Область техники
Изобретение относится к способу замены компонента оборудования пресс-формы для вулканизации шины, например, контейнера или пресс-формы.
Уровень техники
При изготовлении шины отформованную невулканизированная шину помещают в пресс-форму для создания рисунка протектора, маркировки или т.п. Затем пресс-форму помещают в контейнер. После этого оборудование пресс-формы, состоящее из контейнера, пресс-формы и т.п., устанавливают в установку для вулканизации шины. Установка для вулканизации шины накачивает газом расположенный в пресс-форме эластичный баллон для прижатия невулканизированной шины к пресс-форме под действием давления, создаваемого внутри невулканизированной шины, и нагрева невулканизированной шины внутри и снаружи пресс-формы посредством пара или нагревающей среды в течение заданного времени. В итоге шина полностью вулканизируется, и получается готовая шина, состоящая из эластичной и стабильной вулканизированной резиновой структуры. При этом контейнер воспринимает нагрузку, действующую в процессе вулканизации на пресс-форму в сторону ее расширения.
Такая установка для вулканизации шины известна из патентного документа JP 2001150445 А.
В известной установке верхний и/или нижний ползуны прикреплены к по меньшей мере двум соединительным тягам, а направляющие, которые направляют каждый ползун для передвижения в сторону подъема верхней плиты, прикреплены к раме установки. В результате высота установки может быть уменьшена, и обеспечена достаточная жесткость подъемного элемента.
Раскрытие изобретения
