Область техники, к которой относится изобретение
Настоящее изобретение относится к режущим пластинам для нарезания резьбы, в частности к режущей пластине, включающей базовую поверхность, верхнюю поверхность и боковые поверхности, соединяющие базовую поверхность и верхнюю поверхность друг с другом, при этом верхняя поверхность содержит группу режущих зубьев, расположенных в ряд и снабженных режущими кромками.
Кроме того, настоящее изобретение относится к инструменту для нарезания резьбы на трубах, содержащему режущую пластину, обрезную пластину и кассету с держателями или соответственно выполненными зонами установки режущих и обрезных пластин, при этом обрезная пластина установлена в по меньшей мере одном держателе, а режущая пластина установлена в по меньшей мере другом держателе для нарезания указанной резьбы.
Уровень техники
Трубы нефтепромыслового оборудования, предназначенного в частности для бурения скважин для добычи нефти, изготавливаются обычно из аустенитных хромистых сталей. Такие трубы выполняются соответственно с внутренней резьбой на одном конце трубы и с наружной резьбой на противоположном конце трубы для того, чтобы обеспечить возможность сборки целой нитки трубопровода из отдельных труб. Для указанной цели наружную резьбу на одной трубе выполняют конической с тем, чтобы получить возможность создания уплотненного резьбового соединения при стыковке с внутренней резьбой другой трубы.
Для выполнения конической резьбы используют режущие пластины, оснащенные группой наружных режущих зубьев. Режущие зубья выполняют с образованием ряда и при помощи инструмента их направляют вокруг обрабатываемой трубы для нарезания на ней резьбы. Режущие зубья часто за счет этого расположены на режущей пластине таким образом, что требуемый угол конусности у конической резьбы задается посредством смещения держателя режущей пластины либо, в альтернативном варианте, посредством смещения обрабатываемой трубы в процессе нарезки резьбы.
Режущие пластины для инструментов, предназначенных для выполнения резьбы на трубах, изготавливают из твердых сплавов, то есть посредством спекания под давлением получают сочетание по меньшей мере одного твердого материала, например карбида вольфрама, и по меньшей мере одного металла, такого как кобальт, применяемого в качестве связующего элемента. Полученную спеканием заготовку затем подвергают механической обработке шлифовальным кругом в процессе получения окончательного контура детали.
Как указано выше, в составе обычных режущих пластин для нарезания конусной резьбы имеется группа выполненных в виде ряда режущих зубьев. И эти режущие зубья таким образом отходят от верхней поверхности пластины с изменяющейся высотой зубьев, а именно изменяющейся в сторону увеличения. Это объясняется тем, что в процессе нарезания резьбы предусматривается снятие лишь 0,1-0,2 мм материала по высоте соответственно, и вот в силу именно этой причины высота режущих зубьев соответственно увеличивается от первого режущего зуба до последнего.
Срок службы известных из уровня техники режущих пластин ограничивается долговечностью единственного имеющегося на них ряда режущих зубьев. По аналогии с известными особенностями использования индексируемых (многогранных) режущих пластин было бы желательным сформировать группу рядов из режущих зубьев на одной режущей пластине так, чтобы по мере механического износа зубьев существовала бы возможность за счет простого поворота режущей пластины ввести в работу другой ряд режущих зубьев для выполнения конической резьбы на трубе, которая обрабатывается той же самой пластиной. Это в значительной мере продлило или увеличило бы срок службы режущей пластины. Однако, применение режущих пластин этого типа является затруднительным из-за необходимости выполнения операции шлифования после спекания для доводки режущих зубьев или режущих пластин до состояния, допускающего их использование. Если в конструкции режущей пластины один ряд режущих зубьев соседствуете выполненным на противоположной стороне аналогичным рядом режущих зубьев, то операция шлифования уже не может быть выполнена, поскольку шлифовальный круг по своим размерам является гораздо более крупным элементом, чем указанная пластина, и способен вследствие этого повредить противоположный ряд или его режущие зубья во время шлифования в случае необходимости кардинальным образом повернуть указанные ряды относительно друг друга так, чтобы режущий зуб с наибольшей высотой оказался бы напротив режущего зуба с наименьшей высотой, расположенного в противоположном ряду.
Раскрытие изобретения
Задачей настоящего изобретения является создание режущей пластины вышеуказанного типа с продолжительным сроком службы и простой в изготовлении.
Еще одной задачей настоящего изобретения является создание инструмента для нарезания резьбы на трубах, оснащенного режущей пластиной вышеуказанного типа.
Технический результат настоящего изобретения заключается в повышении эффективности нарезания резьбы с одновременным увеличением срока службы и снижением затрат на изготовление режущей пластины и инструмента для нарезания резьбы на трубе.
