Область техники
[0001]
Настоящее изобретение относится к устройству вулканизации шин и способу вулканизации шин и, в частности, относится к устройству вулканизации шин и способу вулканизации шин, которые позволяют c большей надежностью закрывать пресс-форму для вулканизации шин и изготавливать шину превосходного качества.
Предпосылки создания изобретения
[0002]
В процессе изготовления шины невулканизированную шину вулканизируют в закрытой пресс-форме. Пресс-форма секционного типа состоит из верхней боковой пресс-формы, нижней боковой пресс-формы и множества секторных пресс-форм, и пресс-формы закрывают таким образом, чтобы они находились в тесном контакте друг с другом (см., например, патентный документ 1).
[0003]
Каждую секторную пресс-форму прижимают к центральному механизму движущимся вниз кольцом контейнера и собирают в кольцевую конфигурацию. Каждую секторную пресс-форму, собранную в кольцевую конфигурацию, и нижнюю боковую пресс-форму собирают таким образом, чтобы они находились в тесном контакте друг с другом. С другой стороны, верхняя боковая пресс-форма перемещается вверх и вниз вместе с верхней плитой, прикрепленной к верхней поверхности верхней боковой пресс-формы. Когда верхняя плита размещена ниже опорной плиты, к которой прикреплено кольцо контейнера, верхняя поверхность верхней плиты прижимается вниз опорной плитой в закрытом состоянии пресс-формы.
[0004]
При возникновении зазора между секторными пресс-формами в закрытом состоянии пресс-формы невулканизированная резина невулканизированной шины, расположенной на боку внутри пресс-формы, вытекает из зазора, что влияет на качество вулканизированной шины. Таким образом, в устройстве вулканизации с такой структурой необходимо более плотно прижимать секторные пресс-формы с помощью кольца контейнера, чтобы предотвращать возникновение зазора между секторными пресс-формами. Для этого при закрытии пресс-форм верхняя плита не должна ограничивать перемещение вниз опорной плиты, и давление на каждую секторную пресс-форму кольцом контейнера должно иметь больший приоритет над давлением на верхнюю плиту со стороны опорной плиты.
[0005]
Соответственно, существует вероятность возникновения зазора между нижней поверхностью опорной плиты и верхней поверхностью верхней плиты. Чем больше зазор, тем больше перемещение верхней боковой пресс-формы вверх вместе с верхней плитой, когда к невулканизированной шине прикладывается внутреннее давление в процессе вулканизации, и между верхней поверхностью каждой из секторных пресс-форм, собранных в кольцевую конфигурацию, и нижней поверхностью верхней боковой пресс-формы создается зазор. Иными словами, пресс-формы не могут надежно удерживаться в закрытом состоянии без зазоров. В результате на верхней боковой части в вулканизированной шине образуется ступенька вследствие зазора между верхней поверхностью каждой из секторных пресс-форм и нижней поверхностью верхней боковой пресс-формы. Из-за разницы в наличии или отсутствии этой ступеньки в верхней боковой части и нижней боковой части вулканизированной шины можно улучшить качество шины.
Список библиографических ссылок
Патентная литература
[0006]
Патентный документ 1: JP 63-54212 A
Изложение сущности изобретения
Техническая проблема
[0007]
Целью настоящего изобретения является обеспечение устройства вулканизации шин и способа вулканизации шин, позволяющих с большей надежностью закрывать пресс-форму для вулканизации шин и изготавливать шину превосходного качества.
Решение проблемы
[0008]
Для достижения описанной выше цели устройство вулканизации шин в соответствии с вариантом осуществления настоящего изобретения включает в себя: сегменты, соответственно прикрепленные к наружной кольцевой поверхности каждой из множества секторных пресс-форм, расположенных в кольцевой конфигурации; верхнюю плиту, прикрепленную к верхней поверхности верхней боковой пресс-формы; нижнюю плиту, прикрепленную к нижней поверхности нижней боковой пресс-формы; кольцо контейнера, расположенное на наружной кольцевой стороне сегментов; опорную плиту, расположенную над верхней плитой и соединенную с кольцом контейнера, и механизм создания давления, выполненный с возможностью перемещения опорной плиты вверх и вниз. При перемещении опорной плиты вниз секторные пресс-формы собираются в кольцевую конфигурацию между верхней плитой и нижней плитой, и секторные пресс-формы закрываются при их расположении по вертикали между верхней боковой пресс-формой и нижней боковой пресс-формой. Устройство вулканизации шин включает в себя: соединительный корпус, расположенный между опорной плитой и кольцом контейнера, для соединения опорной плиты и кольца контейнера, и блок подачи текучей среды, выполненный с возможностью подачи текучей среды под давлением. В состоянии, в котором кольцо контейнера удерживается с возможностью скольжения в вертикальном направлении относительно опорной плиты посредством соединительного корпуса, а вертикальное положение опорной плиты удерживается в закрытом положении пресс-формы, при перемещении кольца контейнера вниз относительно опорной плиты посредством текучей среды под давлением, подаваемой блоком подачи текучей среды, секторные пресс-формы собираются в кольцевую конфигурацию для закрытия, причем верхнюю боковую пресс-форму прижимают к верхним поверхностям секторных пресс-форм.
[0009]
Способ вулканизации шины в соответствии с вариантом осуществления настоящего изобретения включает: прикрепление сегментов соответственно к наружной кольцевой поверхности каждой из множества секторных пресс-форм, расположенных в кольцевой конфигурации; прикрепление верхней плиты к верхней поверхности верхней боковой пресс-формы; прикрепление нижней плиты к нижней поверхности нижней боковой пресс-формы; размещение кольца контейнера на наружной кольцевой стороне сегментов; размещение над верхней плитой опорной плиты, с которой соединено кольцо контейнера; установку невулканизированной шины на нижнюю боковую пресс-форму в положении на боку; объединение секторных пресс-форм в кольцевую конфигурацию между верхней плитой и нижней плитой путем перемещения вниз опорной плиты в положение готовности к закрытому положению пресс-формы с помощью механизма создания давления и закрытие секторных пресс-форм при расположении секторных пресс-форм вертикально между верхней боковой пресс-формой и нижней боковой пресс-формой для внутреннего размещения невулканизированной шины; и вулканизацию невулканизированной шины путем приложения к невулканизированной шине давления и тепла. В состоянии, в котором опорная плита перемещается вниз из положения готовности и удерживается в закрытом положении пресс-формы путем соединения опорной плиты и кольца контейнера с соединительным корпусом, расположенным между опорной плитой и кольцом контейнера, и обеспечения с помощью соединительного корпуса удержания кольца контейнера с возможностью скольжения в вертикальном направлении относительно опорной плиты путем перемещения кольца контейнера вниз относительно опорной плиты за счет создания давления текучей среды, подаваемой из блока подачи текучей среды, секторные пресс-формы собираются в кольцевую конфигурацию для закрытия, причем верхнюю боковую пресс-форму прижимают к верхним поверхностям секторных пресс-форм.
Преимущества изобретения
[0010]
В соответствии с вариантом осуществления настоящего изобретения при перемещении опорной плиты вниз с помощью механизма создания давления и удержании опорной плиты в закрытом положении пресс-формы секторные пресс-формы, верхнюю боковую пресс-форму и нижнюю боковую пресс-форму по существу закрываются. Кроме того, при отдельном перемещении кольца контейнера, которое удерживается соединительным корпусом с возможностью скольжения в вертикальном направлении относительно опорной плиты, вниз относительно опорной плиты с использованием текучей среды под давлением секторные пресс-формы собираются в кольцевую конфигурацию и закрываются, при этом верхнюю боковую пресс-форму прижимают к верхним поверхностям секторных пресс-форм. В результате в состоянии, когда секторные пресс-формы прижимаются к верхней боковой пресс-форме и нижней боковой пресс-форме и зажаты между ними, при этом опорная плита удерживается в закрытом положении пресс-формы, даже в том случае, когда между смежными секторными пресс-формами в направлении вдоль окружности может существовать зазор, секторные пресс-формы могут быть собраны в кольцевую конфигурацию без зазора за счет дополнительного отдельного перемещения кольца контейнера вниз. В это время, поскольку вертикальное положение опорной плиты поддерживается в закрытом положении пресс-формы, пресс-формы могут надежно находиться в закрытом состоянии. Соответственно, на этапе вулканизации в редких случаях возникают различия в оформлении обеих боковых частей шины, и можно изготовить шину превосходного качества.
