Настоящее изобретение имеет отношение к созданию устройства для измерения толщины шлака на поверхности жидкого металла, содержащегося в металлургическом резервуаре, таком как изложница, в частности, при непрерывной разливке металла.
Далее описание настоящего изобретения будет проведено со ссылкой на измерение толщины шлака, образованного на поверхности металла, находящегося в изложнице, однако это описание ни в коей мере не ограничивает рамки настоящего изобретения, которое может быть реализовано и в случае других металлургических резервуаров, содержащих расплавленный металл, покрытый слоем шлака, который сам покрыт слоем нерасплавленного порошка. Однако следует иметь в виду, что измерение уровня шлака в изложнице является предпочтительным применением настоящего изобретения.
В случае разливки в изложницу традиционный способ непрерывной разливки жидкого металла схематично предусматривает непрерывную разливку расплавленного металла в не имеющее дна вертикальное трубчатое разливочное пространство изложницы: это пространство ограничено стенками металла, охлажденными за счет циркуляции воды снаружи от разливочного пространства. Жидкий металл, втекающий в разливочное пространство, застывает по меньшей мере на поверхности, так что образуется оболочка, находящаяся в контакте со стенками изложницы, до ее непрерывного удаления из изложницы. Продукт, выпущенный из изложницы, затем охлаждают до сердцевины за счет распыленной воды, а затем разрезают на желательные отрезки (куски).
Обычно покровный порошок добавляют на поверхность ванны расплавленного металла. Он плавится при контакте с металлом, так что образуются два слоя: слой расплавленного порошка толщиной от 3 до 15 мм, находящийся в контакте с жидким металлом, называемый шлаком, и слой нерасплавленного порошка. Разливочные порошки главным образом используют для термической изоляции ванны жидкого металла, чтобы предотвратить окисление и чтобы смазывать изложницу пленкой расплавленного порошка (шлака), который протекает вдоль стенок изложницы. Во-вторых, следует иметь в виду, что слой нерасплавленного порошка термически изолирует слой шлака и, следовательно, весьма благоприятно влияет на термическую однородность шлака.
Точная композиция (состав) порошка зависит от параметров разливки. Эта композиция является важным параметром, который влияет на баланс между плавлением шлака и расходом порошка. Контролирование этого баланса вызывает необходимость измерения толщины шлака.
Традиционно толщину шлака измеряют вручную при помощи двух металлических стержней. В том случае, когда жидким металлом, содержащимся в изложнице, является сталь, известной практикой является использование стержня, изготовленного из стали, и стержня, изготовленного из меди, одинаковой длины. Эти стержни погружают вертикально и частично в жидкий металл на одинаковую глубину. Стержень, изготовленный из стали, плавится при контакте с жидкой сталью, но не со шлаком. Стержень, изготовленный из меди, плавится при контакте со шлаком. Таким образом, после извлечения двух стержней сравнение их остаточной длины позволяет измерить толщину шлака. Толщина шлака фактически соответствует разности длин стержня, изготовленного из стали, и стержня, изготовленного из меди.
Однако эти измерения проводят вручную, что создает ограничения, так как эти операции отвлекают оператора, который поэтому не может полностью уделять внимание другой работе и должен регулярно проводить эти измерения, чтобы обеспечивать возможно лучший текущий контроль. Более того, существует определенный риск погрешности при проведении измерений, что влияет на воспроизводимость этих измерений.
В связи с изложенным задачей настоящего изобретения является исключение всех или некоторых из этих недостатков за счет использования нового автоматического устройства, позволяющего контролировать толщину шлака, чтобы можно было оптимизировать выбор типа порошка на основании параметров разливки, и позволяющего регулярно контролировать состояние смазки изложницы.
Для решения этой задачи, в ее самом широком виде, в соответствии с настоящим изобретением предлагается автоматическое устройство, предназначенное для измерения толщины шлака на поверхности жидкого металла, содержащегося в металлургическом резервуаре, причем указанное устройство содержит:
- проволоку, изготовленную из электропроводящего материала, которая может быть ликвидирована под действием теплоты при температуре шлака, причем проволока имеет свободный конец, предназначенный для погружения в шлак;
- средство для подачи проволоки, позволяющее перемещать проволоку, так что ее свободный конец погружается вертикально в шлак в соответствии с заранее установленной траекторией;
- средство измерения, позволяющее производить измерение расстояния, которое проходит свободный конец проволоки в течение временного интервала между двумя заранее установленными событиями, когда проволока будет перемещена под действием средства подачи; и
- средство для управления указанным средством подачи, причем указанное средство управления содержит средство обнаружения, позволяющее обнаруживать контакт между свободным концом и поверхностью жидкого металла.
В контексте настоящего изобретения термин "проволока" следует понимать в его самом широком смысле как относительно длинный объект (линейный размер поперечного сечения которого значительно меньше его длины), и гибкость которого позволяет наматывать его, например, на барабан. Таким образом, термин "проволока" включает в себя собственно проволоку, нить, жгут, прядь, ленту, полосу и т.п. Более того, в контексте настоящего изобретения фраза "материал, который может быть ликвидирован под действием теплоты при температуре шлака", относится к материалу, который может быть ликвидирован, например, за счет плавления, сублимации, испарения, сгорания, улетучивания и т.п.
Таким образом, в соответствии с одним вариантом осуществления настоящее изобретение позволяет автоматически погружать проволоку в шлак, пока она не достигнет поверхности жидкого металла, содержащегося в изложнице, чтобы удерживать ее в этом положении в течение заданного промежутка времени, достаточного для того, чтобы участок проволоки, погруженный в шлак, был ликвидирован за счет эффекта теплоты, а затем погружать ее второй раз в шлак, пока она не достигнет поверхности жидкого металла. При помощи средства измерения вычисляют длину проволоки, смотанной во время последнего погружения. Эта длина соответствует участку проволоки, погруженному в шлак, который был ликвидирован под действием теплоты, и поэтому соответствует толщине шлака.
В соответствии с другой характеристикой устройства в соответствии с настоящим изобретением средство измерения содержит оптическое кодирующее устройство.
В соответствии с одним вариантом осуществления устройство содержит кожух, электрически связанный с проволокой, причем кожух находится под первым потенциалом, и средство поддержки, которое позволяет устанавливать кожух на изложницу, при этом указанное средство поддержки электрически изолировано от кожуха и находится под вторым потенциалом, отличающимся от первого потенциала, так что кожух, проволока и средство поддержки образуют электрическую цепь, имеющую, когда средство поддержки находится в контакте с изложницей, разомкнутое рабочее состояние, в котором свободный конец расположен на расстоянии от жидкого металла, и замкнутое рабочее состояние, в котором свободный конец находится в контакте с жидким металлом, причем средство обнаружения содержит электрическую цепь, образованную при помощи кожуха, проволоки и средства поддержки.
