Изобретение относится к области машиностроения, вычислительной техники, в частности к системам управления машиностроительным оборудованием с ЧПУ при обработке деталей в режиме реального времен и управлению точностью обработки изделий при использовании станков с числовым программным управлением (ЧПУ), может также относится к радиоэлектронике, а именно к устройствам индикации для отображения различных видов информации.
Из уровня техники известно большое количество типов устройств индикации для станков. Принцип действия у них одинаков, они отображают техническую информацию, поступающую в устройство индикации в виде, понятном оператору станка и не значительно отличаются между собой в качественном и функциональном смысле (глубина и скорость сверления или другой вид обработки детали, индикация скоростей по осям, их количество, плавающая запятая и/или число знаков после нее и прочее элементная база, конструктив).
В качестве аналога было выбрано «Устройство цифровой индикации для фрезерных станков» по патенту SU 397903. Данное устройство цифровой индикации для фрезерных станков содержит последовательно соединенные датчики координатных перемещений, преобразователи, сумматоры, накопители координатной информации, а также кодопреобразователь, к входу которого подключены выходы накопителей координатной информации, а к выходу - цифровое табло.
Недостатком данного устройства является то, что в нем отсутствует функция контроля за динамикой изменения параметров, требующих особого внимания, анализа этих изменений и узла, реализующего функцию анализа и контроля за важными параметрами, по отклонению их от данных, заложенных в технологическую программу изготовления детали. К примеру, изменение скорости обработки детали применительно к электроэрозионному станку может говорить об отклонении от нормы величины технологического тока (напряжения), работы электроприводов, износа электрода, что в конечном счете сказывается на качестве обработки детали.
Технический результат заявленного изобретения направлен на облегчение работы оператора для выявления и обнаружения, возникающих отклонений в технологическом процессе, оперативный контроль процесса обработки детали, оперативное выявление возможных негативных отклонений в процессе обработки детали и их своевременное исправление, повышение достоверности контроля.
Сущность предлагаемого изобретения состоит в том, что предлагаемое устройство цифровой индикации для электроэрозионной супердрели с ЧПУ для сверления прецизионных тонких и глубоких отверстий, характеризуется тем, что оно содержит блок согласования сигналов, по меньшей мере один цифровой компаратор и последовательно соединенные управляющий контроллер и блок индикации, при этом блок согласования сигналов выполнен с возможностью соединения с ЧПУ упомянутой супердрели и разделения входящих сигналов на первую группу сигналов, требующих контроля, и вторую группу сигналов, не требующих контроля, выход блока согласования сигналов, на который поступают сигналы упомянутой первой группы, соединен с входом упомянутого по меньшей мере одного цифрового компаратора и с входом управляющего контроллера, а другой вход упомянутого по меньшей мере одного цифрового компаратора и управляющего контроллера связан с выходом блока согласования сигналов, на который поступает эталонное значение контролируемых сигналов, причем выход упомянутого по меньшей мере одного цифрового компаратора соединен с управляющим контроллером и с блоком согласования.
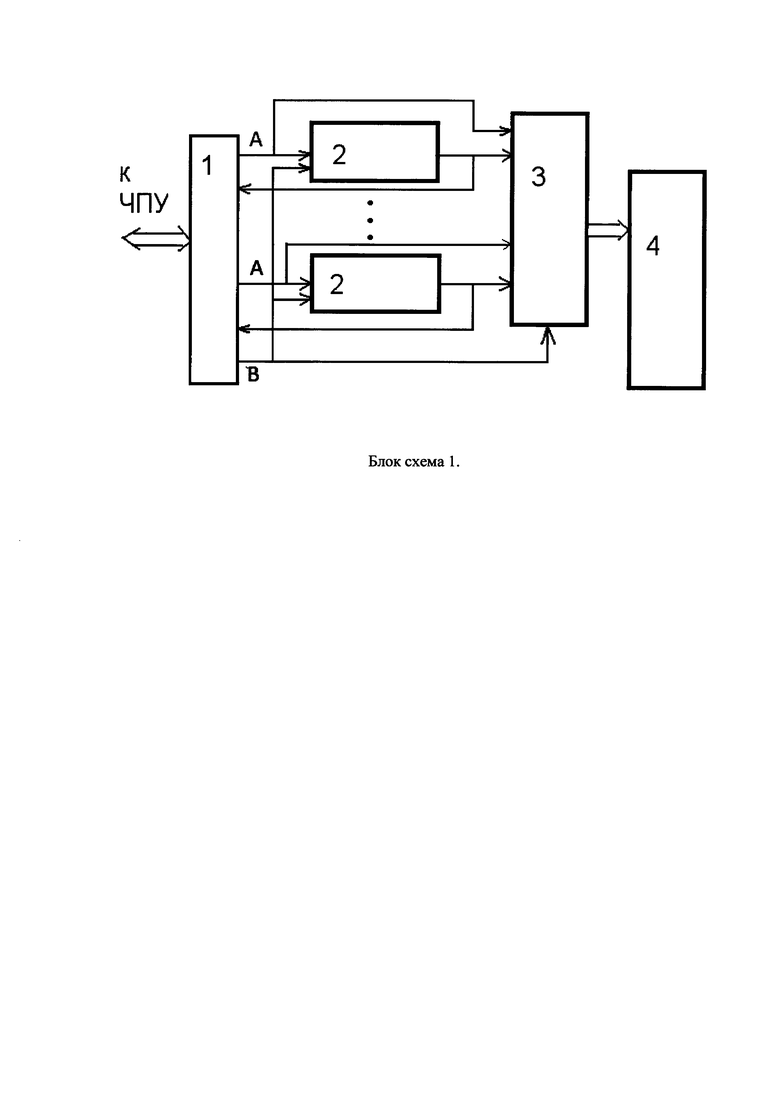
Составные части и их взаимосвязь устройства цифровой индикации управления электроэрозионной супердрелью для сверления прецизионных тонких и глубоких отверстий представлены на блок-схеме 1, где
1 - блок согласования сигналов;
2 - цифровой компаратор;
3 - управляющий контроллер;
4 - блок индикации.
