Изобретение относится к транспортной технике, в частности к общепромышленному, сельскохозяйственному и рудничному конвейерному транспорту, и может быть использовано на конвейерных лентах, применяемых на конвейерах общепромышленного, сельскохозяйственного, строительно-дорожного и горнорудного назначения, эксплуатируемых на перегрузочных пунктах, сортировочных и перерабатывающих установках и комплексах, складах, элеваторах, заводах (металлургических, цементных, и т.д.), обогатительных фабриках, карьерах, шахтах и разрезах горнорудной промышленности, в том числе в шахтах, опасных по газу и пыли.
Способ механического соединения резинотканевых конвейерных лент предназначен для соединения транспортерных конвейерных лент, установленных на конвейерах, перегружателях и питателях, эксплуатируемых на перегрузочных пунктах, сортировочных и перерабатывающих установках и комплексах, дорожных машинах, складах, элеваторах, деревообрабатывающих предприятиях, на предприятиях пищевой, легкой, табачной, стекольной промышленностей, металлургических заводах, цементных заводах, ГОКах, заводах ЖБК, заводах ЖБИ, обогатительных фабриках, карьерах, шахтах и разрезах горнорудной промышленности, как с нормальными, так и со сложными условиями эксплуатации, в том числе в шахтах, опасных по газу и пыли.
Известен способ соединения резинотканевых конвейерных лент методом горячей вулканизации (см. ГОСТ 20-85 «Ленты конвейерные резинотканевые. Технические условия»).
Ниже приведены его недостатки:
- данный способ стыковки конвейерной ленты невозможно применять при повышенной влажности (>80%) и запыленности;
- горячая вулканизация является самым трудоемким способом стыковки конвейерных лент;
- горячая вулканизация является самым длительным способом стыковки конвейерных лент;
- сложность технологического процесса;
- большой вес вулканизационного пресса;
- высокая стоимость за счет использования дорогостоящих материалов (стыковочных пакетов) и инструмента (вулканизатора, особенно взрывозащищенного);
- ограниченный срок годности и хранения вулканизационных материалов (стыковочных пакетов);
- ограниченность применения на изношенных полотнах ленты;
- ограниченность использования материалов (стыковочных пакетов), на разный тип ленты разных производителей ленты необходим определенный материал стыковочного пакета;
- значительный расход ленты при монтаже одного соединения, от 800 мм до 2000 мм.
Известен способ соединения резинотканевых транспортерных лент с использованием шарнирных соединительных элементов с соединительным стержнем (см, например, интернет сайт «http://yar-eng.ru/articles/167/»)
Недостатками такого способа являются:
- низкие прочность и долговечность соединения;
- повышенный абразивный и механический износ роликов и барабанов ленточного става;
- ускоренный износ транспортерной ленты за счет эффекта «вычесывания ленты» (механические элементы соединения под воздействием нагрузок в процессе эксплуатации смещаются с места установки, разрушая полотно ленты и расплетая волокна корда ленты);
- нарушение однородности толщины ленты;
- вероятна просыпь транспортируемого материала;
- небольшой срок службы стыка из-за абразивного износа соединения;
- ограниченность применения на изношенных полотнах ленты;
- стоимость механических соединений и приспособлений выше стоимости материалов для холодной вулканизации;
- однорядное выполнение на стыкуемых концах резинотканевой транспортерной ленты и необходимость герметизации стыка лок-лентой не обеспечивают высокой надежности соединения;
- данный способ не позволяет обеспечить достаточное в условиях высоких нагрузок, сопротивление вырыванию соединителя из полотна ленты, что может привести к разрушению соединения и выходу из строя элементов ленточного става конвейера.
Известен способ соединения резинотканевых конвейерных лент методом холодной вулканизации, называемый также «клеевой способ» (см. ГОСТ 20-85 «Ленты конвейерные резинотканевые. Технические условия»). Этот способ имеет следующие недостатки.
