Изобретение относится к сварочному производству и может быть использовано при автоматической сварке стыковых и угловых швов, выполняемых с возвратно-поступательными колебаниями электрода.
Целью изобретения является повышение качества наплавленного металла при выполнении широких валиков шва путем обеспечения постоянства длины дуги при возвратно-поступательных колебаниях горелки.
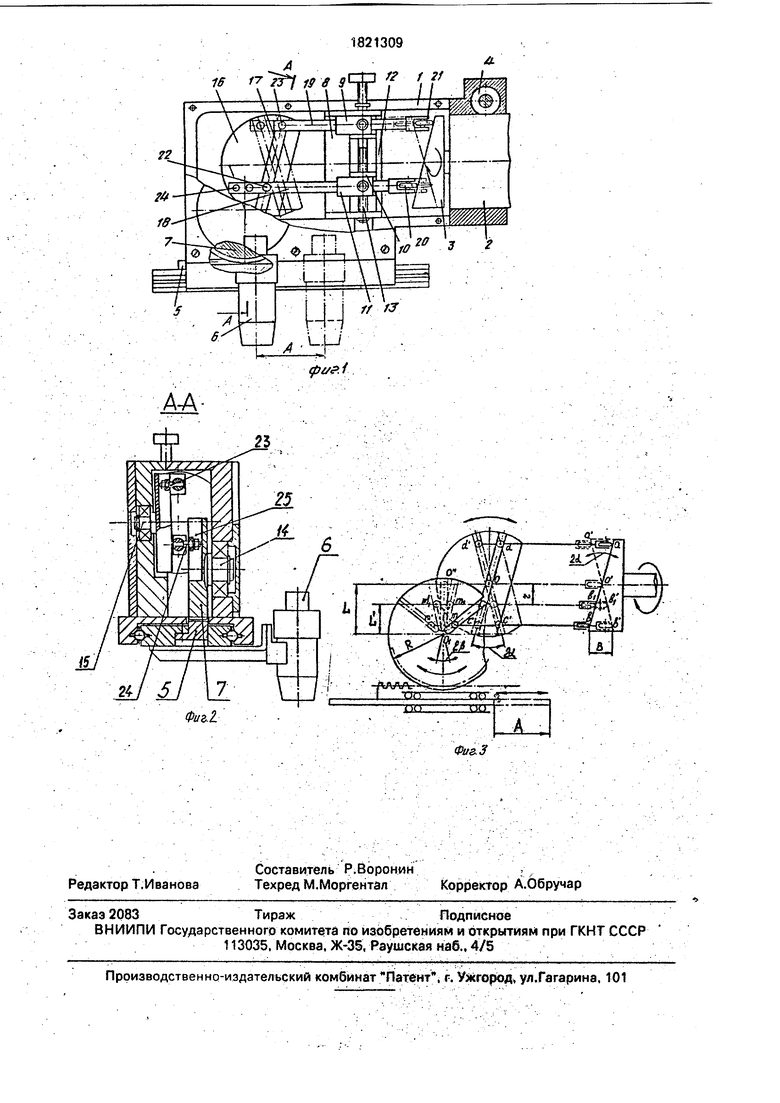
На фиг. 1 представлен общий вид устройства; на фиг.2-сечение А-А на фиг. 1; нафиг.З- кинематическая схема работы устройства.
Устройство состоит из корпуса 1, закрепленного на приводе 2, профильного кулачка 3 с помощью тангенциального зажима
4. В корпусе смонтирована зубчатая рейка
5. несущая сварочную горелку 6; Зубчатая рейка находится в зацеплении с зубчатым колесом 7, В корпусе имеется механизм из, менения амплитуды колебаний 8, содержащий неподвижную направляющую 9 и каретку 10 с направляющей 11, размещенную в направляющих 12, также винт 13. Зубчатое колесо 7 смонтировано в корпусе на
оси 14. .... -,; . : :- ,.; ;
В корпусе 1 на оси 15 смонтировано водило 16, которое имеет диаметральный паз 17, В направляющих 9 и Т1 размещены толкатели 18 и 19, на концах которых закреплены крпиргные ролики 20 и 21. На тоя00
кэ
со о о
кателях смонтированы пальцы 22 и 23, размещенные а пазу 17 водила 16, а на толкателе 18 смонтирован дополнительный палец 24, который размещен в пазу 25 зубчатого колеса 7. Для обеспечения монтажа устройства его корпус 1 выполнен разъемным.
Устройство работает следующим образом.
Привод 2 с профильным кулачком 3 вдвигается в корпус 1 до момента контакта с обеими роликами 20 и 21, прижимается к ним до выборки возможных люфтов в соединениях и фиксируется в этом положении зажимом 4. .
Профильный кулачок 3 при своем вращении попеременно синхронно воздействует на копирные ролики 20 и 21, через них на толкатели 18 и 20, которые связаны друг с другом посредством пальцев 22 и 23 и води- лом 16, в пазу 17 которого размещены пальцы. Систему, состоящую из двух параллельно друг другу перемещающихся толкателей 18и 19, плоскойторцовой поверхности кулачка 3 и прямолинейного паза 17, можно рассматривать как параллелограмм (abed) с шарнирами в точках касания кулачка с копирными роликами 20 и 21 и пальцев 22 и 23 с пазом 17.