Устройство работает следующим образом. Входные сигналы в цифровом виде с частотой, индивидуальной для каждого сигнала, поступают с ЧПУ на блок согласования сигналов 1. Там из них по команде ЧПУ выделяются две группы сигналов: группа «А» - это сигналы, требующие контроля, и группа «В» - эталонные значения сигналов, подлежащих контролю, и сигналы, не требующие этого контроля, а также технологические сигналы (импульсы тактовой частоты и другие). Сигналы группы «А» с выхода узла согласования 1 поступают на вход цифрового компаратора 2 и на вход управляющего контроллера 3, на другой вход которого приходит эталонное значение контролируемого параметра (группа «В»), этот же сигнал поступает и на вход управляющего контроллера 3. С выхода управляющего компаратора 2 сигнал, эквивалентный величине рассогласования между эталонным и измеренным параметрами, в цифровом виде поступает на другой вход управляющего контроллера 3, а также и на вход узла согласования 1 для его передачи в устройство ЧПУ и дальнейшей обработки (анализа и возможной коррекции технологического процесса, фиксации в памяти ЧПУ). Управляющий контроллер 3 на основе входных команд формирует сигналы для отображения их блоком индикации 4, который своим входом связан с выходом управляющего контроллера 3. Блок индикации 4 отображает контролируемый параметр в визуальной форме, понятной оператору станка и указывает знак и величину расхождения с эталонным значением параметра. Сигналы группы «В» с выхода узла согласования 1 поступают на один из входов управляющего контроллера 3 и далее после необходимого преобразования подаются на блок индикации 4. Также УЦИ отображает аварийное состояние важных узлов станка, срабатывание концевых выключателей, индицированием надписи «ТРЕВОГА» (или аналогичного на языке, доступному оператору станка) и периодическим включением - выключением группы светодиодов, ответственных за данную задачу.
Устройство цифровой индикации может сигнализировать о работоспособности системы питания генератора технологического тока, о состоянии эрозионного промежутка, о наличии напряжений питания и как находятся они в допуске.
Кроме того, устройство цифровой индикации для управления электроэрозионной супердрелью для сверления прецизионных тонких и глубоких отверстий может содержать дополнительно несколько блоков цифровых компараторов 2 для возможности увеличения числа параметров, требующих внимания и анализа и оптимального распределения сигналов между монитором ЧПУ и этим устройством.
Предложенное изобретение устройства цифровой индикации (УЦИ) (в частности, для управления электроэрозионной супердрелью для сверления прецизионных тонких и глубоких отверстий), содержащее блоки: блок согласования сигналов, цифровой компаратор, управляющий контроллер, блок индикации, причем цифровой компаратор выделяет величину и знак отклонения, а управляющий контроллер проводит анализ и контроль, этих измеряемых параметров, а именно отклонения измеряемого параметра от величин, заложенных в технологическую программу изготовления детали, расхождения измеряемого параметра с данными, загруженными при запуске технологической рабочей программы ЧПУ, решает задачу облегчения работы оператора, оперативного контроля процесса обработки детали, позволяет оперативно выявлять возможные негативные отклонения от процесса обработки детали, их своевременное исправление, повышение достоверности контроля, обеспечивает повышение точности обработки, снижение затрат на оснащение процессов обработки, повышение производительности изготовления деталей на станках с ЧПУ, упрощение и ускорение технологии производства.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для электроэрозионной обработки отверстий полым электрод-инструментом | 2017 |