Так как во время вулканизации шины возникают большие нагрузки, действующие на расширение пресс-формы, то указанную пресс-форму помещают в контейнер и ограничивают его верхней плитой. Однако пресс-форма все еще может расширяться, оказывая влияние на вулканизацию шины.
Изобретение направлено на устранение этой проблемы. Задачей изобретения является создание способа замены компонента в оборудовании пресс-формы для вулканизации шины, способного более надежно закреплять указанный компонент.
В соответствии с изобретением способ замены компонента в оборудовании пресс-формы для вулканизации шины, составляющего часть этого оборудования и расположенного между основной и опорной плитами установки для вулканизации шины, причем опорная плита расположена над основной плитой и обращена в ее сторону, включает в себя этапы, на которых поднимают опорную плиту, когда она разъединена с указанным компонентом; заменяют компонент; опускают опорную плиту для регулировки ее вертикального положения; соединяют опорную плиту с компонентом; поднимают установленную на основной плите нижнюю штангу для ее стыковки с установленной на опорной плите верхней штангой; вращают только верхнюю штангу соосно нижней штанге до тех пор, пока они не состыкуются.
Способ замены компонента оборудования пресс-формы для вулканизации шины в соответствии с изобретением обеспечивает более надежное закрепление компонента.
Далее изобретение будет описано со ссылкой на чертежи.
Краткое описание чертежей
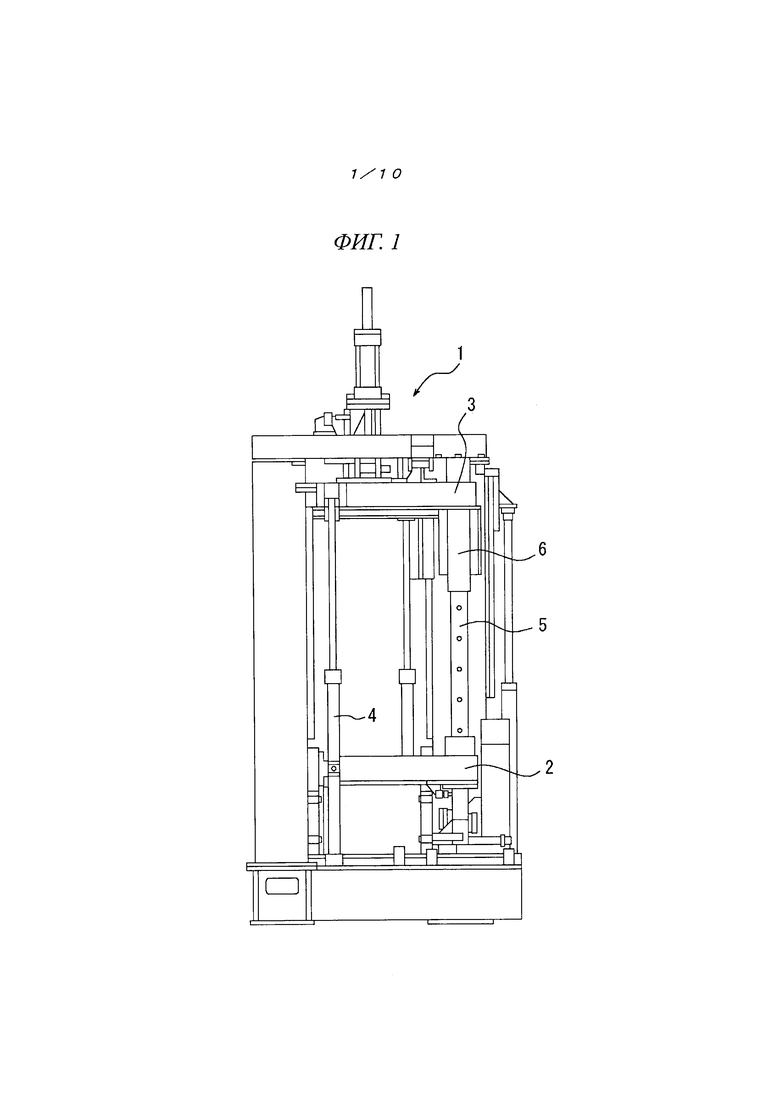
На фиг. 1 показана установка для вулканизации шины, применяемая при замене компонента оборудования пресс-формы для вулканизации шины в соответствии с изобретением, вид сбоку;