В самом деле конец проволоки и средство поддержки находятся под различными потенциалами. Когда средство поддержки находится в контакте с изложницей (то есть когда кожух установлен на изложницу), изложница (которая обычно изготовлена из электропроводящего материала, например из меди или стали) и жидкий металл (находящийся в контакте с изложницей и поэтому электрически связанный с ней) будут находиться под тем же потенциалом, что и средство поддержки. Таким образом, имеется напряжение между свободным концом проволоки и жидким металлом. Контакт между свободным концом и жидким металлом приводит к короткому замыканию; при этом первый потенциал станет равен второму потенциалу. Это позволяет средству обнаружения обнаруживать контакт между свободным концом и поверхностью жидкого металла, после чего средство управления подает команду на остановку средства подачи, чтобы остановить перемещение проволоки и избежать ее погружения в жидкий металл.
В соответствии с еще одной характеристикой устройства в соответствии с настоящим изобретением средство подачи содержит редукторный электродвигатель, выходной вал которого связан с подающим роликом, который приводится во вращение при помощи редукторного электродвигателя, и средство для направления проволоки, позволяющее удерживать ее в контакте с подающим роликом при перемещении проволоки.
Преимущественно, направляющее средство содержит множество роликов, которые имеют свободное вращение и расположены по дуге окружности, концентрической относительно подающего ролика.
В соответствии с одним вариантом осуществления устройство содержит средство для хранения проволоки.
Преимущественно, средство хранения содержит барабан, на котором проволока по меньшей мере частично намотана, и средство для прижима проволоки к барабану.
Средство прижима может содержать поворотный рычаг, снабженный средством возврата и башмаком, причем башмак предназначен для входа в контакт с проволокой, намотанной на барабан, под действием средства возврата.
В соответствии с еще одной характеристикой устройства в соответствии с настоящим изобретением это устройство содержит средство для обнаружения наличия или отсутствия проволоки в точке ее траектории, расположенной между средством хранения и средством подачи.
Эта характеристика преимущественно позволяет обнаруживать отсутствие проволоки выше по ходу от средства подачи и на основании этого определить необходимость установки новой проволоки в устройство. Направления выше по ходу и ниже по ходу в данном случае определяют относительно направления перемещения проволоки, когда ее перемещают для погружения в шлак.
Преимущественно, устройство содержит направляющий рукав, имеющий выходное отверстие, предназначенное для прохода через него проволоки, причем направляющий рукав позволяет направлять проволоку непосредственно к поверхности жидкого металла, чтобы погружать ее в него вертикально.
В соответствии с одним вариантом осуществления проволока имеет температуру плавления от 850 до 1200°C и состоит, например, из материала, содержащего медь или латунь.
В случае жидкого металла, которым является жидкая сталь, медь (из которой изготовлена проволока) расплавляется в шлаке, что в конечном счете позволяет измерять толщину шлака. Более того, медь является электропроводной, что является предпочтительным, так как проволока постоянно находится под напряжением.
При помощи описанного здесь устройства необходимо дважды погружать свободный конец проволоки в шлак, чтобы измерить его толщину, и поэтому некоторое количество материала проволоки, длина которой соответствует удвоенной толщине слоя шлака, вводится в шлак. В некоторых случаях химическая чистота литой стали должна быть такой высокой, что такое загрязнение недопустимо.
В соответствии с предпочтительным вариантом осуществления настоящего изобретения, который позволяет снизить наполовину это загрязнение, средство для управления средством подачи содержит дополнительное средство обнаружения, позволяющее обнаруживать прохождение свободного конца проволоки и наличие или отсутствие проволоки в заданной точке ее траектории.
Преимущественно, дополнительное средство обнаружения установлено внутри направляющего рукава, а средство измерения расположено выше по ходу от второго средства обнаружения.
Таким образом, в соответствии с этим вариантом осуществления настоящее изобретение позволяет автоматически погружать проволоку в шлак, пока она не достигнет поверхности жидкого металла, содержащегося в изложнице, чтобы удерживать ее в этом положении в течение заданного промежутка времени, достаточного для того, чтобы участок проволоки, погруженный в шлак, был ликвидирован за счет эффекта теплоты, после чего проволоку извлекают. При помощи средства измерения вычисляют расстояние, пройденное свободным концом при перемещении проволоки в направлении к шлаку и пройденное свободным концом, когда проволоку извлекают. Так как часть проволоки, погруженная в шлак, была расплавлена, когда проволока была погружена в шлак, то разность между вычисленными длинами (расстояниями) соответствует толщине шлака.
Преимущественно, дополнительное средство обнаружения содержит катушку возбуждения и две приемные катушки, электромагнитно связанные с катушкой возбуждения, причем катушка возбуждения и приемные катушки предназначены для прохода через них проволоки, так что измерение напряжений, наведенных в приемных катушках, позволяет обнаруживать прохождение свободного конца, а измерение импеданса катушки возбуждения позволяет обнаруживать наличие или отсутствие проволоки.
Таким образом, когда проволоку (вновь) поднимают, дополнительное средство обнаружения обнаруживает прохождение ее свободного конца в заданной точке ее траектории и наличие или отсутствие проволоки во втором средстве обнаружения. При этом средство управления подает команду на остановку средства подачи, чтобы остановить перемещение проволоки.
Преимущественно, дополнительное средство обнаружения расположено внутри направляющего рукава, а средство измерения расположено выше по ходу от дополнительного средства обнаружения.
Предметом настоящего изобретения также является разливочная машина, которая содержит изложницу, имеющую боковую стенку, ограничивающую разливочное пространство, позволяющее принимать жидкий металл, отличающаяся тем, что разливочная машина также содержит устройство с вышеупомянутыми характеристиками.
Предметом настоящего изобретения также являются способы измерения толщины шлака на поверхности жидкого металла, содержащегося в металлургическом резервуаре, такие как описанные в соответствующих пунктах формулы изобретения.
Указанные ранее и другие характеристики изобретения будут более ясны из последующего детального описания его специфического варианта осуществления, данного в качестве неограничительного примера и приведенного со ссылкой на сопроводительные чертежи.
