ОБЛАСТЬ ТЕХНИКИ
[0001] Настоящее изобретение относится к каретке сварочного аппарата, перемещающейся вместе с установленной на ней сварочной горелкой и способной осуществлять автоматическую сварку; в частности, изобретение относится к каретке сварочного аппарата, пригодной для сварки угловых швов в угловых частях.
ПРЕДШЕСТВУЮЩИЙ УРОВЕНЬ ТЕХНИКИ
[0002] Традиционные примеры каретки сварочного аппарата, пригодной для сварки угловых швов в угловых частях как указано выше, включают каретку сварочного аппарата, раскрытую в Патентном Документе 1. Эта каретка сварочного аппарата раскрыта в заявке на изобретение, поданной настоящим заявителем.
[0003] Конкретнее, каретка сварочного аппарата содержит корпус каретки, снабженный четырьмя ходовыми колесами, расположенными на его переднем и заднем концах, и опору горелки, расположенную между передним и задним концами корпуса каретки. Сварочная горелка поддерживается в наклонном положении опорой горелки. Конкретнее, сварочная горелка опирается так, чтобы ее наконечник располагался сбоку от боковой поверхности корпуса каретки, причем так, чтобы он был направлен диагонально вниз. Опора горелки содержит приводной механизм горелки, который качает наконечник сварочной горелки возвратно-поступательно относительно корпуса каретки и одновременно позиционирует наконечник вблизи линии сварки вдоль направления указанного возвратно-поступательного движения.
[0004] В каретке сварочного аппарата, например в случае выполнения угловых швов во внутренних углах, на стадии, когда стенка блокирует корпус каретки и не дает ему двигаться вперед, приводной механизм, управляющий опорой горелки, качает наконечник сварочной горелки вперед относительно корпуса каретки, благодаря чему каретка сварочного аппарата может сваривать вплоть до угловых частей, не оставляя так называемых непроваров.
[0005] В это время приводной механизм, управляющий опорой горелки, перемещает сварочную горелку к линии сварки, и таким образом наконечник сварочной горелки, поданный вперед, позиционируется вблизи линии сварки, что приводит к надежному обеспечению газовой защиты и, соответственно, поддержанию качества шва.
РОДСТВЕННЫЕ ЗАЯВКИ
[0006] Патентный документ 1: опубликованная японская патентная заявка №2009-248128.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Решаемые технически задачи
[0007] При сварке, в случае вертикального положения свариваемых угловых швов (сварка угловых швов в вертикальном положении), для того чтобы предотвратить потеки расплавленного металла, сварочная горелка должна выполнять поперечные колебания. Заметим, что в случае вертикального положения свариваемых угловых швов каретка сварочного аппарата перемещается вверх, притягиваясь к поверхности стенки с помощью сильного магнита, установленного на корпусе каретки, и таким образом неизбежно имеет весовые ограничения.
[0008] Короче, пользователь вышеупомянутой традиционной каретки сварочного аппарата сталкивается, например, с такой проблемой: в случае выполнения угловых швов во внутренних углах каретка сварочного аппарата может сваривать вплоть до угловых частей, не оставляя непроваров при одновременном поддержании качества шва, но не может выполнять сварку угловых швов в вертикальном положении. На уровне техники эта проблема остается проблемой, требующей решения.
[0009] В свете вышеупомянутой проблемы уровня техники настоящее изобретение выдвигает - и целью настоящего изобретения является - предложение каретки сварочного аппарата, которая, помимо сведения к минимуму увеличения веса, например в случае выполнения угловых швов во внутренних углах в вертикальном положении, не только может сваривать вплоть до угловых частей, не оставляя непроваров при одновременном поддержании качества шва, но также может предотвратить потеки расплавленного металла.
Средства решения указанных проблем
[0010] Для решения вышеуказанной задачи одна из особенностей настоящего изобретения состоит в каретке сварочного аппарата, перемещающейся с установленной на ней сварочной горелкой, причем каретка сварочного аппарата содержит корпус каретки и опору горелки, расположенную между передним и задним концами корпуса каретки и поддерживающую сварочную горелку в таком положении, что наконечник сварочной горелки расположен сбоку от боковой поверхности корпуса каретки и направлен диагонально вниз, при этом опора горелки содержит основание, расположенное на корпусе каретки с возможностью смещения в вертикальном и горизонтальном направлениях, узел качания горелки и узел поперечных колебаний, а узел качания горелки содержит кожух узла, опирающийся на основание, двигатель качаний, прикрепленный к кожуху узла, монтажную планку горелки, один концевой участок которой находится в кожухе узла, а другой концевой участок выполнен в виде монтажного участка сварочной горелки, и механизм качания горелки, размещенный в кожухе узла, причем механизм качания горелки функционирует так, что выходной вал двигателя качаний качает наконечник сварочной горелки, установленный на монтажной планке горелки, возвратно-поступательно относительно корпуса каретки и одновременно так, что наконечник располагается вблизи линии сварки вдоль направления возвратно-поступательного движении корпуса каретки, при этом узел поперечных колебаний содержит двигатель поперечных колебаний, неподвижно прикрепленный к основанию, и механизм поперечных колебаний, причем механизм поперечных колебаний работает так, чтобы под действием выходного вала двигателя поперечных колебаний совместно поворачивать кожух узла и монтажную планку горелки узла качания горелки вокруг вала возвратно-поступательных качаний корпуса каретки, заставляя тем самым наконечник сварочной горелки, установленной на монтажной планке горелки, выполнять поперечные колебания.