- данный способ стыковки конвейерной ленты невозможно применять при повышенной влажности (>80%) и запыленности;
- температурный режим эксплуатации конвейерных лент: от -25°С до +80°С;
- большая трудоемкость;
- сложность технологического процесса;
- длительность монтажа 3-6 часов;
- увеличенное время простоя конвейера, запуск можно производить только после высыхания клеевого состава (3-6 часов), полное высыхание от 12 до 24 часов;
- температура окружающей среды при стыковке ленты не должна опускаться ниже +5°С, температура стыкуемых элементов должна быть между +5°С и +45°С;
- высокая стоимость за счет использования дорогостоящих клеевых составов (сопоставима со стоимостью горячей вулканизации);
- высокая токсичность клеевых составов;
- ограниченный срок годности и хранения клеевых составов;
- ограниченность применения на изношенных полотнах ленты;
- значительный расход ленты при монтаже одного соединения, от 500 мм до 2000 мм.
Наиболее близким к предлагаемому техническому решению является способ соединения резинотканевых транспортерных лент, описанный в RU 115029, при котором концы соединяемых лент обрезают, производят их ступенчатую разделку и склеивают. Затем по шаблону пробивают в ленте отверстия и в них снизу вставляют втулки прижимных пластин. Далее сверху ленты накладывают прижимные пластины и болтом стягивают их с соответствующими пластинами. Завершают монтаж болтового соединения отламыванием выступающих над лентой концов стержней болтовых соединений.
Недостатки данного способа следующие:
- низкая прочность и долговечность соединения ввиду ослабления прочности ленты
- усложнение монтажа и увеличение простоя ленты ввиду необходимости использования клея
Технический результат предлагаемого изобретения заключается в повышении долговечности элементов ленточного става, упрощении и снижении трудоемкости процесса соединения резинотканевых транспортерных лент, увеличении диапазона температурного режима эксплуатации конвейерных лент, сокращении времени соединения резинотканевых транспортерных лент, сокращении времени простоя конвейера, возможности стыковки изношенных лент, уменьшении расхода ленты, повышении прочности и долговечности соединения лент, улучшении качества транспортировки, упрощении и повышении безопасности эксплуатации конвейеров.
Технический результат достигается тем, что в средней части стыка соединительные болты по ширине ленты располагают чаще, чем по краям стыка и так, что любые две точки их расположения не оказываются на линии, параллельной продольной оси ленты, а соединяемые концы ленты разделывают таким образом, что количество слоев корда ленты в месте стыка превосходит количество слоев корда в остальной ленте.
Технический результат достигается также тем, что соединяемые концы ленты стягиваются в центральной части стыка с большим усилием, чем по краям, где один из концов ленты имеет наименьшую толщину и прочность. При этом в центральной части стыка прочность соединения достигается благодаря возникающим между поверхностями соединяемых концов ленты силам трения.
Технический результат достигается также тем, что концы ленты разделывают на 3 ступени, при этом длина средней ступени больше длин остальных ступеней.
Технический результат достигается также тем, что после завершения разделки концов ленты и до их стягивания посредством механических соединителей концы ленты соединяют и фиксируют от смещения временными винтами.
