ff})) 7/7;/7 f///////// } ////у////л/////////////////// ////// ///У// / У// /// /// /// V/ /// /// //У /// // :/// ///Л. , /. 0I4Z.1 Изобретение относится к чернот металлургии и преднаэйачено для непользования в трубопрокатном производстве.
Известно устройство для выверки а оси мнргрклетевого стана в виде ступенчатой оправки с диаметром каждой efyneHHpapHbiM диаметру калибра, снабженной тензодатчиками. Устройство не, обладает гибкостью и точностью 0 настройки.Наиболее близким из числа известных устройств является устройЪтио для выверки оси многоклетевого стана, включающее фикратор геометричес- 15 кой оси стана в виде натянутой fokoпроводящей нити и пробки под каждьш калибр клети с легкоплавкими экранами, У стройство позволяет с овмёсти ь в одну линию оси калибров всех кле- 20 тей путем их регулирования относительно фиксатора оси. Однако нить не может обеспечить достаточной точности настройки.
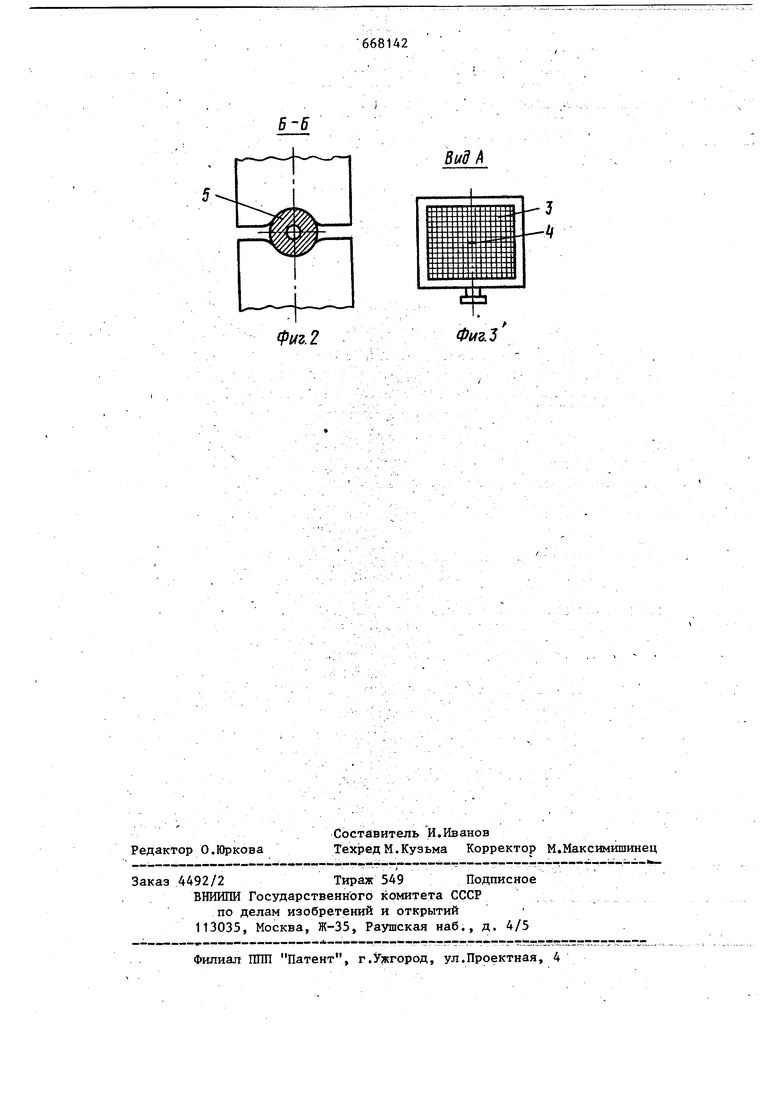
Целью изобретения является увели- 25 чёние точности и сокращение времени настройки прокатных, станов.--- . Цель достигается тем, что вуетрбйстве для вьтеркй оси MH&foiutiel ie вого стана, включающем фий аГт Эр гёб- |й метрической оси и щаблоны с Центральнымй отверстиями под калибр каждой клети, фиксатор геометрической оси Выполнен в виде лазерного прибора, расположенного по одну сторону стана и экрана со шкалой, расположенно го по другую сторону стана и принимакяцего проекцию луча лазера. Изобретение поясняется чертежом. На фиг, 1 приведена схема устройства в рабочем положении (непрерывный стан)} на фиг, 2 - разрез Б-В на фиг. 1; на фиг. 3 - вид А на шкйлу-экран, на который проёцируют
луч лазера, . -. . 1JI..1.„,::;:, ,
Устройство включает лазерный прибор 1, оптическая ось которого совпадает с осью калибров стана, расположенный перед станом, установлённьгй на штативе 2 экран 3 со шкалой, представлякмций собой гладкую поверхность с нанесенной на ней миллиметровой сеткой, в центре которой вьтолнено пятно 4 диаметром 0,32,0 мм, и шаблоны 5, каждый из которых по центральной оби имеет сквоз ное бтверстие, а наружная поверхность соответствует профилю калибра валков клети, .. , - .