Для достижения указанного технического результата предложена режущая пластина для нарезания резьбы, включающая базовую поверхность, верхнюю поверхность и боковые поверхности, соединяющие базовую поверхность и верхнюю поверхность друг с другом, при этом верхняя поверхность содержит группу режущих зубьев, расположенных в ряд и снабженных режущими кромками, и образована центральной зоной и противоположными зонами, выполненными с наклоном вниз по направлению от центральной зоны и содержащими каждая по ряду режущих зубьев, причем противоположные зоны выполнены с возможностью вращения относительно друг друга вокруг оси пластины.
Преимущество режущей пластины согласно настоящему изобретению заключается в том, что она предназначена для нарезания резьбы на трубах, в частности для выполнения наружной конической резьбы, а также в том, что по своему типу она выполнена в качестве индексируемой (многогранной) режущей пластины с по меньшей мере двумя рабочими сторонами. Режущая пластина согласно настоящему изобретению проста в изготовлении, поскольку противоположные зоны верхней поверхности пластины, в которых расположены режущие зубья, выполнены с наклоном вниз в направлении наружной стороны указанной поверхности от центра и одновременно выполнены еще и с возможностью поворота относительно друг друга вокруг оси вращения. Таким образом, имеется возможность использования при шлифовании предварительно запрессованной режущей пластины значительно более крупного по своим размерам шлифовального круга без опасности затрагивания пластины последним, и повреждения им в результате этого контакта, противоположного ряда режущих зубьев или прорезанных зон между данными режущими зубьями при выполнении шлифования ряда режущих зубьев. Снабженные режущими зубьями противоположные зоны верхней поверхности режущей пластины выполнены с наклоном вниз в направлении наружной стороны указанной поверхности и предусматривают, что при шлифовании указанной верхней поверхности пластины или зон между режущими зубьями шлифовальный круг может быть направлен таким образом, что обеспечивается его прохождение над указанными прорезанными зонами на противоположной стороне режущей пластины. Однако при этом все еще сохраняется возможность контакта шлифовального круга с отдельными режущими зубьями, проходящими вверх от верхней поверхности пластины. Для устранения данного недостатка режущая пластина согласно настоящему изобретению предусматривает выполнение указанных противоположных зон верхней поверхности пластины с возможностью поворота относительно друг друга вокруг оси вращения. Соответствующий поворот, который возможно осуществить дополнительно к повороту, выполняемому для создания конической резьбы, гарантирует, что режущие зубья также не будут повреждены при механической обработке пластины шлифовальным кругом.
Согласно настоящему изобретению противоположные зоны могут быть выполнены с возможностью вращения вокруг оси, перпендикулярной рядам режущих зубьев и расположенной через ряды режущих зубьев.
Согласно настоящему изобретению противоположные зоны могут быть выполнены с возможностью вращения на одинаковый абсолютный угол. Таким образом достигается соответствующая симметрия режущей пластины, что позволяет вводить в работу новый ряд режущих зубьев простым разворотом режущей пластины на 180°, когда используемый ряд режущих зубьев уже не в полной мере пригоден для работы.
Согласно настоящему изобретению противоположные зоны могут быть выполнены с возможностью вращения вокруг оси на абсолютный угол, составляющий до 6°, предпочтительно до 5°. С одной стороны, столь малых углов обычно оказывается достаточно для обеспечения требуемого угла конусности резьбы, а также для исключения каких-либо сложностей при нарезании резьбы, с другой стороны.
Согласно настоящему изобретению режущие зубья в каждом ряду могут быть расположены вдоль ряда с убыванием по высоте. Таким образом, возможно добиться примерного постоянства в количестве материала, удаляемого каждым режущим зубом.
Согласно настоящему изобретению для обеспечения симметрии, режущие зубья с меньшей высотой в ряду могут быть расположены напротив режущих зубьев с большей высотой в противоположном ряду. При условии снятия каждым режущим зубом в процессе нарезки резьбы постоянного количества материала трубы настройку режущей пластины целесообразно производить путем ее поворота на 180°, а выполнять режущей пластины следует в виде индексируемой (многогранной) режущей пластины.
В горизонтальной проекции режущая пластина может быть выполнена, по существу, с любой формой периметра. Например, она может иметь квадратную форму, при которой на каждой стороне квадрата имеется ряд режущих зубьев. В этом случае, имеется четыре одинаковых и готовых к работе ряда режущих зубьев. Также возможно выполнение шестиугольного или восьмиугольного вариантов режущей пластины, имеющих соответственно шесть или восемь рядов режущих зубьев.
Однако, в силу ограничений геометрического характера, согласно настоящему изобретению две из четырех боковых поверхностей могут являться более длинными сторонами, нежели две другие боковые поверхности, при этом ряды режущих зубьев могут быть расположены на более длинных сторонах. Благодаря подобному варианту выполнения режущей пластины данного типа, которая в горизонтальной проекции является прямоугольной, на пластине выполнены два ряда режущих зубьев, предназначенных для активного резания, которые возможно использовать для нарезания конической резьбы.