Сущность изобретения поясняется чертежами, где показаны:
Фиг. 1 - схема разметки 7-рядного соединения;
Фиг. 2 - схема разметки 4-рядного соединения;
Фиг. 3 - схема разметки 10-рядного соединения;
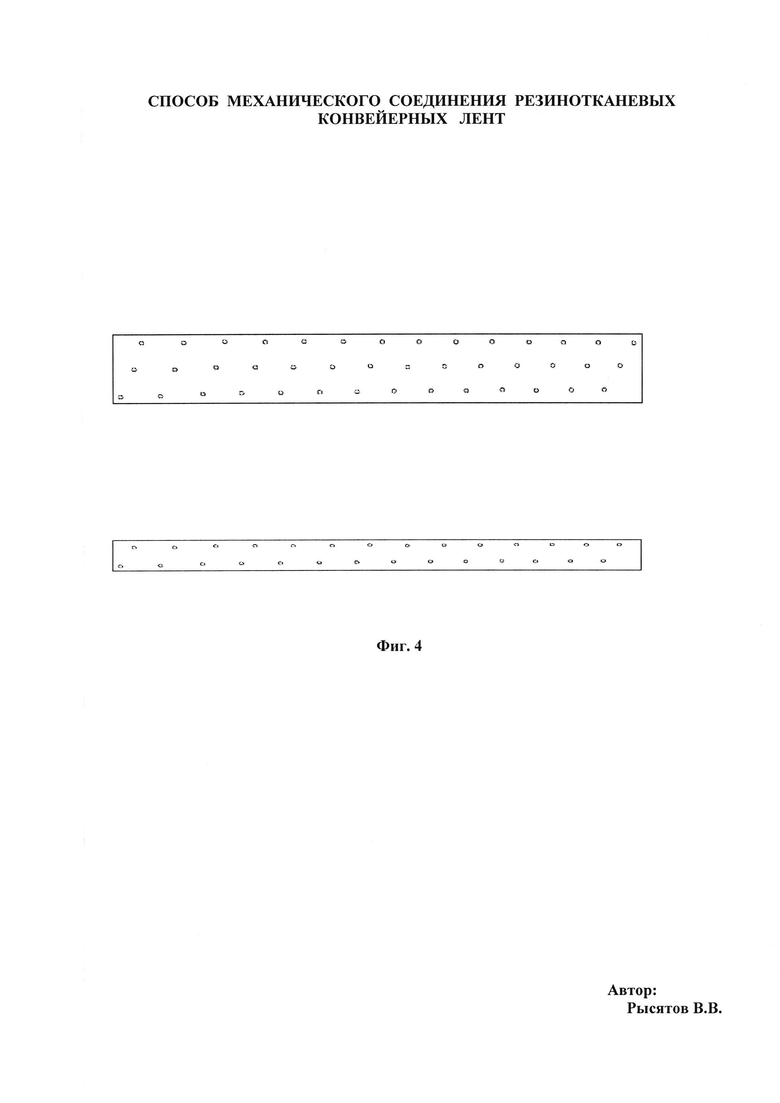
Фиг. 4 - универсальные шаблоны для расположения соединительных болтов;
Фиг. 5 - ступенчатая разделка концов ленты;
Фиг. 6 - совмещение концов ленты с соблюдением соосности;
Фиг. 7 - фиксирование временными винтами;
Фиг. 8 - разметка и сверление отверстий по шаблонам;
Фиг. 9 - вворачивание соединительных болтов;
Фиг. 10 - затягивание соединителей;
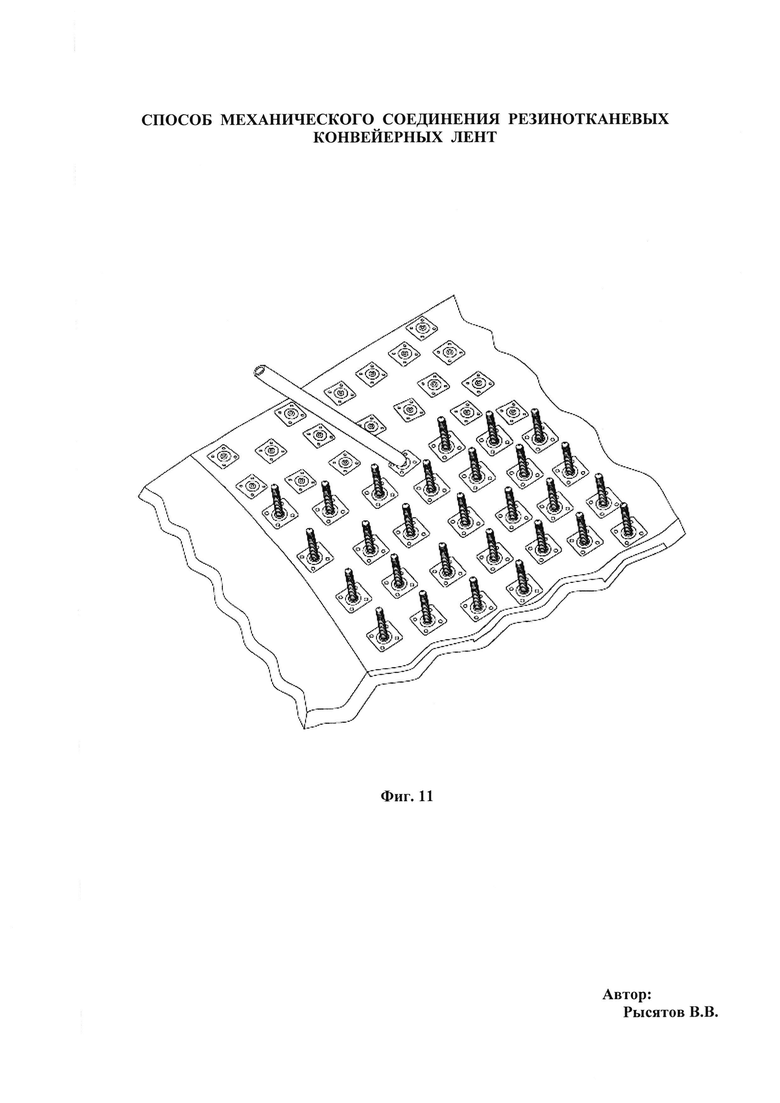
Фиг. 11 - отламывание выступающих концов соединительных болтов;
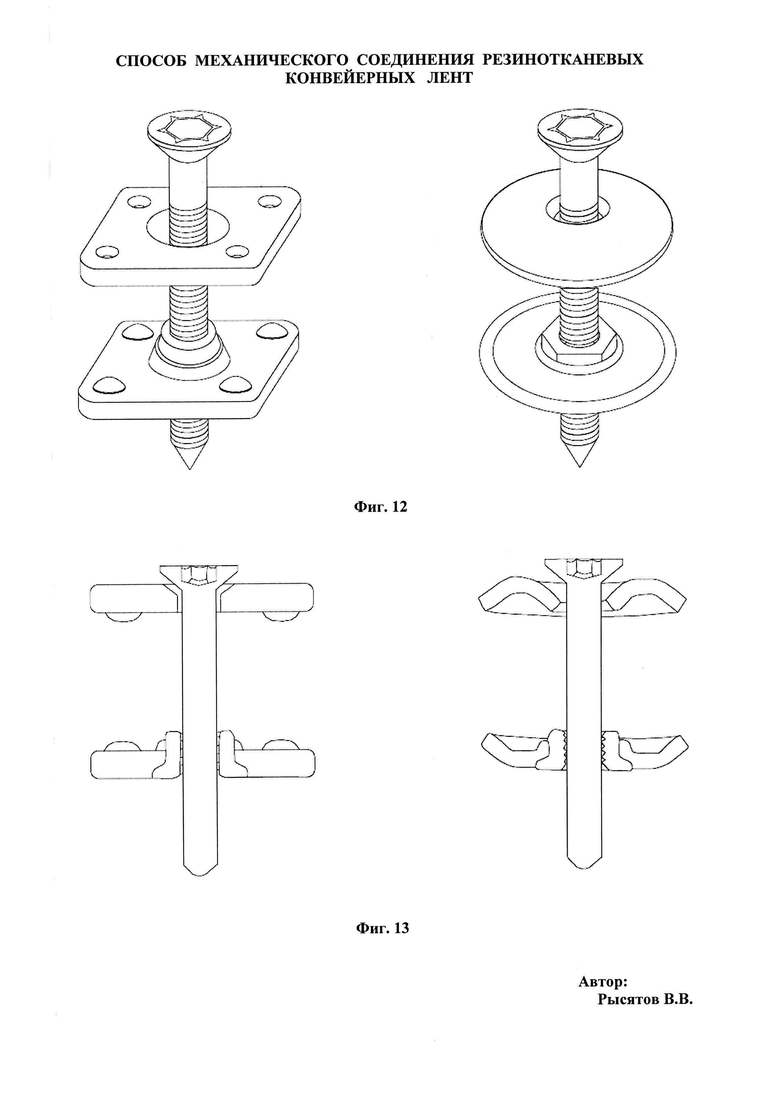
Фиг. 12 - общий вид различных модификаций соединителей;
