Изобретение относится к обработке металлов давлением, а именно к устройствам для штамповки длинномерных изделий с удаленным от торца буртом.
Известен штамц для штамповки на горизонтально-ковочной машине длинномерных изделий с утолш,ением в средней части 1.
Недостатками известного штампа являются сложность конструкции, необходимость использования специального оборудования и низкая надежность работы.
Наиболее близким к предлагаемому техническим решением является штамп для объемной шта.здповки, состоящий из размещенных в опорном стакане полуматриц и центрирующе1-о кольца, а также пуансона и выталкивателя 2.
Недостатком известного штампа является низкая надежность работы.
Цель изобретения - повышение надежности работы.
Указанная цель достигается тем, что штамп для объемной штамновки, преимущественно осесимметричных длинномерных изделий с удаленным от торца буртом, состоящий из размещенных в опорном стакане юлу.матриц и центрирующего кольца, а также полого цилиндрического пуансона и выталкивателя, снабжен вставкой и обоймой, при этом в пуансоне ВЕ11полнен паз.
вставка размещена в упомянутом пазу, а обойма смонтирована на пуансоне.
На чертеже изображен штамп, общий вид.
Штамп для объемной штамповки состоит из размещенных в опорном стакане 1 полуматриц 2 и центрирующего кольца 3, а также выталкивателя 4. Полый цилиндрический пуансон 5 установлен на ползуне пресса. При этом в пуансоне выполнен паз, в котором установлена на фиксирующих штырях 6 вставка 7. Вставка 7 закреплена в пазу пуансона обоймой 8.
Штамп работает следующим образом.
Заготовка (не показана) с нагретым тог ками высокой частоты участком под бурт помещается в опорный стакан 1. После этого производится быстрая установка полуматриц 2 и центрирующего кольца 3, а также вставки 7 и обоймы 8. Затем ползун пресса опускается вниз и происходит формообразование бурта на заготовке. По окончании штамповки выталкиватель 4 поднимает заготовку. Затем снимаются нолу.матрицы 2 и после подъема обоймы 8 вставка,. После этого отштампованное изделие извлекается из штампа.
Предлагаемый щтамп для объемной штамповки отличается простотой конструкции, надежностью в работе и позволяет изготавливать высококачественные длинномерные осесимметричные изделия с удаленными от торца буртами.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления стержня с утолщениями | 2021 |
|
RU2773178C1 |
| УСТРОЙСТВО ДЛЯ БЕЗОТХОДНОГО ИЗГОТОВЛЕНИЯ ПЛОСКИХ ОСЕСИММЕТРИЧНЫХ ЗАГОТОВОК | 1997 |
|
RU2111824C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ТИКСОШТАМПОВКИ ЦИЛИНДРИЧЕСКИХ ЗАГОТОВОК | 2007 |
|
RU2357830C2 |
| ШТАМП ДЛЯ РАЗДАЧИ ПОЛЫХ ЗАГОТОВОК | 1991 |
|
RU2083307C1 |
| Штамп для выдавливания заготовок | 1989 |
|
SU1736669A1 |
| Штамп для холодной объемной штамповки | 1988 |
|
SU1579624A1 |
| Штамп для высадки | 1985 |
|
SU1319994A1 |
| Штамп для безоблойной штамповки | 1984 |
|
SU1266633A1 |
| Штамп для объемной штамповки | 1986 |
|
SU1360866A1 |
| Щтамп для гибки скоб | 1978 |
|
SU778867A1 |
ШТАМП ДЛЯ ОБЪЕМНОЙ ШТАМПОВКИ, преимушественно осесимметричных длинномерных изделий с удаленным от торца буртом, состоящий из размеш,енных в опорном стакане полуматриц и центрируюшего кольца, а также полого цилиндрического пуансона и выталкивателя, отличающийся тем, что, с целью повышения надежности работы, он снабжен вставкой и обоймой, при этом в пуансоне выполнен паз, вставка размещена в упомянутом пазу, а обойма смонтирована на пуансоне. W 00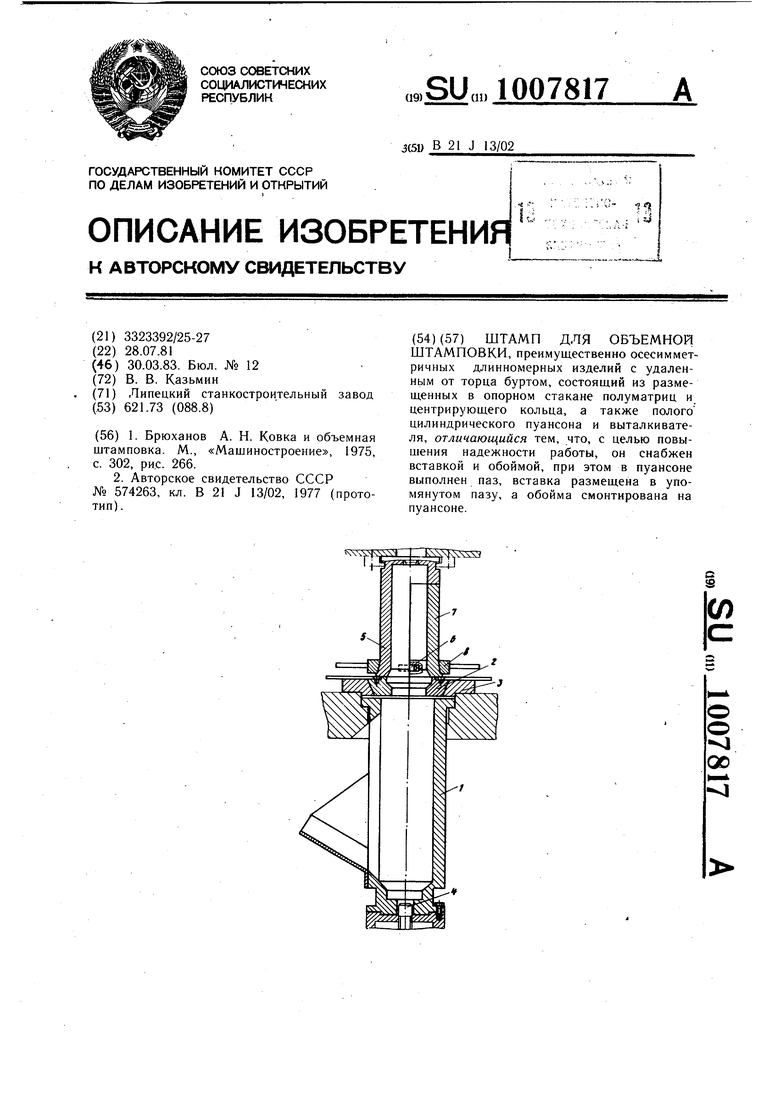
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Брюханов А | |||
| Н | |||
| Ковка и объемная штамповка | |||
| М., «Машиностроение, 1975, с | |||
| Дровопильное устройство | 1921 |
|
SU302A1 |
| Способ нагрева эквипотенциального катода в электронных вакуумных реле | 1921 |
|
SU266A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Штамп для объемной штамповки | 1972 |
|
SU574263A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