Согласно настоящему изобретению две более длинные стороны в виде боковых поверхностей, соединяющих базовую поверхность с верхней поверхностью, могут быть расширены в поперечном сечении от базовой поверхности к верхней поверхности. Таким образом может быть обеспечена простота задания предпочтительного угла резания у режущих кромок зубьев.
Согласно настоящему изобретению две боковые поверхности могут быть расположены под углом от 95° до 105°, в частности от 98° до 103°, к базовой поверхности.
Согласно настоящему изобретению две более короткие стороны в виде боковых поверхностей, соединяющих базовую поверхность с верхней поверхностью, могут быть сужены в поперечном сечении от базовой поверхности к верхней поверхности. Благодаря подобному варианту выполнения режущей пластины, при условии наличия в конструкции инструмента для нарезания резьбы согласно настоящему изобретению соответствующего держателя режущих пластин, появляется возможность удерживать режущую пластину при помощи всего лишь одного зажимного удерживающего средства либо также, в частности, при помощи плотного закрепления в держателе режущих пластин, таким образом, чтобы режущая пластина могла выдерживать чрезвычайно высокие режущие усилия, возникающие при нарезании резьбы.
Согласно настоящему изобретению две боковые поверхности могут быть расположены под углом от 78° до 87°, в частности от 80° до 84°, к базовой поверхности.
Согласно настоящему изобретению режущая пластина может быть выполнена из твердого сплава, а, по меньшей мере, режущие зубья могут иметь дополнительное покрытие.
Для достижения указанного технического результата также предложен инструмент для нарезания резьбы на трубах, содержащий режущую пластину, обрезную пластину и кассету с держателями или зонами установки режущих и обрезных пластин, при этом обрезная пластина установлена в по меньшей мере одном держателе, а режущая пластина установлена в по меньшей мере другом держателе для нарезания указанной резьбы, при этом режущая пластина выполнена в соответствии с любым из вышеуказанных вариантов.
Согласно настоящему изобретению режущая пластина может быть установлена в держателе с наклоном относительно продольной оси на угол, предпочтительно до 35°, в частности от 15° до 25°. Благодаря указанному наклонному выполнению режущей пластины обеспечивается ее надежное закрепление в держателе режущих пластин. С другой стороны, прилагаемое к режущим зубьям либо к их режущим кромкам давление оказывается в данном случае недостаточным для высвобождения режущей пластины из держателя.
Согласно настоящему изобретению инструмент может содержать охлаждающие каналы, при этом в инструменте или в кассете по обоим сторонам рядов режущих зубьев могут быть выполнены выходные отверстия охлаждающих каналов. Таким образом, охлаждающая среда, поступающая по двум направлениям, которые примерно параллельны режущим кромкам зубьев, может воздействовать на соответствующий непосредственно участвующий в нарезании резьбы ряд режущих зубьев, обеспечивая тем самым их эффективное охлаждение. Это может продлить срок службы режущей пластины.
Краткое описание чертежей
Настоящее изобретение снабжено чертежами, которые содержат соответствующие ссылочные позиции и на которых изображено следующее:
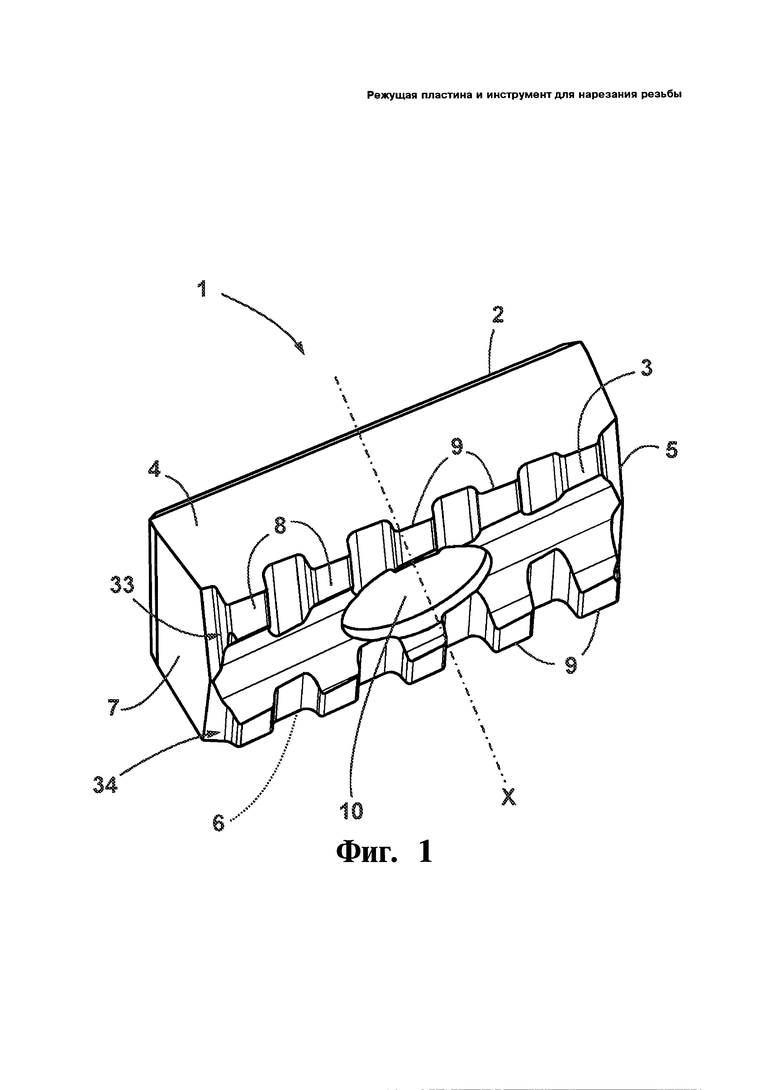
На Фиг. 1 - режущая пластина согласно настоящему изобретению.