[0011] Предпочтительно, механизм качания горелки узла качания горелки содержит в кожухе узла подвижный палец для выполнения возвратно-кругового движения под действием выходного вала двигателя качаний; неподвижный палец, расположенный в кожухе узла; рабочее отверстие, образованное на одном концевом участке монтажной планки горелки так, в которое проходит подвижный палец; и вытянутое отверстие, образованное ближе к другому концевому участку монтажной планки горелки, чем рабочее отверстие на концевом участке монтажной планки горелки, в которое проходит неподвижный палец, при этом механизм качания горелки заставляет выходной вал двигателя качаний вызывать возвратно-круговое движение подвижного пальца, а рабочее отверстие обеспечивает относительное движение неподвижного пальца внутри вытянутого отверстия, тем самым качая наконечник сварочной горелки, установленной на монтажной планке, вокруг неподвижного пальца и одновременно попеременно смещая наконечник, то ближе к линии сварки, то дальше от линии сварки.
[0012] Предпочтительно, механизм поперечных колебаний узла поперечных колебаний содержит колебательное вытянутое отверстие, расположенное в возвратно-поступательном направлении относительно корпуса каретки в узле качания горелки на механизме качания горелки со стороны кожуха узла, и эксцентриковый ролик, эксцентрически вращающийся внутри колебательного вытянутого отверстия под действием выходного вала двигателя поперечных колебаний, причем механизм поперечных колебаний заставляет выходной вал двигателя поперечных колебаний вызывать эксцентрическое вращение эксцентрикового ролика внутри колебательного вытянутого отверстия, совместно поворачивая тем самым кожух узла и монтажную планку горелки вокруг вала возвратно-поступательных качаний корпуса каретки и заставляя сварочную горелку, установленную на монтажной планке, выполнять поперечные колебания.
[0013] В каретке сварочного аппарата согласно настоящему изобретению, например в случае выполнения угловых швов во внутренних углах в вертикальном положении, на стадии, когда стенка блокирует корпус каретки и не дает ему двигаться вверх, механизм качания горелки в узле качания горелки на опоре горелки качает наконечник сварочной горелки в направлении перемещения корпуса каретки, благодаря чему каретка сварочного аппарата может сваривать вплоть до угловых частей, не оставляя так называемых непроваров.
[0014] В это время механизм качания горелки в узле качания горелки на опоре горелки перемещает сварочную горелку к линии сварки, и таким образом наконечник сварочной горелки, поданный в направлении движения каретки, позиционируется вблизи линии сварки, что приводит к надежному обеспечению газовой защиты и соответственно поддержанию качества шва.
[0015] Кроме того, при выполнении угловых швов механизм поперечных колебаний узла поперечных колебаний поворачивает как единое целое кожух узла и монтажную планку горелки узла качания горелки вокруг вала возвратно-поступательных качаний корпуса каретки, тем самым заставляя наконечник сварочной горелки выполнять поперечные колебания и предотвращая таким образом потеки расплавленного металла.
[0016] В это время механизм качания горелки в узле качания горелки на опоре горелки находится в кожухе узла, и кожух узла, охватывая механизм качания горелки, поворачивает его как единое целое вместе с монтажной планкой горелки вокруг вала возвратно-поступательных качаний корпуса каретки с помощью механизма поперечных колебаний узла поперечных колебаний. Другими словами, функция исключения непроваров и функция поперечных колебаний совмещены в компактном кожухе, сводя таким образом увеличение веса к минимуму.
Преимущества изобретения
[0017] Каретка сварочного аппарата согласно настоящему изобретению, сводя увеличение веса к минимуму, например в случае выполнения угловых швов во внутренних углах в вертикальном положении, обеспечивает очень значительные преимущества, в частности способность не только сваривать вплоть до угловых частей, не оставляя непроваров при одновременном поддержании качества шва, но также предотвращать потеки расплавленного металла.
[0018] Кроме того, в каретке сварочного аппарата согласно настоящему изобретению, на стадии, когда наконечник сварочной горелки подается возвратно-поступательно относительно корпуса каретки, каретка не только способна без усложнения конструкции позиционировать наконечник сварочной горелки вблизи линии сварки в возвратно-поступательном направлении движения корпуса каретки, но также способна без усложнения конструкции заставить наконечник сварочной горелки выполнять поперечные колебания.
