Резьбовая смазка относится к области производства и применения смазочных материалов и может быть использовано на поверхности резьбовых соединений обсадных, насосно-компрессорных и трубопроводных труб при нормальных и пониженных температурах.
Известно смазочное масло, описанное в патенте №2146277 с приоритетом от 10.09.1996 г., опубл. 10.03.2000 г., содержащее минеральное масло и твердую добавку - порошок фуллереновой сажи в количестве 1-5 масс. %.
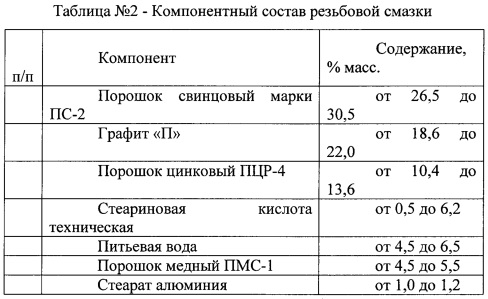
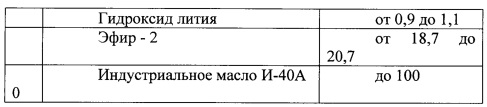
Известна технология получения резьбовой смазки (Техническое заключение. Допуск по производству и применению. Смазка резьбовая Р-402, №1608 от 21.06.2002, Госстандарт России, 2002 г.), по которой индустриальное масло И-40А нагревают в мешалке до 75-80°С, затем добавляют техническую стеариновую кислоту и раствор 12-15% гидроокиси лития. Компонентный состав резьбовой смазки указан в таблице №2. Смесь нагревают до 85-95°С, при этом проходит омыление стеариновой кислоты гидроксидом лития. Завершение омыления контролируют по содержанию свободной щелочи (0,06-0,1 мас. % в пересчете на гидроксид натрия). В полученную мыломасляную основу добавляют стеарат алюминия и обезвоживают с перемешиванием при остаточном давлении 0,05 МПа в течение 7-10 часов. В обезвоженную мыломасляную основу, нагретую до 100-120°С, прибавляют эфир-2 (сложный эфир пентаэритрита и СЖК С5-С9 по СТП 4-155-83) и смесь разогревают до 200°С при перемешивании в течение 0,5 часа. В готовую мыломасляную основу вводят при перемешивании графит марки "П", порошок медный марки ПМС-1, порошок цинковый марки ПЦР-4 и порошок свинцовый марки ПС-2. При достижении однородности смазка анализируется по показателям ТУ 301-04-020-92. Количество компонентов, необходимых для приготовления резьбовой смазки, приведено в таблице №2.
Недостатком известной технологии является низкая наносимость резьбовой смазки согласно составу (табл. №2) на резьбовые соединения обсадных, насосно-компрессорных и трубопроводных труб при минус 17,8°С (0°F) в соответствии с методикой (Рекомендуемая практика на смазки для резьбы обсадных, насосно-компрессорных и трубопроводных труб. AP1 5A3, Американский нефтяной институт, 1996 г.), которая составляет 52,0 мас. %.
Самым близким к заявленному изобретению по своей технической сущности является пластичный смазочный материал, описанный в патенте РФ №2268291 с приоритетом от 26.03.2004 г. опубл. 20.01.2006 г. содержащий базовую пластичную смазку и фуллереновую сажу или фуллереновую сажу после экстракции из нее фуллеренов в концентрации 1-5% от массы материала.
Но данный смазочный материал не обладает повышенной герметизирующей способностью на поверхности резьбовых соединений обсадных, насосно-компрессорных и трубопроводных труб, при нормальных и пониженных температурах, а также не обладает улучшенными противоизносными и противозадирными свойствами.
Предлагаемое техническое решение направлено на получение следующего технического результата, улучшение трибологических характеристик смазки на поверхности резьбовых соединений обсадных, насосно-компрессорных и трубопроводных труб, повышение герметизирующих способностей смазки при нормальных и пониженных температурах, а также улучшение противозадирных свойств.
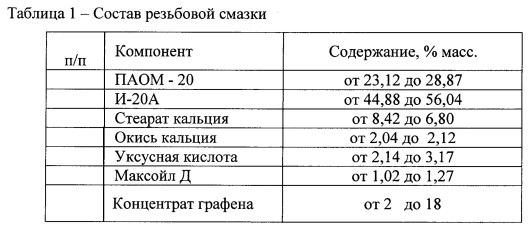
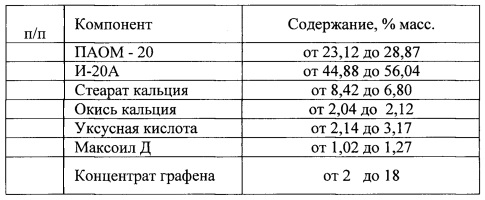
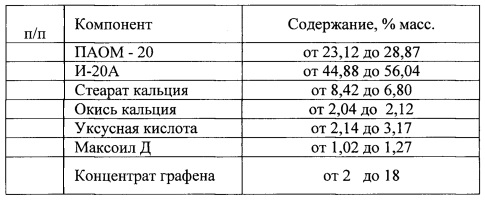
Поставленная задача решается за счет того, что состав резьбовой смазки на основе индустриального масла И-20А и ПАОМ-20, содержащей стеарат кальция, окись кальция, уксусную кислоту, дополнительно содержит концентрат графена, компоненты при следующем соотношении компонентов, % масс.:
Состав и свойства компонентов:
- ПАОМ-20 - полиальфаолефиновое масло, компонент основы смазки
- Масло И-20А - базовое масло I группы по API, компонент основы смазки
- Стеарат кальция или оксистеарат кальция - кальциевое мыло стеариновой кислоты, загуститель смазки
- Окись кальция - оксид кальция, омыляющий реагент
- Уксусная кислота - компонент загущающего комплекса
- Присадка Максойл Д - раствор полимеров в органическом растворителе, депрессорная присадка, понижает температуру застывания масла, повышает герметизирующую способность при пониженных температурах
- Концентрат графена - суспензия графена, повышает трибологические характеристики и герметизирующие способности смазки.