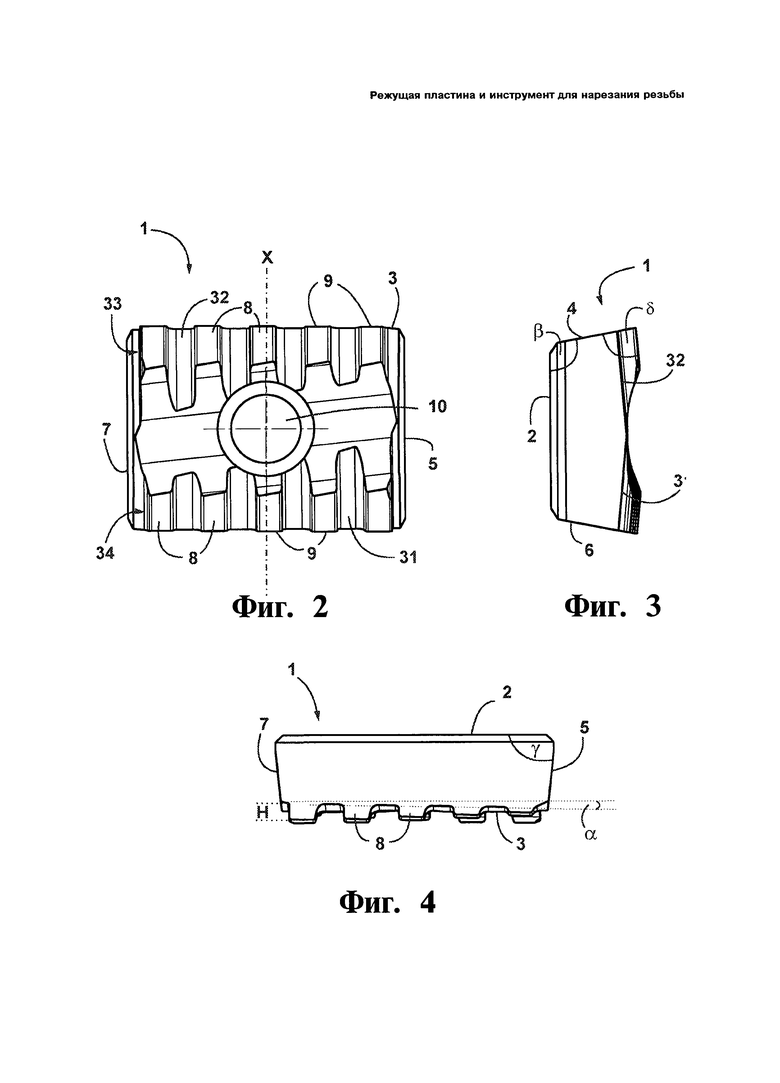
На Фиг. 2 - вид сверху режущей пластины согласно настоящему изобретению, представленной на Фиг. 1.
На Фиг. 3 - вид сбоку режущей пластины согласно настоящему изобретению.
На Фиг. 4 - вид спереди режущей пластины согласно настоящему изобретению.