Следовательно, при вращении кулачка 3, водило будет качаться на угол 2 а, который равен двум углам скоса кулачка 3, а толкатель 18 будет совершать возвратно- посту нательные движения вдоль своей оси и посредством пальца 24, размещенного в пазу 25 приводить в колебания зубчатое колесо 7, кбтороё приведёт к возвратно-поступательному движению зубчатой рейки 5 со сварочной горелкой б.
Величина амплитуды колебаний горелки А.зависит от радиуса зубчатого колеса R, величины свободного плеча I/. (расстояние от центра зубчатого колеса до оси толкателя) и величины хода толкателя 18 равного milm .tga:
Из схемы, представленной на фиг.З можно установить, что
2я
360
t9/8;
2jr -2arctg(r
360
):
При перемещении каретки Юс направляющей 11 и толкателем 18 по направляющим 12 механизма изменения амплитуды
колебаний, ролик 20 будет перемещаться по поверхности кулачка из точки Ь в точку О4, при этом величина амплитуды колебаний будет изменяться от максимальной до нуля.
Таким образом предложенное устройство обеспечивает возвратно-поступательные колебания горелки с помощью кулачка без реверса двигателя и без использования возвратной пружины.
Фор мула изобретения
Устройство для сварки с колебаниями сварочной горелки, содержащее корпус, привод с закрепленным на его выходном валу кулачком, в контакте с торцом которого
установлены два копирных ролика, закрепленных соответственно в двух параллель- ныхтолкателях, один из которых установлен в неподвижной направляющей, а другой- в направляющей, установленной в каретке,
смонтированной на винте, механизм регулирования амплитуды колебаний, водило в виде поворотного диска с диаметральным пазом, в котором расположёны пальцы, закрепленные на концах толкателей, на одном
из которых, смонтированном в подвижной направляющей, закреплен второй палец, о т л и ч а к5 щ е е с я тем, что, с целью повышения качества наплавленного металла при выполнении широких валиков шва
путем обеспечения постоянства длины дуги при возвратно-поступательных колебаниях горелки, оно снабжено реечной передачей, зубчатое колесо которой выполнено с пазом, а рейка установлена на корпусе с возможностью возвратно-поступательного перемещения, горелка закреплена на рейке, а второй палец толкателя, размещенного в подвижной направляющей, расположен в пазу зубчатого колеса.
72
гь

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сварки с колебаниями сварочной горелки | 1990 |
|
SU1773634A1 |
| Установка для контактной сварки | 1978 |
|
SU764893A1 |
| Наплавочная головка | 1988 |
|
SU1613268A1 |
| Устройство для сварки с колебаниямиэлЕКТРОдА | 1979 |
|
SU841854A1 |
| Устройство для сварки | 1985 |
|
SU1250422A1 |
| Устройство для дуговой сварки с колебаниями электрода | 1979 |
|
SU887097A1 |
| Установка для автоматической сварки изделий с криволинейным контуром | 1978 |
|
SU778976A1 |
| Устройство для автоматическойСВАРКи шВОВ пО лиНии пЕРЕСЕчЕНиядВуХ цилиНдРичЕСКиХ пОВЕРХНОСТЕй | 1978 |
|
SU806329A1 |
| Автоматическая линия для сварки кольцевых швов | 1990 |
|
SU1766638A1 |
| Устройство для дуговой сварки | 1984 |
|
SU1224121A1 |
Использование: автоматическая сварка стыковых и угловых швов, выполняемых с колебаниями электрода. Сущность изобретения: устройство содержит корпус 1, привод 2с закреплённым на его выходном валу кулачком 3, в контакте с торцом кото1 рого установлены два копирных ролика 20 и 21, закрепленные в двух параллельных тол,- кателях 18 и 19, размещенных в направляющих 11 и 12. В устройстве смонтировано водило 16 в виде поворотного диска с диаметральным пазом, в котором расположёны пальцы 22 и. 23, закрепленные на концах толкателей 18 и 19. Устройство снабжено реечной передачей, зубчатое колесо 7 которой выполнено с пазом, рейка 5 установлена на корпусе 1 с возможностью возвратно-поступательного перемещения. Горелка закреплена на рейке 5, которая . приводится в движение посредством толкателя, размещенного в подвижной направляющей 11. Направляющая смонтирована на каретке 10 механизма регулирования амплитуды колебаний, второй палец которого расположен в пазу зубчатого колеса. 3 ил. СО с
Фиг.2.
| Устройство для сварки с колебаниями сварочной горелки | 1987 |
|
SU1480999A1 |
| кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Патент США N; 4034184, кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Кипятильник для воды | 1921 |
|
SU5A1 |
| Устройство для возвратно-поступательного перемещения сварочного инструмента | 1987 |
|
SU1481014A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Устройство для сварки с колебаниями сварочной горелки | 1990 |
|
SU1773634A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