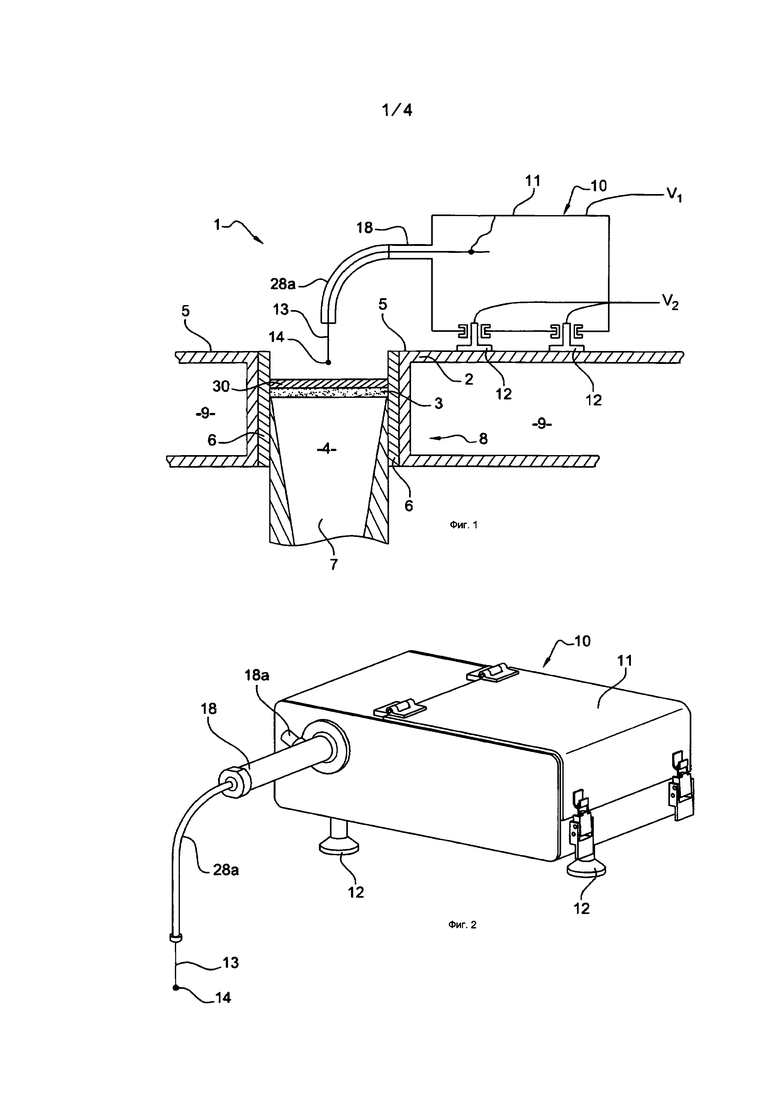
На фиг. 1 схематично частично показана в разрезе разливочная машина в соответствии со специфическим вариантом осуществления настоящего изобретения.
На фиг. 2 показан вид сверху в перспективе автоматического устройства для измерения толщины шлака в соответствии со специфическим вариантом осуществления настоящего изобретения.
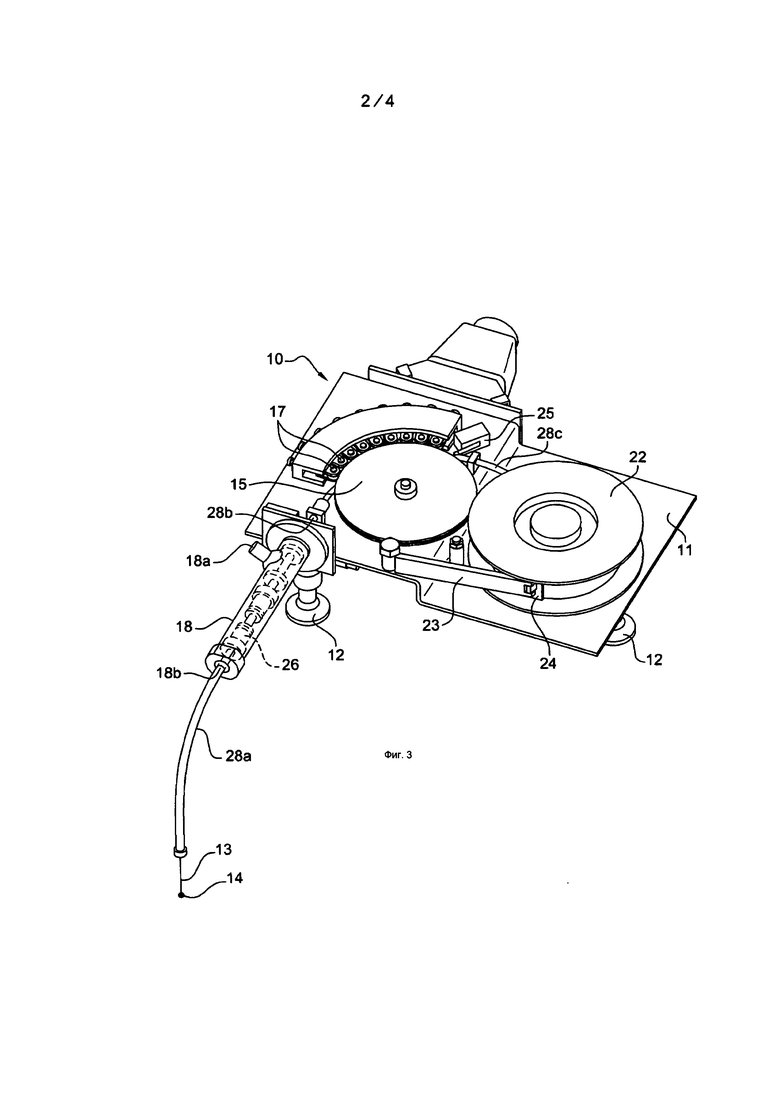
На фиг. 3 показан вид в перспективе автоматического устройства для измерения толщины шлака в соответствии со специфическим вариантом осуществления настоящего изобретения, причем верхняя часть кожуха условно удалена.
