Изобретение относится к области обработки металлов давлением и может быть использовано при получении деталей методом высадки на ковочных машинах и холодновысадочных автоматах.
Наиболее близкой по технической сущности к заявленному изобретению является формообразующая оснастка для изготовления деталей типа стержня с головкой методом высадки на ковочных машинах и холодновысадочных автоматах, содержащая матрицу с формующей полостью и пуансоны (SU 1632600 А1, 07.03.1991, B 21 J 5/08).
Недостатком известной оснастки является возникновение облоя между соприкасающимися торцами пуансона и матрицы.
Технической задачей, на решение которой направлено заявленное изобретение, является повышение качества полученных деталей, снижение трудоемкости их изготовления.
Для решения поставленной задачи в известной формообразующей оснастке для изготовления деталей типа стержня с головкой методом высадки на ковочных машинах и холодновысадочных автоматах, содержащей матрицу с формующей полостью и пуансоны, последние выполнены с направляющими, а матрица - с направляющими пазами для перемещения направляющих пуансонов, при этом упомянутые направляющие пуансонов и направляющие пазы матрицы расположены из условия обеспечения создания при движении пуансонов замкнутого объема для деформирования материала заготовки.
В качестве пуансонов использованы пуансон наборного конуса и формообразующий пуансон, каждый из которых снабжен скользящим подпружиненным стержнем.
Пуансон наборного конуса и формообразующий пуансон могут быть выполнены с компенсирующим устройством для увеличения объема формообразующей полости, образованной пуансоном и матрицей, при подаче в формующую полость матрицы заготовки, объем которой превышает расчетную величину.
Матричная подушка ковочных машин и холодновысадочных автоматов выполнена с двумя отверстиями, глубина которых определена из условия обеспечения размещения в них пуансонов при их перемещении при холостом ходе.
Оснастка может быть снабжена индуктором для предварительного нагрева до ковочной температуры токами высокой частоты заготовки перед отрезкой ее от бухты или прутка.
Изобретение поясняется чертежами, где:
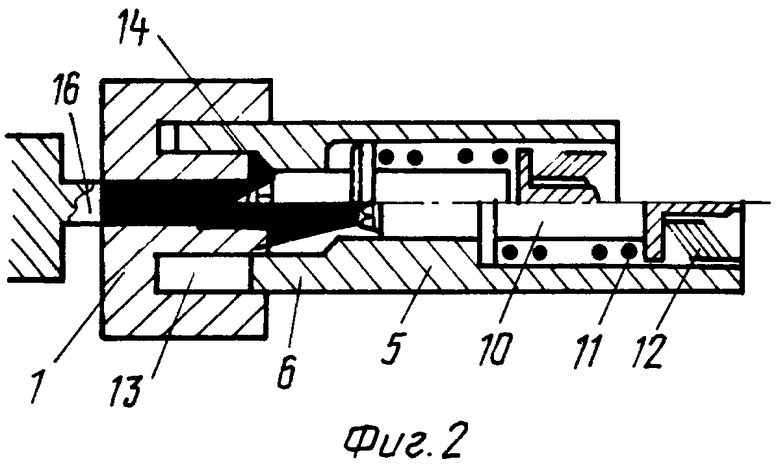
на фиг.1 представлена формообразующая оснастка с пуансоном наборного конуса;
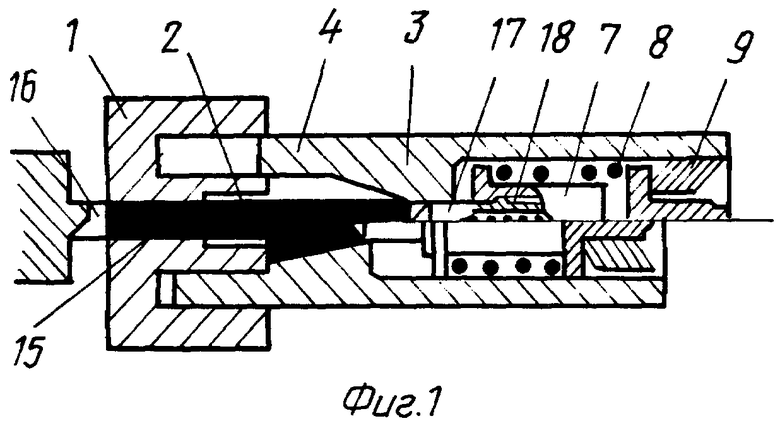
на фиг.2 - формообразующая оснастка с формообразующим пуансоном.
Формообразующая оснастка для изготовления деталей типа стержня с головкой методом высадки, которая может быть встроена в различные ковочные машины и холодновысадочные автоматы, содержит матрицу 1 с формующей полостью 2, пуансон 3 наборного конуса с направляющей 4, формообразующий пуансон 5 с направляющей 6. Пуансон 3 наборного конуса снабжен скользящим стержнем 7, подпружиненным пружиной 8, который имеет скользящий упор 17 с заостренной головной частью, пружиной 18 и компенсирующим устройством 9, а формообразующий пуансон 5 снабжен скользящим стержнем 10 с пружиной 11 и компенсирующим устройством 12. В матрице 1 имеются направляющие пазы 13 для перемещения направляющих 4 и 6, соответственно, пуансонов 3 и 5. Указанная формообразующая оснастка позволяет изготовить деталь 14 за два перехода, т.е. за два удара.
Формообразующая оснастка работает следующим образом.