Краткое описание графических материалов
[0011]
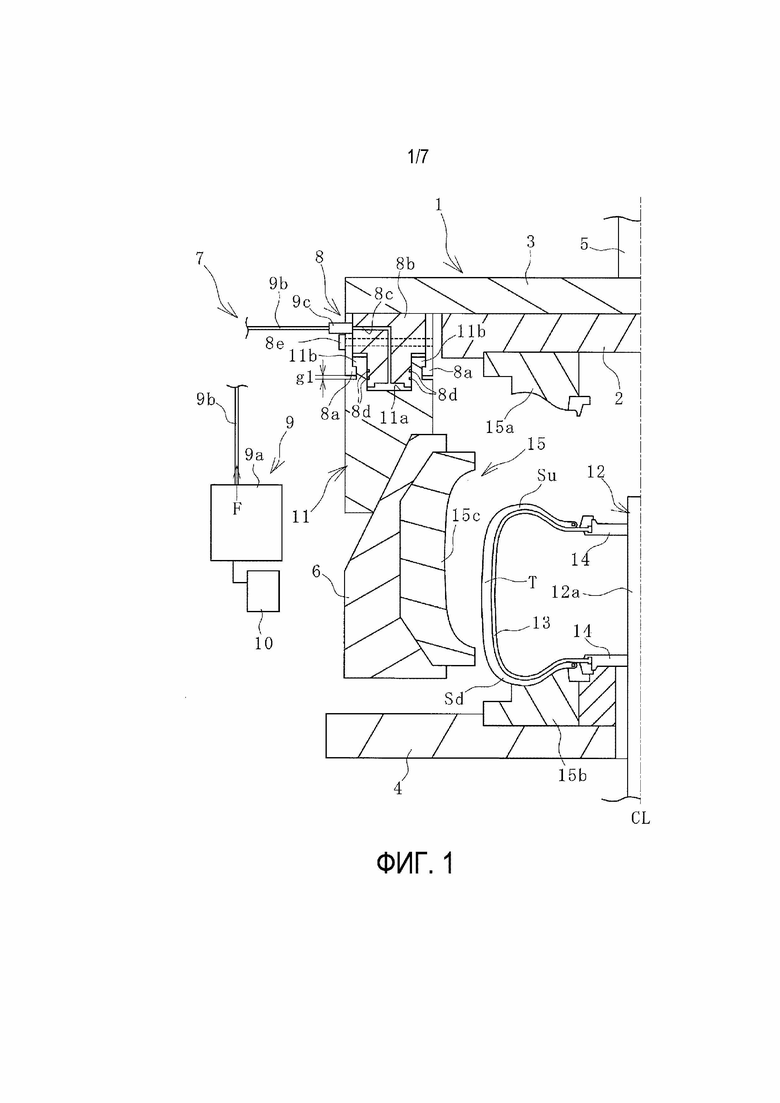
На ФИГ. 1 представлена пояснительная схема, в которой на виде в продольном поперечном сечении проиллюстрирована левая половина устройства вулканизации шин в соответствии с вариантом осуществления настоящего изобретения в открытом состоянии пресс-формы.
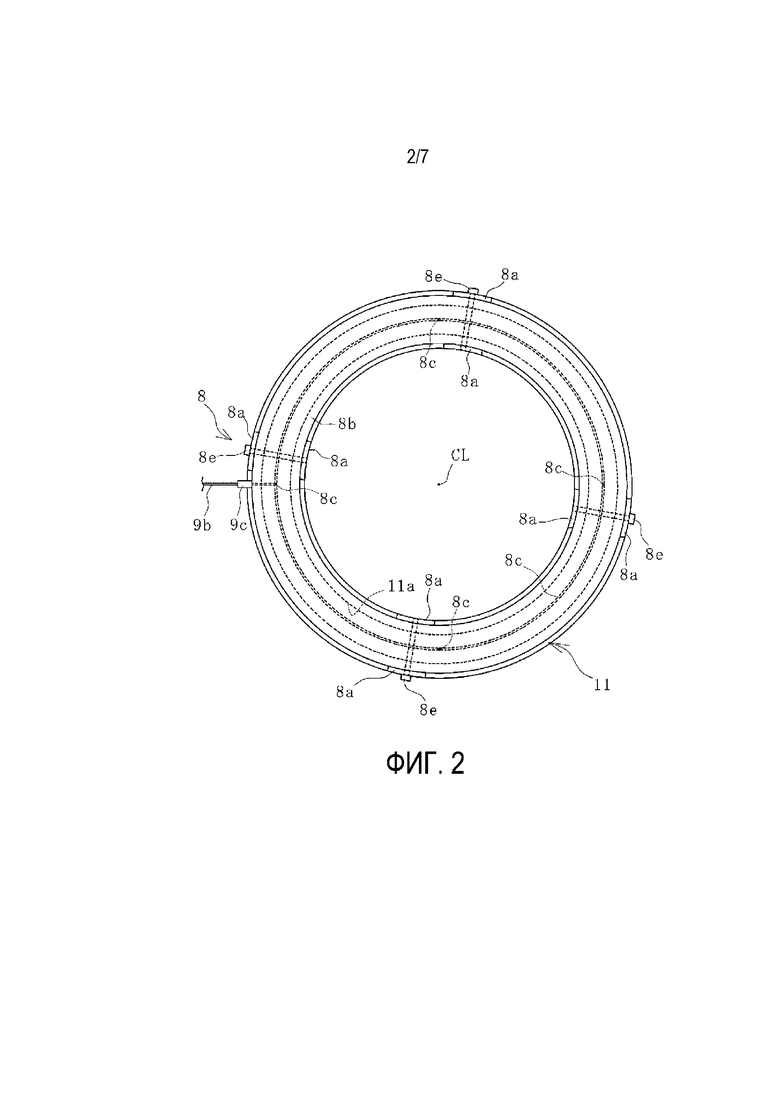
На ФИГ. 2 представлена пояснительная схема, на которой проиллюстрирован вид в горизонтальной проекции соединительного корпуса и кольца контейнера, показанных на ФИГ. 1.
