[01] Изобретение относится к прокатному стану, а также к устройству и способу определения прокатного или направляющего калибра прокатных или направляющих клетей в многоклетевом прокатном стане.
[02] Из источников информации JP 57-121810 A и DE 3724982 A1 или SU 668142 A известны, например, многоклетевые прокатные станы, в которых прокатный калибр должен контролироваться и регулироваться в соответствии с линией прохождения проката через прокатный стан, то есть в соответствии с предусмотренной в зависимости от конструкции устройства центральной линией прокатного стана. Для этого шаблоны-образцы с помощью зажимов фиксируются между валками прокатной клети и центрируются с помощью лазерной системы.
[03] Можно отказаться от фиксации шаблонов с помощью зажимов в прокатных станах, а также устройствах и способах определения прокатного или направляющего калибра прокатных или направляющих клетей в многоклетевом прокатном стане согласно источникам JP 2002-035834 A или EP 1679137 A1, причем возле прокатной клети, в которой измеряется прокатный или направляющий калибр, необходимо устанавливать образцовую штриховую меру и осветительный прибор.
[04] При таком методе работы недостатком является то, что для этого возле прокатных клетей или валков необходимо устанавливать один или несколько конструктивных элементов, что относительно тяжело осуществить, особенно если прокатные клети и валки размещены по центру прокатного стана и в труднодоступных местах.
[05] Отсутствие конструктивных элементов, напротив, дает возможность размещения прокатных клетей и валков и применения способа работы в соответствии с источником информации JP 59-019030 A, согласно которому с одной стороны входа в прокатную клеть или выхода из нее размещается камера, а с другой стороны входа в прокатную клеть или выхода из нее предусмотрен осветительный прибор, а также, в соответствии с источником информации DE 3729176 A1, согласно которому осветительный прибор и камера размещаются с одной стороны входа в прокатную клеть или выхода из нее, а с другой стороны входа в прокатную клеть или выхода из нее размещается отражатель, причем здесь, к сожалению, необходимо считаться со значительной нечеткостью изображения, прежде всего, в связи с большой длиной, которую имеют такие прокатные станы.
[06] Задача предлагаемого изобретения - разработать прокатный стан соответствующего типа, а также устройства и способы определения прокатного калибра прокатных клетей в многоклетевом прокатном стане, которые смогут обеспечить простое и одновременно точное измерение прокатного или направляющего калибра.
[07] В качестве решения предлагаются устройства и способы определения прокатного калибра прокатных клетей в многоклетевом прокатном стане с признаками независимых пунктов формулы изобретения, причем, прежде всего, в зависимых пунктах формулы изобретения приведены преимущественные варианты осуществления изобретения.
[08] Так, прокатный стан с расположением валков и/или направляющих вдоль линии прохождения проката через прокатный стан и вдоль прокатных клетей и/или направляющих клетей, расположенных вдоль направления прокатки, и оборудованный устройством определения прокатного или направляющего калибра валков, включающий камеру, причем прокатный стан имеет сторону входа и выхода и оборудован камерой с одной из сторон входа или выхода и фоновой подсветкой с другой стороны входа или выхода, характеризуется тем, что камера имеет оптическое устройство с глубиной резкости, которой достаточно для всех прокатных клетей и/или направляющих клетей. Это позволяет избежать нечеткости изображения, вызванной смещением фокуса и связанной с этим движением оптики камеры.
[09] В качестве достаточной величины глубины резкости преимущественно выбирается необходимый для этого контраст как средство определения контура поверхности валка или направляющей с помощью устройства обработки изображений, расположенного за камерой, который необходим средствам определения контура поверхности валка или направляющей, чтобы с достаточной точностью определить, соответственно, контур поверхности валков или направляющих первой и последней станины. Таким образом, после настройки камеры может быть выполнено механическое перемещение оптики измерения прокатного или направляющего калибра.
[10] Со стороны входа или выхода, расположенной напротив камеры, может быть предусмотрен передатчик эталонного средства измерения. Таким эталонным средством измерения может быть, например, световой луч, а также генерируемый лазером световой луч, возле которого, в зависимости от конкретной реализации данного изобретения, находится эталонная штриховая мера, которая обеспечивает возможность передавать информацию о размерах к расположенному за камерой устройству обработки изображений каждой станины, чтобы определить соответствующую позицию валков или направляющих и, соответственно, прокатный или направляющий калибр точно по шкале с помощью обработки изображений. Но при соответствующей конструкции может быть достаточно обеспечить шкалой значительно меньше аксиальных позиций вдоль линии прохождения проката через прокатный стан с помощью образцовой штриховой меры для точной обработки изображения. Например, может быть достаточно, если соответствующая образцовая штриховая мера измеряется только в зоне фоновой подсветки или у первой прокатной клети и/или последней прокатной клети, чтобы затем через разбиение на треугольники или теорему Фалеса, с помощью достаточно известных в математике методов расчета, экстраполировать или интерполировать шкалу на остальные станины. Преимущество последнего заключается в том, что образцовой штриховой мерой можно обеспечить только легко доступные участки прокатного стана. В качестве образцовой штриховой меры могут быть использованы самые различные устройства. Допустимо использование, например, отдельной эталонной пластины, также соответствующую шкалу можно расположить в зоне фоновой подсветки или непосредственно на фоновой подсветке, и, в соответствии с этим, она может использоваться как передатчик эталонного средства измерения, а также как образцовая штриховая мера. Также точно или достаточно точно иным способом измеренные валки или направляющие могут служить в качестве эталонных средств измерений или могут быть использованы для определения эталонной штриховой меры.