668142
Работа устройства. Включением ла зерного прибора 1 , фикс атора геометрической оси, образуется горизонтальный луч толщиной 0,3-2,0 мм, который проектируется строго по оси калибров на пятно 4 экрана 3. За/гем 5, поверхность которых соответствует профилю калибра клетей, устанавливают в калибр и регулируют положение последних так, чтобы луч лазера прошел через их отверстия и полностью спроецирбвался на пятне . При этом калибр будет установлен в требуемом положении. Если стан имеет несколько клетей, то калибр валков второй клети и всех последующих настраиваю аналогично. .
Пример конкретного осуществления
Перед клетью стана устанавливают лазерный прибор ЛГ-56, снабженный коллиматором для фиксйрования луча лазера на экран в виде рубинового пятна диаметром 0,5-2,0 мм, трубу за.крепляют на трубе прецизионного нивелира НА-1 при помощи Двз призм с возможностью регулировки их припомощи микрометрического винта. Угловая расходимость луча лазера,снабженного коллиметром с 12-кратным увеличением, составляет 50 угловых секунд, что даже, на расстоянии 50 м обеспечивает видное пятно диаметром 2 мм. Диаметр рубинового пятна на экране 3, установленном за клетью, не превышает 1 мм. После точной фокусировки луча лазера на пятно 4 экрана в вал кйклети стана устанавливают и закрепляют шаблон 5 в строго горизонтальном положении. Регулировку :положения калибра ведут до тех пор, йбка луч лазера не проходит через отверстие шаблона и не совпадает С пятном экрана.
Наружная поверхность шаблона соответствует профилю калибра настраиваемьтх валков, а по его центральной оси, совпадающей с осью калибра, имеется сквозное отверстие, равное или большее диаметра луча ла;зера на допускаемое отклонение прфиля калибра.
Применение предложенного технического решения приводит к сокращению времени настройки валков в 3-4 раза и снижениютрудозатрат на 20%.
Фиг.2
Вид А
-5 -Ч
ii