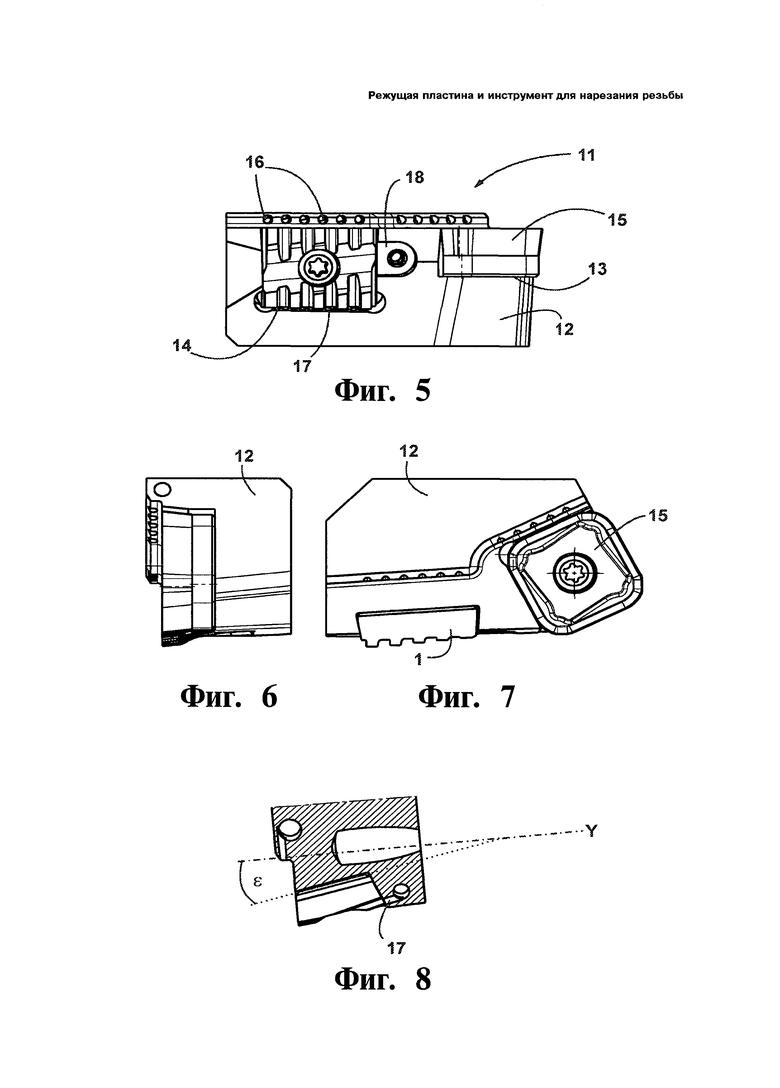
На Фиг. 5 - кассета с режущей пластиной инструмента для нарезания резьбы на трубе согласно настоящему изобретению.
На Фиг. 6 - вид сбоку кассеты инструмента для нарезания резьбы на трубе согласно настоящему изобретению, показанной на Фиг. 5.
На Фиг. 7 - вид сверху кассеты инструмента для нарезания резьбы на трубе согласно настоящему изобретению, показанной на Фиг. 5.
На Фиг. 8 - местный вид в разрезе кассеты инструмента для нарезания резьбы на трубе согласно настоящему изобретению, показанной на Фиг. 5.
Более подробно особенности, преимущества и достигаемые результаты настоящего изобретения станут очевидны из приведенного ниже описания настоящего изобретения.
Осуществление изобретения
Режущая пластины согласно настоящему изобретению подробным образом представлена на Фиг. 1-4. В соответствии с Фиг.1 представлен вид режущей пластины согласно настоящему изобретению в перспективе. Режущая пластина 1 содержит базовую поверхность 2 и верхнюю поверхность 3, которые соединены боковыми поверхностями 4, 5, 6, 7. Как следует из Фиг. 2-4, базовая поверхность выполнена плоской. Короткий скошенный участок проходит вначале от базовой поверхности 2 с переходом в остальные участки боковых поверхностей 4, 5, 6, 7, которые главным образом образуют или определяют указанные боковые поверхности 4, 5, 6, 7 пластины. Режущая пластина 1 в горизонтальной проекции выполнена прямоугольной, хотя возможно ее выполнение и в иной форме, например в форме квадрата. Боковые поверхности 4, 6 расположены на длинных сторонах режущей пластины 1, при этом указанные поверхности расширяются от базовой поверхности 2 к верхней поверхности 3, как показано на Фиг. 3, причем боковые поверхности 4, 6 расположены под углом β к базовой поверхности, который составляет приблизительно 100°. По аналогии с расположением указанных боковых поверхностей 4, 6 на длинных сторонах пластины боковые поверхности 5, 7, имеющие меньшую длину и расположенные на коротких сторонах 5, 7, выполнены плоскими, но при этом они сужаются в поперечном сечении от базовой поверхности 2 к верхней поверхности 3 таким образом, что режущая пластина 1 приобретает приблизительно форму трапеции, как показано на виде длинных сторон спереди. Боковые поверхности 5, 7 таким образом расположены относительно базовой поверхности 2 под углом ∈, составляющим около 82°.