[11] Также способ определения прокатного или направляющего калибра прокатных и/или направляющих клетей в многоклетевом прокатном стане с линией прохождения проката через прокатный стан, при котором на одной из сторон входа или выхода размещают камеру и, в конечном счете, определяют прокатный или направляющий калибр станин, может характеризоваться тем, что перед определением прокатного или направляющего калибра станин с помощью механических эталонных датчиков по линии прохождения проката через прокатный стан центрируют камеру, с помощью камеры снимают, по меньшей мере, одну эталонную штриховую меру, и это изображение передают к устройству обработки изображений. Центрирование камеры по линии прохождения проката через прокатный стан имеет то преимущество, что не требуются дальнейшие работы по настройке камеры, которые, в конечном счете, также могли бы отрицательно повлиять на результат определения прокатного или направляющего калибра.
[12] В качестве механических эталонных датчиков могут быть использованы, например, образцовая штриховая мера, устанавливаемые на станинах или других рамах маркеры - такие, как телескопические опоры или мосты с отверстиями, или сами валки, или направляющие, например, первой или последней станины, а также, соответственно, предварительно регулируемый штатив камеры, который прошел достаточно длительную калибровку. Точно также в качестве эталонной штриховой меры может использоваться передатчик эталонного средства измерения, такого как, например, лазерный луч или другой маркер, перед фоновой подсветкой или на фоновой подсветке, также, прежде всего, в том случае, если маркеры могут быть размещены перед измерением прокатного или направляющего калибра на соответствующей опоре, которая затем может быть использована как механическое эталонное средство измерений.
[13] При этом необходимо учитывать, что прокатные станы имеют относительно большие размеры, и из-за того, что множество станин расположены друг за другом на очень маленьком расстоянии, участки между первой и последней станиной доступны с большим трудом, так как вокруг валков и направляющих также расположено множество дополнительных устройств. Кроме того, вокруг валков действуют очень неблагоприятные окружающие условия, из-за чего фоновая подсветка и камера, а также другие более хрупкие измерительные устройства во время прокатки, как правило, демонтируются, чтобы они не были повреждены, или не была нарушена работа прокатного стана.
[14] С другой стороны, допустимо, чтобы, например, камера с соответствующей оптикой, обеспечивающей получение изображения на очень большом расстоянии, например 30 метров и более, длительное время оставалась отцентрированной по линии прохождения проката через прокатный стан, если длина соответствующих заготовок допускает подобное.
[15] Соответственно, большое расстояние от камеры до станин, прежде всего, из-за необходимого в этом случае большого фокусного расстояния, позволяет обеспечить, соответственно, вытянутую фокусную зону, имеющую достаточную для всех станин глубину резкости.
[16] Также фоновая подсветка и возможные эталонные средства измерений таким же образом без особых сложностей могут быть установлены на большом расстоянии от станин, если это допускают окружающие условия.
[17] В качестве эталонной штриховой меры могут быть использованы, например, образцовая штриховая мера, шкала на фоновой подсветке или сами валки или направляющие, например, первой или последней станины. В последнем случае, например, контуры или расстояния между кромками, которые, прежде всего на их отдаленных от заготовок сторонах, также не подлежат износу, имеют достаточно известные размеры, чтобы выполнять функцию эталонной штриховой меры.
[18] Затем с помощью эталонной штриховой меры для устройства обработки изображений, соответственно, у каждой прокатной клети может быть определена шкала, позволяющая определить соответствующий размер распознанного контура валка или направляющей.
[19] Так, устройство обработки изображений для определения прокатного или направляющего калибра поверхности валка или направляющей, через распознавание изображений, может определить и, с учетом эталонной штриховой меры, которая при известных условиях с помощью математических методов была экстраполирована или интерполирована из другой эталонной штриховой меры, рассчитать положение соответствующего валка или направляющей.
