Изобретение относится к порошковой металлургии, а именно к устройствам для получения заготовок (штабиков) из тугоплавких металлов, преимущественно из вольфрама и молибдена.
Известна пресс-форма для получения заготовок из порошков тугоплавких металлов [1]. Пресс-форма состоит из пуансона и матрицы. Матрица включает две щеки, в одной из которых выполнена полость для засыпки порошка. Щеки пресс-формы в рабочем состоянии соединены штифтами и прижаты друг к другу.
К недостаткам данной пресс-формы относится выполнение торцовых частей полости за одно с одной из щек. В этом случае после прессования усложняется извлечение прессовки (штабика) из полости пресс-формы. Как известно, после прессования штабика под большим усилием в штабике возникает «упругое последействие», т.е. за счет упругой деформации размеры штабика, особенно по длине, увеличиваются. Это увеличение длины штабика ограничивается неподвижными боковыми частями полости пресс-формы. Таким образом, штабик заклинивается в полости щеки, в нем возникают сжимающие по длине напряжения, которые приводят к возникновению микро- и даже макродефектов, а затем становятся причиной разрушения штабика при извлечении его из полости. Брак штабиков, особенно с присадками Th, La и Y, достигает 50% от годных заготовок.
Наиболее близкой по технической сущности и достигаемому эффекту к предлагаемой является пресс-форма для прессования штабиков из порошков вольфрама и молибдена [2].
Пресс-форма содержит матрицу и пуансон. Матрица выполнена полностью разборной, она содержит две щеки с отверстиями под штифты, нижнюю плиту, две торцовые пластины с отверстиями под штифты и четыре штифта.
После прессования матрица пресс-формы разбирается путем удаления штифтов на отдельные части, штабик в свободном состоянии остается на нижней плите. Таким образом, исключается брак при извлечении штабиков из полости пресс формы.
Недостаток данной пресс-формы заключается прежде всего в том, что пуансон своей плоской рабочей поверхностью прямоугольной формы поперечного сечения в прилегающей к нему области формируемого из порошка штабика создает схему сжимающих нормальных напряжений от усилия вертикального цилиндра пресса и сжимающих касательных напряжений. Эта область сжимающих напряжений невелика и приводит к неоднородной плотности готового штабика по его сечению, поскольку на боковые грани прессуемого штабика действуют растягивающие касательные напряжения. Штабик с неоднородной плотностью, подвергнутый операции спекания, получает разные размеры по высоте и ширине поперечного сечения, неоднородность твердости и прочности по сечению. Штабик после прессования имеет также неоднородную плотность по длине, связанную с неравномерным разравниванием засыпанного в пресс-форму перед прессованием порошка [3].
Таким образом, основным недостатком наиболее близкого аналога является низкое качество в связи с неоднородностью плотности, а также твердости и прочности как по сечению заготовки, так и по ее длине.
Задачей предлагаемого изобретения является устранение этого недостатка, а именно повышение качества заготовок путем увеличения равномерности плотности заготовки как по сечению, так и по ее длине.
Поставленная задача достигается тем, что в устройстве для прессования заготовок из порошков тугоплавких металлов, содержащем вертикальный пуансон и матрицу, согласно изобретению матрица состоит из двух частей, выполненных с наклонными под углом π/4 к боковой поверхности стола устройства рабочими плоскостями, в которых перпендикулярно к этим плоскостям установлены подпружиненные деформирующие вставки, образующие совместно с указанными плоскостями замкнутый калибр, при этом одна из частей матрицы закреплена неподвижно на боковой поверхности стола устройства, а вторая соединена с горизонтальным пуансоном.
То, что матрица состоит из выполненных заявляемым образом двух частей, одна из которых связана с горизонтальным пуансоном, позволит осуществить прессование заготовки с многосторонним (четырехсторонним) обжатием, что повысит равномерность плотности заготовок по сечению, последующее действие вертикального пуансона повысит равномерность плотности по длине заготовки.