При движении пуансона 3 наборного конуса и формообразующего пуансона 5 вперед вследствие расположения их направляющих 4 и 6 в направляющих пазах 13 матрицы 1 обеспечивается замыкание объема, в котором происходит деформирование заготовки 15. До этого скользящий упор 17 с пружиной 18 (усилие которой достаточно для преодоления сил трения заготовки в подающей “руке” автомата) проталкивает заготовку 5 в матрицу 1. При этом неизбежные неточности при отрезке заготовки 15 (отскок от упора, косой срез, заусенец), изменяющие ее объем и приводящие к поломке инструмента, компенсируются компенсирующими устройствами 9 и 12, которые могут быть выполненными в виде пакета тарельчатых пружин. Усилие тарельчатых пружин незначительно превышает требуемое усилие деформирования (высадки) заготовки. При превышении усилия тарельчатых пружин последние, сжимаясь, обеспечивают требуемое увеличение формообразующего объема в пуансоне и матрице. Таким образом гарантируется надежность в работе оснастки.
При движении пуансонов 3 и 5 назад скользящие стержни 7 и 10 под действием пружин 8 и 11 выталкивают изделие (деталь 14) из пуансонов, оставляя его в матрице, а скользящий упор 17 под действием пружины 18 возвращается в исходное положение. После второго финишного удара изделие выталкивается из матрицы выталкивателем 16, который является элементом ковочной машины или холодновысадочного автомата.
В связи с тем, что в данной формообразующей оснастке деформация заготовки происходит в замкнутом объеме с исключением смещения оси пуансонов относительно оси матрицы, обеспечивается возможность уменьшения количества переходов, исключается операция по обсечке облоя, повышается точность полученных изделий.
Компактность формообразующей оснастки позволяет встраивать в нее индуктор для нагрева заготовок, давая возможность значительно повысить степень деформации и снизить требуемое усилие деформирования, а наличие компенсирующих устройств способствует повышению надежности работы оснастки.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ЭЛЕКТРОДА | 2023 |
|
RU2819479C1 |
| Способ высадки деталей с прямым шлицем на головке | 1990 |
|
SU1784391A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВОК ТИПА СТЕРЖНЯ С ФЛАНЦЕМ | 2009 |
|
RU2419505C1 |
| СПОСОБ ВЫСАДКИ ЗАКЛАДНЫХ БОЛТОВ С ГОЛОВКОЙ С РАДИАЛЬНЫМИ ОТРОСТКАМИ, УСТРОЙСТВО ДЛЯ ПРЕДВАРИТЕЛЬНОГО ФОРМООБРАЗОВАНИЯ ОТРОСТКОВ, УСТРОЙСТВО ДЛЯ ОКОНЧАТЕЛЬНОГО ФОРМООБРАЗОВАНИЯ ОТРОСТКОВ | 1999 |
|
RU2168386C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БОЛТА С ГОЛОВКОЙ, ИМЕЮЩЕЙ ВНУТРЕННИЙ МНОГОГРАННИК И ФЛАНЕЦ, НА ХОЛОДНОВЫСАДОЧНОМ АВТОМАТЕ | 2007 |
|
RU2350424C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШАРОВЫХ ПАЛЬЦЕВ С ОБРАТНЫМ КОНУСОМ | 1995 |
|
RU2080202C1 |
| Устройство для штамповки осесимметричных деталей с удлиненной осью | 2016 |
|
RU2628596C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТЕРЖНЕВЫХ ИЗДЕЛИЙ С ФЛАНЦЕМ НА ТОРЦЕ И БУРТОМ В СРЕДНЕЙ ЧАСТИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2041761C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГОЛОВОК ТОРЦОВЫХ КЛЮЧЕЙ СО СТУПЕНЧАТОЙ НАРУЖНОЙ ПОВЕРХНОСТЬЮ | 2003 |
|
RU2254201C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛУПУСТОТЕЛЫХ СТЕРЖНЕВЫХ СТУПЕНЧАТЫХ ДЕТАЛЕЙ | 2000 |
|
RU2175277C1 |
Изобретение относится к обработке металлов давлением и может быть использовано при получении деталей методом высадки на ковочных машинах и холодновысадочных автоматах. Формообразующая оснастка содержит матрицу с формующей полостью и пуансоны. Пуансоны выполнены с направляющими, а матрица имеет направляющие пазы для их перемещения. Упомянутые направляющие пуансонов и направляющие пазы матрицы расположены таким образом, что при движении пуансонов создается замкнутый объем для деформирования материала заготовки. В качестве пуансонов могут быть использованы пуансон наборного конуса и формообразующий пуансон. Каждый из этих пуансонов снабжен скользящим подпружиненным стержнем. Пуансоны могут быть выполнены с компенсирующим устройством для увеличения объема формообразующей полости, образованной пуансоном и матрицей при подаче заготовки, имеющей объем, который превышает расчетную величину. В оснастке может быть предусмотрен индуктор для предварительного нагрева токами высокой частоты заготовки перед ее отрезкой от бухты или прутка. В результате обеспечивается повышение качества полученных деталей, снижение трудоемкости их изготовления. 4 з.п. ф-лы, 2 ил.
| Штамп для высадки головок деталей стержневого типа | 1989 |
|
SU1632600A1 |
| Штамп для горячей штамповки | 1955 |
|
SU102539A1 |
| Способ штамповки деталей | 1982 |
|
SU1063519A1 |
| Способ изготовления стержневыхдЕТАлЕй | 1979 |
|
SU810355A1 |
| US 3471878 А, 14.10.1969 | |||
| DE 1269459 A, 30.05.1968 | |||
| Устройство для ориентации и подачи изделий | 1980 |
|
SU1030271A1 |