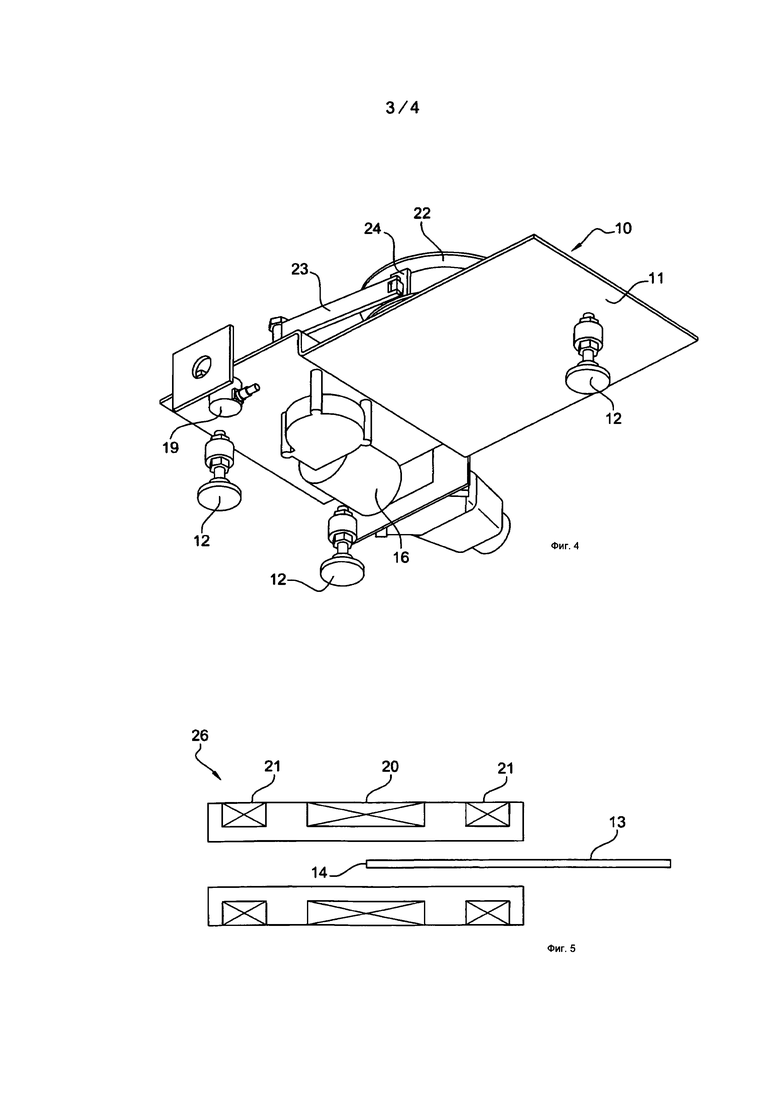
На фиг. 4 показано частично перспективное изображение с пространственным разделением деталей в виде снизу автоматического устройства для измерения толщины шлака в соответствии со специфическим вариантом осуществления настоящего изобретения.
На фиг. 5 схематично показано поперечное сечение дополнительного средства обнаружения автоматического устройства для измерения толщины шлака в соответствии со специфическим вариантом осуществления настоящего изобретения.
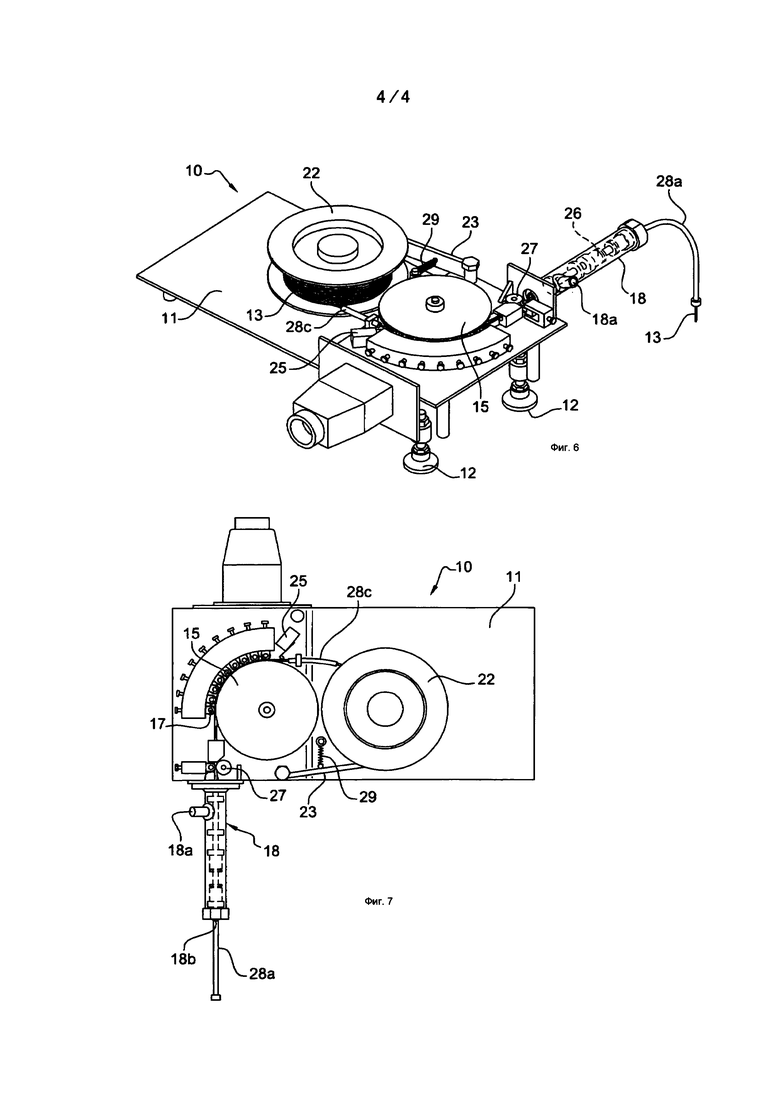
На фиг. 6 показан вид в перспективе автоматического устройства для измерения толщины шлака в соответствии со специфическим вариантом осуществления настоящего изобретения.
На фиг. 7 показан вид сверху автоматического устройства для измерения толщины шлака в соответствии со специфическим вариантом осуществления настоящего изобретения, причем часть кожуха условно удалена.
Разливочная машина 1, частично показанная на фиг. 1, содержит металлургический резервуар, а в данном случае изложницу 2, в частности, для непрерывной разливки и устройство 10, которое показано на фиг. 1-4, 6 и 7 и которое позволяет автоматически измерять толщину шлака 3, полученного за счет плавления покровного порошка 30 на поверхности жидкого металла 4 (например, жидкой стали), содержащегося в изложнице 2. Обычно изложница 2 содержит верхнюю стенку 5 и по меньшей мере одну боковую стенку 6, ограничивающую разливочное пространство 7, предназначенное для приема жидкого металла 4, и камеру 8 охлаждения, предназначенную для хранения охлаждающей жидкости 9, такой как вода, чтобы охлаждать боковую стенку 6 изложницы 2. Камера 8 охлаждения обычно расположена вокруг разливочного пространства 7. Боковая стенка 6 обычно изготовлена из теплопроводящего материала, такого как медь. Устройство 10 преимущественно установлено на верхней стенке 5 изложницы 2.