|
RU2687525C2 |
| Стенд для испытания интеллектуальной системы адаптивного управления процессом резания на металлорежущих станках со шпиндельным узлом с активными магнитными подшипниками | 2015 |
|
RU2690625C2 |
| ГЕНЕРАТОР РАБОЧИХ ИМПУЛЬСОВ ДЛЯ ЭЛЕКТРОЭРОЗИОННОГО КОПИРОВАЛЬНО-ПРОШИВНОГО СТАНКА ДИПОЛ (ГРИ ЭЭКПС) | 2015 |
|
RU2603394C1 |
| Датчик касания | 1990 |
|
SU1740983A1 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ДЕТАЛЕЙ НА ФРЕЗЕРНОМ СТАНКЕ С ЧПУ | 2013 |
|
RU2571553C2 |
| УСТРОЙСТВО ОБМЕНА ИНФОРМАЦИЕЙ МЕЖДУ МЕТАЛЛОРЕЖУЩИМ СТАНКОМ И ПЕРЕДАТОЧНЫМ УСТРОЙСТВОМ | 2007 |
|
RU2365480C2 |
| УСТРОЙСТВО КОНТРОЛЯ ИЗНОСА И ПРОГНОЗИРОВАНИЯ ОСТАТОЧНОЙ СТОЙКОСТИ РЕЖУЩЕГО ИНСТРУМЕНТА ДЛЯ СИСТЕМЫ ЧПУ СТАНКА | 2009 |
|
RU2417140C1 |
| Бесконтактный измерительный прибор | 1985 |
|
SU1268374A1 |
| КОНТРОЛЛЕР ДЛЯ СТАНКОВ С ЧПУ | 1993 |
|
RU2108900C1 |
| ЭЛЕКТРОННЫЙ БЛОК СЕНСОРНОГО УПРАВЛЕНИЯ КООРДИНАТНЫМ СТАНКОМ | 2014 |
|
RU2571669C2 |
Изобретение относится к области станкостроения, в частности к устройствам индикации для систем с ЧПУ при обработке деталей в режиме реального времени для отображения различных видов информации. Устройство содержит блок согласования сигналов, цифровой компаратор, управляющий контроллер и блок индикации. Блок согласования сигналов выполнен таким образом, что входящие сигналы подразделяются на две группы: первая группа, требующая контроля, и вторая группа, не требующая контроля. Выход блока согласования сигналов соединен с входом цифрового компаратора и с входом управляющего контроллера, на которые поступают сигналы первой группы, а на другие их входы приходит эталонное значение контролируемого сигнала. Выход управляющего контроллера соединен с блоком индикации для отображения поступающего сигнала, а выход цифрового компаратора соединен с другим входом управляющего контроллера. Использование изобретения позволяет упростить оперативный контроль процесса обработки детали. 1 ил.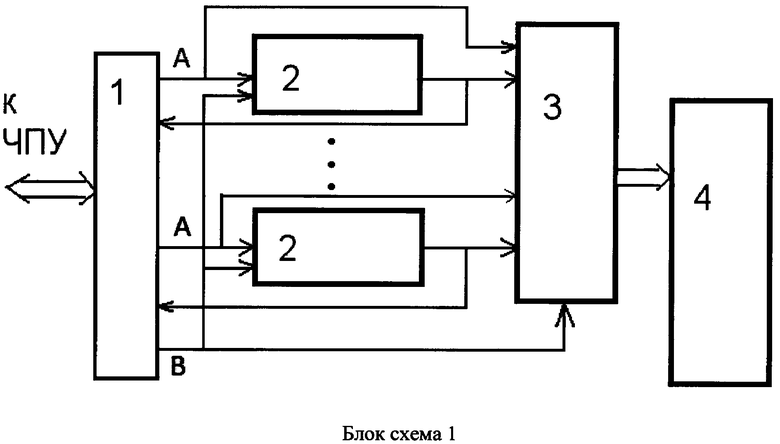
Устройство цифровой индикации для электроэрозионной супердрели с ЧПУ для сверления прецизионных тонких и глубоких отверстий, характеризующееся тем, что оно содержит блок согласования сигналов, по меньшей мере один цифровой компаратор и последовательно соединенные управляющий контроллер и блок индикации, при этом блок согласования сигналов выполнен с возможностью соединения с ЧПУ упомянутой супердрели и разделения входящих сигналов на первую группу сигналов, требующих контроля, и вторую группу сигналов, не требующих контроля, выход блока согласования сигналов, на который поступают сигналы упомянутой первой группы, соединен с входом упомянутого по меньшей мере одного цифрового компаратора и с входом управляющего контроллера, а другой вход упомянутого по меньшей мере одного цифрового компаратора и управляющего контроллера связан с выходом блока согласования сигналов, на который поступает эталонное значение контролируемых сигналов, причем выход упомянутого по меньшей мере одного цифрового компаратора соединен с управляющим контроллером и с блоком согласования.
| УСТРОЙСТВО ЦИФРОВОЙ ИНДИКАЦИИ для ФРЕЗЕРНЫХ | 0 |
|
SU397903A1 |
| Система цифровой индикации для металлорежущих станков с многопозиционными поворотными и револьверными головками | 1972 |
|
SU455337A1 |
| Способ горячих расшлаковок топок паровых котлов | 1948 |
|
SU79824A1 |
| Устройство для контроля сварочного процесса | 1986 |
|
SU1399037A1 |
| СПОСОБ ВЫПЛАВКИ СТАЛИ В ПОДОВОЙ ПЕЧИ | 1998 |
|
RU2140992C1 |
| US 2013218322 A1, 22.08.2013 | |||
| US 6583386 B1, 24.06.2003 | |||
| US 4596917 A, 24.06.1986. | |||