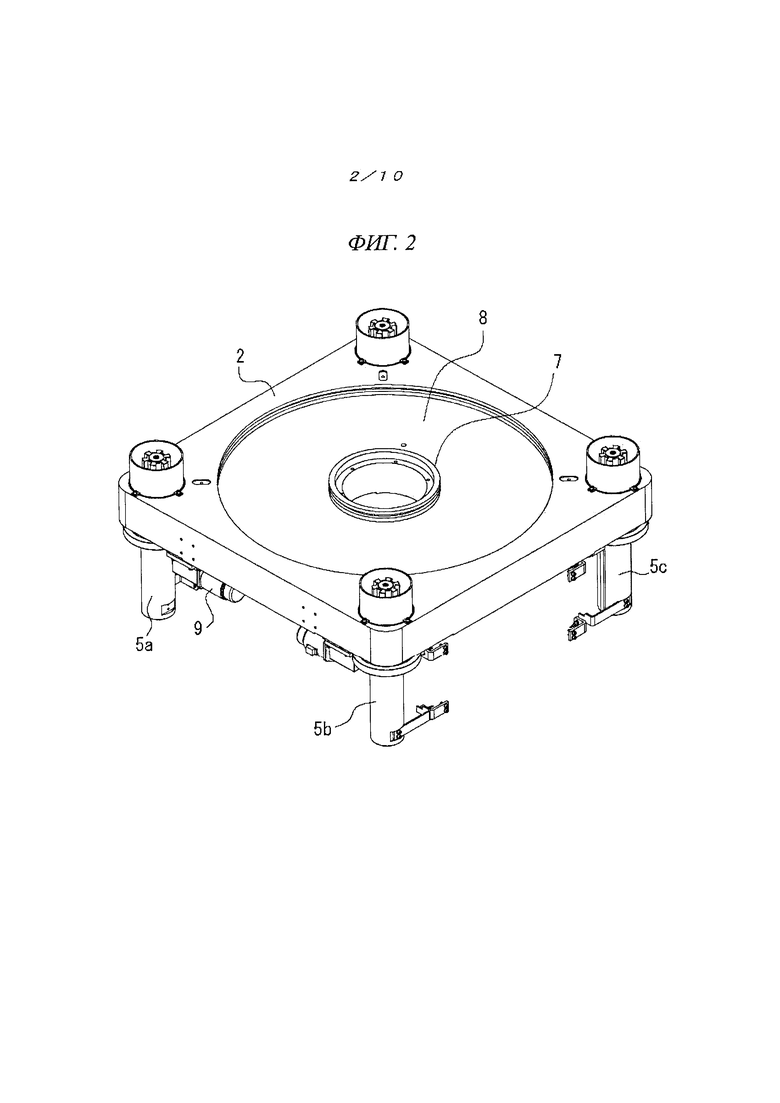
на фиг. 2 - основная плита установки, показанной из фиг. 1, вид в перспективе;
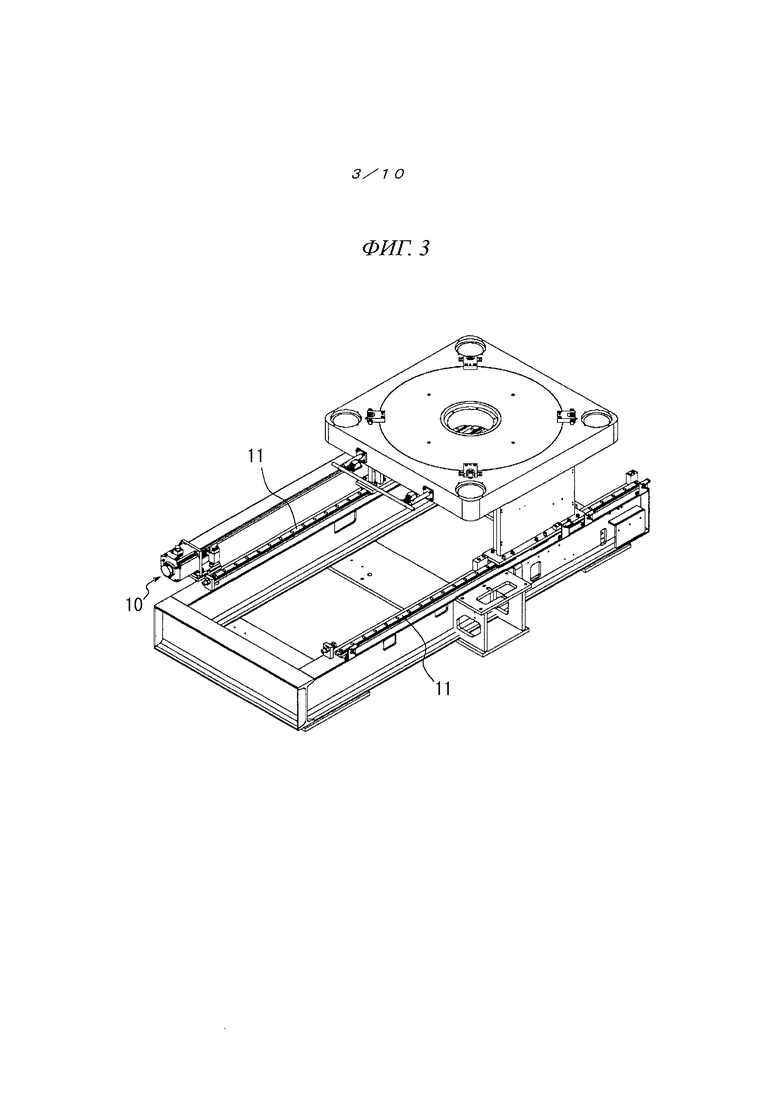
на фиг. 3 - направляющая установки, показанной из фиг. 1, вид в перспективе;
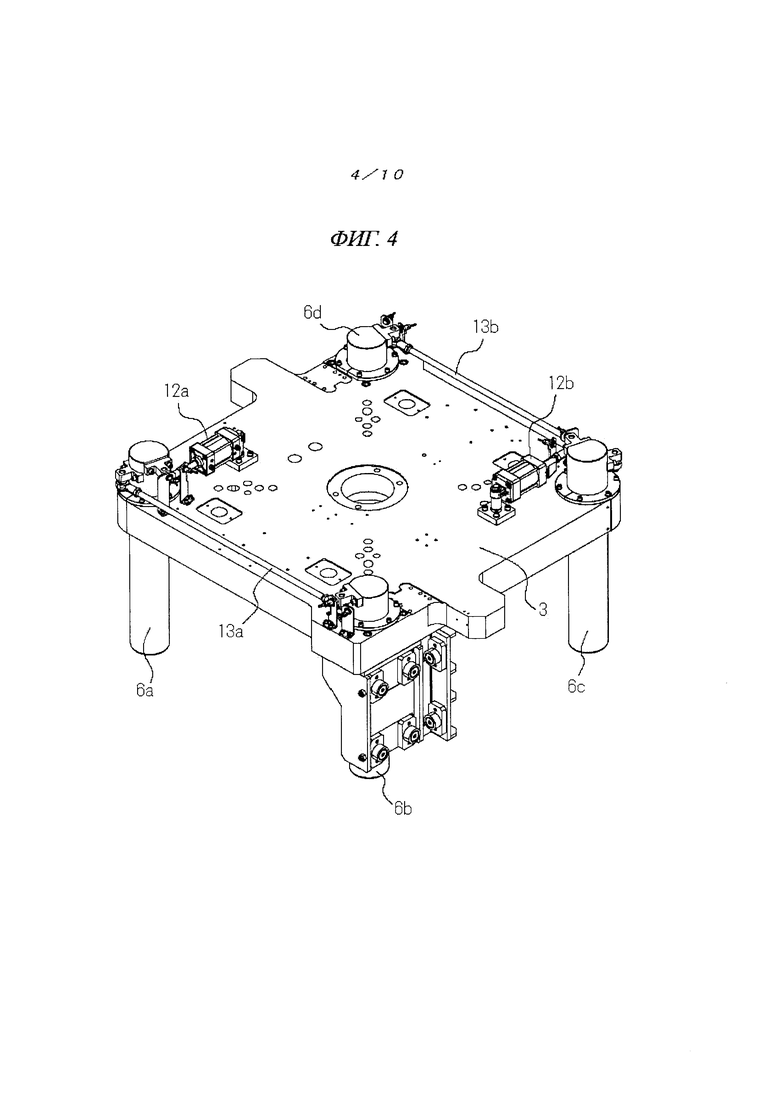
на фиг. 4 - опорная плита установки, показанной из фиг. 1, вид в перспективе;
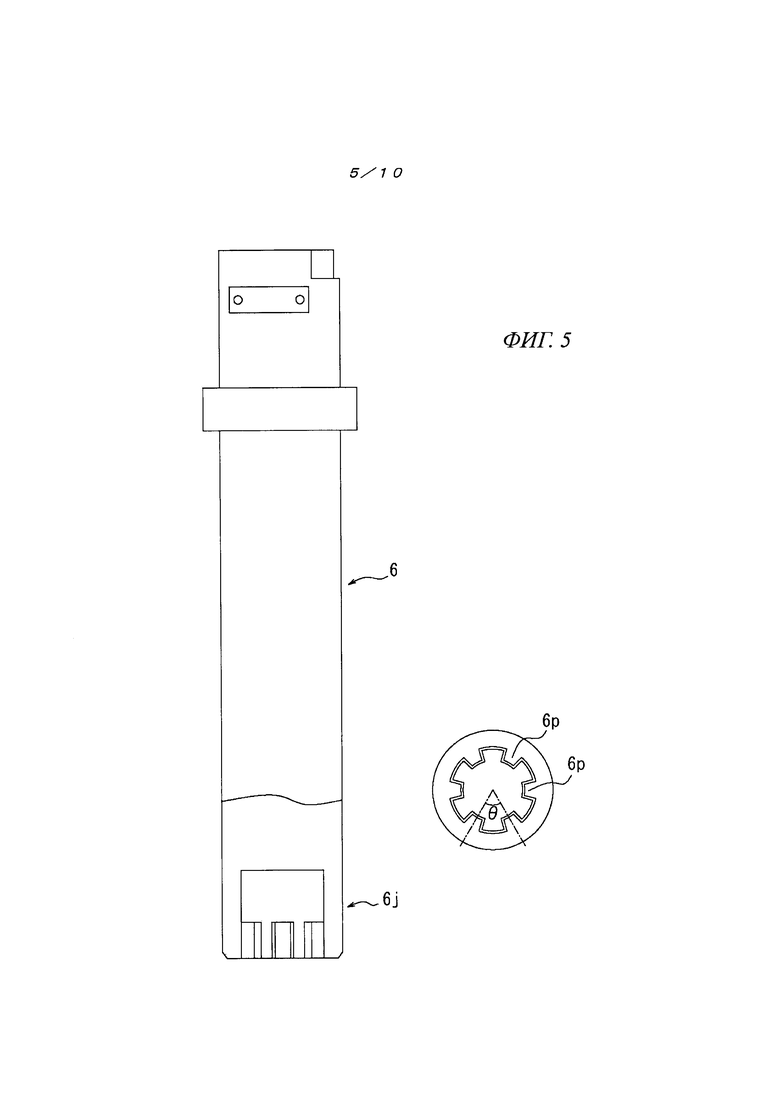
на фиг. 5 - верхняя штанга установки, показанной из фиг. 1, виды спереди и снизу;
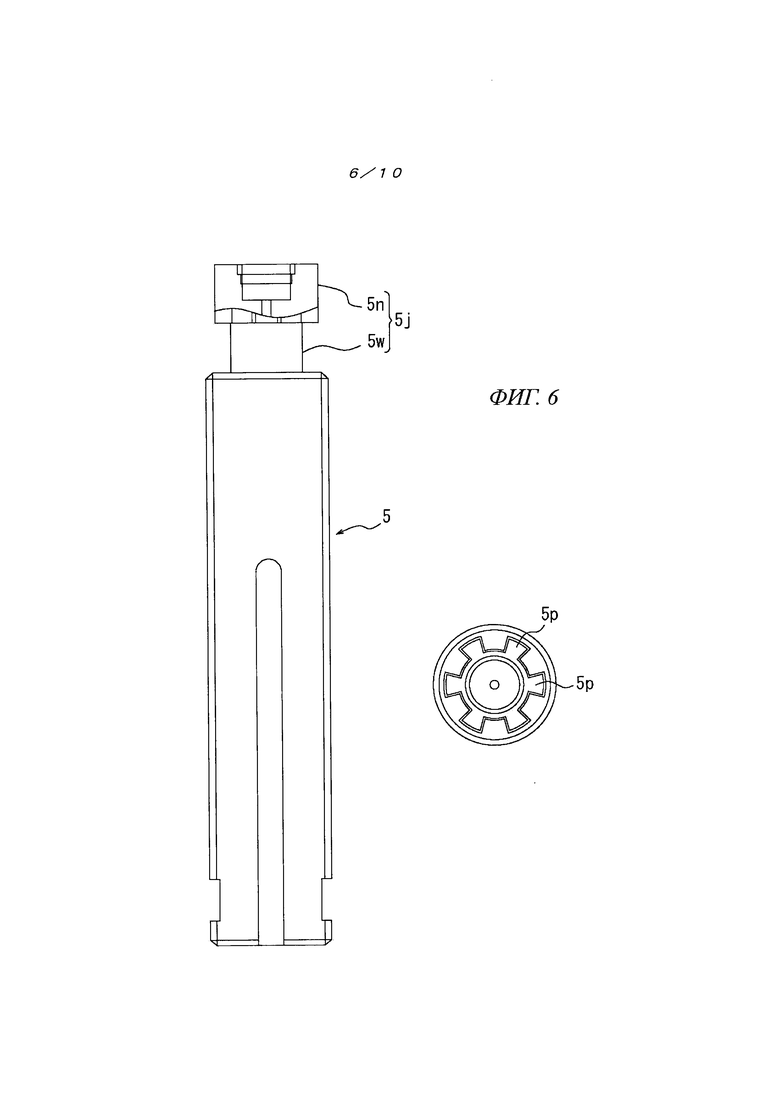
на фиг. 6 - нижняя штанга установки, показанной из фиг. 1, виды спереди и сверху;
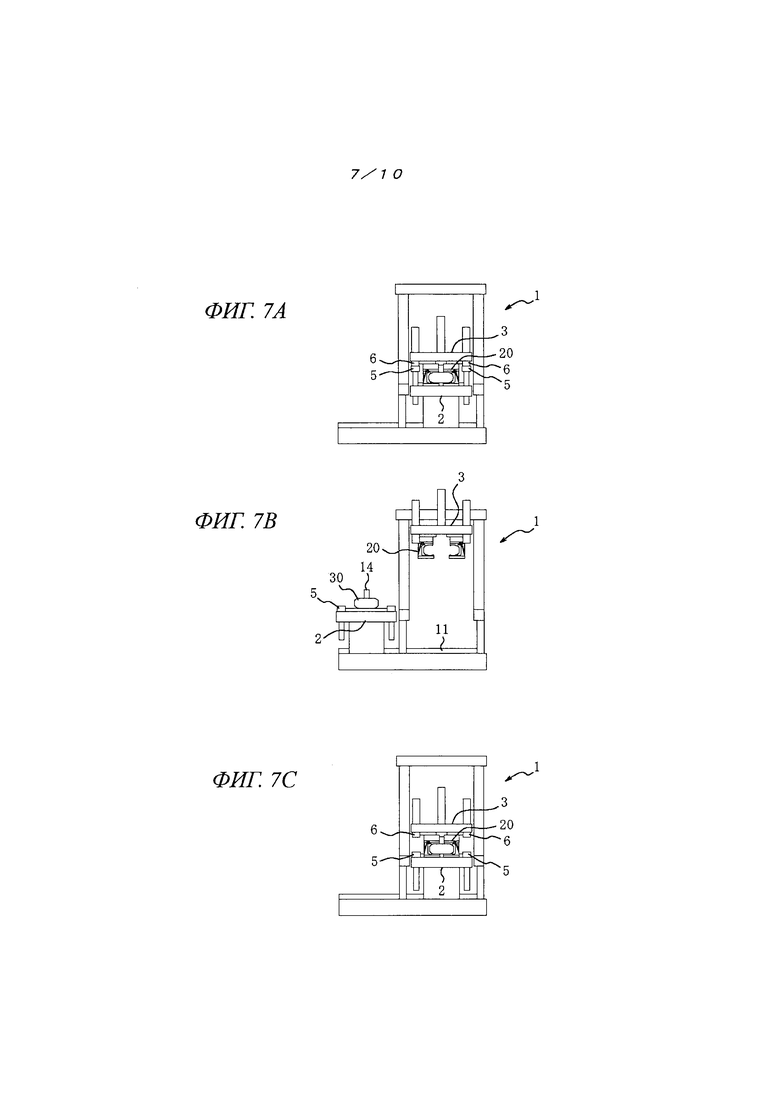
на фиг. 7А-7К показаны варианты осуществления способа замены компонента в оборудовании пресс-формы для вулканизации шины в соответствии с изобретением.
Варианты осуществления изобретения
Установка для вулканизации шины (далее установка), представленная на фиг. 1, содержит основную плиту 2, которая удерживает оборудование пресс-формы для вулканизации шины (не показано, далее просто оборудование пресс-формы); опорную плиту 3, расположенную над оборудованием пресс-формы и обращенную в сторону основной плиты 2. При этом опорная плита 3 и основная плита 2 расположены по обе стороны от оборудования пресс-формы для его закрытия во время вулканизации шины. Установка также содержит подъемный механизм для подъема и опускания опорной плиты 3, в этом варианте выполнения имеющий гидравлический цилиндр 4; а также соединительное устройство для соединения оборудования пресс-формы с опорной плитой 3, причем в этом варианте выполнения соединительное устройство содержит кольцо на опорной плите 3 и стержень, выступающий от кольца в оборудование пресс-формы.