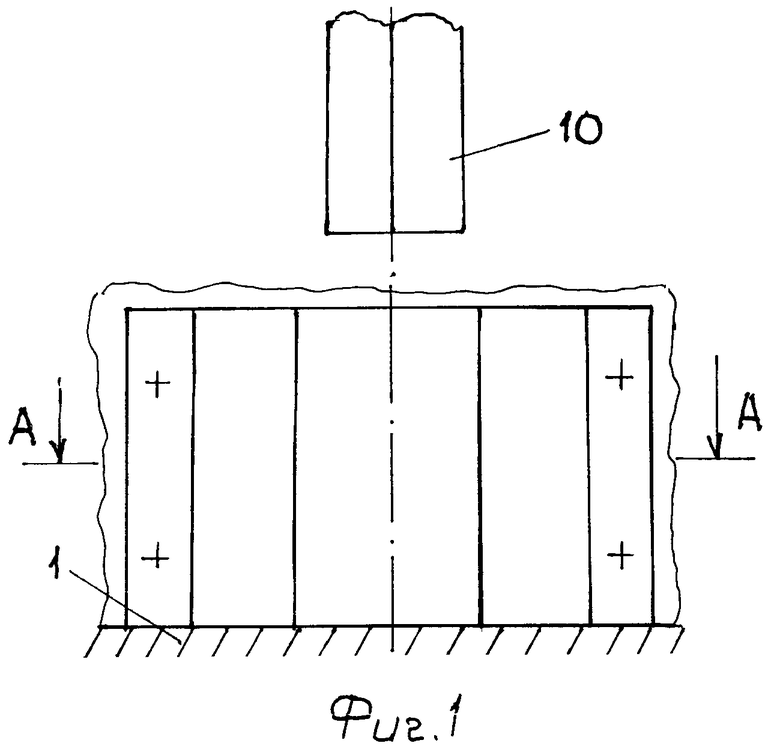
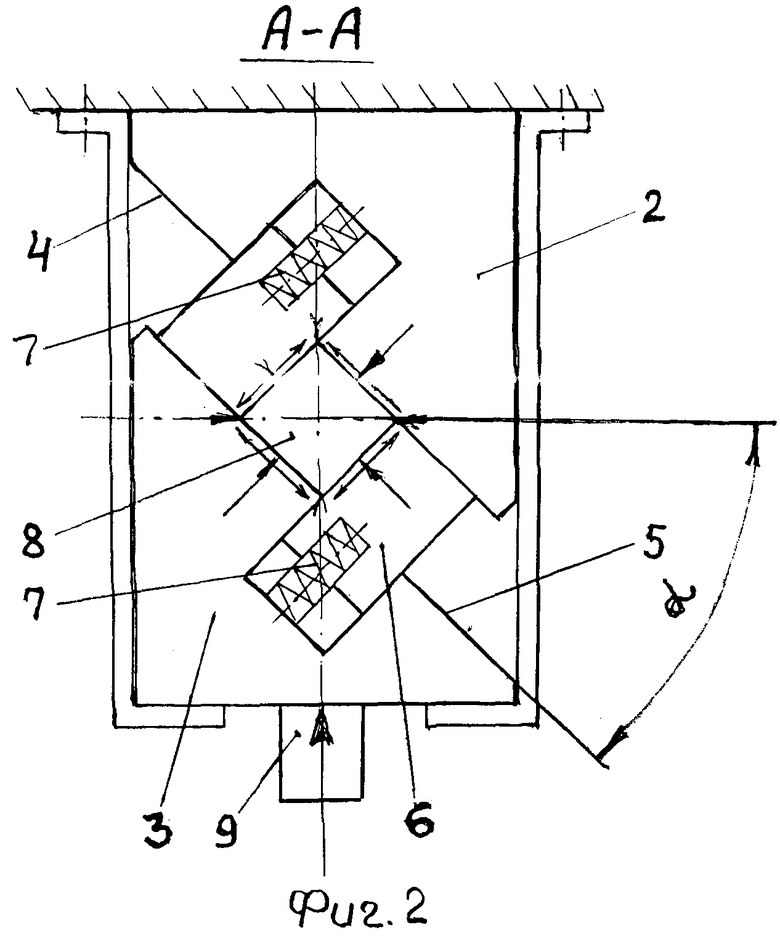
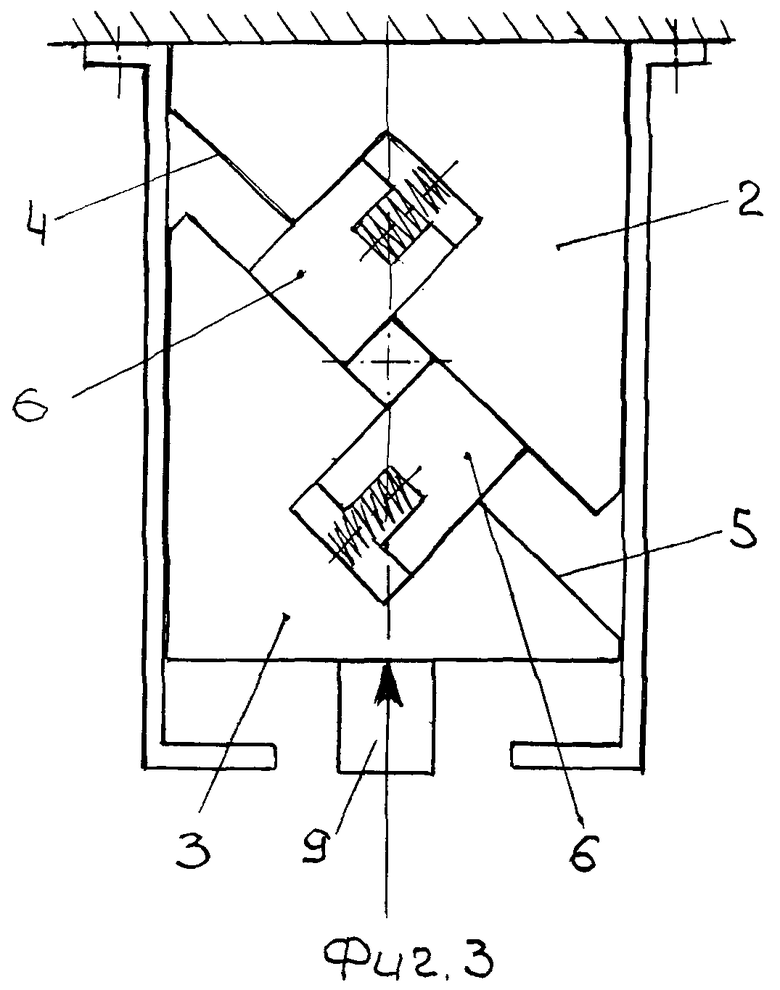
Предлагаемое устройство для прессования заготовок из порошков тугоплавких металлов изображено на фиг.1-3, где на фиг.1 показан общий вид устройства, на фиг.2 - сечение А-А фиг.1 в начальный момент прессования, на фиг.3 - то же в конце прессования (горизонтальная поверхность стола условно не показана).
Устройство для прессования заготовок содержит горизонтальный стол 1 пресса с боковой его поверхностью, на столе 1 установлены части 2, 3 матрицы. Части 2, 3 имеют наклонные относительно боковой вертикальной поверхности стола 1а рабочие поверхности 4, 5, угол наклона а равен π/4. Часть 2 закреплена на столе 1 и боковой его поверхности 1а неподвижно. В частях 2, 3 матрицы перпендикулярно к наклонным рабочим поверхностям 4, 5 смонтированы деформирующие вставки 6 с пружинами 7, образующие вместе с наклонными плоскостями 4, 5 замкнутый калибр 8. Часть 3 матрицы соединена с горизонтальным пуансоном 9. Устройство снабжено вертикальным пуансоном 10.
Устройство для прессования заготовок работает следующим образом.
В калибр 8 засыпают порошок тугоплавкого металла. Включают привод горизонтального пуансона 9 (на чертеже не показан), который, перемещаясь, двигает часть 3 матрицы устройства. При этом пружины 7 сжимаются и перемещаются деформирующие вставки 6. Порошок формируется в калибре, образованном наклонными рабочими плоскостями 4, 5 соответственно частей 2, 3 матрицы и деформирующими вставками 6. Затем ведут уплотнение заготовки