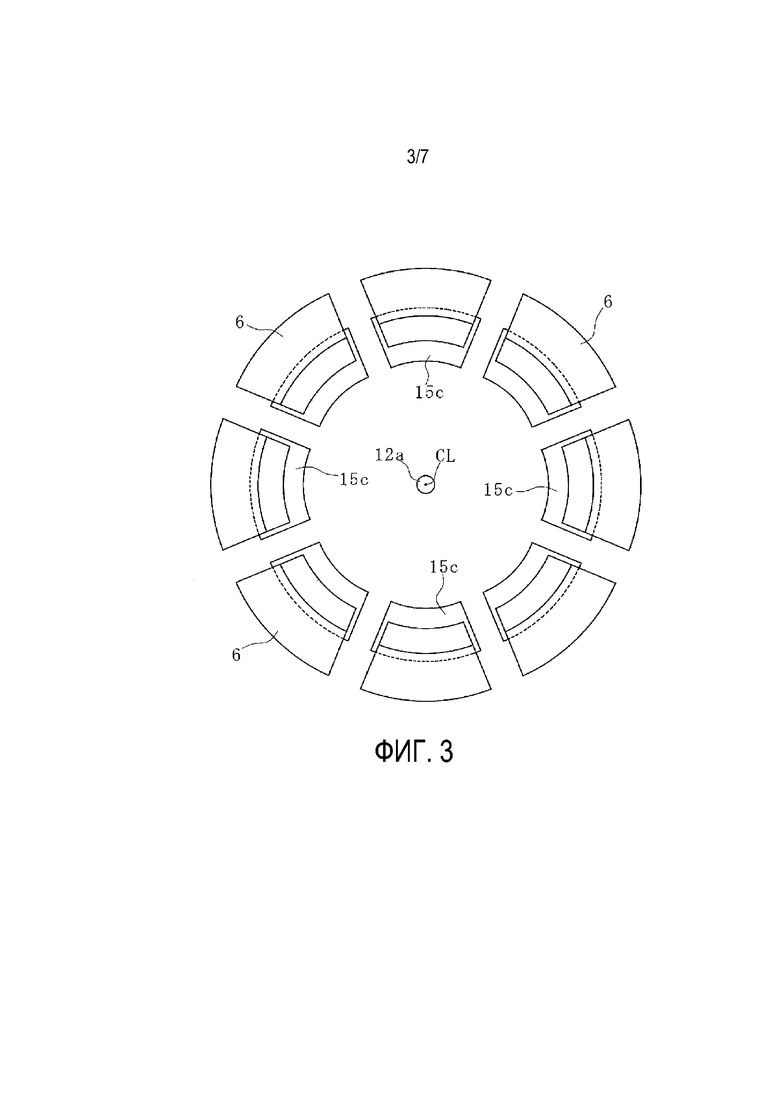
На ФИГ. 3 представлена пояснительная схема, на которой проиллюстрирован вид в горизонтальной проекции секторных пресс-форм и сегментов, показанных на ФИГ. 1.
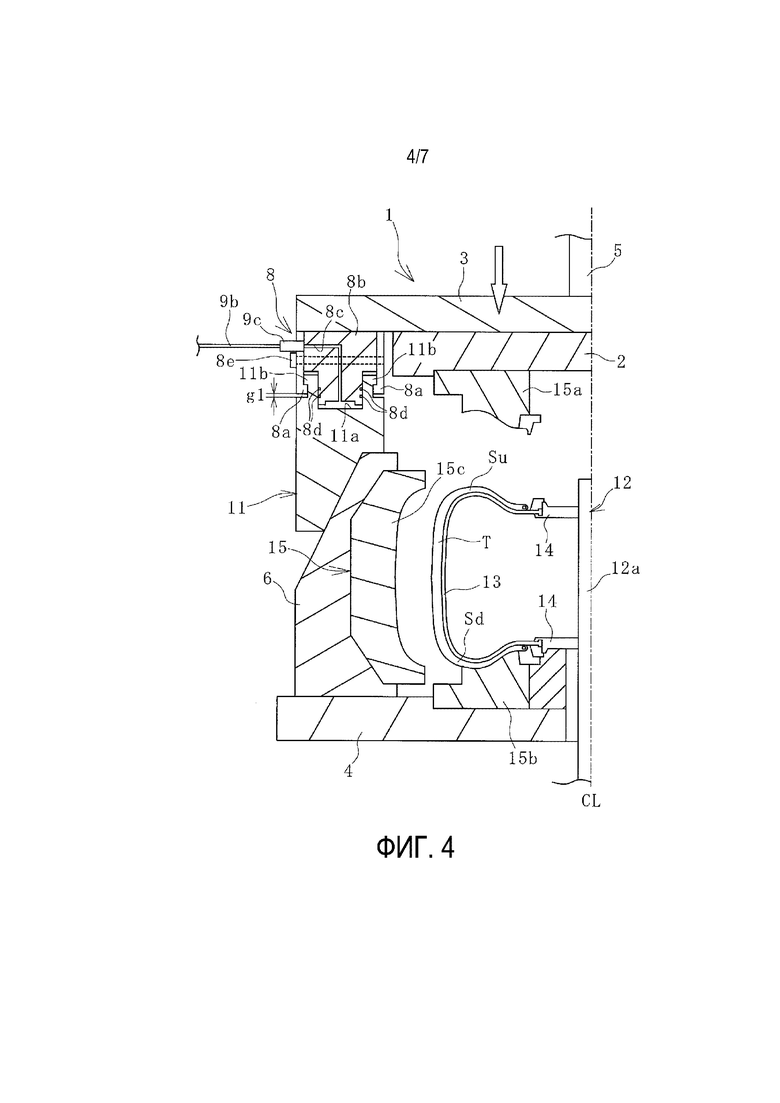
На ФИГ. 4 представлена пояснительная схема, в которой на виде в продольном поперечном сечении проиллюстрировано состояние, в котором опорная плита, изображенная на ФИГ. 1, перемещается вниз, а каждый из сегментов размещен на нижней плите.
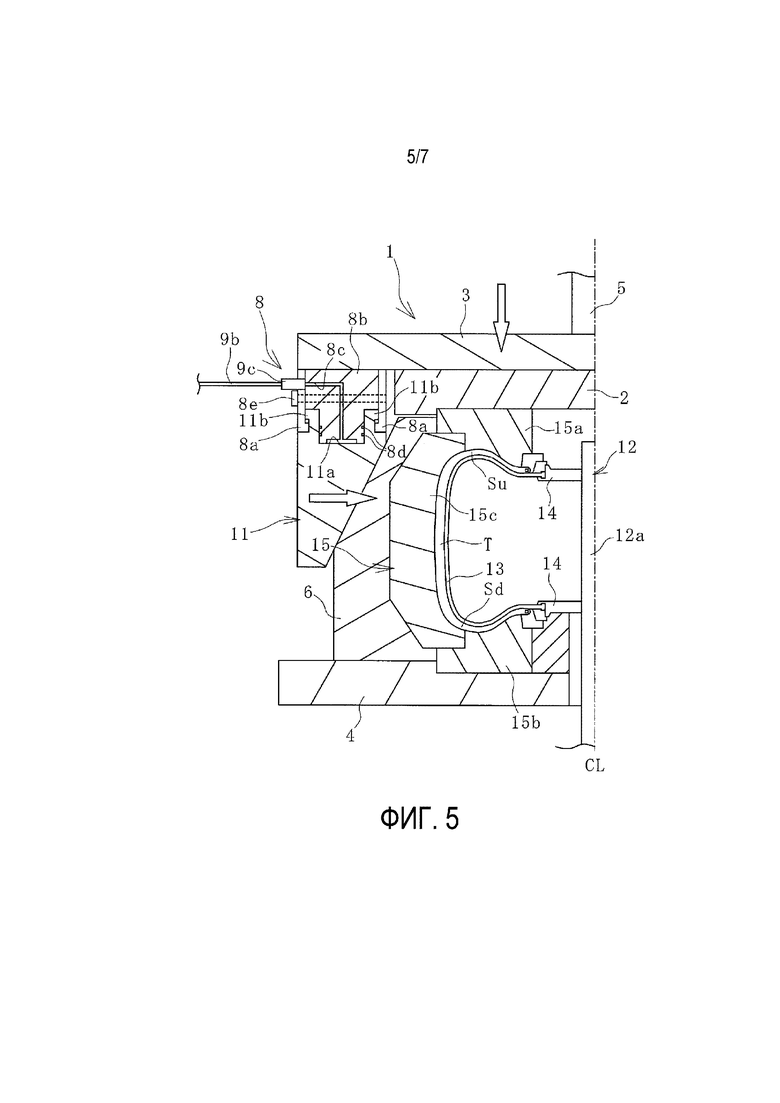
На ФИГ. 5 представлена пояснительная схема, в которой на виде в продольном поперечном сечении проиллюстрировано состояние, в котором опорная плита, изображенная на ФИГ. 4, перемещается дальше вниз к закрытому положению пресс-формы.