Устройство 10 для измерения толщины шлака 3, которое показано на фиг. 2, содержит кожух 11 и средство для поддержки кожуха 11, например три стойки 12, позволяющие поддерживать кожух 11. Устройство 10 также содержит проволоку 13. Преимущественно, проволока 13 изготовлена из меди или латуни. Она может иметь диаметр 1.5 мм. Проволока 13 имеет свободный конец 14, предназначенный для погружения в шлак 3.
Устройство 10 также содержит средство для подачи проволоки 13, позволяющее перемещать ее в соответствии с предварительно установленной траекторией, так что свободный конец 14 проволоки 13 погружается вертикально в шлак 3. Как это показано на фиг. 3, средство подачи содержит подающий ролик 15, приводимый во вращение от выходного вала редукторного электродвигателя 16. В зависимости от направления вращения выходного вала редукторного электродвигателя 16 свободный конец 14 проволоки 13 движется в направлении к жидкому металлу 4 или, наоборот, движется в направлении удаления от него. Скорость перемещения проволоки 13 может составлять около 150 мм/сек.
Средство подачи также содержит средство для направления проволоки 13, позволяющее удерживать ее у подающего ролика 15. Это направляющее средство содержит в примере, показанном на фиг. 3, множество роликов 17, установленных в кожухе 11 с возможностью вращения. Ролики 17 расположены по дуге окружности, концентрической относительно подающего ролика 15.
Полый направляющий рукав 18, прикрепленный к кожуху 11, позволяет непрерывно направлять проволоку 13 наружу из кожуха 11, чтобы размещать ее непосредственно над жидким металлом 4. Направляющий рукав 18 преимущественно содержит отверстие 18а, позволяющее вводить охладитель, например воздух или азот, внутрь направляющего рукава 18, чтобы охлаждать элементы направляющего рукава 18, подверженные воздействию высоких температур за счет близости жидкого металла 4. Направляющий рукав 18 может иметь длину от 30 см до 1 м. На фиг. 3 направляющий рукав 18 показан прозрачным.
Устройство 10 также содержит средство измерения, позволяющее измерять расстояние, которое прошел свободный конец 14 проволоки при его перемещении от заданной точки его траектории. Средство измерения содержит оптическое кодирующее устройство 19. Как это показано на фиг. 4, оптическое кодирующее устройство 9 закреплено под кожухом 11. В варианте осуществления, показанном на различных чертежах, оптическое кодирующее устройство 19 расположено между направляющим рукавом 18 и подающим роликом 15. Оптическое кодирующее устройство 19 обычно содержит колесо 27, которое может свободно вращаться, показанное на фиг. 6 и 7, частично расположенное на уровне заданной точки траектории перемещения проволоки 13, так что колесо 27 приводится во вращение за счет проволоки 13 при ее перемещении. Ролик, который может свободно вращаться, установлен поблизости от этого колеса 27, чтобы удерживать проволоку прижатой к колесу 27. Счетчик позволяет определить угловое перемещение колеса 27 во время перемещения проволоки 13. Так как диаметр колеса 27 известен, то можно вывести (определить) из этого расстояние, которое прошла проволока 13.
Устройство 10 содержит средство управления, предназначенное для управления работой редукторного электродвигателя 16 и таким образом позволяющее автоматически измерять толщину шлака 3. Средство управления содержит, для решения этой задачи, средство обнаружения, позволяющее обнаруживать контакт между свободным концом 14 и поверхностью жидкого металла 4, и дополнительное средство обнаружения, позволяющее обнаруживать наличие или отсутствие проволоки 13 и позволяющее обнаруживать прохождение ее свободного конца 14 в заданной точке ее траектории.
Средство обнаружения содержит электрическую цепь, которая показана на фиг. 1, образованную, в частности, при помощи кожуха 11, проволоки 13 и стоек 12. Фактически кожух 11 находится под первым электрическим потенциалом V1. Проволока 13 также находится под этим первым электрическим потенциалом V1, потому что проволока 13 электрически связана с кожухом 11. Кроме того, стойки 12, электрически изолированные от кожуха 11, находятся под вторым электрическим потенциалом V2. Когда устройство 10 установлено на изложнице 2 при помощи стоек 12, электрическая цепь замыкается (завершается) при помощи изложницы 2, которая за счет контакта со стойками 12 будет находиться под вторым электрическим потенциалом V2, и при помощи жидкого металла 4, содержащегося в изложнице 2, который также будет находиться под этим вторым электрическим потенциалом V2. Первый потенциал V1 и второй потенциал V2 являются различными. Работа электрической цепи будет описана далее более подробно.
Дополнительное средство обнаружения содержит катушку 20 возбуждения и две приемные катушки 21, электромагнитно связанные с катушкой 20 возбуждения. Катушка 20 возбуждения и приемные катушки 21, показанные на фиг. 5, предназначены для прохождения через них проволоки 13.
Катушка 20 возбуждения расположена между приемными катушками 21. Узел 26 катушки 20 возбуждения и приемных катушек 21 расположен на траектории проволоки 13 снаружи от кожуха 11 и преимущественно в направляющем рукаве 18 ниже по ходу от оптического кодирующего устройства 19. Катушка 20 возбуждения подключена к источнику электропитания (не показан), что позволяет катушке 20 возбуждения генерировать электромагнитное поле, проходящее через приемные катушки 21. Расположение приемных катушек 21 и их соответствующие размеры выбраны так, что поток магнитного поля, генерированного при помощи катушки 20 возбуждения, проходящий через каждую приемную катушку 21, является одинаковым в отсутствии любого возмущения, вызванного перемещением проволоки 13 внутри катушки 20 возбуждения. Дополнительное средство обнаружения также взаимодействует с вычислительным блоком, предназначенным для вычисления прохождения свободного конца 14 в функции разности напряжений, наводимых в приемных катушках 21, и наличия или отсутствия проволоки 13 в катушке 20 возбуждения, за счет измерения импеданса катушки 20 возбуждения.
Средство управления взаимодействует с выносной обрабатывающей электроникой (не показана), позволяющей управлять работой редукторного электродвигателя 16 в соответствии с информацией, доставляемой при помощи первого и второго средств обнаружения и содержащей вышеупомянутый вычислительный блок, причем этот вычислительный блок также позволяет вычислять расстояние, пройденное свободным концом 14 при его перемещении, на основании информации, получаемой при помощи оптического кодирующего устройства 19.