[20] Прокатный стан с расположением валков и/или направляющих вдоль линии прохождения проката через прокатный стан и вдоль прокатных и/или направляющих клетей, расположенных вдоль направления прокатки, оборудованный устройством определения прокатного или направляющего калибра валков, включающий камеру, причем прокатный стан имеет сторону входа и выхода, может характеризоваться тем, что с другой стороны входа или выхода расположено крепление для опоры образцовой штриховой меры. Это позволяет легко позиционировать соответствующую образцовую штриховую меру, которая затем, в зависимости от конкретной реализации данного изобретения, может быть использована как эталонное средство измерения, эталонная штриховая мера или датчик эталонных средств измерений. При известных условиях опора образцовой штриховой меры достает по меньшей мере до одной станины и проходит через нее, благодаря чему образцовая штриховая мера, соответственно, применяется внутри конструкции на станинах. Благодаря этому, прежде всего, нет необходимости устанавливать образцовую штриховую меру со стороны между отдельными станинами.
[21] Образцовая штриховая мера преимущественно размещается с возможностью смещения вдоль направления прокатки, так что для различных прокатных клетей и/или направляющих клетей измерения могут быть проведены с помощью той же образцовой штриховой меры.
[22] В соответствии с этим устройство для определения прокатного или направляющего калибра станин в многоклетевом прокатном стане может быть оборудовано опорой, вертикально закрепленной на образцовой штриховой мере.
[23] Опора может иметь конструкцию трубы и/или может быть закреплена на образцовой штриховой мере, благодаря чему, с одной стороны, облегчается обращение с ней и, с другой стороны, при различных обстоятельствах, по центру трубы могут передаваться сигналы к другому эталонному средству измерения. В соответствии с этим, может быть преимуществом, если образцовая штриховая мера имеет, по меньшей мере, один полупрозрачный участок.
[24] Образцовая штриховая мера преимущественно имеет по меньшей мере два дискретных участка шкалы, которые четко определяют масштаб. При известных условиях благодаря этому также может быть использована соответствующая кромка.
[25] Хорошее распознавание изображений может быть обеспечено, прежде всего, в том случае, если по меньшей мере один участок шкалы имеет закругленную форму и/или просвечивается. Последнее имеет место, прежде всего, в связи с вышеуказанным распознаванием изображений.
[26] Устройство для определения прокатного или направляющего калибра прокатных и/или направляющих клетей в многоклетевом прокатном стане, оснащенное устройством обработки изображений, которое определяет прокатный или направляющий калибр на основании снятого камерой изображения эталонного средства измерения, образцовой штриховой меры и, по меньшей мере, одного валка или направляющей, характеризующееся тем, что на изображении определяется положение эталонного средства измерения и центрируется по линии прохождения проката через прокатный стан и, исходя из этого, с помощью образцовой штриховой меры определяется позиция валка или направляющей. Благодаря центрированию эталонного средства измерения и, следовательно, определению линии прохождения проката через прокатный стан, можно отказаться от сложных вычислительных механизмов, которые, к тому же, в случае сомнений могут выдавать ошибки, что позволяет обеспечить простое и точное измерение прокатного или направляющего калибра.
[27] Дополнительно или альтернативно к остальным признакам данного изобретения способ определения прокатного или направляющего калибра прокатных и/или направляющих клетей в многоклетевом прокатном стане, при котором образцовую штриховую меру устанавливают на каждой станине и, в конечном счете, определяют прокатный или направляющий калибр соответствующей станины, характеризуется тем, что перед установкой образцовой штриховой меры на одной из сторон входа или выхода размещается камера, и с другой стороны входа или выхода - передатчик эталонных средств измерений, эталонный датчик и/или эталонная штриховая мера. Это, соответственно, при известных условиях, позволяет обеспечить целенаправленную и точную установку камеры и/или образцовой штриховой меры, а также быструю калибровку камеры и обработку изображений, которые, в конечном итоге, используются для измерения прокатного или направляющего калибра.
[28] Кроме того, способ определения прокатного или направляющего калибра прокатных и/или направляющих клетей многоклетевого прокатного стана, при котором образцовую штриховую меру устанавливают на каждой станине и, в конечном счете, определяют прокатный или направляющий калибр соответствующей станины, характеризуется тем, что перед установкой образцовой штриховой меры на каждой прокатной клети размещают передатчик эталонных средств измерений и/или камеру, которые центрируются по линии прохождения проката через прокатный стан.
[29] На основании снятого камерой изображения эталонного средства измерения, образцовой штриховой меры, эталонного датчика и/или эталонной штриховой меры, а также, по меньшей мере, одного валка или направляющей может быть определен, соответственно, прокатный или направляющий калибр, таким образом, что на изображении определяется положение эталонного средства измерения и центрируется по линии прохождения проката через прокатный стан, и, исходя из этого, определяется позиция валка или направляющей с помощью образцовой или эталонной штриховой меры. Таким образом, при использовании соответствующей технологии, можно избежать возможного позиционирования или настройки камеры, которую необходимо выполнять время от времени.
