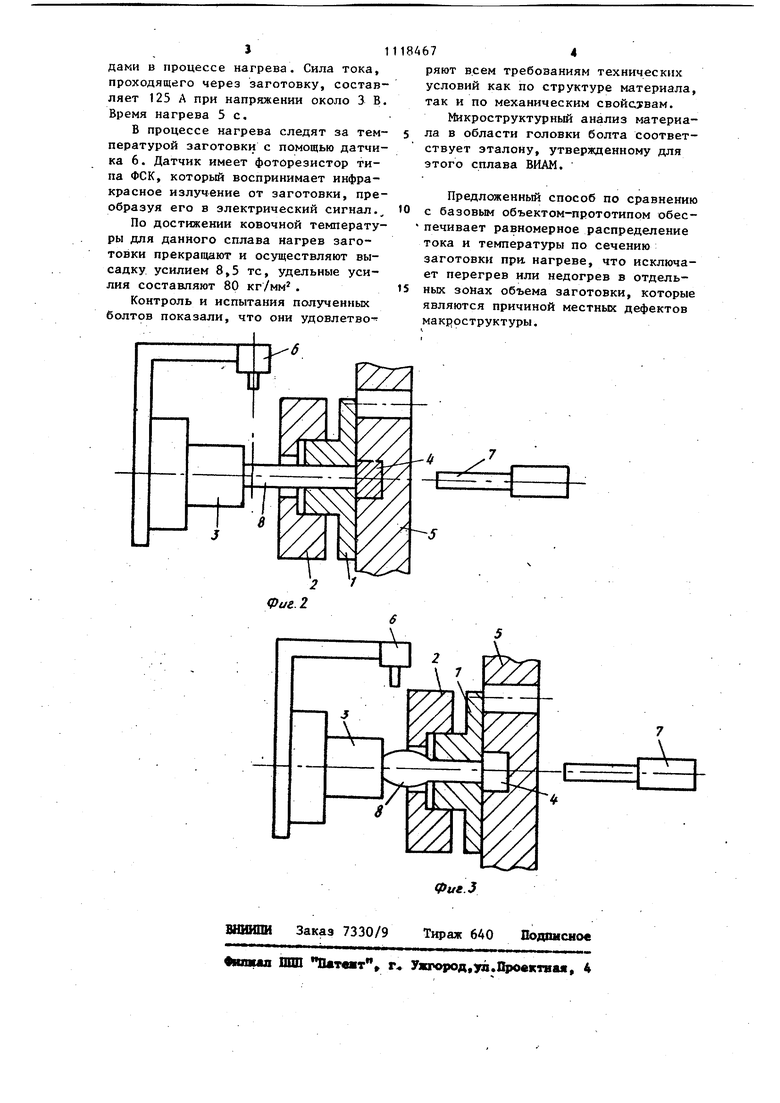
5 Изорретение относится к обработк металлов давлением и может быть использовано при изготовлении крепежн изделий типа болтов. Общими -требованиям к процессу высадки заголовок электронагревом являются равномерность распределени тока по сечению заготовки при нагре ве, что обусловливает равномерное распределение температуры по сечени высаживаемой части стержня, а также обеспечение нагрева заготовки перед высадкой до ковочной температуры. Последнее требование особенно важно при изготовлении крепежных изделий из жаропрочных сплавов, которые име ют узкий температурный интервал шта повки , большое сопротивление деформ рованию и малую пластичность. Известен способ изготовления изделий высадкой стержневых заготовок, при котором заготовку устанавливают в матрицу и посредством пуан сона и опорного элемента зажимают по торцам, нагревают до ковочной температуры и высаживают 1J . Недостатком известного способа является неравномерный нагрей и деформация заготовки до достижения требуемой температуры, что приводит к трещинам и разрывам на высаженной к низкому части заготовки, т.е. качеству изделий. Цель изобретения - повышение качества изделий. Поставленная цель достигается тем, что согласно способу изготовле ния изделий высадкой стержневых заготовок, при котором заготовку устанавливают в матрицу и посредством пуансона и опорного элемента зажимают по торцам, нагревают до ковочной температуры и высаживают, перед нагревом заготовку чеканят пуансоном по опорному элементу, а при нагреве заготовку зажимают с усилием, меньшим начального усили высадки. На фиг. 1 показано устройство для осуществления способа, исходное положение элементов устройства перед началом цикла обработки; на фиг.2 то же, при чеканке торцов заготовки и нагреве; на фиг. 3 - то же, при высадке заготовки. Устройство содержит неподвижную матрицу 1, плавающую матрицу 2, соосно им установленньпТ: пуансон 3 и опорный элемент 4, размещенный на щибере 5, а также датчик 6 температуры и выталкиватель 7. Способ осуществляют следующим образом. Стержневую заготовку 8 устанавливают в матрицу 1, чеканят по торцам пуансоном 3 по опорному элементу 4 для обеспечения более полного электроконтакта между заготовкой 8 и пуансоном 3 и опорным элементом 4. Затем заготовку 8, зажатую между указанными инструментами, нагревают до ковочной температуры путем пропускания электрического тока от силового трансформатора (не показан) подключенного к пуансону 3 и опорному элементу 4. При нагреве усилие зажима заготовки 8 должно быть меньше усилия высадки для исключения начала ее деформирования при температуре ниже ковочной. По достижении температуры заготовки, равной ковочной посредстврм датчика 6 температуры нагрев заготовки 8 прекращают и осуществляют высадку пуансоном 3 по опорному элементу 4. По данному способу изготавливали болты Мб с шестигранной головкой диаметром описанной окружности 11,5 мм, размером под ключ 10 и вы сотой 4 мм, длиной стержня готового , болта 15,8 мм. Материал болта жаропрочный сплав марки ЭП 33 (10X11Н23). Размеры исходной заготовки: диаметр 5,6, длина 30,6 мм. Предварительно исходную заготовку покрывают смазкой, которая представляет собой водный раствор тринатрийфосфата (5%) и кальцинированной соды (5%).. Смазку наносят окунанием заготовок, затем их сушат при 75°С. Высадку осуществляют на электровысадочном автомате модели АЭГ-1 с номинальным усилием 20 тс. / К заготовке, помещенной в матрицу, прилагают усилие чеканки торцов в 3 тс, что необходимо для создания условия хорошего электрического контакта с пуансоном и опорным элементом. Затем через пуансон и опорный элемент подводят ток к заготовке для ее нагрева и одновременно снижают усилие иа пуансоне до величины, равной 0,12 тс. Это усилие достаточ-; но для поддержания электрического контакта между заготовкой и электро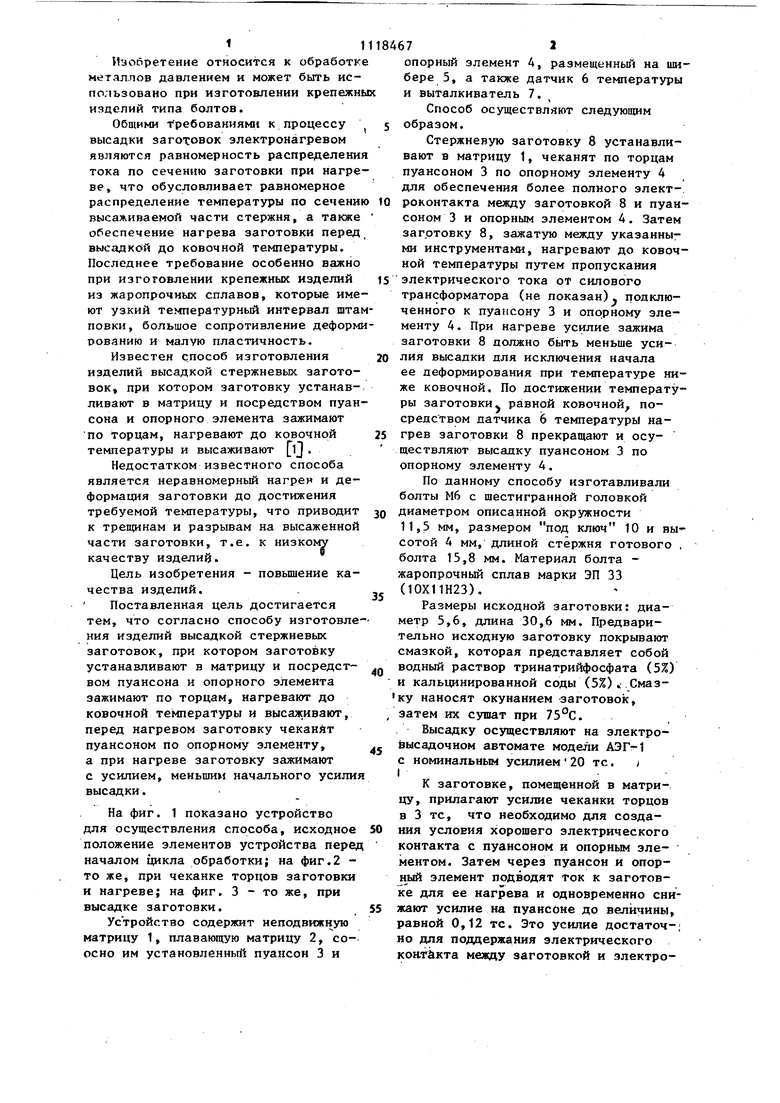