Фиг.З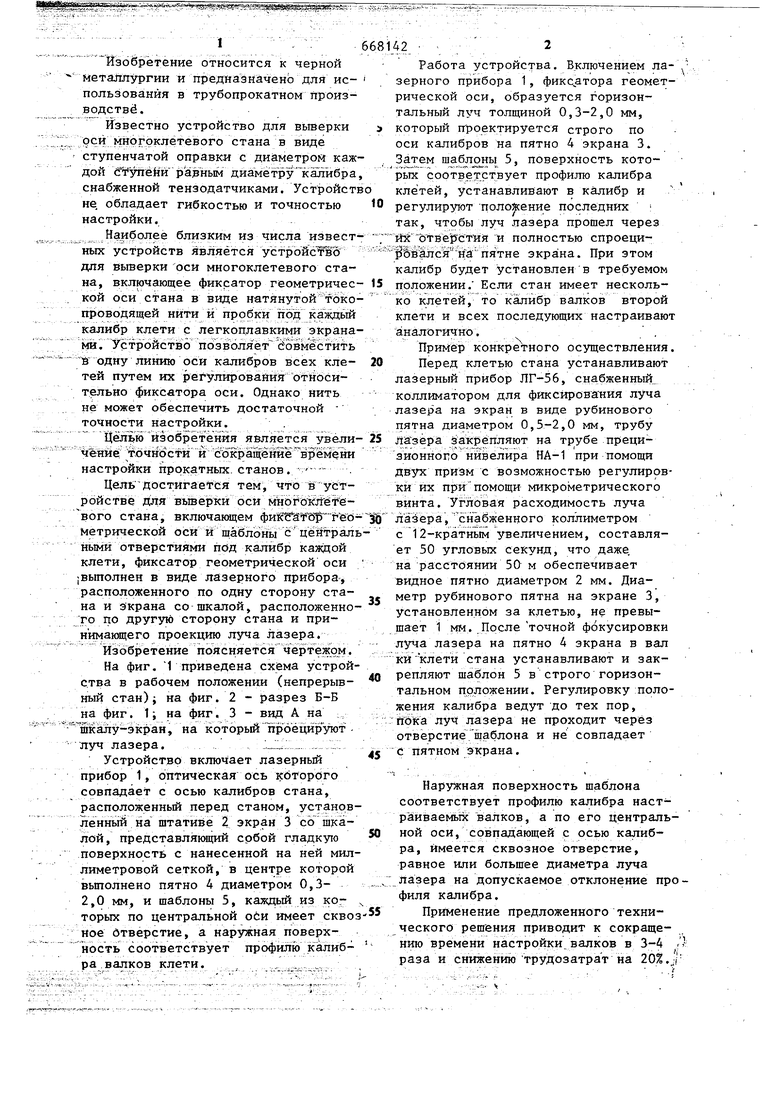
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для выверки оси многоклетевого стана | 1978 |
|
SU818058A2 |
| Способ выверки оси прокатного стана | 1987 |
|
SU1475743A1 |
| Способ контроля положения оси прокатки непрерывного стана | 2015 |
|
RU2607887C1 |
| Устройство для настройки валков прокатного стана | 1989 |
|
SU1729640A1 |
| ПРОКАТНЫЙ СТАН, А ТАКЖЕ УСТРОЙСТВО И СПОСОБ ОПРЕДЕЛЕНИЯ ПРОКАТНОГО ИЛИ НАПРАВЛЯЮЩЕГО КАЛИБРА ПРОКАТНЫХ ИЛИ НАПРАВЛЯЮЩИХ КЛЕТЕЙ В МНОГОКЛЕТЕВОМ ПРОКАТНОМ СТАНЕ | 2012 |
|
RU2602216C2 |
| Устройство для выверки оси многоклетевого стана | 1977 |
|
SU596310A1 |
| Способ настройки калибровочно-редукционного стана и маркированный шаблон для его осуществления | 1985 |
|
SU1348023A1 |
| Устройство для настройки валков трубопрокатного стана | 1984 |
|
SU1220205A1 |
| Способ настройки многоклетевого стана продольной безоправочной прокатки труб | 1983 |
|
SU1105254A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОДОЛЬНОШОВНЫХ ТРУБ СВАРКОЙ ЛАЗЕРОМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2120365C1 |
УСТРОЙСТВО ДЛЯ ВЪГОЕРКИ ОСИ МНОГОКЛЕТЕВОГО СТАНА, включающее фиксатор геометрической оси и шаблоны с центральными отверстиями под калибр каждой клети, от ли ч а ю- щ е е-с я тем, что, с целью повьше-^ния точности настройки стана, фиксатор геометрической оси выполнен в виде лазерного прибора,, расположенного по одну сторону стана, и экрана с шкалой, расположенной по дру-'гую сторону стана и принимающего про-:екцию луча лазера.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| ПРИСПОСОБЛЕНИЕ ДЛЯ ОПРЕДЕЛЕНИЯ ОТКЛОНЕНИЙ ОТ СООСНОСТИ ОТВЕРСТИЙ | 0 |
|
SU305928A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| НИЗКОВОЛЬТНОЕ ЭЛЕКТРИЧЕСКОЕ УСТРОЙСТВО, ИМЕЮЩЕЕ СРЕДСТВО ВЗАИМНОЙ МЕХАНИЧЕСКОЙ БЛОКИРОВКИ | 2008 |
|
RU2451357C2 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