[30] Прежде всего, при использовании образцовой штриховой меры, которая также должна использоваться на станинах, расположенных между первой и последней станиной, способ определения прокатного или направляющего калибра прокатных и/или направляющих клетей в многоклетевом прокатном стане, при котором образцовую штриховую меру устанавливают на каждой станине и, в конечном счете, определяют прокатный или направляющий калибр соответствующей станины, может характеризоваться тем, что образцовая штриховая мера устанавливается на каждой станине со стороны входа в прокатный стан или со стороны выхода из него. Благодаря такому способу работы не нужно устанавливать соответствующую образцовую штриховую меру сбоку между станинами на каждой прокатной клети, что, в конечном счете, относительно тяжело, особенно, если образцовая штриховая мера, расположенная вокруг валков, должна быть по возможности установлена между валками.
[31] Независимо от этого, способ определения прокатного или направляющего калибра прокатных и/или направляющих клетей в многоклетевом прокатном стане, при котором устанавливают образцовую штриховую меру и, в конечном счете, определяют прокатный или направляющий калибр соответствующей станины, также характеризуется тем, что образцовая штриховая мера выполнена просвечивающейся. Благодаря этому может быть выполнено простое и точное распознавание изображений.
[32] Для записи изображений с помощью камеры преимущественно все валки или направляющие, расположенные между камерой и измеряемым валком или направляющей, перемещаются по наружному радиусу назад, или другим путем удаляются из поля зрения камеры, а именно, по меньшей мере, настолько, чтобы можно было получить чистое изображение. Благодаря этому, камера может беспрепятственно и, прежде всего, также исключая опасность возможной путаницы, производить измерение соответствующих валков и направляющих и передавать изображения к устройству обработки изображений, причем устройство обработки изображений затем также без особых сложностей может безопасно распознать соответствующий контур.
[33] Последний риск можно сократить еще больше, если для записи изображения камерой все валки или направляющие вплоть до измеряемого валка или направляющей перемещаются по наружному радиусу назад или другим путем удаляются из поля зрения камеры.
[34] Такое удаление из поля зрения камеры может быть необходимым в том случае, если валки или направляющие нельзя установить отдельно. Тогда может быть целесообразно удалить из линии прокатки, соответственно, целые станины или демонтировать отдельные валки или направляющие.
[35] В связи с этим следует понимать, что при известных обстоятельствах все валки или направляющие станины устанавливаются одновременно, перемещаются в их позицию измерения и, в конечном счете, замеряются, благодаря чему измерение валков или направляющих одной станины выполняется за одну рабочую операцию. Затем, при известных условиях, выполнение соответствующих расчетов при обработке изображений возможно друг за другом.
[36] Полученные таким образом данные относительно положения валков и направляющих затем могут быть использованы для оптимизации калибров. Например, при трехвалковой клети осевое смещение может быть компенсировано в определенных рамках таким образом, что благодаря радиальному смещению валков образуется новый центр калибра или центр тяжести плоскости калибра, расположенный ближе к линии прохождения проката через прокатный стан. Кроме того, данные измерений, особенно в сочетании с другими, преимущественно определяемыми онлайн данными измерений, могут быть использованы для регулирования позиций валков или направляющих во время прокатки. Таким способом перед началом прокатки также могут быть откалиброваны измерительные датчики для вышеуказанных данных измерений, определяемых онлайн.
[37] В соответствии с этим, способ определения прокатного или направляющего калибра прокатных или направляющих клетей в многоклетевом прокатном стане может характеризоваться тем, что с помощью измерительных датчиков на линии определяются позиции валков или направляющих, и перед этим производится калибровка измерительных датчиков внутри линии. В связи с этим калибровка может выполняться быстро и точно, благодаря чему измерительные датчики затем могут быть, соответственно, на линии оптимально использованы для управления валками или направляющими и их позициями.
[38] Преимущественно, калибровка выполняется с помощью оптики, прежде всего, в соответствии с вышеуказанными условиями.
[39] Чтобы избежать дальнейших неточностей измерений, измерительные датчики могут иметь точку замера, такую как, например, точка приложения датчика скорости или точка зажигания оптического датчика скорости, установленного непосредственно на валке или направляющей или соединенного с валком или направляющей не непосредственно, только через механические узлы.
[40] Следует понимать, что признаки указанных выше, а также описанных в пунктах формулы изобретения решений, при известных обстоятельствах также могут быть скомбинированы, чтобы, соответственно, соединить их преимущества.