Фиг. 13 - общий вид различных модификаций соединителей в разрезе;
Фиг. 14 - различные модификации верхнего прижимного элемента;
Фиг. 15 - различные модификации верхнего прижимного элемента;
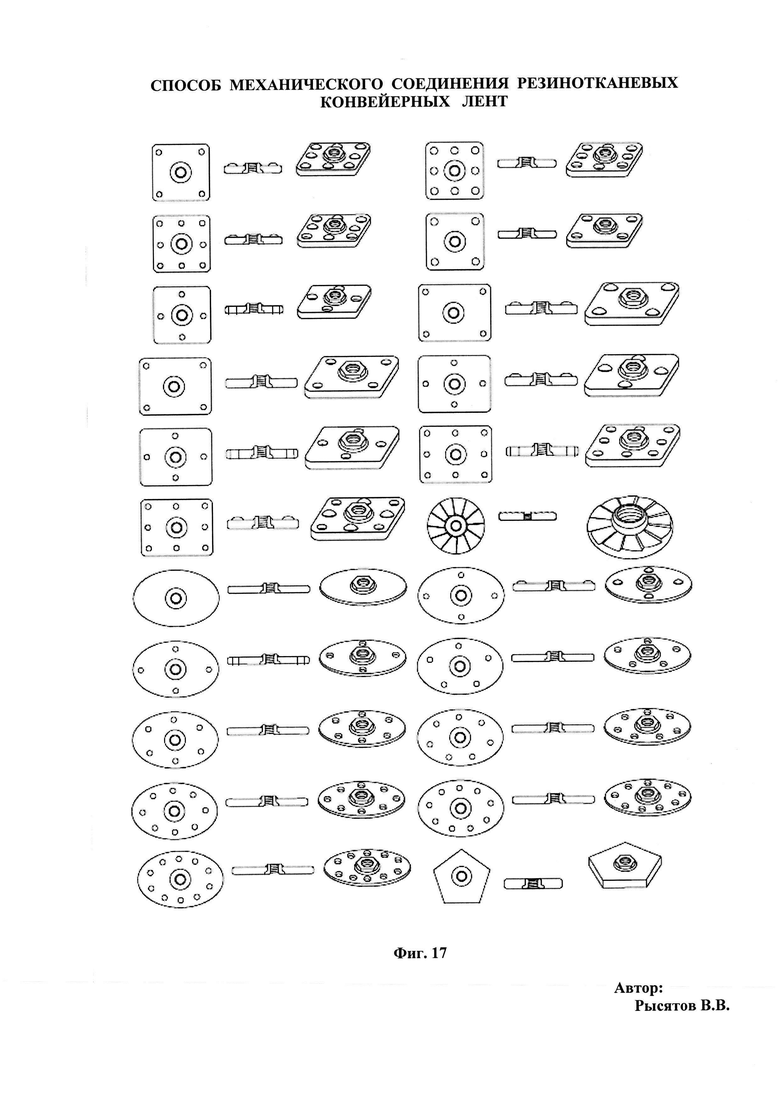
Фиг. 16 - различные модификации нижнего прижимного элемента;
Фиг. 17 - различные модификации нижнего прижимного элемента;
Фиг. 18 - различные модификации соединительных болтов.
Монтаж соединения предлагаемым способом механического соединения резинотканевых конвейерных лент осуществляется следующим образом.
Соединяемые концы лент обрезают, выдерживая перпендикулярность реза по отношению к продольной оси ленточного полотна. Затем по специальным универсальным шаблонам (фиг. 4) производят разметку и ступенчатую разделку концов ленты в зависимости от типа ленты (фиг. 1, 2, 3) с таким расчетом, чтобы впоследствии в месте соединения количество тканевых прокладок (горизонтальных слоев корда ленты) было на 1-2 шт. больше, чем в соединяемом ленточном полотне. После завершения разделки концы ленты соединяют, совмещая между собой, одновременно соблюдая соосность (фиг. 6), и фиксируют от смещения временными винтами (фиг. 7). Это позволяет исключить необходимость фиксации концов ленты посредством клея, как в способе, принятом за прототип. Затем по этим же универсальным шаблонам размечают или сразу же сверлят (пробивают) отверстия под установку соединительных болтов (фиг. 8). При этом расположение соединительных болтов исключает просечку ленты по одной линии возникновения нагрузок (параллельной продольной оси транспортерной ленты и линии ее движения).
