(5) ПРОВОДКА КЛЕТИ ПРОКАТНОГО СТАНА
| название | год | авторы | номер документа |
|---|---|---|---|
| Прокатный стан | 1989 |
|
SU1724400A1 |
| РЕВЕРСИВНЫЙ ПРОКАТНЫЙ СТАН | 1996 |
|
RU2112614C1 |
| Рабочая клеть стана винтовой прокатки | 1984 |
|
SU1210303A1 |
| ТРЕХВАЛКОВАЯ КЛЕТЬ СТАНА ПРОДОЛЬНОЙ ПРОКАТКИ | 2009 |
|
RU2438807C2 |
| Валковая арматура прокатной клети | 1983 |
|
SU1132995A1 |
| Вводная валковая арматура сортовой прокатной клети | 1986 |
|
SU1419781A1 |
| СТАН ХОЛОДНОЙ ПРОКАТКИ ТРУБ | 2009 |
|
RU2397033C1 |
| ТРЕХВАЛКОВАЯ КЛЕТЬ СТАНА ПРОДОЛЬНОЙ ПРОКАТКИ | 2007 |
|
RU2343024C2 |
| Трехвалковая клеть стана продольной прокатки и способ перевалки валков трехвалковой клети стана продольной прокатки | 2018 |
|
RU2677581C1 |
| ПРОВОДЯЩЕЕ УСТРОЙСТВО ПРОКАТНОЙ КЛЕТИ | 1999 |
|
RU2168380C1 |
1
Изобретение относится к прокатному производству, а точнее к проводкам прокатных станов.
Изобретение наиболее эффективно может быть использовано в линиях станов для производства бесшовных труб, например в прошивных, обкатных станах, станах продольной прокатки и др.
В настоящее время одним из главных направлений повышения производительности станов является сокращение времени .перехода с одного сортамента на другой. Это в особенности относится к агрегатам, выпускающим широкий сортамент проката или труб, Все станы для производства проката или труб рборудованы проводковыми устройствами, которые заменяются при переходе с одного сортамента на другой, на что затрачивается определенное время.
Известна проводка клети прокатного стана, включающая два диска, уста,новленные на отдельной станине у клети с возможностью их поворота относительно оси, параллельной оси проката, по окружности которых размещены полукалибры, замыкающиеся сЬоими торцами при вращении дисков СП
Недостатком известной конструкции проводки является малая надежность и долговечность вследствие наличия зубчатой передачи, расположенной в
to зоне действия воды, окалины и высоких температур.
Кроме того, недостаточная надежность) фиксации калибра из-за невозможности точной остановки привода
IS шестерен и отсутствия механизмов стопорения.
Наличие выбираемых зазоров в зуб4gTOM зацеплении приводит с одной стороны к быстрому износу зубчатых
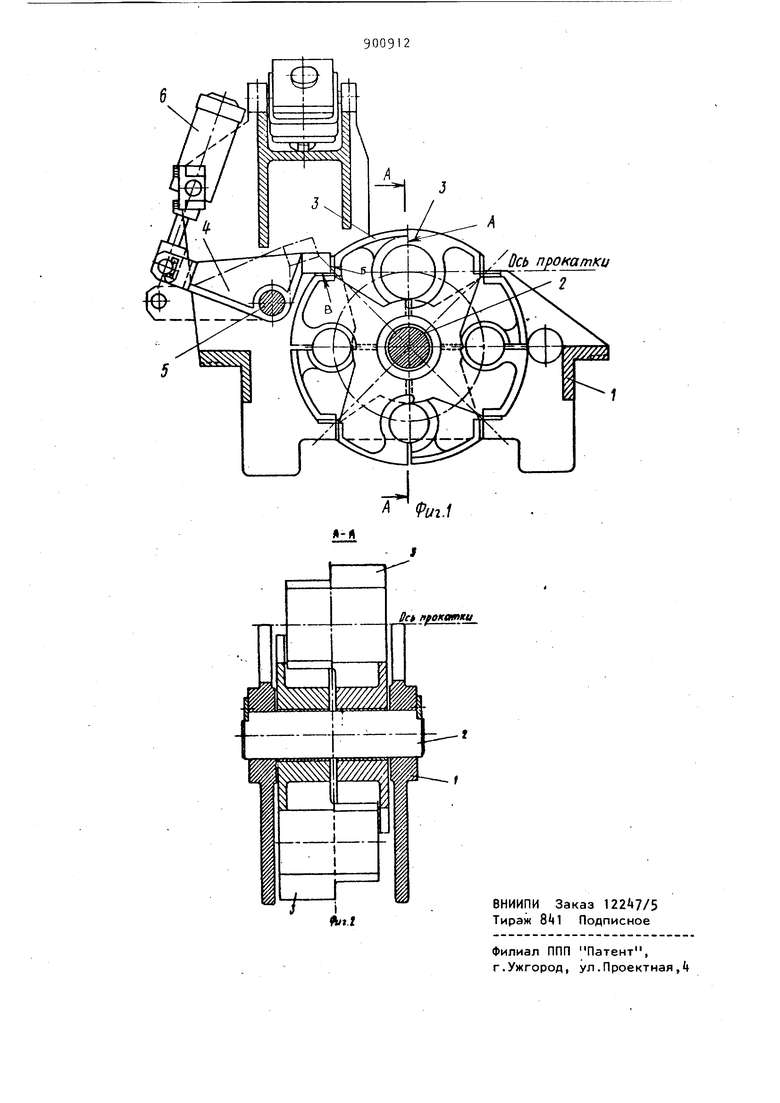
м передач вследствие значительных динамических нагрузок, а с другой стот роны к повышенным шумовым характеристикам оборудования. Недостатком яв3ляются также большие габариты конструкции. Цель изобретения - повышение надежности и долговечности проводки. Указанная цель достигается тем, что проводка, содержащая два диска, установленные на станине и содержащие полукалибры, снабжена механизмом фиксации дисков, выполненным в виде двуплечего рычага, установленного на станине