[41] Остальные преимущества, назначение и свойства данного изобретения отображены в следующем далее описании примеров осуществления изобретения, которые представлены на прилагаемых чертежах. На чертежах фигуры отображают следующее:
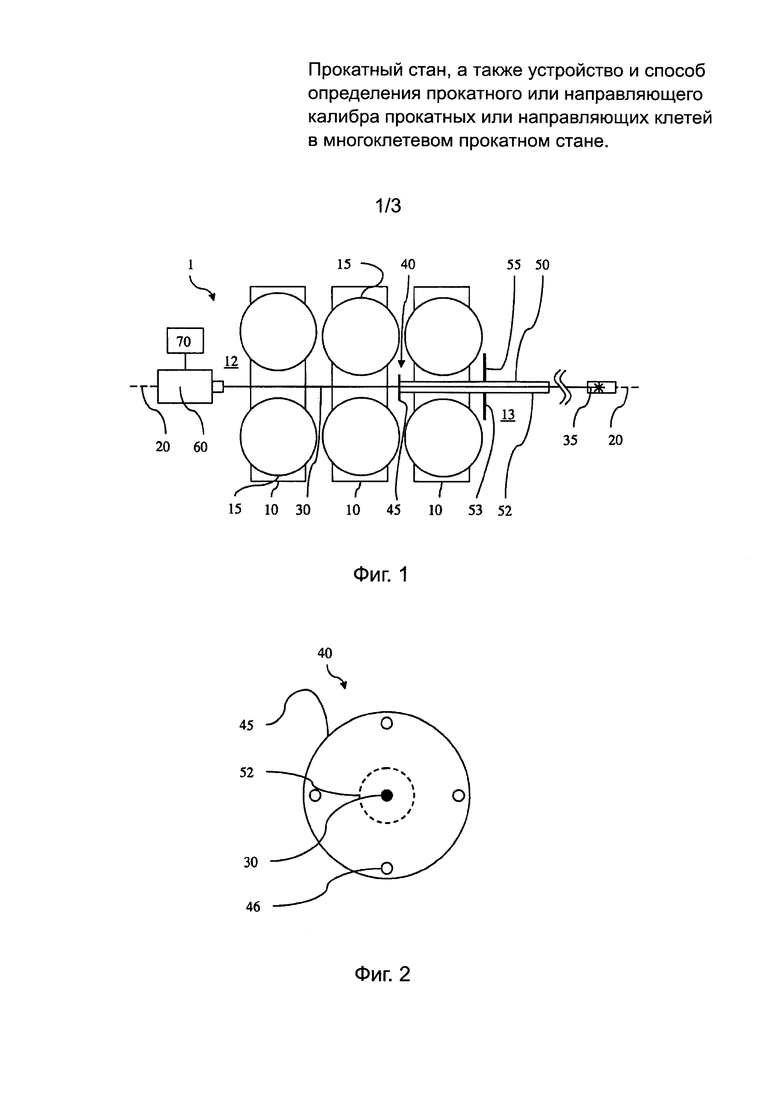
на Фиг. 1 изображена схема первого прокатного стана в боковой проекции;
на Фиг. 2 - схематичный вид спереди образцовой штриховой меры;
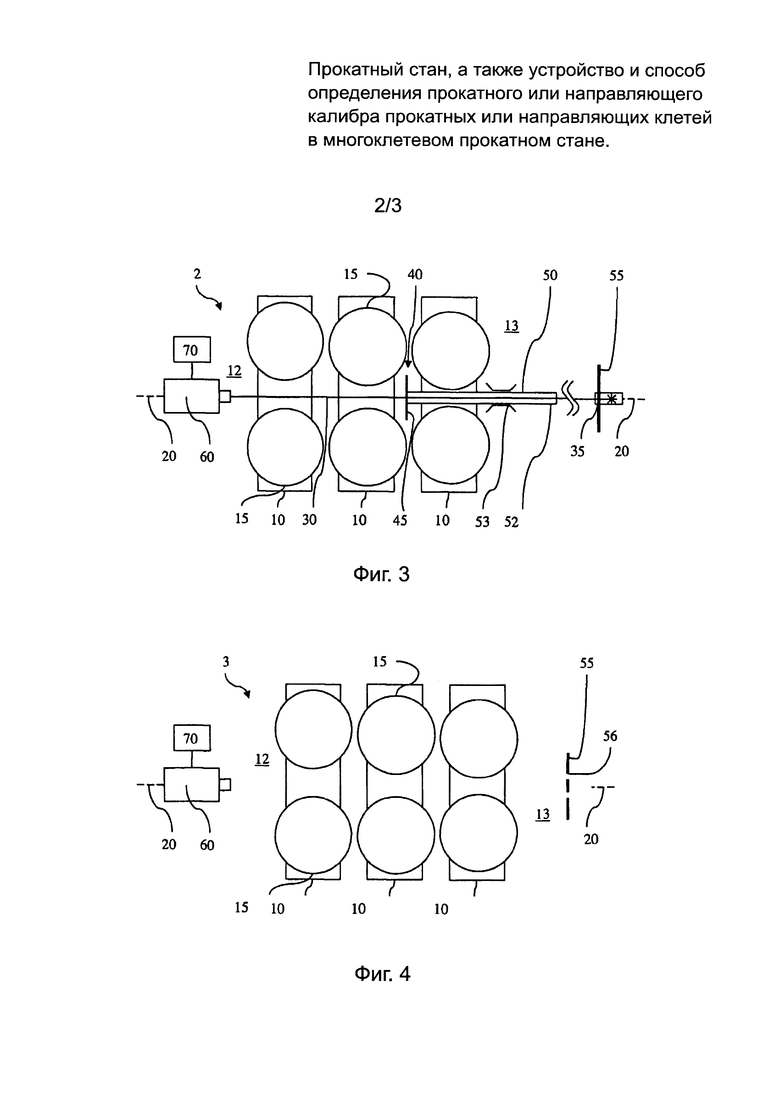
на Фиг. 3 - схема второго прокатного стана в боковой проекции;
на Фиг. 4 - схема третьего прокатного стана в боковой проекции и
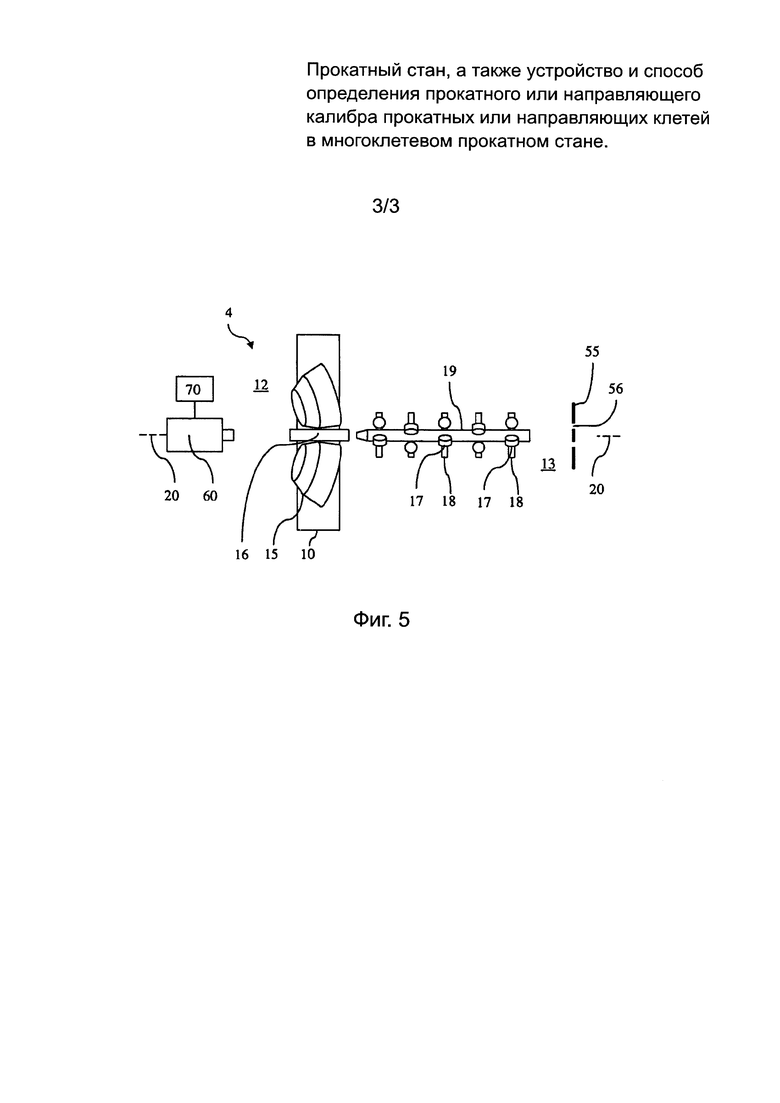
на Фиг. 5 - схема третьего прокатного стана в боковой проекции.
[42] Представленные на фиг. с 1 по 5 прокатные станы 1, 2, 3 и 4 включают, соответственно, прокатные клети 10, расположенные между стороной входа 12 и стороной выхода 13, и, соответственно, несут валки 15. В отличие от прокатных клетей 1-3, содержащих множество подобных прокатных клетей 10, прокатный стан 4 включает только одну прокатную клеть, а также два конических наклонно расположенных валка 15 и относящиеся к ним диски Дишера 16, расположенные на прокатной клети 15, причем в прокатном стане 4 предусмотрено также еще множество направляющих 17, расположенных, соответственно, на направляющих клетях 18 и несущих стержень оправки 19. Направляющие 17 открываются последовательно и радиально к соответствующей направляющей клети 18, когда заготовка, перемещаемая с помощью стержня оправки 19, достигает соответствующей направляющей клети 18. Направляющие 17 имеют конструкцию круглых дисков, причем не обязательно, но имеет смысл, если они также могут вращаться как ролики.