Во все подготовленные отверстия вворачиваются соединительные болты с надетыми на них верхними прижимными элементами (фиг. 9).
На следующем этапе на соединительные болты навинчиваются нижние прижимные элементы (фиг. 10). Затем все соединительные болты затягиваются с расчетным усилием, начиная от середины полотна ленты к его краям в обоих направлениях, до тех пор, пока прижимные элементы не утопятся в полотно ленты, перестав выступать над ее поверхностью (фиг. 10). Необходимый минимальный момент затяжки составляет 150 н/м.
Завершают монтаж соединения отламыванием выступающих над лентой концов соединительных болтов на уровне плоскости нижних прижимных элементов (фиг. 11).
Прочность и надежность стыка, произведенного предлагаемым способом, обеспечивается благодаря сдавливанию соединительными болтами ленточного полотна в месте соединения. При этом верхние и нижние прижимные элементы устанавливаются в определенном порядке, исключающем просечки полотна ленты по одной линии, параллельной продольной оси ленты. Это позволяет минимизировать повреждение волокон корда ленты. Расстояние между соединителями в ряду и между рядами соединителей принимаются исходя из расчетных характеристик ленточного полотна. Для обеспечения равномерного распределения нагрузок по всей площади стыка в центральной части соединения расстояние между соединителями меньше, чем расстояние между соединителями в крайних частях стыка. Площади действия соединителей, располагающиеся в расчетном порядке в зависимости от прочностных характеристик ленточного полотна и конструкции (формы, профиля, перфорации и т.д.) прижимного элемента, обеспечивают необходимое усилие для равномерного компрессионного соединения по всей площади стыка, за счет чего происходит плотное соединение двух концов ленточного полотна. При сжатии верхних и нижних прижимных элементов в площади действия каждого соединителя и по площади всего стыка происходит уплотнение соединяемых ленточных полотен, что приводит к увеличению толщины ленты в месте соединения, в зависимости от типа ленты, на 1-2 мм, что составляет 5-10%. Благодаря отсутствию жестких связей между отдельными механическими соединителями место соединения остается гибким, сохраняя характеристики конвейерной ленты.
Предлагаемый способ механического соединения резинотканевых конвейерных лент значительно проще, дешевле и требует намного меньше времени и трудозатрат, чем другие известные способы соединения резинотканевых конвейерных лент.
При стыковке с соблюдением технологии качества материалов предлагаемым способом гарантируется надежность стыка до полного износа ленты.
Прочность соединения при использовании данного способа механического соединения резинотканевых конвейерных лент составляет от 50% до 95% от фактической разрывной прочности ленты.
При использовании предлагаемого способа механического соединения резинотканевых конвейерных лент требуется намного меньше ленточного полотна в месте соединения (от 130 мм до 500 мм), что существенно ниже, чем при способах холодной и горячей вулканизации.
Вследствие технологической простоты выполнение соединения конвейерной ленты этим способом может производиться бригадой из двух человек либо одним человеком, при этом время монтажа одного соединения предлагаемым способом механического соединения резинотканевых конвейерных лент от 1,5 до 3 часов, что существенно уменьшает время простоя конвейера.
Температурный режим эксплуатации лент конвейеров, соединенных предлагаемым способом, определяется техническими характеристиками выпускаемых производителем конвейерных лент.
При использовании данного способа механического соединения резинотканевых конвейерных лент возможна стыковка при отрицательных температурах окружающей среды.
Универсальность этого способа позволяет применять его для соединения ленточных полотен разных типов, разной толщины, разных производителей как между собой, так при соединении в различных сочетаниях.
Также предлагаемый способ механического соединения резинотканевых конвейерных лент исключает просыпание транспортируемого материала.