КРАТКОЕ ОПИСАНИЕ ГРАФИЧЕСКИХ МАТЕРИАЛОВ
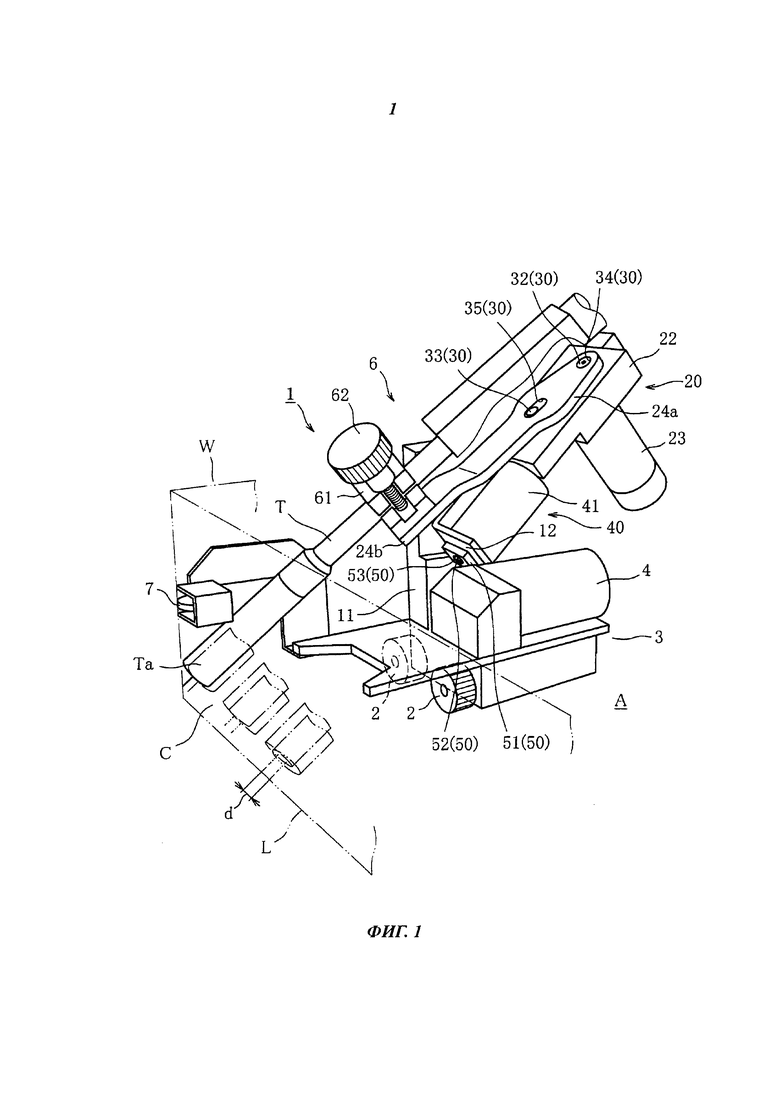
[0019] ФИГ. 1 - общий пояснительный вид в аксонометрии каретки сварочного аппарата в одном из вариантов осуществления настоящего изобретения.
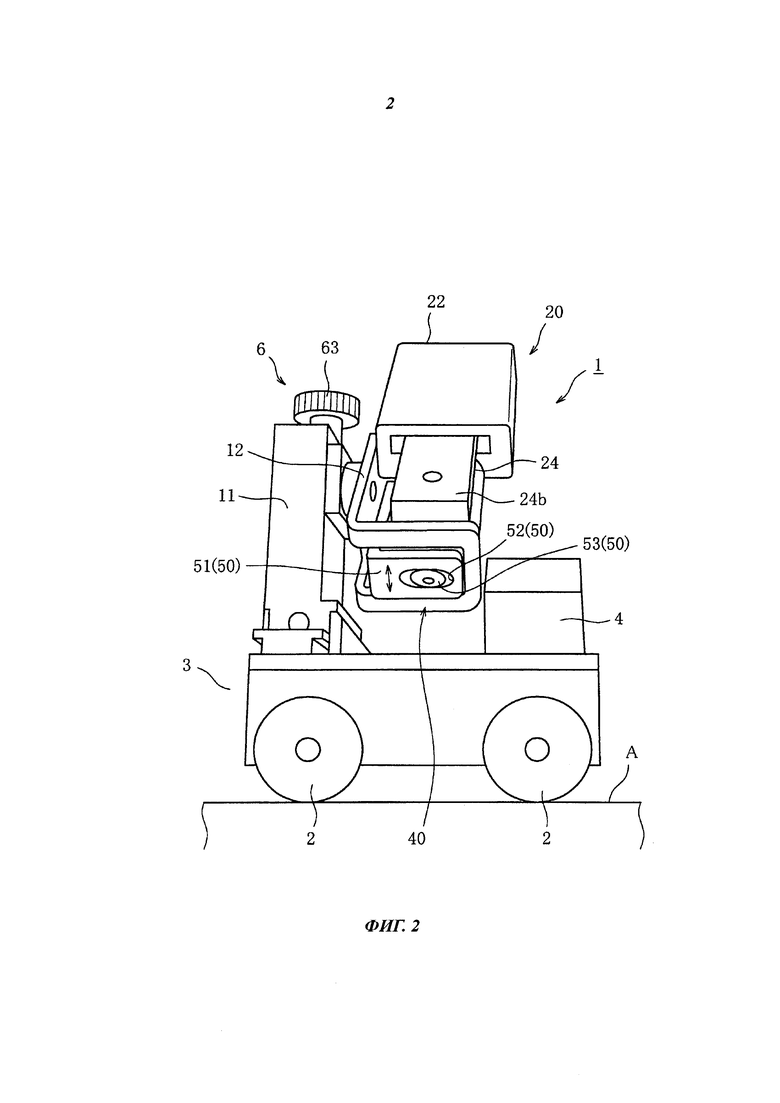
ФИГ. 2 - пояснительный вид сбоку каретки сварочного аппарата, показанной на ФИГ. 1.