Кроме того, установка 1 содержит несколько нижних штанг 5 (четыре нижние штанги 5а-5d в этом варианте выполнения), закрепленных на основной плите 2 с возможностью их подъема и опускания относительно этой плиты 2, как показано на фиг. 2; несколько верхних штанг 6 (четыре верхние штанги 6а-6d в данном варианте выполнения), закрепленных на опорной плите 3 с возможностью соединения с нижними штангами 5, как показано на фиг. 4; и средство соединения штанг, обеспечивающее соединение и разъединение верхней штанги 6 с нижней штангой 5.
Загрузочное устройство (не показано), которое перемещает невулканизированную шину к установке 1, расположено с левой (на фиг. 1) стороны от установки 1, а разгрузочное устройство (не показано), которое перемещает вулканизированную шину от установки 1, расположено с правой (на фиг. 1) стороны от установки 1.
Основная плита 2 прикреплена к раме каркаса установки 1. Как показано на фиг. 2, для позиционирования оборудования пресс-формы в центре верхней поверхности основной плиты 2 выполнено кольцо 7, вокруг которого расположена нагревательная пластина 8.
По углам основной плиты 2 выполнены четыре отверстия. С нижними частями соответствующих отверстий шарнирно соединены гайки. Каждую гайку вращает сервомотор 9. Вокруг отверстий основной плиты 2 расположены кожухи для защиты от пыли и повреждения.
Через отверстия основной плиты 2 проходят нижние штанги 5, на поверхности каждой из которых нарезана резьба, входящая в зацепление с указанными гайками.