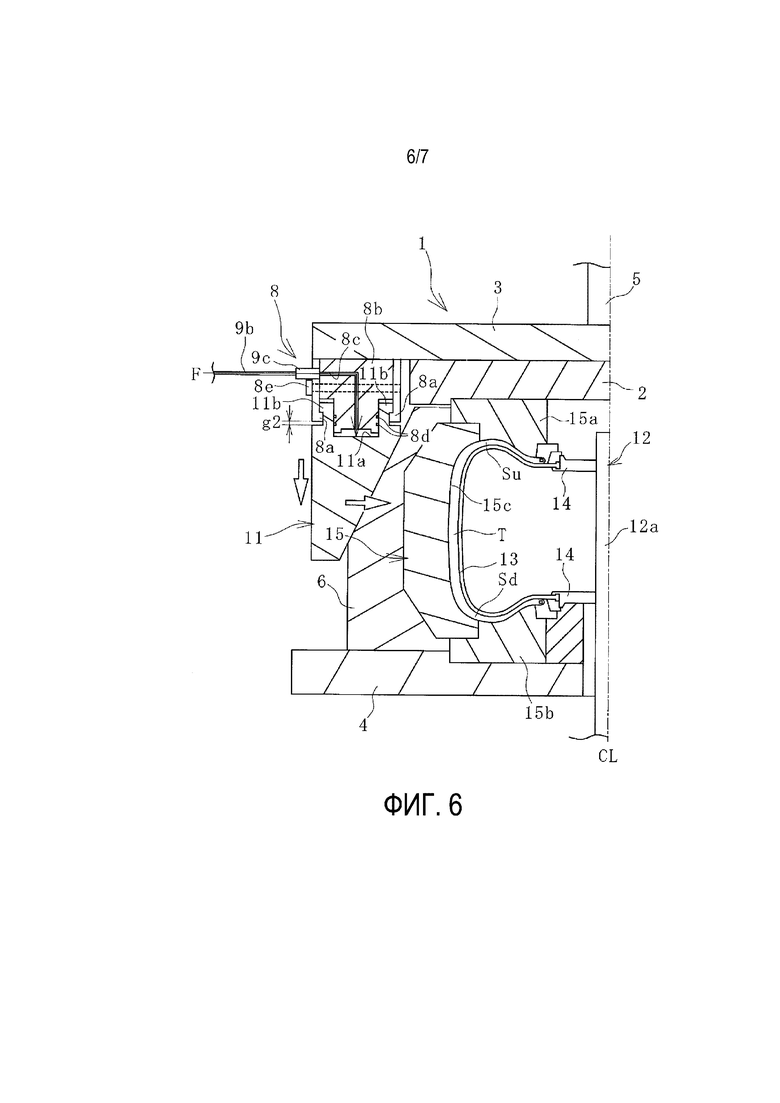
На ФИГ. 6 представлена пояснительная схема, в которой на виде в продольном поперечном сечении проиллюстрировано состояние, в котором кольцо контейнера перемещается дальше вниз, а пресс-формы закрыты.
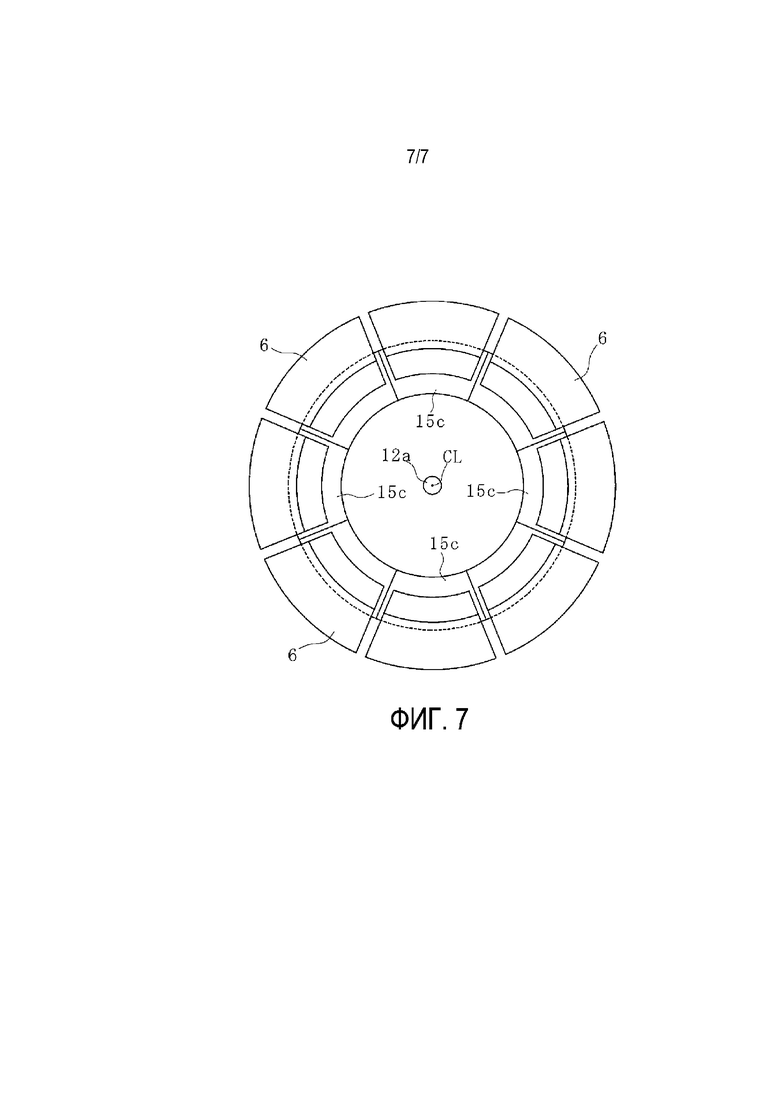
На ФИГ. 7 представлена пояснительная схема, на которой показан вид в горизонтальной проекции секторных пресс-форм и сегментов, показанных на ФИГ. 6.
Описание вариантов осуществления
[0012]
В настоящем документе устройство вулканизации шин и способ вулканизации шин настоящего изобретения будут описаны ниже на основе варианта осуществления, показанного на графических материалах.
[0013]
Устройство 1 вулканизации шин (далее называемое устройством 1 вулканизации) в соответствии с вариантом осуществления настоящего изобретения, показанным на ФИГ. 1-3, включает в себя множество сегментов 6, верхнюю плиту 2, нижнюю плиту 4, кольцо 11 контейнера, опорную плиту 3, соединенную с кольцом 11 контейнера, механизм 5 создания давления, выполненный с возможностью перемещения опорной плиты 3 вверх и вниз, и центральный механизм 13, расположенный в центральной части на виде в горизонтальной проекции нижней плиты 4. Кроме того, устройство 1 вулканизации включает в себя механизм 7 скольжения вверх-вниз, который может работать отдельно от механизма 5 создания давления, для обеспечения скольжения кольца 11 контейнера отдельно в вертикальном направлении относительно опорной плиты 3.
[0014]
Пресс-форму 15 для вулканизации шины (далее называемую пресс-формой 15) прикрепляют к устройству 1 вулканизации. Пресс-форма 15 включает в себя кольцевую верхнюю боковую пресс-форму 15a, кольцевую нижнюю боковую пресс-форму 15b и множество секторных пресс-форм 15c. Невулканизированную шину T помещают внутрь пресс-формы 15 и устанавливают на нижнюю боковую пресс-форму 15b в положении на боку. На ФИГ. 1 и 3 показана пресс-форма 15 в открытом состоянии.