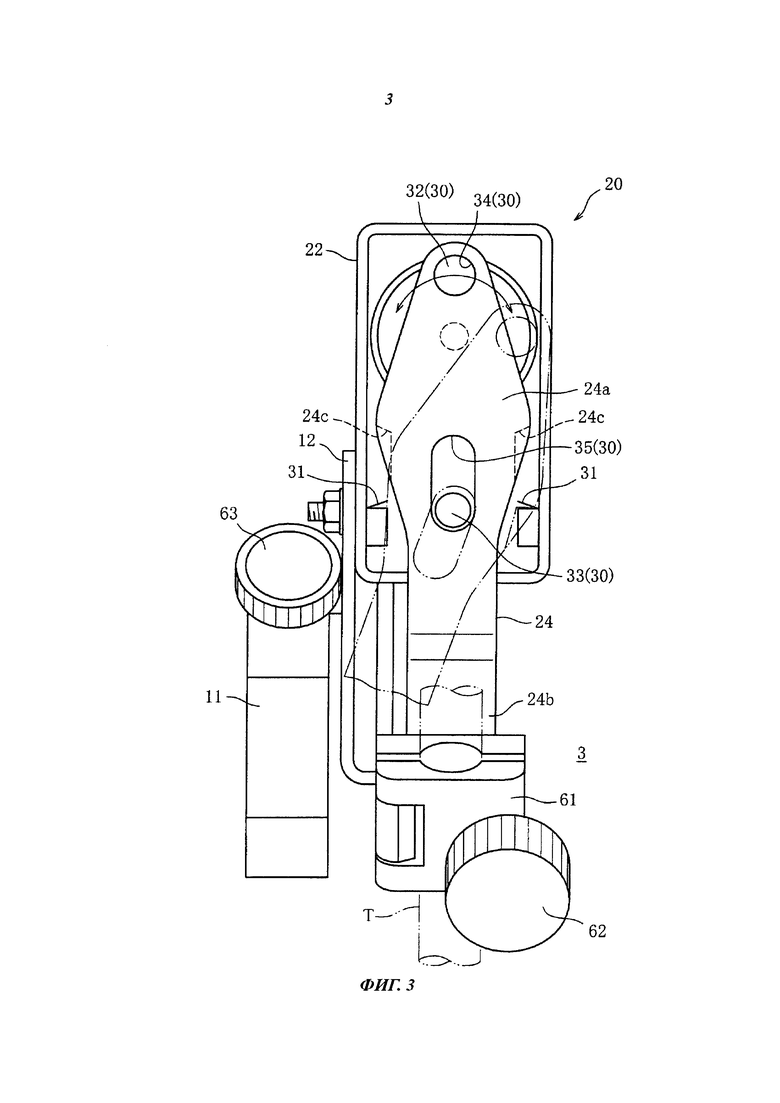
ФИГ. 3 - пояснительный вид сверху части узла качания горелки в каретке сварочного аппарата, показанной на ФИГ. 1.