Исследования показали, что значительное улучшение трибологических характеристик смазки на поверхности резьбовых соединений обсадных, насосно-компрессорных и трубопроводных труб, а также повышение герметизирующих способностей смазки при нормальных и пониженных температурах получено при введении в состав резьбовой смазки концентрата графена, за счет того, что графен обладает способностью модифицировать поверхность металла, снижая трение и препятствуя образованию задиров на поверхности резьбы.
Заявленную резьбовую смазку получают следующим образом.
В аппарат, снабженный перемешивающим устройством (смеситель), загружают расчетное количество минерального масла И-20А при 75°С, и также при температуре 75°С ПАОМ, представляющее собой полиальфаолефиновое масло с кинематической вязкостью 20 мм2/с при 100 гр., стеарат кальция, окись кальция, уксусную кислоту (75°С). Смесь нагревают до 95°С, при перемешивании и нагревании происходит нейтрализация кислот и образование ацетата кальция и кальциевых мыл. При этом выделяется вода. Реакционная смесь, состоящая из основы (И-20А, ПАОМ-20), мыл и воды при перемешивании нагревается до 130-140°C с целью обезвоживания. Обезвоженная реакционная смесь подвергается термообработке при температуре 225°С, при этом образуется комплексный загуститель смазки. Термообработанная смесь охлаждается до 50°С, после чего вводится расчетное количество присадки Максойл Д и концентрат графена.
Предлагаемый состав резьбовой смазки, содержащей концентрат графена в количестве от от 2 до 18% масс., позволяет улучшить трибологические характеристики смазки на поверхности резьбовых соединений обсадных, насосно-компрессорных и трубопроводных труб, а также повысить наносимость и герметизирующие свойства смазки при нормальных и пониженных температурах.
| название | год | авторы | номер документа |
|---|---|---|---|
| СОСТАВ РЕЗЬБОВОЙ СМАЗКИ | 2002 |
|
RU2243987C2 |
| СОСТАВ РЕЗЬБОВОЙ СМАЗКИ | 2005 |
|
RU2295559C1 |
| Противозадирное покрытие для резьбового соединения насосно-компрессорных и обсадных труб и способ его получения | 2014 |
|
RU2626827C1 |
| СПОСОБ ПОЛУЧЕНИЯ СМАЗКИ ДЛЯ ГЕРМЕТИЗАЦИИ РЕЗЬБОВЫХ СОЕДИНЕНИЙ | 2003 |
|
RU2229501C1 |
| Уплотнительная пластичная смазка | 1979 |
|
SU897839A1 |
| СМАЗКА ДЛЯ ГЕРМЕТИЗАЦИИ РЕЗЬБОВЫХ СОЕДИНЕНИЙ | 2003 |
|
RU2231540C1 |
| СОСТАВ РЕЗЬБОВОЙ СМАЗКИ | 2011 |
|
RU2481390C1 |
| СПОСОБ ПОЛУЧЕНИЯ СМАЗКИ ДЛЯ ГЕРМЕТИЗАЦИИ РЕЗЬБОВЫХ СОЕДИНЕНИЙ | 2001 |
|
RU2187545C1 |
| СМАЗКА ДЛЯ ГЕРМЕТИЗАЦИИ РЕЗЬБОВЫХ СОЕДИНЕНИЙ | 2007 |
|
RU2355740C1 |
| Смазка для герметизации резьбовыхСОЕдиНЕНий | 1979 |
|
SU834115A1 |
Настоящее изобретение относится к составу резьбовой смазки на основе индустриального масла И-20А и ПАОМ-20, содержащей стеарат кальция, окись кальция, уксусную кислоту, депрессант Максойл Д, при этом она содержит концентрат графена и компоненты, при следующем соотношении компонентов, % масс:
 .
.
Техническим результатом настоящего изобретения является улучшение трибологических характеристик смазки на поверхности резьбовых соединений обсадных, насосно-компрессорных и трубопроводных труб, повышение герметизирующих способностей смазки при нормальных и пониженных температурах, а также улучшение противозадирных свойств. 2 табл.
Состав резьбовой смазки на основе индустриального масла И-20А и ПАОМ-20, содержащей стеарат кальция, окись кальция, уксусную кислоту, депрессант Максойл Д, отличающийся тем, что содержит концентрат графена и компоненты, при следующем соотношении компонентов, % масс.:
| ПЛАСТИЧНЫЙ СМАЗОЧНЫЙ МАТЕРИАЛ | 2004 |
|
RU2268291C1 |
| СМАЗОЧНОЕ МАСЛО | 1996 |
|
RU2146277C1 |
| КОМПОЗИЦИЯ СМАЗЫВАЮЩЕГО ПОКРЫТИЯ, ПОДХОДЯЩАЯ ДЛЯ ИСПОЛЬЗОВАНИЯ В ТРУБНЫХ РЕЗЬБОВЫХ СОЕДИНЕНИЯХ | 2007 |
|
RU2418041C2 |
| СОСТАВ РЕЗЬБОВОЙ СМАЗКИ | 2011 |
|
RU2481390C1 |
| Способ защиты переносных электрических установок от опасностей, связанных с заземлением одной из фаз | 1924 |
|
SU2014A1 |