по высоте (длине), перемещая вертикальный пуансон 10. После этого вертикальный пуансон 10 и горизонтальный пуансон 9 возвращают в исходное положение. При этом часть 3 матрицы устройства также перемещается, и под действием пружин 7 размеры калибра 8 увеличиваются. Это дает возможность снять сформированную заготовку со стола 1 устройства.
Согласно предлагаемому решению в Южно-Уральском государственном университете был изготовлен опытный образец для прессования заготовок сечением 12·12 мм, длиной 200 мм из вольфрама марки ВА.
На устройстве получено 10 заготовок. После их спекания по стандартной технологии исследовали размеры сечения заготовок по высоте и ширине, анизотропии размеров не установлено, хотя при прессовании на стандартных промышленных устройствах анизотропия размеров равна 4%. Исследованиями не установлена также анизотропия плотности, твердости и микротвердости, хотя в известных решениях плотность изменяется от 17,5 до 18,6 г/см3, колебание твердости достигает 120 кг/мм2, а микротвердость колеблется от 72 до 130 кг/мм2 [3].
Таким образом, качество заготовок, полученных на предложенном устройстве, значительно превышает по анизотропии геометрических и физических параметров существующие стандарты.
Предлагаемое устройство найдет применение в порошковой металлургии для производства заготовок из порошков тугоплавких металлов, преимущественно из вольфрама и молибдена, используемых для производства деталей электровакуумной техники.
Источники информации
1. Колин Дж. Смителлс. Вольфрам. - М.: Металлургиздат, 1958. - С.126, рис.30.