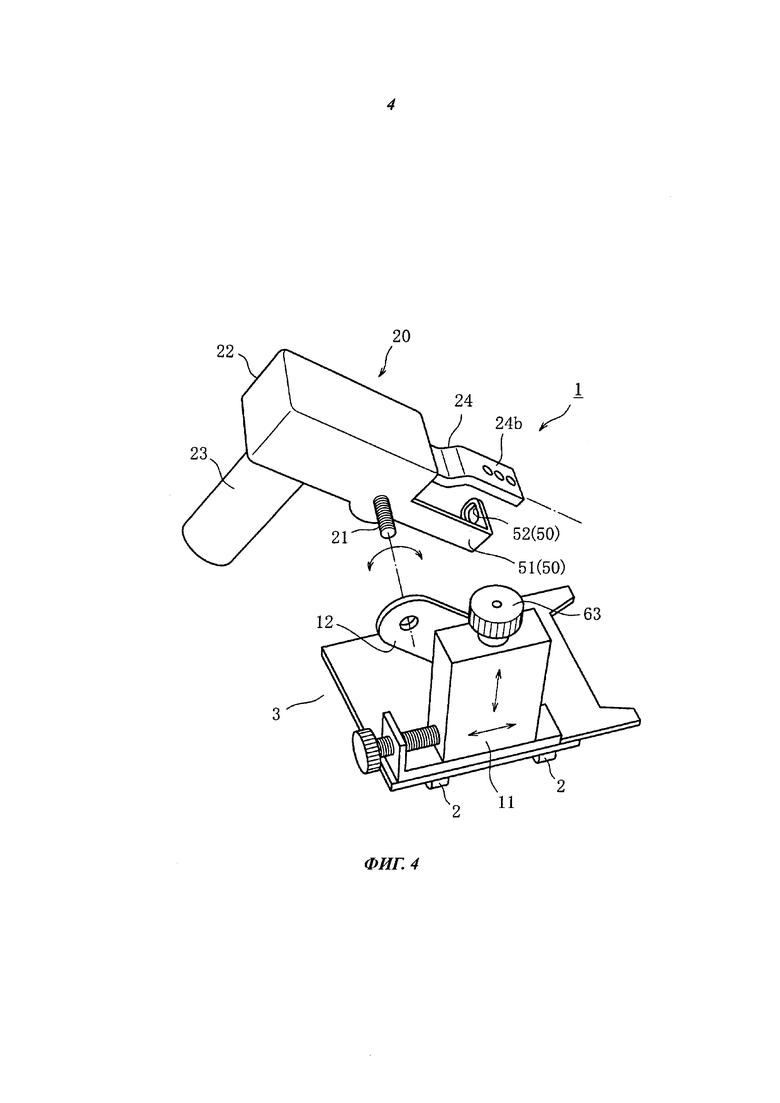
ФИГ. 4 - пояснительный вид в аксонометрии в состоянии, когда часть узла качания горелки каретки сварочного аппарата, показанной на ФИГ. 1, снята с корпуса каретки.
ОПИСАНИЕ ПРИМЕРОВ ОСУЩЕСТВЛЕНИЯ ИЗОБРЕТЕНИЯ
[0020] Ниже настоящее изобретение раскрывается более подробно со ссылкой на сопроводительные чертежи.
На ФИГ. 1-4 показана каретка сварочного аппарата в одном из вариантов осуществления настоящего изобретения.
[0021] Как показано на ФИГ. 1, каретка 1 сварочного аппарата содержит корпус 3 каретки, снабженный четырьмя ходовыми колесами 2; редукторный двигатель 4, установленный на корпусе 3 каретки; не показанный приводной механизм силовой передачи, передающий движущую силу, создаваемую редукторным двигателем 4, на четыре ходовых колеса 2; опору 6 горелки, расположенную между передним и задним концами корпуса 3 каретки и поддерживающую сварочную горелку Т в состоянии позиционирования наконечника Та сварочной горелки Т с одной стороны боковой поверхности (с левой стороны на ФИГ. 1) корпуса 3 каретки и с направлением диагонально вниз, а также пару обегающих поверхность стенки роликов 7 (на ФИГ. 1 показан только один из пары), расположенных на расстоянии друг от друга с той стороны боковой поверхности, с которой выступает наконечник Та сварочной горелки Т корпуса 3 каретки, при этом не показанный магнит закреплен внутри корпуса 3 каретки, чтобы таким образом прикреплять корпус 3 каретки к опорной поверхности А.
[0022] В этом случае, как показано на ФИГ. 2-4, опора 6 горелки содержит блок 11, расположенный с возможностью скольжения влево и вправо относительно корпуса 3 каретки; основание 12, расположенное с возможностью смещения вверх и вниз относительно блока 11; узел 20 качания горелки и узел 40 поперечных колебаний. [0023] Как показано на ФИГ. 3 и 4, узел 20 качания горелки содержит кожух 22 узла, опирающийся через винт 21 на основание 12 в возвратно-поступательном направлении движения корпуса 3 каретки и способный поворачиваться вокруг винта 21; двигатель 23 качаний, прикрепленный к кожуху 22 узла; монтажную планку 24 горелки, причем один концевой участок 24а планки находится в кожухе 22 узла, а другой концевой участок 24b планки выполнен в виде монтажного участка сварочной горелки Т; и механизм 30 качания горелки, размещенный в кожухе 22 узла.