Сервомоторы 9 могут вращать гайки в углах основной плиты 2, обеспечивая подъем и опускание нижних штанг 5 за счет взаимодействия резьбы на штангах с резьбой в гайках.
Как показано на фиг. 3, основная плита 2 может быть выполнена с возможностью скольжения посредством приводного устройства, например, гидроцилиндра 10, по направляющим 11, которые проходят в направлении (горизонтальном направлении на фиг. 1), перпендикулярном направлению движения (вертикальное направление на фиг. 1) гидроцилиндра 4.
В этом случае оборудование пресс-формы может выдвигаться из положения между опорной плитой 3 и основной плитой 2, например, когда происходит замена компонента оборудования пресс-формы, в результате чего опорная плита 3 не мешает такой замене. Таким образом, в оборудовании пресс-формы, содержащем контейнер и пресс-форму с эластичным баллоном, можно снизить риск, например, выпадения контейнера, который соединен с опорной плитой 3, при замене пресс-формы, как будет описано ниже.
Как показано на фиг. 1, опорная плита 3 может перемещаться по направляющим, расположенным на боковых опорных частях каркаса рамы установки 1, вертикально вверх и вниз посредством гидроцилиндра 4, закрепленного на каркасе рамы установки 1. Как показано на фиг. 4, в центре нижней поверхности опорной плиты 3 выполнено кольцо для позиционирования оборудования пресс-формы. Вокруг кольца над теплоизоляционной пластиной установлена нагревательная пластина (не показано).
Как показано на фиг. 4, по углам опорной пластины 3 выполнены четыре отверстия. Верхние штанги 6 соединены с соответствующими отверстиями так, что они могут вращаться вокруг своей оси. Верхняя штанга 6 может вращаться вокруг своей оси, даже когда она входит в зацепление с нижней штангой 5. Верхняя штанга 6 может поворачиваться для соединения с нижней штангой 5, обеспечивая более плотное соединение с оборудованием пресс-формы, например с пресс-формой, для предотвращения ее открытия во время вулканизации шины. Таким образом, шина может быть надежно вулканизирована. Это также препятствует воздействию чрезмерного усилия на опорную плиту во время вулканизации шины и предотвращает повреждение установки в целом.
В этом варианте выполнения приводы в виде сервомоторов 12а и 12b соединены с двумя верхними штангами 6а and 6с. Две другие верхние штанги 6b и 6d соединены посредством прямых валов 13а и 13b с соответствующими верхними штангами 6а и 6с, к которым присоединены сервомоторы. В результате верхние штанги 6а и 6b вращаются синхронно вокруг своих осей с помощью сервомотора 12а, а верхние штанги 6с и 6d аналогично синхронно вращаются с помощью сервомотора 12b. Таким образом, благодаря синхронизации верхних штанг может быть осуществлено надежное соединение между верхней штангой 6 и нижней штангой 5.
Верхнюю штангу вместо сервомотора может приводить в движение пневмоцилиндр или каждая из верхних штанг может приводиться в движение отдельным сервомотором.
Сервомоторы 12а и 12b могут быть снабжены датчиком, который регистрирует, входит ли верхняя штанга в зацепление 6 с нижней штангой 5, или нет. Гидроцилиндр 4 выполнен с возможностью подъема или опускания опорной плиты 3, когда верхняя штанга 6 входит в зацепление с нижней штангой 5. Таким образом, когда верхняя штанга 6 соединена с нижней штангой 5, гидроцилиндр 4 предотвращает случайный подъем или опускание опорной плиты 3, надежно предохраняя от повреждения выступы 5р нижней штанги 5 и выступы 6р верхней штанги 6.
Во время вулканизации шины оборудование пресс-формы размещают между основной плитой 2 и опорной плитой 3 установки 1, показанной на фиг. 1. Оборудование пресс-формы состоит из таких компонентов, как пресс-форма, эластичный баллон и контейнер. Пресс-форма выполнена с возможностью создания рисунка протектора, маркировки и т.п. Эластичный баллон расположен в пресс-форме и расширяется для прижатия невулканизированной шины к стенке пресс-формы до тех пор пока невулканизированная шина не вулканизируется. Контейнер содержит пресс-форму и препятствует ее расширению во время вулканизации.
Оборудование пресс-формы устанавливают соосно с кольцом 7 основной плиты 2, показанной на фиг. 2, и кольцом опорной плиты 3. Компонент оборудования пресс-формы может быть закреплен на опорной плите 3 посредством выступающего стержня, проходящего из кольца на опорной плите 3 через оборудование пресс-формы. Таким образом, кольцо и стержень опорной плиты 3 могут образовывать средство для соединения компонента оборудования пресс-формы с опорной плитой 3.
Нижняя поверхность оборудования пресс-формы соприкасается с нагревательной пластиной 8 основной плиты 2, а верхняя поверхность оборудования пресс-формы прилегает или соприкасается с нагревательной пластиной опорной плиты 3. Невулканизированная шина в оборудовании пресс-формы может вулканизироваться при подаче тепла на нагревательные пластины на время вулканизации шины.
Для облегчения выемки и установки компонента оборудования пресс-формы на опорной плите 3 может быть иметься средство (не изображено) для направления пресс-формы и компонента оборудования пресс-формы. Средство для направления оборудования пресс-формы может быть выполнено с возможностью установки в верхней поверхности компонента оборудования пресс-формы. Например, средство для направления оборудования пресс-формы может быть выполнено сужающимся на конус в радиальном направлении компонента оборудования пресс-формы.
Установка 1 может использовать контейнеры различной высоты и диаметра. Если контейнер заменяется другим, имеющим другую высоту, то вертикальное положение опорной плиты 3 должно быть отрегулировано.
Установка для вулканизации шины в этом случае может регулировать вертикальное положение опорной плиты точно и быстро в соответствии с высотой компонента оборудования пресс-формы.
Средство соединения штанг образовано углублением 6j на нижнем конце верхней штанги 6, как показано на фиг. 5, и выступом 5j на верхнем конце нижней штанги 5, как показано на фиг. 6.
Как показано на фиг. 5, углубление 6j на нижнем конце верхней штанги 6 находится по центру нижней поверхности. Как показано на фиг. 5, вид снизу, выступы (шесть выступов 6р в этом варианте выполнения) выполнены по контуру углубления. Угловые интервалы между выступами 6р в окружном направлении одинаковы и составляют угол θ (60° в данном случае). Выступы 6р проходят в сторону оси верхней штанги 6. Длина выступов 6р в осевом направлении штанги меньше глубины (длина в осевом направлении штанги) углубления.