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ высадки стержневых заготовок | 1986 |
|
SU1400750A1 |
| Способ изготовления стержневых изделий с утолщениями на концевой и в средней частях | 1983 |
|
SU1207606A1 |
| Автомат для электровысадки | 1986 |
|
SU1423242A1 |
| Устройство для высадки гибких стержней на горизонтально-ковочных машинах | 1984 |
|
SU1248716A1 |
| Способ получения поковок типа стержня с головкой и штамп для его осуществления | 1988 |
|
SU1678491A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТЕРЖНЕВЫХ ИЗДЕЛИЙ С ФЛАНЦЕМ НА ТОРЦЕ И БУРТОМ В СРЕДНЕЙ ЧАСТИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2041007C1 |
| СПОСОБ ЭЛЕКТРОВЫСАДКИ КОНЦЕВЫХ УТОЛЩЕНИЙ НА СТЕРЖНЕВЫХ ЗАГОТОВКАХ | 1990 |
|
RU2014936C1 |
| Устройство для высадки на универсальном прессе | 1986 |
|
SU1340874A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ ДЛИННОМЕРНЫХ ЗАГОТОВОК | 2007 |
|
RU2365459C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТЕРЖНЕВЫХ ИЗДЕЛИЙ С ФЛАНЦЕМ НА ТОРЦЕ И БУРТОМ В СРЕДНЕЙ ЧАСТИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2041761C1 |
СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ВЫСАДКОЙ СТЕРЖНЕВЫХ ЗАГОТОВОК, при котором заготовку устанавливают в матрицу и посредством пуансона и опорного .элемента зажимают по торцам, нагревают до. ковочной температуры и высаживают, о т л и ч а ю щ и и с я тем, что, с целью пдвьшения качества изданий, перед нагревом заготовку чеканят пуансоном по опорному элементу, а при кагреве заготовку зажимают с усилием, меньшим начального усилия высадки.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Электровысадочный автомат | 1979 |
|
SU829294A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Дверной замок, автоматически запирающийся на ригель, удерживаемый в крайних своих положениях помощью серии парных, симметрично расположенных цугальт | 1914 |
|
SU1979A1 |