[0024] Механизм 30 качания горелки содержит подвижный палец 32, выполняющий возвратно-круговое движение под действием выходного вала двигателя 23 качаний внутри кожуха 22 узла; неподвижный палец 33, расположенный в кожухе 22 узла; рабочее отверстие 34, образованное на одном концевом участке 24а монтажной планки 24 горелки так, чтобы в это отверстие проходил подвижный палец 32; и вытянутое отверстие 35, образованное ближе к другому концевому участку 24b, чем рабочее отверстие 34 на концевом участке 24а монтажной планки 24 горелки, причем образованное так, чтобы в это отверстие проходил неподвижный палец 33.
[0025] Механизм 30 качания горелки выполнен так, чтобы он заставлял выходной вал двигателя 23 качаний вызывать возвратно-круговое движение подвижного пальца 32, а рабочее отверстие 34 выполнено так, что оно допускает относительное движение неподвижного пальца 33 внутри вытянутого отверстия 35, тем самым качая сварочную горелку Т, установленную на монтажной планке 24, вместе с монтажной планкой 24 горелки вокруг неподвижного пальца 33 и одновременно смещая наконечник Та сварочной горелки Т, то приближая его к линии сварки L, то удаляя от нее в возвратно-поступательном направлении его движения.
[0026] Заметим, что движение качания (раскачивания) монтажной планки 24 горелки под действием возвратно-кругового движения подвижного пальца 32 и рабочего отверстия 34 включается, когда надрезы 24 с и 24 с, образованные в монтажной планке 24 горелки, приходят в соприкосновение с парой концевых выключателей 31 и 31, расположенных в кожухе 22 узла.
[0027] Далее, узел 40 поперечных колебаний содержит двигатель 41 поперечных колебаний, неподвижно прикрепленный к основанию 12, и механизм 50 поперечных колебаний.
[0028] Механизм 50 поперечных колебаний содержит передаточный элемент 51, целиком размещенный в узле 20 качания горелки на механизме 30 качания горелки со стороны кожуха 22 узла; колебательное вытянутое отверстие 52, образованное в передаточном элементе 51 в возвратно-поступательном направлении относительно корпуса 3 каретки; и эксцентриковый ролик 53, эксцентрически вращающийся внутри колебательного вытянутого отверстия 52 под действием выходного вала двигателя 41 поперечных колебаний.
[0029] Механизм 50 поперечных колебаний выполнен так, чтобы он заставлял выходной вал двигателя 41 поперечных колебаний вызывать эксцентрическое вращение эксцентрикового ролика 53 внутри колебательного вытянутого отверстия 52, тем самым поворачивая как единое целое кожух 22 узла и монтажную планку 24 горелки вокруг вышеупомянутого винта 21, служащего валом возвратно-поступательных качаний корпуса 3 каретки, и этим заставляя сварочную горелку Т, установленную на монтажной планке 24, выполнять поперечные колебания с шириной d поперечных колебаний.
[0030] Заметим, что позиция 61 на ФИГ. 1 и 3 обозначает держатель горелки, а каждая из позиций 62 и 63 на ФИГ. 1-4 обозначает ручку настройки.
[0031] Как описано выше, согласно настоящему варианту осуществления каретки 1 сварочного аппарата, например в случае выполнения угловых швов внутреннего угла С, показанного на ФИГ. 1, на стадии, когда стенка W блокирует корпус 3 каретки и не дает ему двигаться вперед, механизм 30 качания горелки в узле 20 качания горелки на опоре 6 горелки качает наконечник Та сварочной горелки Т в направлении перемещения корпуса 3 каретки так, чтобы переместить наконечник из виртуального положения, показанного штрихпунктирной линией, в положение, показанное сплошной линией на ФИГ. 1, благодаря чему каретка сварочного аппарата может сваривать вплоть до угловых частей, не оставляя так называемых непроваров.
[0032] Конкретнее, на стадии, когда стенка W блокирует корпус 3 каретки и не дает ему двигаться вперед, выходной вал двигателя 23 качаний узла 20 качания горелки заставляет подвижный палец 32 и рабочее отверстие 34 механизма 30 качания горелки выполнять движение по дуге, а неподвижный палец 33 совершать соответственное относительное движение внутри вытянутого отверстия 35, тем самым качая сварочную горелку Т, установленную на монтажной планке, 24, вместе с монтажной планкой 24 горелки вокруг неподвижного пальца 33, благодаря чему каретка сварочного аппарата может сваривать вплоть до угловых частей, не оставляя непроваров.
[0033] В это время относительное движение вытянутого отверстия 35 и неподвижного пальца 33, вызванное движением по дуге подвижного пальца 32 и рабочего отверстия 34 в механизме 30 качания горелки, заставляет монтажную планку 24 горелки, то есть сварочную горелку Т, переместиться к линии сварки L, тем самым наконечник Та сварочной горелки Т, поданный в направлении движения каретки, позиционируется вблизи линии сварки L, что приводит к надежному обеспечению газовой защиты и соответственно поддержанию качества шва.