[0015]
Центральная стойка 12a, которая является составной частью центрального механизма 12, расположена в центре CL верхней боковой пресс-формы 15a и нижней боковой пресс-формы 15b. Дискообразные зажимные части 14 прикреплены к центральной стойке 12a с интервалами по вертикали. Верхний концевой участок и нижний концевой участок цилиндрической вулканизационной диафрагмы 13 захватываются соответствующими зажимными частями 14.
[0016]
Верхняя поверхность верхней боковой пресс-формы 15a прикреплена к верхней плите 2, при этом она обращена к нижней поверхности верхней плиты 2. Верхняя боковая пресс-форма 15a выполнена таким образом, что верхнюю боковую часть Su невулканизированной шины T в положении на боку вулканизируют с помощью нижней поверхности верхней боковой пресс-формы 15a. Верхняя плита 2 перемещается вверх и вниз вместе с верхней боковой пресс-формой 15a.
[0017]
Нижнюю поверхность нижней боковой пресс-формы 15b прикрепляют к нижней плите 4, при этом она обращена к верхней поверхности нижней плиты 4. Нижняя боковая пресс-форма 15b выполнена таким образом, что нижнюю боковую часть Sd невулканизированной шины T в положении на боку вулканизируют с помощью верхней поверхности нижней боковой пресс-формы 15b. Нижнюю плиту 4 неподвижно прикрепляют к нижнему опорному основанию.
[0018]
Сегменты 6 располагают в кольцевой конфигурации вокруг центрального механизма 12 (центра CL). Наружную кольцевую поверхность секторной пресс-формы 15c прикрепляют к внутренней кольцевой стороне каждого из сегментов 6, при этом она обращена к внутренней кольцевой стороне сегмента 6. Наружная кольцевая поверхность каждого из сегментов 6 имеет наклон, проходящий вверх от наружной кольцевой стороны к внутренней кольцевой стороне. Секторная пресс-форма 15c выполнена таким образом, что участок протектора невулканизированной шины Т в положении на боку вулканизируют с помощью внутренней кольцевой поверхности секторной пресс-формы 15c.
[0019]
Круговое кольцо 11 контейнера представляет собой кольцевое тело вокруг центрального механизма 12 (центра CL) и перемещается вверх и вниз по наружной кольцевой стороне сегментов 6, расположенных в кольцевой конфигурации. Кольцо 11 контейнера перемещается вверх и вниз, и, таким образом, внутренняя кольцевая наклонная поверхность кольца 11 контейнера и наружная кольцевая наклонная поверхность каждого из сегментов 6 скользят в контакте друг с другом. Затем наружная кольцевая поверхность каждого из сегментов 6 прижимается внутренней кольцевой поверхностью кольца 11 контейнера, которое перемещается вниз, и, таким образом, каждая из секторных пресс-форм 15c перемещается близко к центру CL кольца вместе с сегментом 6.
[0020]
Опорную плиту 3 располагают над верхней плитой 2 и соединяют посредством описанного ниже соединительного корпуса 8 с верхней концевой частью кольца 11 контейнера. Механизм 5 создания давления соединяют с верхней поверхностью опорной плиты 3. В качестве механизма 5 создания давления можно использовать цилиндрический механизм, такой как гидравлический цилиндр. Перемещение вперед/назад цилиндрического стержня механизма 5 создания давления в вертикальном направлении позволяет опорной плите 3 перемещаться вверх и вниз.
[0021]
В настоящем варианте осуществления механизм 7 скольжения вверх-вниз включает в себя соединительный корпус 8, расположенный между опорной плитой 3 и кольцом 11 контейнера, блок 9 подачи текучей среды, выполненный с возможностью подачи текучей среды F под давлением, и блок 10 управления, выполненный с возможностью регулирования давления подачи текучей среды F под давлением. Блок 9 подачи текучей среды включает в себя источник 9a подачи, включая резервуар для хранения текучей среды F под давлением и насосный приводной механизм, подводящий трубопровод 9b, проходящий от источника 9a подачи, и часть 9c, выполненную с возможностью отсоединения, прикрепленную к торцевому концу подводящего трубопровода 9b. В качестве текучей среды F под давлением можно использовать различные типы жидкости, такие как гидравлическое масло и вода, а также различные типы газа, такие как воздух, но можно использовать и несжимаемую жидкость. Удобно использовать текучую среду F под давлением, протекающую по гидравлической трубе или пневматической трубе, которая предварительно предусмотрена в устройстве 1 вулканизации.
[0022]
Соединительный корпус 8 включает в себя участок 8a приведения в контакт наружной кольцевой стороны и участок 8a приведения в контакт внутренней кольцевой стороны, которые выступают вниз от нижней поверхности опорной плиты 3, и круговое дистанционное кольцо 8b, выступающее вниз между участками 8a приведения в контакт. Участок 8a приведения в контакт наружной кольцевой стороны и участок 8a приведения в контакт внутренней кольцевой стороны расположены в четырех местоположениях, равномерно разнесенных в направлении вдоль окружности опорной плиты 3. Каждый из участков 8a, 8 приведения в контакт и дистанционное кольцо 8b соединяют с помощью фиксатора 8e, такого как болт, который проходит через участок 8a приведения в контакт наружной кольцевой стороны, дистанционное кольцо 8b и участок 8a приведения в контакт внутренней кольцевой стороны для обеспечения связи. Участки 8a, 8a приведения в контакт располагают в четырех местоположениях, но не ограничиваются ими, и их располагают, например, в трех или более местоположениях. Нижний концевой участок дистанционного кольца 8b представляет собой кольцевой выступ, а уплотнительное кольцо 8b проходит в направлении вдоль окружности на боковых поверхностях кольцевого выступа.
[0023]
Кроме того, внутри дистанционного кольца 8b формируют проток 8c, по которому протекает текучая среда F под давлением. Проток 8c проходит в кольцевой конфигурации вдоль дистанционного кольца 8b, как показано на ФИГ. 2, и открывается к нижней торцевой поверхности дистанционного кольца 8b во множестве местоположений, разделенных в направлении вдоль окружности (в четырех местоположениях с равными интервалами в 90° в направлении вдоль окружности в настоящем варианте осуществления), как показано на ФИГ. 1. Участок 9c, выполненный с возможностью отсоединения, прикрепляют с возможностью отсоединения к отверстию протока 8c на наружной кольцевой поверхности дистанционного кольца 8b. Участок 9c, выполненный с возможностью отсоединения, устанавливают на отверстии, и, таким образом, подводящий трубопровод 9b и проток 8c приводятся в сообщение друг с другом. Часть 9c, выполненную с возможностью отсоединения, при необходимости устанавливают на отверстии протока 8c на наружной кольцевой поверхности соединительного корпуса 8, и она не требует постоянного монтажа на этом отверстии.
[0024]
Участок 11a кольцевой канавки непрерывно продолжается по всему направлению вдоль окружности, и выступающие вверх участки 11b приведения в контакт образуются на верхней поверхности кольца 11 контейнера. Кольцевой выступ, образующий нижний концевой участок дистанционного кольца 8b, вставляют в участок 11a кольцевой канавки. Кольцевой выступ вставляют в участок 11a кольцевой канавки, и, таким образом, между нижней поверхностью кольцевого выступа дистанционного кольца 8b и нижней поверхностью участка 11a кольцевой канавки кольца 11 контейнера образуется кольцевое пространство с высокой воздухонепроницаемостью (водонепроницаемостью), сообщающееся с протоком 8c. Следует отметить, что на боковых поверхностях участка 11a кольцевой канавки может быть предусмотрено уплотнительное кольцо 8d.