Соединение, выполненное при помощи предлагаемого способа механического соединения резинотканевых конвейерных лент, не разрушает скребков и чистителей, а также не вызывает повреждений магистральных роликов, приводных (особенно футерованных), натяжных и отклоняющих барабанов конвейеров.
Важным преимуществом такого способа механического соединения резинотканевых конвейерных лент в отличие от других способов является ремонтопригодность. Если в процессе эксплуатации какой-либо из элементов соединения разрушился, он легко заменяется, при первой же остановке на техническое обслуживание конвейера, на новый элемент. Тем самым неограниченно продлевается срок эксплуатации всего соединения.
В установленном виде соединительные элементы не выступают над поверхностью конвейерной ленты, что уменьшает риск вырывания соединителей из полотна ленты при контакте со скребками, чистителями, жесткими пересыпами, а также возможными неисправными элементами ленточного става линейных роликов и приводных барабанов. Также уменьшается абразивный износ транспортируемым материалом (например, каменным углем, цементом гравием, щебнем, дробленой породой, песком и т.д.). Таким образом, данный способ позволяет обеспечить достаточное в условиях высоких нагрузок сопротивление вырыванию соединителей из полотна ленты.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для соединения концов конвейерной ленты | 2021 |
|
RU2753055C1 |
| Способ стыковки резинотканевых конвейерных лент | 1981 |
|
SU1004147A1 |
| Способ соединения конвейерных лент | 1990 |
|
SU1722866A1 |
| Способ стыковки резино-тканевыхТРАНСпОРТЕРНыХ лЕНТ | 1979 |
|
SU793798A1 |
| Устройство для разделки стыков резинотканевых лент | 1978 |
|
SU742158A1 |
| СПОСОБ СОЕДИНЕНИЯ КОНЦОВ РЕЗИНОТКАНЕВЫХ ЛЕНТ | 2013 |
|
RU2544072C1 |
| СПОСОБ СОЕДИНЕНИЯ КОНВЕЙЕРНЫХ ЛЕНТ | 1996 |
|
RU2100202C1 |
| Способ соединения конвейерных лент | 1985 |
|
SU1270018A1 |
| Способ соединения конвейерных лент | 1981 |
|
SU994294A1 |
| Способ стыковки многослойных лент | 1985 |
|
SU1344625A1 |











Способ механического соединения резинотканевых конвейерных лент включает разделку, сборку и скрепление стыкуемых концов ленты. Концы ленты разделывают ступенчато таким образом, что количество слоев корда ленты в месте стыка превосходит количество слоев корда в остальной ленте, и соединяют посредством металлических пластин и стягивающих их соединительных болтов. В средней части стыка соединительные болты по ширине ленты располагают чаще, чем по краям стыка, и так, что любые две точки их расположения не оказываются на линии, параллельной продольной оси ленты. Обеспечиваются повышение долговечности элементов ленточного става, упрощение и снижение трудоемкости процесса соединения лент. 3 з.