[0034] Кроме того, каретка 1 сварочного аппарата в данном варианте осуществления содержит узел 40 поперечных колебаний. Таким образом выходной вал двигателя 41 поперечных колебаний узла 40 поперечных колебаний заставляет эксцентриковый ролик 53 механизма 50 поперечных колебаний эксцентрически вращаться внутри колебательного вытянутого отверстия 52, благодаря чему кожух 22 узла и монтажная планка 24 узла 20 качания горелки поворачиваются как единое целое вокруг вышеупомянутого винта 21, служащего валом возвратно-поступательных качаний корпуса 3 каретки, тем самым заставляя наконечник Та сварочной горелки Т выполнять поперечные колебания и позволяя таким образом наваривать многослойный сварной шов.
[0035] При использовании каретки 1 сварочного аппарата в данном варианте осуществления, например в случае выполнения угловых швов во внутренних углах в вертикальном положении, аналогичном случаю выполнения угловых швов во внутренних углах в горизонтальном положении, описанному выше, каретка 1 сварочного аппарата не только может сваривать вплоть до угловых частей, не оставляя непроваров при одновременном поддержании качества шва, но также может предотвратить потеки расплавленного металла, так как механизм 50 поперечных колебаний узла 40 поперечных колебаний заставляет наконечник Та сварочной горелки Т выполнять поперечные колебания.
[0036] В это время механизм 30 качания горелки в узле 20 качания горелки на опоре 6 горелки находится в кожухе 22 узла, и далее кожух 22 узла, охватывая механизм 30 качания горелки, поворачивает его как единое целое вместе с монтажной планкой 24 горелки вокруг вышеупомянутого винта 21, служащего валом возвратно-поступательных качаний корпуса 3 каретки, с помощью механизма 50 поперечных колебаний узла 40 поперечных колебаний. Другими словами, функция исключения непроваров и функция поперечных колебаний совмещены в компактном кожухе, сводя таким образом увеличение веса к минимуму.
[0037] Кроме того, как описано выше, в данном варианте осуществления каретка 1 сварочного аппарата объединяет функцию исключения непроваров и функцию поперечных колебаний в компактном кожухе. Таким образом, на стадии, когда наконечник Та сварочной горелки Т подается в направлении перемещения корпуса 3 каретки, наконечник Та сварочной горелки Т может быть позиционирован вблизи линии сварки L без усложнения конструкции и, далее наконечник Та сварочной горелки Т может выполнять поперечные колебания без усложнения конструкции.
[0038] Конструкция каретки сварочного аппарата согласно настоящему изобретению не ограничена конструкцией вышеописанного варианта осуществления.
Перечень номеров позиций
[0039]
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для дуговой сварки с поперечными колебаниями сварочной горелки | 1986 |
|
SU1333503A1 |
| Устройство для сварки с колебаниями сварочной горелки | 1990 |
|
SU1821309A1 |
| ГОЛОВКА ДЛЯ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ | 2011 |
|
RU2457089C1 |
| Устройство для сварки с колебаниями сварочной горелки | 1990 |
|
SU1773634A1 |
| Аппарат и способ применения сварки вращающейся дугой | 2013 |
|
RU2662279C2 |
| Наплавочная головка | 1988 |
|
SU1613268A1 |
| Устройство для автоматической дуго-ВОй СВАРКи СТыКОВыХ СОЕдиНЕНий | 1979 |
|
SU846192A1 |
| Устройство для дуговой сварки | 1990 |
|
SU1780958A1 |
| СПОСОБ СВАРКИ КОРПУСНЫХ КОНСТРУКЦИЙ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 1996 |
|
RU2089364C1 |
| Устройство для автоматической сварки угловых швов | 1989 |
|
SU1701461A1 |