[0025]
Участок 11a приведения в контакт внутренней кольцевой стороны и участок 11b приведения в контакт наружной кольцевой стороны кольца 11 контейнера соответственно входят в контакт с соответствующими участками 8a, 8a приведения в контакт соединительного корпуса 8. В результате дистанционное кольцо 8b и кольцо 11 контейнера смыкаются с возможностью скольжения посредством соответствующих участков 8a, 8a приведения в контакт. Другими словами, кольцо 11 контейнера удерживается соединительным корпусом 8 с возможностью скольжения в вертикальном направлении относительно опорной плиты 3. В открытом состоянии пресс-формы, показанном на ФИГ. 1, кольцо 11 контейнера подвешено под собственным весом посредством соединительного корпуса 8, при этом обеспечен заранее определенный максимальный зазор g1 в вертикальном направлении относительно соединительного корпуса 8. В результате кольцо 11 контейнера удерживается с возможностью скольжения вверх и при этом ограничивается от скольжения вниз относительно опорной плиты 3.
[0026]
Когда текучую среду F под давлением подают с помощью блока 9 подачи текучей среды по подводящему трубопроводу 9a к протоку 8c соединительного корпуса 8, подаваемая текучая среда 8 под давлением накапливается между нижней поверхностью кольцевого выступа дистанционного кольца 8b и нижней поверхностью участка 11a кольцевой канавки кольца 11 контейнера. Если кольцо 11 контейнера имеет зазор в вертикальном направлении относительно соединительного корпуса 8, который меньше максимального зазора g1, или если кольцо 11 контейнера удерживается соединительным корпусом 8 без зазора, кольцо 11 контейнера перемещается вниз относительно соединительного корпуса 8 (опорной плиты 3) под действием давления, создаваемого подаваемой текучей средой F под давлением. За счет снижения давления (давления подачи), создаваемого текучей средой F под давлением, или путем сброса давления в атмосферу, кольцо 11 контейнера, которое перемещалось вниз, перемещается вверх.
[0027]
Далее будет описан пример способа изготовления пневматической шины путем вулканизации невулканизированной шины T с использованием этого устройства 1 вулканизации.
[0028]
При вулканизации невулканизированной шины T, как показано на ФИГ. 1 и 3, невулканизированную шину T в положении на боку вставляют через центральный механизм 12 при открытой пресс-форме 15 и невулканизированную шину T удерживают вулканизационной диафрагмой 13, накачанной давлением формования. Невулканизированную шину T устанавливают на нижнюю боковую пресс-форму 15b. При этом опорная плита 3 находится в положении готовности, и, как описано выше, кольцо 11 контейнера подвешено посредством соединительного корпуса 8, при этом обеспечен заданный зазор g1 в вертикальном направлении относительно соединительного корпуса 8.
[0029]
Затем, как показано на ФИГ. 4, опорная плита 3 перемещается вниз с помощью механизма 5 создания давления, и, таким образом, верхняя плита 2, верхняя боковая пресс-форма 15a, соединительный корпус 8 и кольцо 11 контейнера перемещаются вниз как единое целое. Соответственно, сегменты 6 устанавливаются на нижней плите 4. На этом этапе поддерживается заданный зазор g1 в вертикальном направлении между соединительным корпусом 8 и кольцом 11 контейнера.
[0030]
Далее, как показано на ФИГ. 5, опорная плита 3 перемещается дальше вниз с помощью механизма 5 создания давления в закрытое положение пресс-формы. На этом этапе наружная кольцевая наклонная поверхность каждого из сегментов 6 прижимается внутренней кольцевой наклонной поверхностью кольца 11 контейнера, которое перемещается вниз, и каждая из секторных форм 15c перемещается к центру CL вместе с каждым из сегментов 6.
[0031]
Кроме того, поскольку верхняя плита 2 и верхняя боковая пресс-форма 15a перемещаются вниз заодно с опорной плитой 3, верхняя боковая пресс-форма 15a прижимает верхнюю поверхность каждой из секторных пресс-форм 15c, перемещенных к центру CL. В результате секторные пресс-формы 15c собираются по существу в кольцевую конфигурацию по вертикали между верхней плитой 2 и нижней плитой 4 и размещены вертикально между верхней боковой пресс-формой 15a и нижней боковой пресс-формой 15b, а пресс-форма 15 по существу закрыта с содержащейся в ней невулканизированной шиной T.
[0032]
Когда опорная плита 3 находится в закрытом положении пресс-формы, верхняя поверхность каждой из секторных пресс-форм 15c прижимается верхней боковой пресс-формой 15a, и каждая секторная пресс-форма 15c находится в контакте под давлением с верхней боковой пресс-формой 15a и нижней боковой пресс-формой 15b. Вертикальное положение опорной плиты 3 сохраняется в закрытом положении пресс-формы.
[0033]
Кольцо 11 контейнера, прижатое к наружной кольцевой наклонной поверхности каждого из сегментов 6, зажимается между опорной плитой 3 (соединительным корпусом 8) и сегментами 6 и, таким образом, перемещается вверх относительно опорной плиты 3 (соединительного корпуса 8). Перемещение кольца 11 контейнера вверх устраняет зазор g1 в вертикальном направлении между кольцом 11 контейнера и соединительным корпусом 8. В результате, когда опорная плита 3 находится в закрытом положении пресс-формы, кольцо 11 контейнера ограничивается от скольжения вверх относительно опорной плиты 3 (соединительного корпуса 8) и удерживается с возможностью скольжения вниз посредством соединительного корпуса 8.
[0034]
В этом состоянии секторные пресс-формы 15c, верхняя боковая пресс-форма 15a и нижняя боковая пресс-форма 15b прижимаются в достаточной степени; однако секторные пресс-формы 15c, смежные друг с другом в направлении вдоль окружности, не могут быть плотно сомкнуты без зазора. Соответственно, как показано на ФИГ. 6, текучую среду F под давлением подают из блока 9 подачи текучей среды к протоку 8c соединительного корпуса 8 в положении, в котором опорная плита 3 удерживается в закрытом положении пресс-формы. Кольцо 11 контейнера отдельно перемещается вниз относительно опорной плиты 3 (соединительного корпуса 8) за счет давления подаваемой текучей среды F под давлением. На ФИГ. 6 кольцо 11 контейнера перемещается вниз относительно опорной плиты 3 (соединительного корпуса 8), и, таким образом, между кольцом 11 контейнера и соединительным корпусом 8 в вертикальном направлении возникает зазор g2 (зазор g2 ≤ зазора g1).
[0035]
В соответствии с перемещением кольца 11 контейнера вниз сегменты 6 (секторные пресс-формы 15c) прижимаются к центру CL, и секторные пресс-формы 15c плотно собираются в кольцевую конфигурацию. Другими словами, секторные пресс-формы 15c, собранные в кольцевую конфигурацию, дополнительно стягиваются с помощью механизма 7 скольжения вверх-вниз. Соответственно, секторные пресс-формы 15c прочно собираются в кольцевую конфигурацию для закрытия, при этом верхняя боковая форма 15a прижимается к верхней поверхности каждой из секторных форм 15c.
[0036]
При сохранении закрытого состояния пресс-формы внутри закрытой пресс-формы 15 вулканизационную диафрагму 13 дополнительно накачивают внутри невулканизированной шины T для приложения заданного внутреннего давления к невулканизированной шине T и невулканизированную шину T нагревают и вулканизируют при заданной температуре. Пневматическую шину получают путем вулканизации невулканизированной шины T в течение заданного периода времени.
[0037]
В процессе вулканизации невулканизированной шины T усилие для открытия пресс-формы 15 действует с внутренней стороны закрытой пресс-формы 15, однако усилию, необходимому для открытия пресс-формы, противодействует закрывающее пресс-форму усилие, создаваемое механизмом 5 создания давления и механизмом 7 скольжения вверх-вниз. Величину перемещения вниз (размер зазора g2) кольца 11 контейнера относительно опорной плиты 3 (соединительного корпуса 8) можно корректировать путем регулирования давления подачи текучей среды F под давлением с помощью блока 10 управления. Соответственно, давление подачи текучей среды F под давлением можно регулировать в соответствующем диапазоне в зависимости от предварительно уясненных условий вулканизации или т. п. вулканизируемой невулканизированной шины T.