Как показано в частности на Фиг. 3, на верхней поверхности 3 режущей пластины имеются две противоположные зоны, выполненные с наклоном вниз от центральной зоны 10 в направлении указанных боковых сторон 4, 6, расположенных на указанных длинных сторонах. В данном конкретном случае, через указанную центральную зону 10 может проходить отверстие под крепежный элемент, хотя это и не является обязательным, если режущая пластина 1 крепится каким-то иным образом, когда наличие проникающего в пластину крепежного элемента не предусматривается, например, при помощи зажимного держателя. В зонах 31, 32 расположены соответственно ряды 33, 34 режущих зубьев 8 с передними режущими кромками 9. В соответствии с примером осуществления настоящего изобретения, два ряда 33, 34 имеют соответственно пять режущих зубьев 8, хотя количество указанных режущих зубьев 8 может быть переменным и составлять, например, от трех до девяти. В каждом ряду 33, 34 данные режущие зубья 8 выполнены с высотой Н, которая увеличивается по длине указанных рядов 33, 34. При переменном характере высоты Н в настоящем изобретении предусматривается, что максимальное количество материала трубы, удаляемое одним режущим зубом при нарезании резьбы, составляет 0,1-0,2 мм. В соответствии с Фиг. 1-4, два ряда 33, 34 режущих зубьев 8 выполнены тем самым, с одной стороны, наклоненными в направлении базовой поверхности 2 с поворотом вокруг оси Х на угол α одинаковой величины, но при этом они совершают свой наклон в различных направлениях вращения. С другой стороны, ряды 33, 34 расположены в зонах 31, 32, выполненных с наклоном вниз в направлении наружной стороны верхней поверхности пластины. При этом таким образом гарантируется, что шлифование прорезанных зон, расположенных между режущими зубьями 8, может быть выполнено без каких-либо проблем, либо что данная операция шлифования диском, который может свободно перемещаться при обработке ряда 33, 34, не вызовет повреждения соответствующего противоположного ряда 33, 34 или его режущих зубьев 8, или указанных прорезанных зон, лежащих между данными зубьями.
На Фиг. 5-8 представлена кассета 12 для инструмента 11 для нарезания резьбы на трубе. В обычном случае указанный инструмент 11 для нарезания резьбы на трубе содержит группу кассет 12 данного типа, снабженных с фронтальной стороны одним держателем 13 пластин и расположенным вслед за ним в продольном направлении другим держателем 14 пластин. Обрезная пластина 15 удерживается в одном держателе 13 пластин, в то время как режущая пластина 1 согласно настоящему изобретению удерживается в другом держателе 14 пластин, при этом через центральное отверстие, выполненное в указанной режущей пластине 1, пропускается крепежный элемент с фиксацией в кассете 12. В сущности, имеется возможность либо присоединения как обрезной пластины 15, так и режущей пластины 1 непосредственно к инструменту 11 для нарезания резьбы на трубе, либо возможность полного отказа от использования указанной кассеты 12.
Кассета 12, представленная на Фиг. 7 на виде сверху, выполнена таким образом, что держатель 14 под режущую пластину 1 изготовлен приблизительно в форме трапеции, которой характеризуется и сама режущая пластина. Таким образом, даже в случае возникновения высоких усилий резания при этом обеспечивается возможность надежного закрепления режущей пластины 1 в держателе 14. Средством предохранения режущей пластины от отделения является зажимной держатель 18.
Режущая пластина 1 выполнена или установлена в держателе 14 пластин с наклоном относительно продольной оси указанного инструмента 11 для нарезания резьбы на трубе на угол ∈, составляющий приблизительно от 15° до 25°. Таким образом, имеется возможность обеспечить соответствующие режущие свойства пластины при одновременном недопущении отделения режущей пластины 1 либо исключении воздействия на указанную пластину чрезмерно высокой нагрузки при резании. Кроме того, кассета 12 или непосредственно сам инструмент 11 для нарезания резьбы на трубе могут быть снабжены группами охлаждающих каналов 16, 17 для пропускания по ним охлаждающей среды. Первая группа охлаждающих каналов 16 для охлаждающей среды открывается над режущими зубьями 8, непосредственно участвующими в нарезании резьбы, либо над их режущими кромками 9. В соответствии с вариантом осуществления режущей пластины 1 согласно настоящему изобретению и также благодаря установке или выполнению указанной пластины с наклоном в указанном держателе 14 пластин выходные отверстия второй группы охлаждающих каналов 17 могут быть также выполнены на нижней стороне либо на режущих зубьях 8, не участвующих в процессе резания. При таком варианте осуществления изобретения охлаждающая среда может поступать на режущие кромки 9 зубьев либо на сами режущие зубья 8, расположенные в зоне активного резания, по двум направлениям, каждое из которых расположено под прямым углом, что обеспечивает в результате эффективное охлаждение и, следовательно, продлевает срок службы режущей пластины 1.