Изобретение может быть использовано для автоматической сварки, в частности, угловых швов в вертикальном положении. Каретка (1) сварочного аппарата перемещается с установленной на ней сварочной горелкой (Т). Опора (6) горелки расположена между передним и задним концами корпуса (3) каретки и поддерживает наконечник (Та) сварочной горелки (Т), направленный диагонально вниз в позиции сбоку от боковой поверхности корпуса (3) каретки. Опора (6) горелки содержит узел (20) качания горелки и узел (40) поперечных колебаний. Механизм (30) качания горелки узла (20) обеспечивает качание наконечника (Та) сварочной горелки (Т) возвратно-поступательно относительно корпуса (3) каретки для перемещения наконечника (Та) вблизи линии сварки (L). Механизм (50) поперечных колебаний узла (40) обеспечивает совместный поворот кожуха (22) и монтажной планки (24) горелки узла (20) качания горелки вокруг винта (21). Изобретение позволяет сваривать угловые швы во внутренних углах в вертикальном положении, не оставляя непроваров и потеков расплавленного металла, при одновременном поддержании качества шва. 4 ил.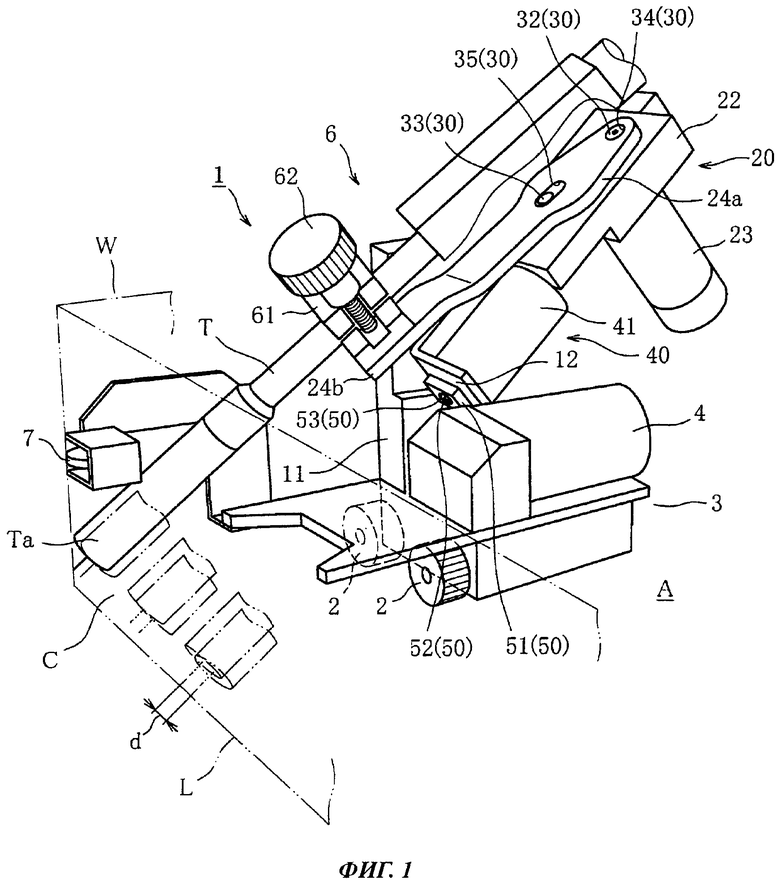
Каретка сварочного аппарата, предназначенная для перемещения установленной на ней сварочной горелки, содержащая:
корпус каретки и
опору горелки, расположенную между передним и задним концами корпуса каретки, установленную с возможностью поддержания сварочной горелки в положении, в котором наконечник сварочной горелки расположен сбоку от боковой поверхности корпуса каретки и направлен диагонально вниз, содержащую основание, размещенное на корпусе каретки с возможностью смещения в вертикальном и горизонтальном направлениях, узел качания горелки и узел поперечных колебаний, при этом
узел качания горелки содержит кожух, опирающийся на основание, двигатель качаний, прикрепленный к кожуху узла, монтажную планку горелки, один концевой участок которой находится в кожухе узла, а другой концевой участок выполнен в виде монтажного участка для установки наконечника горелки, и механизм качания горелки, размещенный в кожухе узла качания, отличающаяся тем, что
монтажная планка горелки имеет рабочее отверстие на одном ее концевом участке и вытянутое отверстие вблизи другого концевого участка,
механизм качания горелки включает двигатель качаний с выходным валом, расположенные в кожухе подвижный палец, установленный в упомянутом рабочем отверстии монтажной планки с возможностью возвратно-кругового движения под действием упомянутого вала, и неподвижный палец, установленный в упомянутом вытянутом отверстии монтажной планки с возможностью относительного движения внутри него с обеспечением качания наконечника сварочной горелки вокруг неподвижного пальца и одновременного возвратно-поступательно смещения наконечника относительно корпуса каретки, при этом
узел поперечных колебаний содержит неподвижно прикрепленный к основанию двигатель поперечных колебаний с выходным валом и механизм поперечных колебаний, причем
механизм поперечных колебаний содержит передаточный элемент, имеющий колебательное вытянутое отверстие, и эксцентриковый ролик, размещенный в упомянутом отверстии с возможностью эксцентричного вращения под действием
выходного вала двигателя поперечных колебаний, и выполнен с возможностью совместного поворота кожуха узла и монтажной планки с установленным на ней наконечником горелки вокруг винта возвратно-поступательных качаний корпуса горелки для выполнения горелкой поперечных колебаний.
| JP2009248128 A, 29.10.2009 | |||
| Сеялка для подповерхностного равномерно распределенного посева | 1949 |
|
SU91336A1 |
| JPH07266042 A, 17.10.1995 | |||
| Устройство для дуговой сварки с поперечными колебаниями сварочной горелки | 1986 |
|
SU1333503A1 |
| Устройство для сварки вертикальных угловых швов | 1991 |
|
SU1796393A1 |