[0038]
Даже при наличии зазора по окружности между смежными друг с другом секторными пресс-формами 15c при перемещении опорной плиты 3 вниз в закрытое положение пресс-формы с использованием механизма 5 создания давления для по существу закрытия пресс-формы 15, как описано выше, путем перемещения кольца 11 контейнера отдельно вниз с помощью механизма 7 скольжения вверх-вниз секторные пресс-формы 15c можно плотно собирать в кольцевую конфигурацию без зазора. Кроме того, даже если секторные пресс-формы 15c прижаты к центру CL с помощью механизма 7 скольжения вверх-вниз, вертикальное положение опорной плиты 3 сохраняется в закрытом положении пресс-формы. Соответственно, сохраняется состояние плотного контакта между секторными пресс-формами 15c и верхней боковой пресс-формой 15a, а также между секторными пресс-формами 15c и нижней боковой пресс-формой 15b. Таким образом, как показано на ФИГ. 7, во время вулканизации пресс-форма 15 может надежно находиться в закрытом состоянии.
[0039]
В результате можно избежать дефекта, такого как ступенька, на верхней боковой части Su изготовленной шины из-за плохого закрытия пресс-форм. Таким образом, на этапе вулканизации в редких случаях будут различия в оформлении обеих боковых частей шины, и можно изготовить шину превосходного качества. Кроме того, также можно предотвратить образование ненужных резиновых перепонок вследствие вытекания резины из зазоров между секторными пресс-формами 15c и, таким образом, улучшить качество внешнего вида шины.
[0040]
Поскольку обеспечена конфигурация, в которой текучую среду F под давлением используют при отдельном перемещении кольца 11 контейнера вниз относительно опорной плиты 3 (соединительного корпуса 8), текучую среду F под давлением при необходимости можно подавать к протоку 8c. В результате к кольцу 11 контейнера, соединительному корпусу 8, опорной плите 3 и другим компонентам постоянно не прикладывается ненужная нагрузка, что преимущественно предотвращает деформацию, износ компонентов или т. п. Кроме того, путем простого регулирования давления подачи текучей среды F под давлением можно изменять величину перемещения кольца 11 контейнера вниз, т. е. большее усилие сжатия относительно секторных пресс-форм 15c, собираемых в кольцевую конфигурацию, и преимущественно можно значительно увеличивать степень изменения. Механизм 5 создания давления и механизм 7 скольжения вверх-вниз могут соответствующим образом задавать закрывающее усилие пресс-формы, и, таким образом, преимуществом является то, что пресс-форма 15 надежно удерживается в закрытом состоянии. С другой стороны, в конфигурации, в которой кольцо 11 контейнера перемещается вниз отдельно относительно опорной плиты 3 (соединительного корпуса 8) с использованием смещающего усилия пружины или т. п., вышеупомянутого преимущества от использования жидкости F под давлением достичь невозможно.
[0041]
Механизм 7 скольжения вверх-вниз не ограничивается описанным выше вариантом осуществления. В качестве механизма 7 скольжения вверх-вниз можно использовать различные конфигурации, в которых кольцо 11 контейнера может отдельно перемещаться вниз относительно опорной плиты 3 за счет текучей среды F под давлением в состоянии, в котором кольцо 11 контейнера удерживается с возможностью скольжения в вертикальном направлении относительно опорной плиты 3, а вертикальное положение опорной плиты 3 сохраняется в закрытом положении пресс-формы.
[0042]
В настоящем варианте осуществления подводящий трубопровод 9b, по которому подают текучую среду F под давлением, соединяют в одном местоположении с соединительным корпусом 8; однако подводящий трубопровод 9b можно присоединять во множестве местоположений, разнесенных друг от друга в направлении вдоль окружности соединительного корпуса 8. Это упрощает приложение усилия, прижимающего круговое кольцо 11 контейнера посредством текучей среды F под давлением равномерно в направлении вдоль окружности. Как и в варианте осуществления, если подводящий трубопровод 9b выполнен с возможностью соединения в одном местоположении с соединительным корпусом 8, операцию присоединения/отсоединения части 9c, выполненной с возможностью отсоединения, выполняют только в одном местоположении, и, таким образом, операцию можно упростить. Источник 9a подачи не ограничен единственным источником, и текучую среду F под давлением можно подавать от множества источников 9a подачи к протоку 8b.
Перечень условных обозначений
[0043]
1 - Вулканизационное устройство
2 - Верхняя плита
2a - Фланцевый участок
3 - Опорная плита
4 - Нижняя плита
5 - Механизм создания давления
6 - Сегмент
7 - Механизм скольжения вверх-вниз
8 - Соединительный корпус
8a - Участок приведения в контакт
8b - Дистанционное кольцо
8c - Проток
8d - Уплотнительное кольцо
8e - Фиксатор
9 - Источник подачи текучей среды
9a - Источник подачи
9b - Подводящий трубопровод
9c - Съемная часть
10 - Блок управления
11 - Кольцо контейнера
11a - Участок кольцевой канавки
11b - Участок приведения в контакт
12 - Центральный механизм
12a - Центральный стержень
13 - Вулканизационная диафрагма
14 - Зажимная часть
15 - Пресс-форма
15a - Верхняя боковая пресс-форма
15b - Нижняя боковая пресс-форма
15c - Секторная пресс-форма
T - Невулканизированная шина
Su - Верхняя боковая часть
Sd - Нижняя боковая часть
g1, g2 - Зазор
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО И СПОСОБ ВУЛКАНИЗАЦИИ ШИН | 2019 |
|
RU2770778C1 |
| УСТРОЙСТВО И СПОСОБ ВУЛКАНИЗАЦИИ ШИН | 2019 |
|
RU2769269C1 |
| СПОСОБ ЗАМЕНЫ КОМПОНЕНТА ОБОРУДОВАНИЯ ПРЕСС-ФОРМЫ ДЛЯ ВУЛКАНИЗАЦИИ ШИНЫ | 2013 |
|
RU2605116C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ И ВУЛКАНИЗАЦИИ ШИНЫ ДЛЯ КОЛЕС ТРАНСПОРТНОГО СРЕДСТВА | 2003 |
|
RU2327569C2 |
| СПОСОБ И УСТРОЙСТВО ФОРМОВАНИЯ И ВУЛКАНИЗАЦИИ ШИН ДЛЯ КОЛЕС ТРАНСПОРТНЫХ СРЕДСТВ | 2000 |
|
RU2235641C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ВУЛКАНИЗАЦИИ ШИНЫ | 2012 |
|
RU2618059C2 |
| ПРЕСС-ФОРМА ДЛЯ ШИН И ПНЕВМАТИЧЕСКАЯ ШИНА | 2020 |
|
RU2781569C1 |
| СЕКЦИОННАЯ МАШИНА (ВАРИАНТЫ) | 1998 |
|
RU2198143C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ПНЕВМАТИЧЕСКИХ ШИН | 2004 |
|
RU2375186C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ШИН ДЛЯ КОЛЕС ТРАНСПОРТНЫХ СРЕДСТВ | 2020 |