Устройство 10 может иметь средство для хранения проволоки 13 внутри кожуха 11, например, может иметь барабан 22. Барабан 22 установлен с возможностью свободного вращения в кожухе 11. Проволока 13 намотана, по меньшей мере частично, на барабан 22. Когда редукторный электродвигатель 16 через подающий ролик 15 создает перемещение проволоки 13, чтобы погружать ее в шлак 3, проволока сматывается с барабана 22. Рычаг 23, установленный с возможностью поворота на кожухе 11, снабженный средством возврата, например тяговой пружиной 29 и башмаком 24, может быть предусмотрен для того, чтобы удерживать часть проволоки 13, намотанную на барабан 22, в постоянном контакте с ним. Как это показано на фиг. 3, башмак 24 установлен с возможностью поворота на конце рычага 23 и прижат к части проволоки 13, намотанной на барабан 22.
Преимущественно, средство для обнаружения наличия проволоки 13 расположено между подающим роликом 15 и барабаном 22. Это средство обнаружения содержит, например, контактор 25. Таким образом, когда смотана вся проволока 13 и барабан 22 пуст, контактор 25 позволяет обнаружить прохождение заднего конца проволоки 13. Это позволяет определить, когда необходимо заменить проволоку 13, уже по большей части израсходованную, новой проволокой 13.
Как это показано на фиг. 3, устройство 10 может иметь направляющие элементы 28a, 28b и 28c, позволяющие определять траекторию проволоки 13. В частности, направляющий элемент 28a позволяет обеспечивать, чтобы проволока 13 погружалась вертикально в шлак 3.
Описанное здесь выше устройство 10 работает следующим образом.
В исходной конфигурации, приведенной в качестве примера, свободный конец 14 проволоки 13 расположен между катушкой 20 возбуждения и подающим роликом 15. Средство управления запускает цикл измерения толщины шлака 3 преимущественно периодически. Для этого редукторный электродвигатель 16 приводит во вращение подающий ролик 15, чтобы сматывать проволоку 13, частично намотанную на барабан 22. Это также создает эффект перемещения свободного конца 14, а именно внутри направляющего рукава 18 в направлении к катушке 20 возбуждения. Когда свободный конец 14 подойдет к середине катушки 20 возбуждения, она производит сброс (повторную установку) параметров измерения. Перемещение проволоки 13 приводит во вращение колесо 27 оптического кодирующего устройства 19. После сброса параметров измерения, то есть когда свободный конец находится в середине катушки 20 возбуждения, начинают вычислять расстояние, пройденное свободным концом 14, на основании углового перемещения колеса 27 оптического кодирующего устройства 19. После выхода из направляющего рукава 18 свободный конец 14 направляется при помощи направляющего элемента 28a так, чтобы он погружался вертикально в шлак 3.
Свободный конец 14 проволоки 13 будет постоянно находиться через кожух 11 под первым электрическим потенциалом V1. Поверхность жидкого металла находится под вторым электрическим потенциалом V2 через изложницу 2 и стойки 12, находящиеся в контакте с изложницей 2. Таким образом, когда свободный конец 14 находится на расстоянии от жидкого металла 4, электрическая цепь, образованная при помощи кожуха 11, проволоки 13, жидкого металла 4, изложницы 2 и стоек 12, будет разомкнута.
Когда свободный конец 14 погружается в шлак 3, электрическая цепь остается разомкнутой, потому что шлак 3 является электрическим изолятором. С другой стороны, как только свободный конец 14 войдет в контакт с поверхностью жидкого металла 4, электрическая цепь будет замкнута. При этом первый потенциал V1 уравновешивается вторым потенциалом V2. При этом возникает сигнал, позволяющий произвести обнаружение при помощи обрабатывающей электроники, контакта между свободным концом 14 и поверхностью жидкого металла 4. Поэтому средство управления подает команду на остановку редукторного электродвигателя 16. Однако за счет некоторой механической инерции проволока 13 будет немного продолжать свое перемещение и после команды на остановку редукторного электродвигателя 16. Таким образом, часть проволоки 13 все же погружается в жидкий металл 4. Если это не принять во внимание, то измерение толщины шлака 3 может быть искаженным. Поэтому также определяют расстояние, пройденное свободным концом 14 от момента его контакта с поверхностью жидкого металла 4 до момента его полной фиксации в неподвижном состоянии, а именно определяют при помощи оптического кодирующего устройства 19. Это расстояние затем принимают во внимание при вычислении толщины шлака 3.
При фиксации в неподвижном состоянии проволоки 13 в этом положении колесо 27 оптического кодирующего устройства 19 перестает вращаться.
Создают временную задержку, например, от 1 до 2 сек, чтобы удерживать проволоку 13 в этом положении, так чтобы расплавилась ее часть, погруженная в шлак 3. Таким образом, после расплавления этой части проволоки 13 свободный конец 14 будет расположен на уровне верхней поверхности шлака 3.
После истечения временной задержки средство управления вновь включает редукторный электродвигатель 16, который через подающий ролик 15 производит перемещение проволоки 13 в направлении, противоположном предыдущему направлению перемещения. Свободный конец 14 при этом движется в направлении удаления от шлака 3 и перемещается к выходному отверстию 18b направляющего рукава 18. За счет своего перемещения проволока 13 вновь приводит во вращение колесо 27 оптического кодирующего устройства 19, но в этот раз в противоположном направлении. Угловое перемещение колеса 27 позволяет вычислить расстояние, пройденное свободным концом 14 от шлака до его прохождения через середину катушки 20 возбуждения. После того как свободный конец 14 будет обнаружен при помощи дополнительного средства обнаружения, средство управления подает команду на остановку редукторного электродвигателя 16. При этом проволока 13 фиксируется в неподвижном состоянии.
За счет плавления части проволоки 13 в шлаке 3 проволока 13 укорачивается в ходе цикла измерения. Поэтому возникает разность угловых перемещений колеса 27 оптического кодирующего устройства 19. Так как диаметр колеса 27 известен, то эта разность угловых перемещений эквивалентна длине, соответствующей разности расстояний, которые прошел свободный конец 14 до и после его контакта с поверхностью жидкого металла 4. Эта разность вызвана укорочением проволоки 13. Таким образом, она соответствует толщине шлака 3 (после учета длины проволоки 13, погруженной в жидкий металл 4 и расплавленной в нем).
Таким образом, настоящее изобретение позволяет автоматически и периодически измерять толщину шлака 3 на поверхности жидкого металла 4, содержащегося в изложнице 2.