[43] Каждый из прокатных станов 1-4 включает линию 20 прохождения проката через прокатный стан, которая, в итоге, соответствует центральной линии прохождения прокатываемой заготовки, как, например, трубы, слитка или стержня, через прокатный стан. Для измерения калибра камера 60, соединенная с устройством обработки изображений 70, по ее оптической оси или другим образом устанавливается на линии 20 прохождения проката через прокатный стан, причем, в конечном счете, предпочтительно, чтобы в рамках точности измерений идентичный участок камеры 60 для каждой из станин 10, 15 охватывал линию 20 прохождения проката через прокатный стан. Это имеет то преимущество, что в результате не требуется дальнейшая настройка камеры 60 или также чреватые ошибками корректировочные расчеты.
Кроме того, последнее не требуется, если глубина резкости камеры 60 выбрана так, что ее было достаточно для всех станин 10,18, так как при этом также могут быть уже не нужны перемещения оптического расположения камеры для наведения на фокус. Достаточная глубина резкости затем достигается тогда, когда устройство обработки изображений 70 или соответствующая компьютерная программа, работающая там, для каждой станины 10, 18 с достаточной точностью может определить контур валков 15, направляющих 17 или возможных шкал.
[44] В данных примерах осуществления изобретения, преимущественно, со стороны выхода, то есть с противоположной камере 60 стороны, предусмотрена фоновая подсветка 55, которая излучает на камеру 60 достаточно равномерный свет, благодаря чему контуры измеряемых, соответственно, валков 15 и направляющих 17 четко отличаются от фоновой подсветки 55. В зависимости от конкретной конструкции, фоновая подсветка 55 может сама иметь участок шкалы, с помощью которого измерение может производиться, например, через отверстие или покрытие, как, например, представлено на фигурах 4 и 5. Также может быть предусмотрена отдельная шкала, которая может быть использована как эталонная штриховая мера. Соответствующие шкалы, например, описаны ниже при описании фигур с 1 по 3.
[45] В качестве фоновой подсветки 55 применяется, прежде всего, световая пластина, преимущественно, с пленочными светофильтрами или, при необходимости, коллимированными светодиодами, уменьшающими угол выхода лучей из световой пластины, чтобы сократить до минимума рассеянный свет.
[46] В примерах осуществления изобретения, представленных на фиг. с 1 по 3, в качестве эталонной штриховой меры также используется шкала, образованная участками шкалы 46 на эталонной пластине, используемой в качестве образцовой штриховой меры 40. Образцовая штриховая мера 40 может быть смещена на опоре 50, имеющей в этом примере осуществления изобретения конструкцию несущей трубы 52, начиная от фоновой подсветки 55 по направлению к камере 60 и ко всем прокатным клетям 10 или, если есть соответствующие направляющие и направляющие клети, такие как представлены на фигуре 5 в прокатном стане 4, - ко всем направляющим клетям 18, причем эта свободнонесущая конструкция реализуется через крепление 53, предусмотренное в зоне фоновой подсветки 55, при этом, в зависимости от конкретного исполнения, также может использоваться отдельное крепление 53 (см. фиг. 3), расположенное перед фоновой подсветкой 55 или также за ней.
[47] С помощью такой образцовой штриховой меры 40 для каждой станины 10, 18 может быть с относительно большой точностью подготовлена эталонная штриховая мера, благодаря чему, соответственно, также можно установить известные размеры контура валка 15 или направляющей 17, который был определен. Затем при обработке изображения это позволяет точно установить позицию соответствующего валка 15 или направляющей 17.
[48] В альтернативных вариантах осуществления изобретения, прежде всего в тех случаях, когда можно отказаться от такой отдельной образцовой штриховой меры 40, можно рассчитать соответствующую эталонную штриховую меру, например, на основании теоремы Фалеса и одной или двух шкал, которые, соответственно, предварительно заданы со стороны входа или выхода. Так, в качестве соответствующей эталонной штриховой меры могут использоваться участки шкалы 56 фоновой подсветки 55. Также в качестве эталонной штриховой меры могут служить, например, валки 15 первой или последней прокатной клети 10 или направляющие 17 первой и последней направляющей клети 18, так как к ним, как правило, есть более легкий доступ снаружи. Также следует понимать, что со стороны входа 12 или выхода 13 может быть, соответственно, предусмотрена образцовая штриховая мера, которая каким-либо образом достаточно определена и размещается там. В конечном счете, для этого не обязательно требуется длинная опора 50, которой может быть достаточно для всех станин 10,18.