Как показано на фиг. 6, на выступе 5j на верхнем конце нижней штанги 5 выполнено сужение 5w и головка 5n. Диаметр сужения 5w меньше диаметра головки 5n. На головке 5n выполнены выступы 5р (шесть выступов в данном варианте выполнения), проходящие радиально наружу от оси нижней штанги 5.
Выступы 5р нижней штанги 5 выполнены с возможностью введения между выступами 6р верхней штанги 6, вращая упомянутую штангу 6 вокруг своей оси для совмещения фаз вращения нижней штанги 5 и верхней штанги 6 вокруг своих осей. Когда выступы 5р нижней штанги 5 помещены глубоко между выступами 6р верхней штанги 6, выступ 5j нижней штанги 5 входит в зацепление с углублением 6j верхней штанги 6, вращая упомянутую штангу 6 вокруг своей оси на угол θ/2. Таким образом, нижняя 5 и верхняя штанга 6 могут соединиться. В этом варианте выполнения верхняя штанга 6 автоматически вращается для соединения с нижней штангой 5 после того, как они войдут друг в друга.
Средство соединения штанг в этом варианте выполнения выполнено для соединения верхней и нижней штанг друг с другом, позволяя верхней штанге вращаться вокруг своей оси после того, как нижняя штанга состыкуется с верхней штангой. Конструкция средства соединения штанг может быть упрощена, а верхняя и нижняя штанги могут иметь жесткое соединение.
Несмотря на то, что верхняя штанга 6 имеет углубление 6j с выступами 6р, нижняя штанга 5 имеет выступ 5j с выступами 5р в данном варианте выполнения. В нижней штанге может быть выполнено подобное углубление, а в верхней штанге может быть выполнен подобный выступ.
Далее будет описан пример осуществления способа замены установленного в установке 1 компонента оборудования пресс-формы, содержащего контейнер с камерой и пресс-формой.
Как показано на фиг. 7А, в начале процесса замены контейнер 20, который является одним из компонентов оборудования пресс-формы, закрепляется между основной плитой 2 и опорной плитой 3.
Вначале, когда верхняя штанга 6 и нижняя штанга 5 соединены, верхняя штанга 6 разъединяется с нижней штангой 5. Например, сервомотор вращает каждую из верхних штанг 6 вокруг своей оси на половину углового расстояния (θ/2) между выступами 6р верхней штанги. Затем каждая из нижних штанг 5 опускается, как показано на фиг. 7B, позволяя сервомотору 9 вращать каждую из гаек основной плиты 2, как показано на фиг. 2.
Если пресс-форма 30 закреплена на основной плите 2, после того как средство для соединения компонента оборудования пресс-формы отделяет пресс-форму от контейнера 20, то гидроцилиндром 4 поднимают опорную плиту 3, как показано на фиг. 7B. Затем центрирующий стержень 14 разблокируется и опускается, позволяя основной плите 2 освободить пресс-форму 30.
Если основная плита 2 выполнена с возможностью скольжения по направляющим 11, процесс отделения пресс-формы может быть выполнен с выдвижением основной плиты 2, как показано на фиг. 7B. Таким образом, опорная плита 3 не будет препятствовать процессу отделения, и поэтому он будет выполнен легко и безопасно.
После того как основная плита 2 освободит пресс-форму 30, опорная плита 3 снова опускается, как показано на фиг. 1С. Когда опорная плита 3 соприкоснется с контейнером 20, средство для соединения компонента оборудования пресс-формы отделяет контейнер 20 от опорной плиты 3, и средство для соединения компонента оборудования пресс-формы соприкасается с пресс-формой 30 и контейнером 20.
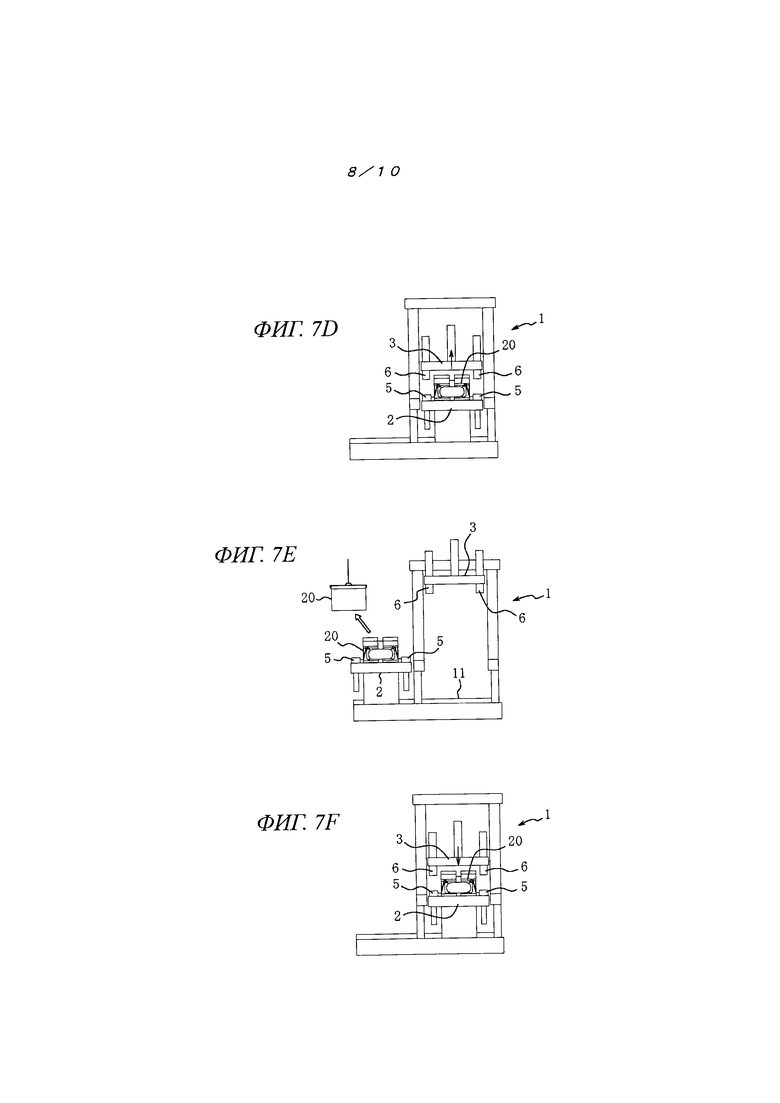
Для замены компонента оборудования пресс-формы, когда контейнер с пресс-формой 30 полностью заменяется после того, как средство для соединения компонента оборудования пресс-формы отделяет контейнер 20 от опорной плиты 3, гидроцилиндром 4 поднимают опорную плиту 3, как показано на фиг. 7D.