| название | год | авторы | номер документа |
|---|---|---|---|
| РЕЗЬБОНАРЕЗНОЙ ФРЕЗЕРНЫЙ ИНСТРУМЕНТ | 2019 |
|
RU2768927C1 |
| РЕЗЬБОВАЯ РЕЖУЩАЯ ПЛАСТИНА | 1994 |
|
RU2106933C1 |
| МЕТАЛЛОРЕЖУЩИЙ ИНСТРУМЕНТ | 2003 |
|
RU2317178C2 |
| РЕЖУЩАЯ ПЛАСТИНА ДЛЯ ТЯЖЕЛОГО ТОЧЕНИЯ | 2001 |
|
RU2258580C2 |
| РЕЖУЩИЙ ИНСТРУМЕНТ И ИНДЕКСИРУЕМАЯ РЕЖУЩАЯ ВСТАВКА ТРЕУГОЛЬНОЙ ФОРМЫ ДЛЯ НЕГО | 2016 |
|
RU2711279C2 |
| ДЕРЖАВКА ИНСТРУМЕНТА, В ЧАСТНОСТИ ПРОРЕЗНОГО РЕЗЦА, А ТАКЖЕ РЕЖУЩИЙ ЭЛЕМЕНТ ДЛЯ НЕЕ | 2007 |
|
RU2440871C2 |
| РЕЖУЩИЙ ИНСТРУМЕНТ С ОХЛАЖДАЮЩИМ МЕХАНИЗМОМ, А ТАКЖЕ РЕЖУЩИЙ ЭЛЕМЕНТ И ДЕРЖАТЕЛЬ ИНСТРУМЕНТА ДЛЯ НЕГО | 2011 |
|
RU2604547C2 |
| ФРЕЗА | 1999 |
|
RU2220823C2 |
| РЕЖУЩИЙ ИНСТРУМЕНТ И КАССЕТА ДЛЯ НЕГО | 2008 |
|
RU2463135C2 |
| РЕЖУЩАЯ ПЛАСТИНА И ФРЕЗЕРНЫЙ ИНСТРУМЕНТ | 2007 |
|
RU2422253C2 |
Режущая пластина (1) для нарезания резьбы включает базовую поверхность, верхнюю поверхность (3) и боковые поверхности (5, 7), соединяющие базовую поверхность и верхнюю поверхность (3) друг с другом. Верхняя поверхность (3) содержит группу режущих зубьев (8), расположенных в ряд (33, 34) и снабженных режущими кромками (9). Верхняя поверхность (3) образована центральной зоной (10) и противоположными зонами (31, 32), выполненными с наклоном вниз по направлению от центральной зоны (10) и содержащими каждая по ряду (33, 34) режущих зубьев (8). Противоположные зоны (31, 32) выполнены с возможностью вращения относительно друг друга вокруг оси X, перпендикулярной рядам (33,34) и проходящей через них. Достигается упрощение изготовления и повышение стойкости режущей пластины. 2 н. и 12 з.п. ф-лы, 8 ил.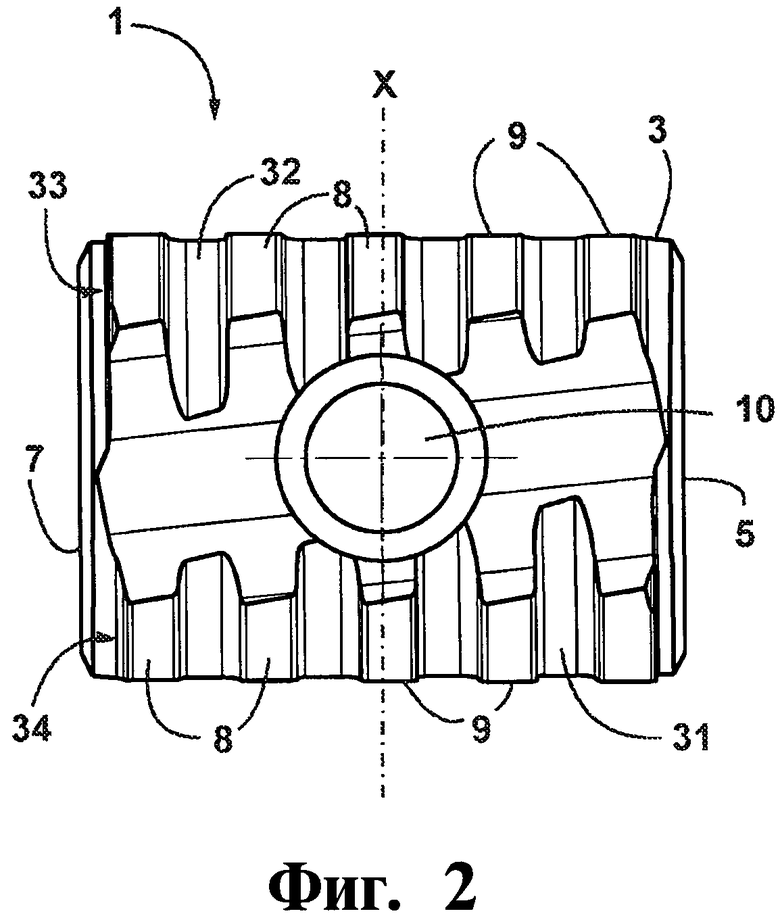
1. Режущая пластина (1) для нарезания резьбы, включающая базовую поверхность (2), верхнюю поверхность (3) и боковые поверхности (4, 5, 6, 7), соединяющие базовую поверхность (2) и верхнюю поверхность (3) друг с другом, при этом верхняя поверхность (3) образована центральной зоной (10) и противоположными зонами (31, 32), выполненными с наклоном вниз по направлению от центральной зоны (10) и содержащими каждая по ряду (33, 34) режущих зубьев (8) с режущими кромками (9), причем противоположные зоны (31, 32) развернуты относительно друг друга вокруг оси X, перпендикулярной рядам (33, 34) режущих зубьев (8) и проходящей через ряды (33, 34) режущих зубьев (8).