Несмотря на то что был описан предпочтительный вариант осуществления изобретения, совершенно ясно, что настоящее изобретение не ограничено только этим вариантом осуществления, который был приведен исключительно для примера, так что в него специалистами в данной области могут быть внесены изменения и дополнения, касающиеся конструктивного выполнения различных элементов устройства 10 или их замены техническими эквивалентами, которые не выходят, однако, за рамки приведенной далее формулы изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ОБНАРУЖЕНИЯ ШЛАКА И СПОСОБ ЕГО ОБНАРУЖЕНИЯ | 1996 |
|
RU2158190C2 |
| ГИБКАЯ СИСТЕМА ЭЛЕКТРИЧЕСКОЙ ДУГОВОЙ ПЕЧИ С МИНИМАЛЬНЫМ ПОТРЕБЛЕНИЕМ ЭНЕРГИИ И СПОСОБЫ ПОЛУЧЕНИЯ СТАЛЬНЫХ ПРОДУКТОВ | 2012 |
|
RU2530578C2 |
| ПРОВОЛОКА С НАПОЛНИТЕЛЕМ | 2005 |
|
RU2381280C2 |
| СПОСОБ И УСТАНОВКА ДЛЯ ИЗМЕРЕНИЯ ТЕМПЕРАТУРЫ РАСПЛАВЛЕННОГО МЕТАЛЛА | 2014 |
|
RU2576277C2 |
| СПОСОБ ИЗМЕРЕНИЯ ТЕМПЕРАТУРЫ ВАННЫ РАСПЛАВЛЕННОГО МЕТАЛЛА | 2017 |
|
RU2710384C2 |
| УМЕНЬШЕНИЕ ВЫБРОСОВ ПЫЛИ ВО ВРЕМЯ РАЗЛИВКИ МЕТАЛЛА | 2012 |
|
RU2603397C2 |
| СПОСОБ СЛИВА РАСПЛАВА ИЗ НАКЛОНЯЕМОЙ МЕТАЛЛУРГИЧЕСКОЙ ЕМКОСТИ И УСТАНОВКА ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2007 |
|
RU2436655C2 |
| УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ ТЕМПЕРАТУРЫ РАСПЛАВЛЕННОГО МЕТАЛЛА | 2015 |
|
RU2589271C1 |
| РАСХОДУЕМОЕ ОПТОВОЛОКНО ДЛЯ ИЗМЕРЕНИЯ ТЕМПЕРАТУРЫ ВАННЫ РАСПЛАВЛЕННОЙ СТАЛИ | 2016 |
|
RU2719353C2 |
| УСТРОЙСТВО ДЛЯ УДАЛЕНИЯ ШЛАКА С ПОВЕРХНОСТИ РАСПЛАВА | 2003 |
|
RU2316411C2 |
Изобретение относится к области металлургии и предназначено для измерения толщины шлака на поверхности жидкого металла. Технический результат - повышение точности измерения. Устройство содержит проволоку, изготовленную из электропроводящего материала, которая может быть расплавлена под действием теплоты при температуре шлака, причем проволока имеет свободный конец, предназначенный для погружения в шлак. Устройство также содержит средство для подачи проволоки, позволяющее перемещать проволоку, так что ее свободный конец погружается вертикально в шлак в соответствии с заранее установленной траекторией. Имеется также средство измерения, позволяющее производить измерение расстояния, которое проходит свободный конец проволоки в течение временного интервала, когда проволока будет перемещена под действием средства подачи, и средство для управления средством подачи, причем средство управления содержит средство обнаружения, позволяющее обнаруживать контакт между свободным концом проволоки и поверхностью жидкого металла. 4 н. и 13 з.п. ф-лы, 7 ил.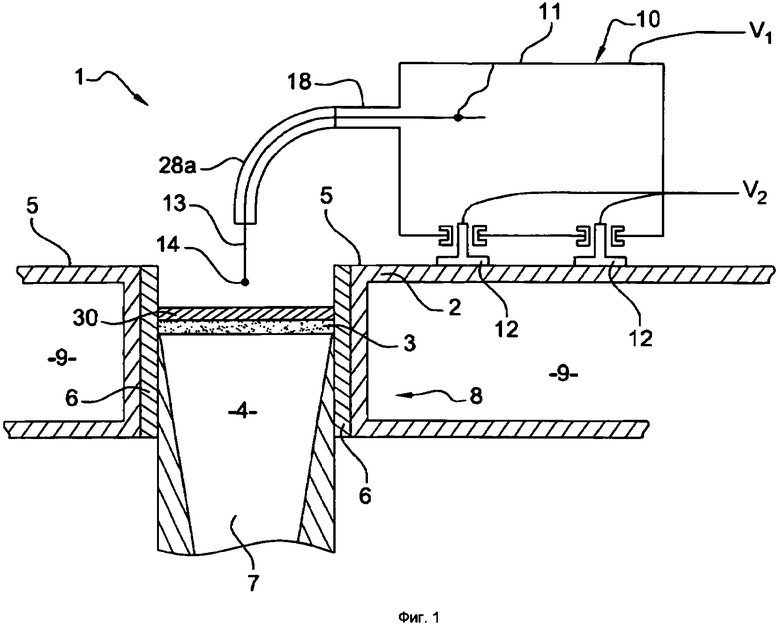
1. Устройство (10) для измерения толщины шлака (3) на поверхности данного жидкого металла (4), содержащегося в изложнице, содержащее:
- проволоку (13), изготовленную из электропроводящего материала, расплавляющегося под действием теплоты при температуре указанного шлака, причем проволока (13) имеет свободный конец (14), предназначенный для погружения в указанный шлак (3), при этом указанная проволока по меньшей мере частично намотана на барабан (22), установленный с возможностью свободного вращения,
- средство для подачи проволоки (13) с барабана (22) для перемещения проволоки (13) и погружения ее свободного конца (14) вертикально в шлак (3) в соответствии с заранее установленной траекторией,
- средство измерения расстояния, которое проходит свободный конец (14) проволоки (13) в течение временного интервала между обнаружением прохождения свободного конца (14) проволоки (13) в заданной точке ее траектории при ее подаче в направлении к изложнице (2) до ее контакта с жидким металлом и обнаружением прохождения свободного конца (14) проволоки (13) в той же самой заданной точке ее траектории при ее подаче в направлении от изложницы (2) после выдержки в шлаке и вычисления разности между упомянутыми расстояниями, соответствующей толщине шлака, и
- средство для управления указанным средством подачи, причем указанное средство управления содержит средство обнаружения, позволяющее обнаруживать контакт между свободным концом (14) и поверхностью жидкого металла (4).
2. Устройство (10) по п. 1, отличающееся тем, что средство измерения содержит оптическое кодирующее устройство (19).