Если контейнер 20 компонента оборудования пресс-формы не заменяется, а заменяются только пресс-форма 30 и эластичный баллон, то пресс-форму 30 отсоединяют от контейнера 20, после чего гидроцилиндром 4 поднимают опорную плиту 3, причем контейнер 20 и опорная плита 3 остаются соединенными. Таким образом, контейнер 20 поднимается вместе с опорной плитой 3.
Затем компонент оборудования пресс-формы (например, контейнер 20 с пресс-формой или пресс-форма 30 с эластичным баллоном) снимается с основной плиты 2 и на нее устанавливается новый компонент.
Если компонент оборудования пресс-формы, содержащий контейнер 20, полностью заменяется, то кран-балкой или подобным устройством можно снять и установить контейнер, как показано на фиг. 7Е. Если контейнер 20 не заменяется, а заменяются только эластичный баллон и пресс-форма 30, то пресс-форму 30 извлекают и устанавливают, поддерживая ее снизу так, чтобы эластичный баллон не мог отделиться от нижней части пресс-формы 30.
Таким образом, извлекается и устанавливается контейнер с пресс-формой или эластичный баллон вместе с пресс-формой. Иными словами, один или несколько компонентов оборудования пресс-формы заменяются одновременно, в результате чего такая замена компонентов оборудования пресс-формы является эффективной и может быть выполнена легко и быстро.
Если основная плита 2 выполнена с возможностью скольжения по направляющим 11, то извлечение и установку компонента оборудования пресс-формы выполняют с основной плиты 2, выдвинутой, как показано на фиг. 7Е.
Как показано на фиг. 7F, гидроцилиндром 4 опускают опорную плиту 3. На этой стадии, когда контейнер 20 заменяется контейнером другой высоты, вертикальное положение опорной плиты 3 должно быть отрегулировано. Например, регулировка заканчивается, когда опорная плита 3 соприкасается с контейнером 20.
Регулировка вертикального положения опорной плиты в зависимости от высоты заменяемого компонента оборудования пресс-формы может быть выполнена точно и быстро путем регулировки вертикального положения опорной плиты указанным способом.
Затем, как показано на фиг. 7G, пресс-форму соединяют с контейнером 20.
Как показано на фиг. 7Н, все нижние штанги 5 поднимают с помощью сервомотора 9, вращающего каждую из гаек на основной плите 2, как показано на фиг. 2. Затем выступы 5р нижней штанги 5 помещаются между выступами 6р верхней штанги 6.
Затем, как показано на фиг. 4, верхние штанги 6а и 6b поворачиваются вокруг своей оси на половину углового расстояния (θ/2) между выступами 6р посредством сервомотора 12а, как показано на фиг. 7I, и верхние штанги 6с и 6d поворачиваются вокруг своей оси на половину углового расстояния (θ/2) между выступами 6р посредством сервомотора 12b, как показано на фиг. 7I. Таким образом, выступ 5j нижней штанги 5 входит в зацепление с углублением 6j верхней штанги 6, соединяя нижнюю штангу 5 с верхней штангой 6. В этом варианте выполнения после введения нижней штанги 5 в верхнюю штангу 6 верхняя штанга 6 автоматически вращается для соединения нижней штанги 5.
Такой компонент оборудования пресс-формы, как пресс-форма, закрепляется более надежно посредством соединения нижней штанги 5 с верхней штангой 6, в результате чего пресс-форма может быть дополнительно защищена от расширения во время вулканизации шины. Таким образом, шина может быть надежно вулканизирована. Кроме того, в процессе вулканизации шины может быть исключено чрезмерное усилие, прилагаемое к опорной плите для предотвращения повреждения установки в целом.
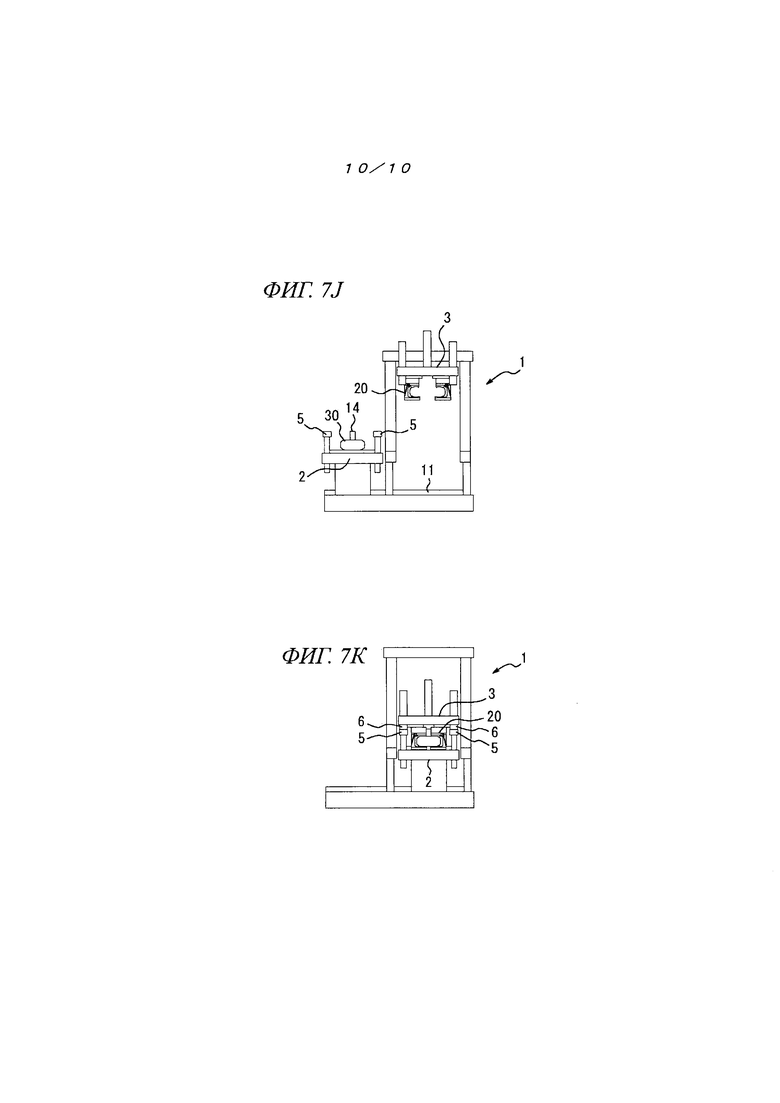
После соединения нижней штанги 5 с верхней штангой 6 опорную плиту 3 снова поднимают, как показано на фиг. 7J, при этом пресс-форма отсоединяется от контейнера 20 с помощью средства для соединения компонента устройства пресс-формы. Центровочный стержень 14 поднимается и проходит через кольцо 7 на основной плите 2 и пресс-форму 30. Таким образом, пресс-форма 30 может быть закреплена на основной плите 2. После того как этот процесс завершится, желательно переместить основную плиту 2 по направляющим 11.
