на горизонтально-ковочных машинах | 1984 |
|
SU1248716A1 |
Изобретение относится к обработке металлов давлением и может бьи.; .:1 зовано при высадке стержневых .lai отонок. Цель - повышение качества изд(1И11 уменьшения дефектов макроструктуры Nn.ic риала высаживаемой части за счег iiL::.ii.) чения недогрева заготовки. Имеется датчик перемещения 12, дающий сигнал распределительному золотнику 11 на включение высадки. Заготовку зажимают пуансоном 4 и выталкивателем 2 с усилием, равным усилию высадки при ковочной температуре. .Момент начала высадки определяется компаратором 14 при сравнении сигналов за- даюш.его устройства 13 и датчика давления 15. При равенстве сигналов регулятор давления 17 поддерживает давление на ползуне на заданном уровне. При некоторой температуре заготовки сопротивление n. iac- тической деформации достигнет значения, меньшего величины усилия на пуансоне 4. Нагрев заготовки прекрап ают, осуществляя иысадку изделия. 4 ил. с SS
Фиг.З
.
| Способ изготовления изделий высадкой стержневых заготовок | 1983 |
|
SU1118467A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