2. Режущая пластина (1) по п. 1, в которой противоположные зоны (31, 32) развернуты на одинаковый абсолютный угол α.
3. Режущая пластина (1) по п. 1, в которой противоположные зоны (31, 32) развернуты вокруг оси (X) на абсолютный угол α, составляющий до 6°, предпочтительно до 5°.
4. Режущая пластина (1) по п. 1, в которой режущие зубья (8) в каждом ряду (33, 34) расположены вдоль ряда (33, 34) с убыванием по высоте Н.
5. Режущая пластина (1) по п. 1, в которой режущие зубья (8) с меньшей высотой Н в ряду (33, 34) расположены напротив режущих зубьев (8) с большей высотой Н в противоположном ряду (33, 34).
6. Режущая пластина (1) по п. 1, в которой боковые поверхности (4, 6) являются более длинными сторонами, чем боковые поверхности (5, 7), при этом ряды (33, 34) режущих зубьев (8) расположены на более длинных сторонах.
7. Режущая пластина (1) по п. 6, в которой более длинные стороны в виде боковых поверхностей (4, 6), соединяющих базовую поверхность (2) с верхней поверхностью (3), расходятся в поперечном сечении от базовой поверхности (2) к верхней поверхности (3).
8. Режущая пластина (1) по п. 7, в которой боковые поверхности (4, 6) расположены под углом β от 95 до 105°, в частности от 98 до 103°, к базовой поверхности (2).
9. Режущая пластина (1) по п. 7, в которой более короткие стороны в виде боковых поверхностей (5, 7), соединяющих базовую поверхность (2) с верхней поверхностью (3), сходятся в поперечном сечении от базовой поверхности (2) к верхней поверхности (3).
10. Режущая пластина (1) по п. 9, в которой боковые поверхности (5, 7) расположены под углом γ от 78 до 87°, в частности от 80 до 84°, к базовой поверхности (2).
11. Режущая пластина (1) по любому из пп. 1-10, которая выполнена из твердого сплава, а, по меньшей мере, режущие зубья (8) имеют дополнительное покрытие.
12. Инструмент (11) для нарезания резьбы на трубе, содержащий кассету (12) с гнездами (13, 14) для установки режущих (1) и зачистных (15) пластин, режущую пластину (1) и зачистную пластину (15), при этом зачистная пластина (15) установлена в по меньшей мере одном гнезде (13), а режущая пластина (1) установлена в по меньшей мере другом гнезде (14) для нарезания указанной резьбы, отличающийся тем, что режущая пластина (1) выполнена по любому из пп. 1-11.
13. Инструмент (11) по п. 12, отличающийся тем, что режущая пластина (1) установлена в гнезде (14) с наклоном относительно продольной оси Y на угол ∈, предпочтительно до 35°, в частности от 15 до 25°.
14. Инструмент по п. 12 или 13, отличающийся тем, что он содержит охлаждающие каналы (16), при этом в нем или в кассете (12) по обеим сторонам рядов (33, 34) режущих зубьев (8) выполнены выходные отверстия охлаждающих каналов (16).
| US 4645386 A1, 24.02.1987 | |||
| РЕЗЬБОНАРЕЗНОЙ ИНСТРУМЕНТ | 0 |
|
SU264131A1 |
| Резьбовой резец | 1989 |
|
SU1690956A1 |
| РЕЗЦОВАЯ ГОЛОВКА ДЛЯ ФРЕЗЕРОВАНИЯ ВНУТРЕННЕЙ РЕЗЬБЫ | 2005 |
|
RU2300449C2 |