После закрепления пресс-формы на основной плите 2 опорную плиту 3 снова опускают для соединения пресс-формы 30 с контейнером 20, как показано на фиг. 7К.
Описанным способом может заменяться любой компонент оборудования пресс-формы для вулканизации шины.
Ссылочные обозначения
1 - Установка для вулканизации шины
2 - Основная плита
3 - Опорная плита
4 - Гидроцилиндр (Подъемное устройство)
5 (5а, 5b, 5с и 5d) - Нижние штанги
5j - Выступ (Средство соединения штанг)
5w - Сужение
5n - Головка
5р - Выступ
6 (6а, 6b, 6с и 6d) - Верхние штанги
6j - Углубление (Средство для соединения штанг)
6р - Выступ
7 - Кольцо
8 - Нагревательная пластина
9 - Сервомотор
10 - Гидроцилиндр
11 - Направляющие
12а и 12b - Сервомотор
13а и 13b - Прямой вал
14 - Центровочный стержень
20 - Контейнер (Компонент оборудования пресс-формы для вулканизации шины)
30 - Пресс-форма (Компонент оборудования пресс-формы для вулканизации шины)
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО И СПОСОБ ВУЛКАНИЗАЦИИ ШИН | 2020 |
|
RU2781632C1 |
| СПОСОБ, ЛИНИЯ ВУЛКАНИЗАЦИИ, УСТРОЙСТВО ОБРАБОТКИ ДАННЫХ И СООТВЕТСТВУЮЩИЙ ЭЛЕКТРОННЫЙ БЛОК ДЛЯ УПРАВЛЕНИЯ ВУЛКАНИЗАЦИОННЫМИ УСТРОЙСТВАМИ ДЛЯ ИЗГОТОВЛЕНИЯ ШИН | 2017 |
|
RU2752344C2 |
| ШИНА С ПРЕДВАРИТЕЛЬНО СФОРМИРОВАННЫМ ПРОТЕКТОРОМ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2014 |
|
RU2628864C2 |
| УСТРОЙСТВО И СПОСОБ ВУЛКАНИЗАЦИИ ШИН | 2019 |
|
RU2770778C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ШИН ДЛЯ КОЛЕС ТРАНСПОРТНЫХ СРЕДСТВ | 2020 |
|
RU2814919C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ ЭТИКЕТОК НА ШИНЫ ДЛЯ КОЛЕС ТРАНСПОРТНЫХ СРЕДСТВ | 2016 |
|
RU2683737C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ И ВУЛКАНИЗАЦИИ ШИНЫ ДЛЯ КОЛЕС ТРАНСПОРТНОГО СРЕДСТВА | 2003 |
|
RU2327569C2 |
| Устройство для вулканизации резинового низа обуви | 1981 |
|
SU1028524A1 |
| ПРЕСС ДЛЯ РЕЗИНОТЕХНИЧЕСКИХ ИЗДЕЛИЙ | 1992 |
|
RU2033329C1 |
| СПОСОБ КОНТРОЛЯ КАЧЕСТВА ИЗГОТОВЛЕНИЯ ШИН И УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ШИН | 2015 |
|
RU2693361C2 |
Изобретение относится к способу замены компонента оборудования пресс-формы для вулканизации шины. Техническим результатом является более надежное закрепление сменного компонента. Технический результат достигается способом замены компонента оборудования пресс-формы для вулканизации шины, составляющего часть этого оборудования и расположенного между основной и опорной плитами установки для вулканизации шины. Причем опорная плита расположена над основной плитой и обращена в ее сторону. При этом способ включает в себя этапы, на которых поднимают опорную плиту, когда она разъединена с указанным компонентом, заменяют компонент, опускают опорную плиту для регулировки ее вертикального положения, соединяют опорную плиту с компонентом, поднимают установленную на основной плите нижнюю штангу для ее стыковки с установленной на опорной плите верхней штангой, вращают только верхнюю штангу соосно нижней штанге до тех пор, пока они не состыкуются. 3 з.п. ф-лы, 14 ил.
1. Способ замены компонента оборудования пресс-формы для вулканизации шины, составляющего часть этого оборудования и расположенного между основной и опорной плитами установки для вулканизации шины, причем опорная плита расположена над основной плитой и обращена в ее сторону, при этом способ включает в себя этапы, на которых:
поднимают опорную плиту, когда она разъединена с указанным компонентом;
заменяют компонент;
опускают опорную плиту для регулировки ее вертикального положения;
соединяют опорную плиту с компонентом;
поднимают установленную на основной плите нижнюю штангу для ее стыковки с установленной на опорной плите верхней штангой;
вращают только верхнюю штангу соосно нижней штанге до тех пор, пока они не состыкуются.
2. Способ по п. 1, в котором упомянутый компонент представляет собой контейнер, содержащий эластичный баллон и пресс-форму.
3. Способ по п. 1, в котором упомянутый компонент представляет собой пресс-форму с эластичным баллоном.
4. Способ по любому из пп. 1-3, в котором соединение между нижней и верхней штангами осуществляют посредством соосного вращения верхней штанги, чтобы она вошла в зацепление с нижней штангой.
| JP H09123178 A, 13.05.1997 | |||
| JP H09169030 A, 30.06.1997 | |||
| JP 2001001346 A1, 09.01.2001 | |||
| Устройство для вулканизации покрышек пневматических шин | 1983 |
|
SU1151471A1 |
| ФОРМА И СПОСОБ ИЗГОТОВЛЕНИЯ ПОКРЫШКИ ШИНЫ | 1993 |
|
RU2116197C1 |