[49] Чтобы облегчить настройку камеры 60 и образцовой штриховой меры 40, а также чтобы с помощью камеры 60 легко получить изображение линии 20 прохождения проката через прокатный стан, прокатные станы 1 и 2, представленные на фигурах с 1 по 4, оснащены, соответственно, эталонным средством измерения 30 с передатчиком 35, который в этом примере осуществления изобретения имеет конструкцию лазера. При известных условиях для этого также могут быть использованы светодиоды, например светодиоды другого цвета, или другие маркеры, как на участках шкал 46 и 56. Также в качестве эталонного средства измерения 30, при необходимости, могут применяться достаточно точно другим способом уже измеренные валки 15 или направляющие 18, например, так, что они устанавливаются соответствующим образом и затем с помощью фоновой подсветки 55 освещаются как передатчики эталонных средств измерения 30, чтобы таким способом отцентрировать камеру 60 по отношению к линии 20 прохождения проката через прокатный стан. Также могут применяться другие маркеры, которые используются на станинах 10 или 18 или других опорах, таких как, например, опоры станин, или на точках приложения сил. Такие маркеры могут представлять собой, прежде всего, телескопические штанги или мосты с отверстиями, а также скобы микрометра с измерительными кромками, которые отображают линию 20 прохождения проката через прокатный стан.
Список обозначений
прокатный стан
| название | год | авторы | номер документа |
|---|---|---|---|
| Клеть прокатного стана | 1982 |
|
SU1087220A1 |
| Клеть прокатного стана | 1980 |
|
SU910238A1 |
| МОДУЛЬНЫЙ ПРОКАТНЫЙ СТАН | 1999 |
|
RU2177846C2 |
| КЛЕТЬ ПРОКАТНОГО СТАНА | 1996 |
|
RU2103082C1 |
| СЕКЦИЯ ЧИСТОВОЙ ПРОКАТКИ ПРОКАТНОГО СТАНА | 2002 |
|
RU2212961C1 |
| Проводка клети прокатного стана | 1987 |
|
SU1505617A1 |
| Проводка клети прокатного стана | 1979 |
|
SU900912A1 |
| КЛЕТЬ ПРОКАТНОГО СТАНА | 2006 |
|
RU2308333C1 |
| ПРОКАТНЫЙ СТАН | 1993 |
|
RU2077965C1 |
| Рабочая клеть прокатного стана | 1990 |
|
SU1713700A1 |
Изобретение относится к прокатному производству. Технический результат - повышение точности измерения. Предложен способ определения прокатного или направляющего калибра прокатных или направляющих клетей в многоклетевом прокатном стане, при котором образцовая штриховая мера размещается по меньшей мере на одной, преимущественно первой и последней станине. Перед установкой образцовой штриховой меры со стороны входа или выхода стана размещают камеру, а с другой стороны входа или выхода - передатчик эталонных средств измерений, эталонный датчик и/или эталонную штриховую меру, что позволяет избежать настройки камеры. 5 з.п. ф-лы, 5 ил.
1. Прокатный стан (1, 2, 3, 4), содержащий клети (10, 18) с несущими валками (15) и/или направляющими (17), расположенные вдоль центральной линии (20) в направлении прокатки, устройство для определения прокатного калибра валков или калибра направляющих, выполненное с камерой (60), расположенной на стороне входа (12) или на стороне выхода (13) прокатного стана, а на других сторонах, на стороне выхода (13) или на стороне входа (12) соответственно, выполнена фоновая подсветка (55), отличающийся тем, что камера (60) содержит оптическое устройство с глубиной резкости, достаточной для определения калибра валков или направляющих всех клетей (10, 18).
2. Прокатный стан по п. 1, отличающийся тем, что он снабжен передатчиком (35) эталонного средства измерения (30), установленным на стороне выхода (13) или на стороне входа (12).
3. Прокатный стан по п. 1 или 2, отличающийся тем, что перед каждой или на каждой клети (10, 18), начиная от фоновой подсветки (55) и/или передатчика (35), установлена образцовая штриховая мера (40).
4. Прокатный стан по любому из пп. 1-3, отличающийся тем, что за камерой (60) установлено устройство обработки изображения (70) со средствами определения контура поверхности валка или направляющей, причем в качестве должного уровня глубины резкости выбран контраст, требуемый упомянутыми средствами определения контура поверхности валка или направляющей.
5. Прокатный стан по любому из пп. 1-4, отличающийся тем, что на стороне выхода (13) или на стороне входа (12) установлено крепление (53) для опоры (50) образцовой штриховой меры (40).
6. Прокатный стан по п. 5, отличающийся тем, что опора (50) расположена от крепления (53) по меньшей мере до одной клети (10, 18) и проходит через нее.
| Устройство для охлаждения водою паров жидкостей, кипящих выше воды, в применении к разделению смесей жидкостей при перегонке с дефлегматором | 1915 |
|
SU59A1 |
| Топчак-трактор для канатной вспашки | 1923 |
|
SU2002A1 |
| Устройство для крепления трубчатых змеевиков котла | 1989 |
|
SU1679137A1 |
| Устройство для выверки оси многоклетевого стана | 1977 |
|
SU668142A1 |
| JP 2008246496 A, 16.10.2008. | |||