п. ф-лы, 18 ил.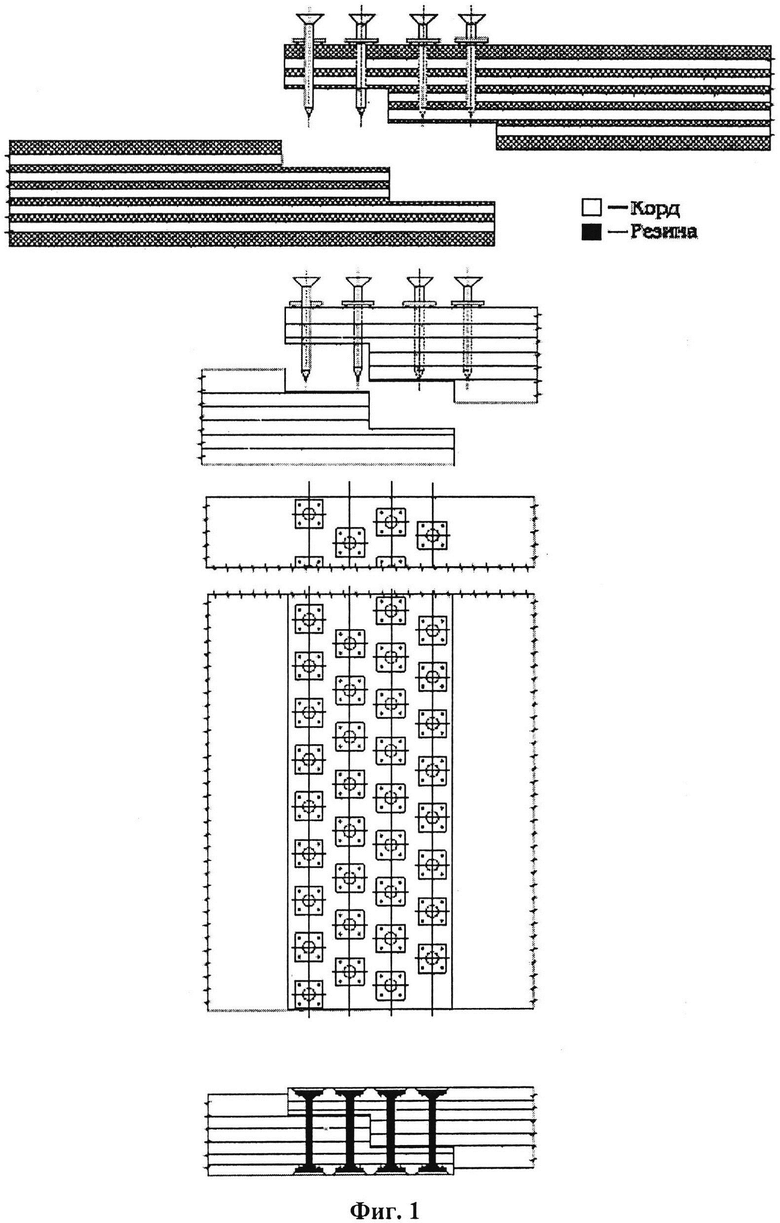
1. Способ механического соединения резинотканевых конвейерных лент, включающий разделку, сборку и скрепление стыкуемых концов ленты, при этом концы ленты разделывают ступенчато и соединяют посредством механических соединителей, состоящих, например, из металлических пластин и стягивающих их соединительных болтов, отличающийся тем, что в средней части стыка соединительные болты по ширине ленты располагают чаще, чем по краям стыка, и так, что любые две точки их расположения не оказываются на линии, параллельной продольной оси ленты, а соединяемые концы ленты разделывают таким образом, что количество слоев корда ленты в месте стыка превосходит количество слоев корда в остальной ленте.
2. Способ механического соединения резинотканевых конвейерных лент по п. 1, отличающийся тем, что соединяемые концы ленты стягиваются в центральной части стыка с большим усилием, чем по краям, где один из концов ленты имеет наименьшую толщину и прочность. При этом в центральной части стыка прочность соединения достигается благодаря возникающим между поверхностями соединяемых концов ленты силам трения.
3. Способ механического соединения резинотканевых конвейерных лент по п. 1, отличающийся тем, что концы ленты разделывают на 3 ступени, при этом длина средней ступени больше длин остальных ступеней.
4. Способ механического соединения резинотканевых конвейерных лент по п. 1, отличающийся тем, что после завершения разделки концов ленты и до их стягивания посредством механических соединителей, концы ленты соединяют и фиксируют от смещения временными винтами.
| Устройство для автоматического выравнивания подвижной траверсы гидравлического пресса | 1956 |
|
SU115029A1 |
| 0 |
|
SU147954A1 | |
| СПОСОБ ПОЛУЧЕНИЯ СЕРНОГО АНГИДРИДА | 1937 |
|
SU54629A1 |
| Вулкан | |||
| Каталог | |||
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
| Прибор для промывания газов | 1922 |
|
SU20A1 |
| Найдено в Интернет: https://web.archive.org/web/20141025020643/http://www.belttrade.ru/59.jsp | |||
| CN 103322123 A, 25.09.2013. | |||