проводки, одно плечо которого, обращенное в сторону дисков выполнено с двумя опорными поверхностями, взаимодействующими каждая с одним из выступов, выполненных в дисках, установленных на общей оси На фиг. 1 изображена проводка в рабочем положении, поперечный разрез; на фиг, 2 - разрез А-А на фиг,1 Проводка прокатного стана содержит станину 1 с закрепленной в ней осью 2, расположенной параллельно оси прокатки, На оси 2 соосно смонтированы два диска 3, имеющие по окружности высту пы с направляющими различного размера образующими полукалибры. Соответственные направляющие каждого из дисков 3 образуют в совокупности замкнутые переменные калибры для нап равления проката различного диаметра При образовании полного замкнутого калибра диски 3 контактируют между собой по поверхностям А. Диски 3 смонтированы на общей оси 2 с возмож ностью поворота, как совместно, так и друг относительно друга. Механизм фиксации дисков выполнен в виде двуплечего рычага Ц, установленного на оси 5 в станине 1, он приводится от гидроцилиндра 6л На плече рычага, обращенном.в сторону дисков выполнены опорные плоские поверхности Б и В для контакта с уступами, выполненными на дисках 3- таких проводок устанавливают на выходной стороне прокатного стана. Устройство работает следующим образом. 2 Для прокатки трубной заготовки диски 3 одновременно поворачивают на оси 2 вручную таким образом, .чтобы совместить калибр нужного размера с осью прокатки. С помощью гидроцилиндра 6 опорные поверхности Б и В рымага прижимают к поверхностям соответствующих уступов диски 3 и таким образом, стопорят диски 3. При этом диски 3 контактируют между собой по поверхностям А, образуя замкнутый полный калибр. При смене сортамента трубной заготовки посредством гидроцилиндра 6 отводят рычаг А. При .этом диски 3 расстопориваются и поворачивая их на оси 2 совмещают с осью прокатки требуемый калибр. Для извлечения бракованных заготовок диски 3 расстопоривают и разворачивают друг относительно друга, раскрывая замкнутый калибр. Формула изобретения Проводка клети прокатного стана, включающая два диска, установленные на отдельной станине с возможностью их поворота относительно оси, параллельной оси прокатки, по окружности которых размещены полукалибры, отличающаяся тем, что, с целью упрощения ее конструкции, повышения надежности и долговечности, проводка снабжена механизмом фиксации дисков, выполненным в виде двуплечего рычага, установленного на станине проводки, одно плечо которого, обращенное в сторону дисков, выполнено с двумя опорными поверхностными, взаимодействующими каждая с одним из уступов, выполненных в дисках, установленных на общей оси. Источники информации, принятые во внимание при экспертизе 1. Патент США № 2300359, кл. , опублик. ,