3. Устройство (10) по п. 1 или 2, отличающееся тем, что оно снабжено кожухом (11), электрически связанным с проволокой (13), при этом кожух (11) находится под первым потенциалом (VI), и средством поддержки, позволяющим кожуху (11) опираться на изложицу, при этом упомянутое средство поддержки электрически изолировано от кожуха (11) и находится под вторым потенциалом (V2), отличающимся от первого потенциала (V1), так что кожух (11), проволока (13) и средство поддержки образуют электрическую цепь, имеющую, когда средство поддержки находится в контакте с изложницей, разомкнутое рабочее состояние, в котором свободный конец (14) расположен на расстоянии от жидкого металла (4), и замкнутое рабочее состояние, в котором свободный конец (14) находится в контакте с жидким металлом (4), причем средство обнаружения содержит электрическую цепь, образованную при помощи кожуха (11), проволоки (13) и средства поддержки.
4. Устройство (10) по п. 1 или 2, отличающееся тем, что средство подачи содержит редукторный электродвигатель (16), выходной вал которого связан с подающим роликом (15), приводимым во вращение при помощи редукторного электродвигателя (16), и средство для направления проволоки (13), позволяющее удерживать ее в контакте с подающим роликом (15) при перемещении проволоки (13).
5. Устройство (10) по п. 4, отличающееся тем, что средство для направления содержит свободно вращающиеся ролики (17), расположенные по дуге окружности, концентрической относительно подающего ролика (15).
6. Устройство (10) по п. 1 или 2, отличающееся тем, что оно снабжено средством для хранения проволоки (13).
7. Устройство (10) по п. 6, отличающееся тем, что средство для хранения проволоки содержит барабан (22), на котором по меньшей мере частично намотана проволока (13), и средство для прижима проволоки (13) к барабану (22).
8. Устройство (10) по п. 7, отличающееся тем, что средство прижима содержит поворотный рычаг (23), снабженный средством возврата и башмаком (24), причем башмак (24) предназначен для входа в контакт с проволокой (13), намотанной на барабан (22), под действием средства возврата.
9. Устройство (10) по п. 1 или 2, отличающееся тем, что оно снабжено средством для обнаружения наличия или отсутствия проволоки (13) в точке ее траектории, расположенной между средством хранения и средством подачи.
10. Устройство (10) по п. 1 или 2, отличающееся тем, что оно содержит направляющий рукав (18), имеющий выходное отверстие (18b), через которое проходит проволока (13), при этом направляющий рукав (18) выполнен с возможностью направлять проволоку (13) непосредственно к поверхности жидкого металла (4), чтобы погружать ее в него вертикально.
11. Устройство (10) по п. 1 или 2, отличающееся тем, что проволока (13) имеет температуру плавления от 850 до 1200°С и изготовлена из материала, содержащего медь или латунь.
12. Устройство (10) по по п. 1, отличающееся тем, что средство для управления средством подачи содержит дополнительное средство обнаружения, позволяющее обнаруживать прохождение свободного конца (14) и наличие или отсутствие проволоки (13) в заданной точке ее траектории.
13. Устройство по п. 12, отличающееся тем, что дополнительное средство обнаружения содержит катушку (20) возбуждения и две приемные катушки (21), электромагнитно связанные с катушкой (20) возбуждения, и приемные катушки (21), предназначенные для прохода через них проволоки (13), так что измерение напряжений, наведенных в приемных катушках (21) позволяет обнаруживать прохождение свободного конца (14), а измерение импеданса катушки (20) возбуждения позволяет обнаруживать наличие или отсутствие проволоки (13).
14. Устройство по п. 12 или 13, отличающееся тем, что дополнительное средство обнаружения расположено внутри направляющего рукава (18), а средство измерения расположено выше по ходу от дополнительного средства обнаружения.
15. Разливочная машина (1), которая содержит изложницу (2), имеющую боковую стенку (6), ограничивающую разливочное пространство (7), позволяющее принимать жидкий металл (4), отличающаяся тем, что также содержит устройство (10) для измерения толщины шлака на поверхности жидкого металла по одному из пп. 1-14.
16. Способ измерения толщины шлака (3) на поверхности жидкого металла (4), содержащегося в изложнице (2), включающий следующие операции:
- подачу проволоки (13), так что ее свободный конец (14) погружается вертикально в шлак (3) в соответствии с заранее установленной траекторией,
- обнаружение прохождения свободного конца (14) проволоки (13) в заданной точке ее траектории, что запускает средство измерения, позволяющее измерять первое расстояние, которое прошел свободный конец (14) проволоки (13),
- обнаружение контакта между свободным концом (14) проволоки (13) и поверхностью жидкого металла (4) и остановку средства для подачи проволоки (13);
- фиксацию в неподвижном состоянии проволоки (13) на заданное время, которое является достаточным для расплавления участка проволоки (13), погруженного в шлак (3),
- подачу проволоки (13) в противоположном направлении вдоль той же самой заранее установленной траектории, и
- обнаружение прохождения свободного конца (14) проволоки (13) в той же самой заданной точке ее траектории и считывание второго расстояния, которое прошел свободный конец (14) проволоки (13),
- вычисление толщины шлака как разности между первым и вторым расстояниями.
17. Способ измерения толщины шлака (3) на поверхности жидкого металла (4), содержащегося в металлургическом резервуаре (2), включающий следующие операции:
- подачу проволоки (13), так что ее свободный конец (14) погружается вертикально в шлак (3) в соответствии с заранее установленной траекторией;
- обнаружение контакта между свободным концом (14) проволоки (13) и поверхностью жидкого металла (4), остановку средства для подачи проволоки (13) и запуск средства измерения, позволяющего измерять расстояние, которое прошел свободный конец (14) проволоки (13),
- фиксацию в неподвижном состоянии проволоки (13) на заданное время, которое является достаточным для расплавления участка проволоки (13), погруженного в шлак (3),
- подачу проволоки (13) так, что ее новый свободный конец (14) погружается вертикально в шлак (3) в соответствии с заранее установленной траекторией, и
- обнаружение контакта между новым свободным концом (14) проволоки (13) и поверхностью жидкого металла (4), остановку средства для подачи проволоки (13) и считывание расстояния, соответствующего толщине шлака, которое прошел свободный конец (14) проволоки (13).
| JP 2002356709 A, 13.12.2002 | |||
| DE 19962632 A1, 29.06.2000 | |||
| Способ контроля границ раздела между металлом, шлаком и газом | 1974 |
|
SU514498A1 |
| FR 1345757 A, 04.11.1963. | |||