|
RU2814919C2 |
Предложены устройство вулканизации шин и способ вулканизации шин, позволяющие с большей надежностью закрывать пресс-форму для вулканизации шин и обеспечивающие повышение физико-механических свойств в изготовленной шине. Кольцо (11) контейнера располагают на наружной кольцевой стороне сегментов (6), установленных на наружных кольцевых поверхностях секторных пресс-форм (15c). Опорную плиту (3) располагают над верхней плитой (2), установленной на верхней поверхности верхней боковой пресс-формы (15a). Невулканизированную шину помещают в положении на боку на нижнюю боковую пресс-форму (15b), установленную на верхней поверхности нижней плиты (4). В состоянии, в котором опорная плита (3) перемещается вниз с помощью механизма (5) создания давления и удерживается в закрытом положении пресс-формы, кольцо (11) контейнера, удерживаемое с возможностью скольжения в вертикальном направлении относительно опорной плиты (3) посредством соединительного корпуса (8), перемещается вниз с помощью подаваемой текучей среды (F) под давлением, и секторные пресс-формы (15c) собираются в кольцевую конфигурацию для закрытия. Верхнюю боковую пресс-форму (15a) прижимают к верхним поверхностям секторных пресс-форм (15c). 2 н. и 3 з.п. ф-лы, 7 ил.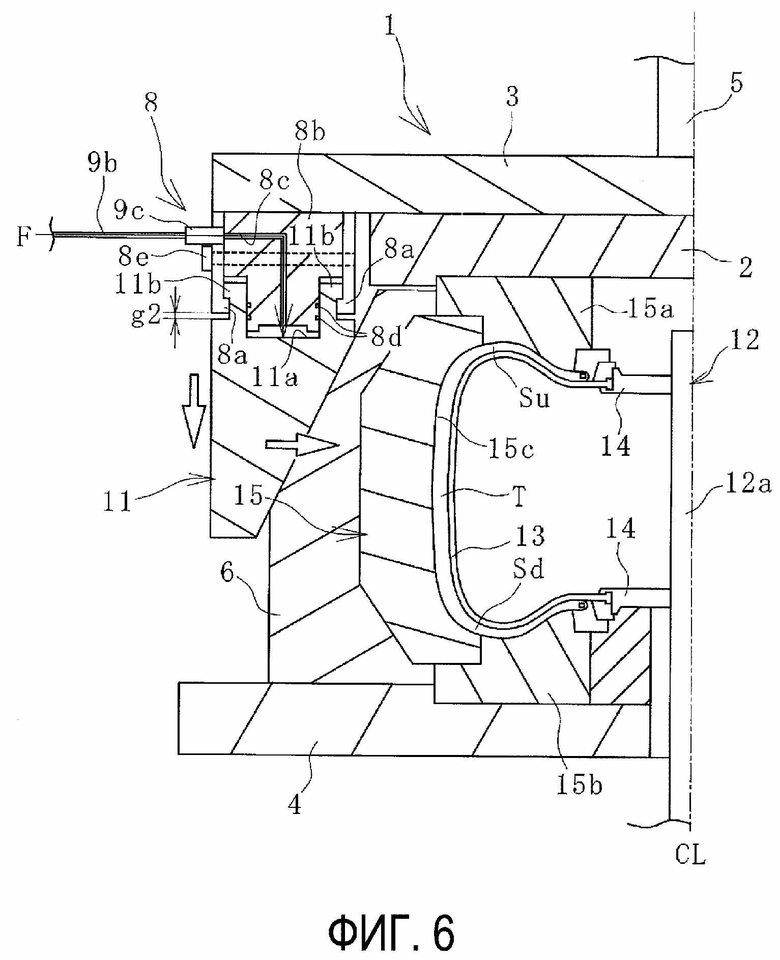
1. Устройство вулканизации шин, содержащее:
сегменты, соответственно прикрепленные к наружной кольцевой поверхности каждой из множества секторных пресс-форм, расположенных в кольцевой конфигурации;
верхнюю плиту, прикрепленную к верхней поверхности верхней боковой пресс-формы;
нижнюю плиту, прикрепленную к нижней поверхности нижней боковой пресс-формы;
кольцо контейнера, расположенное на наружной кольцевой стороне сегментов;
опорную плиту, расположенную над верхней плитой и соединенную с кольцом контейнера, и
механизм создания давления, выполненный с возможностью перемещения опорной плиты вверх и вниз,
причем за счет перемещения опорной плиты вниз секторные пресс-формы собираются в кольцевую конфигурацию между верхней плитой и нижней плитой, и секторные пресс-формы закрываются при вертикальном размещении между верхней боковой пресс-формой и нижней боковой пресс-формой,
при этом устройство вулканизации шин содержит:
соединительный корпус, расположенный между опорной плитой и кольцом контейнера для соединения опорной плиты и кольца контейнера; и
блок подачи текучей среды, выполненный с возможностью подачи текучей среды под давлением,
причем в состоянии, в котором кольцо контейнера удерживается с возможностью скольжения в вертикальном направлении относительно опорной плиты посредством соединительного корпуса, а вертикальное положение опорной плиты удерживается в закрытом положении пресс-формы, при перемещении кольца контейнера вниз относительно опорной плиты посредством текучей среды под давлением, подаваемой блоком подачи текучей среды, секторные пресс-формы собираются в кольцевую конфигурацию для закрытия, при этом верхнюю боковую пресс-форму прижимают к верхним поверхностям секторных пресс-форм.
2. Устройство вулканизации шин по п. 1, содержащее блок управления, выполненный с возможностью регулирования давления подачи текучей среды под давлением.
3. Устройство вулканизации шин по п. 1 или 2, в котором при нахождении опорной плиты в положении готовности до закрытого положения пресс-формы кольцо контейнера подвешено посредством соединительного корпуса, ограничивается от скольжения вниз относительно опорной плиты и удерживается с возможностью скольжения вверх, а перед подачей текучей среды под давлением в состоянии, в котором опорная плита удерживается в закрытом положении пресс-формы, кольцо контейнера ограничивается от скольжения вверх относительно опорной плиты и удерживается с возможностью скольжения вниз.
4. Устройство вулканизации шин по любому из пп. 1-3, в котором подводящие трубопроводы, выполненные с возможностью подачи текучей среды под давлением, соединены с соединительным корпусом во множестве местоположений, разнесенных друг от друга в направлении вдоль окружности.
5. Способ вулканизации шин, включающий:
прикрепление сегментов соответственно к наружной кольцевой поверхности каждой из множества секторных пресс-форм, расположенных в кольцевой конфигурации;
прикрепление верхней плиты к верхней поверхности верхней боковой пресс-формы;
прикрепление нижней плиты к нижней поверхности нижней боковой пресс-формы;
размещение кольца контейнера на наружной кольцевой стороне сегментов;
размещение над верхней плитой опорной плиты, с которой соединено кольцо контейнера;
установку невулканизированной шины на нижнюю боковую пресс-форму в положении на боку;
объединение секторных пресс-форм в кольцевую конфигурацию между верхней плитой и нижней плитой путем перемещения вниз опорной плиты в положение готовности к закрытому положению пресс-формы с помощью механизма создания давления и закрытие секторных пресс-форм при расположении секторных пресс-форм вертикально между верхней боковой пресс-формой и нижней боковой пресс-формой для внутреннего размещения невулканизированной шины; и
вулканизацию невулканизированной шины путем приложения к невулканизированной шине давления и тепла,
причем в состоянии, в котором опорная плита перемещается вниз из положения готовности и удерживается в закрытом положении пресс-формы путем соединения опорной плиты и кольца контейнера с соединительным корпусом, расположенным между опорной плитой и кольцом контейнера, и обеспечения с помощью соединительного корпуса удержания кольца контейнера с возможностью скольжения в вертикальном направлении относительно опорной плиты путем перемещения кольца контейнера вниз относительно опорной плиты за счет создания давления текучей среды, подаваемой из блока подачи текучей среды, секторные пресс-формы собираются в кольцевую конфигурацию для закрытия, при этом верхнюю боковую пресс-форму прижимают к верхним поверхностям секторных пресс-форм.
| JP 2010042557 A, 25.02.2010 | |||
| JP 2011167916 A, 01.09.2011 | |||
| JP 2011194812 A, 06.10.2011 | |||
| Устройство для вулканизации покрышек | 1972 |
|
SU445245A1 |
| Пресс-форма для вулканизации покрышек пневматических шин | 1974 |
|
SU490680A1 |