2. Абашин Г.И., Погосян Г.М. Технология получения вольфрама и молибдена. - М: Металлургиздат, 1960. - С.123-124, рис.42.
3. Неравномерность усадки и физических свойств вольфрамовых штабиков марки ВЧ и ВА / Л.С.Водопьянова, Ю.А.Эйдук, В.А.Зарубин и др. // Научные труды №16. Твердые сплавы и тугоплавкие металлы. - М.: Металлургия, 1976. - С.245-254.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРЕССОВАНИЯ ШТАБИКОВ ИЗ ПОРОШКОВ ТУГОПЛАВКИХ МЕТАЛЛОВ И ПРЕСС-ФОРМА ДЛЯ ИХ ПРЕССОВАНИЯ | 2007 |
|
RU2381870C2 |
| УСТРОЙСТВО ДЛЯ ПРЕССОВАНИЯ ПОРОШКОВЫХ МАТЕРИАЛОВ ИЗДЕЛИЙ ЭЛЕКТРОННОЙ ТЕХНИКИ | 2015 |
|
RU2604552C2 |
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ ДЛИННОМЕРНЫХ ЗАГОТОВОК ИЗ ПОРОШКОВЫХ МАТЕРИАЛОВ | 2006 |
|
RU2324595C2 |
| Матрица для прессования круглых прутков | 1981 |
|
SU975135A1 |
| ЗАГОТОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛУФАБРИКАТОВ ИЗ ТУГОПЛАВКИХ МЕТАЛЛОВ | 2008 |
|
RU2373024C1 |
| Способ изготовления прутков из спеченных тугоплавких металлов | 1980 |
|
SU933261A1 |
| ПРЕСС-ФОРМА ДЛЯ ПРЕССОВАНИЯ БРИКЕТОВ ИЗ ПОРОШКООБРАЗНОГО МАТЕРИАЛА | 2012 |
|
RU2510308C1 |
| Устройство для дискретно-непрерывного формования длинномерных труб из порошка | 1990 |
|
SU1787689A1 |
| СПОСОБ НЕМОНОТОННОГО ДЕФОРМИРОВАНИЯ АНИЗОТРОПНЫХ МАТЕРИАЛОВ И УСТРОЙСТВО ДЛЯ РЕАЛИЗАЦИИ СПОСОБА | 2021 |
|
RU2781869C1 |
| Способ прессования трубчатых заготовок из порошка и устройство для его осуществления | 1982 |
|
SU1016071A1 |
Изобретение относится к области порошковой металлургии, а именно к устройствам для прессования заготовок из порошков тугоплавких металлов. Устройство содержит горизонтальный стол с вертикальными боковыми поверхностями, установленные на него вертикальный пуансон и матрицу, а также горизонтальный пуансон. Матрица состоит из двух частей, выполненных с наклонными под углом π/4 к боковой вертикальной поверхности стола рабочими поверхностями. В частях матрицы установлены подпружиненные деформирующие вставки, перпендикулярные указанным рабочим поверхностям и образующие совместно с ними замкнутый калибр. При этом одна из частей матрицы закреплена неподвижно на столе устройства, а вторая связана с горизонтальным пуансоном. Технический результат - повышение равномерности плотности заготовки. 3 ил.
Устройство для прессования заготовок из порошков тугоплавких металлов, содержащее горизонтальный стол с вертикальными боковыми поверхностями и установленные на него вертикальный пуансон и матрицу, отличающееся тем, что оно содержит горизонтальный пуансон, а матрица состоит из двух частей, выполненных с наклонными под углом π/4 к боковой вертикальной поверхности стола рабочими поверхностями, и в которых установлены подпружиненные деформирующие вставки, перпендикулярные указанным рабочим поверхностям и образующие совместно с ними замкнутый калибр, при этом одна из частей матрицы закреплена неподвижно на столе устройства, а вторая связана с горизонтальным пуансоном.
| АБАШИН Г.И | |||
| и др | |||
| Технология получения вольфрама и молибдена | |||
| - М.: Металлургиздат, 1960, с.123-124 | |||
| ПРЕСС-ФОРМА ДЛЯ ПРЕССОВАНИЯ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ ИЗ ПОРОШКА | 1992 |
|
RU2043863C1 |
| Пресс-форма для прессования изделий из порошка | 1984 |
|
SU1194576A1 |
| Пресс-форма для изготовления абразивных сегментов | 1979 |
|
SU905124A1 |
| ЩИТОВОЙ ДЛЯ ВОДОЕМОВ ЗАТВОР | 1922 |
|
SU2000A1 |

