Заявляемый объект относится к обработке металлов давлением и может быть использован для прокатки длинномерных плоских заготовок типа лент и полос, преимущественно, из трудно деформируемых сталей и сплавов.
Наиболее близким по совокупности признаков к заявляемому объекту является выбранный в качестве прототипа способ шаговой прокатки лент, который приведен в описании изобретения к патенту Российской Федерации №2521764, опубликован 10.072014. Известный способ включает деформацию плоской длинномерной заготовки в валках с гладкой бочкой прямым и обратным ходом после пошагового перемещения заготовки при возвратно-поступательном перемещении валка. Деформацию заготовки осуществляют прямым и обратным ходом при возвратно-поступательном перемещении осей валков и свободном перемещении заготовки вдоль оси прокатки в сторону, противоположную направлению перемещения осей валков во время деформации заготовки при принудительном перемещении заготовки в сторону готового профиля во время образования зазора между заготовкой и рабочей поверхностью валков. Снижение осевых усилий в заготовке при ее деформации обратным ходом обеспечивается за счет того, что принудительное перемещение заготовки перед обратным ходом осуществляют дополнительно на величину свободного перемещения заготовки, при этом свободное перемещение заготовки не превышает расчетной величины.
У заявляемого объекта и прототипа совпадают следующие существенные признаки. Оба способа шаговой прокатки включают деформацию плоской длинномерной заготовки в валках с гладкой бочкой прямым и обратным ходом после пошагового перемещения заготовки при возвратно-поступательном перемещении валка.
При использовании заявляемого объекта ожидается достижение технического результата, заключающегося в повышении степени деформации плоской длинномерной заготовки, преимущественно, из трудно деформируемых сталей и сплавов.
Анализ технических свойств прототипа, обусловленных его признаками, показывает, что получению ожидаемого технического результата при использовании прототипа препятствуют следующие причины. Трудно деформируемые стали и сплавы при деформациях более 50-55% сильно «нагартовываются», и дальнейшая их деформация в продольном, а особенно в поперечном направлении невозможна из-за очень высоких нагрузок на валки и прочностных особенностей прокатных клетей. Очаг деформации в прокатных валках локализуется только в области контакта металла с верхним и нижним валком. При прокатке плоской длинномерной заготовки очаг деформации формируется по всей ширине валков, и для трудно деформируемых сплавов нет возможности обеспечить высокую степень деформации плоской длинномерной заготовки из-за больших усилий на валки и больших моментов прокатки. А деформировать плоские длинномерные заготовки в поперечном направлении в прототипе вообще невозможно.
В основу заявляемого объекта поставлена задача создать такой способ шаговой прокатки плоской длинномерной заготовки, в котором усовершенствование путем введения новых элементов позволило бы при использовании заявляемого объекта обеспечить достижение технического результата, заключающегося в повышении степени деформации плоской длинномерной заготовки из трудно деформируемых сталей и сплавов.
Суть заявляемого объекта заключается в следующем. Способ шаговой прокатки плоских длинномерных заготовок включает деформацию плоской длинномерной заготовки в валках с гладкой бочкой прямым и обратным ходом после пошагового перемещения заготовки при возвратно-поступательном перемещении валка. Отличительной особенностью заявляемого объекта является следующее. Деформацию плоской длинномерной заготовки осуществляют верхним валком с реверсивным вращением, при этом верхний валок возвратно-поступательно перемещают поперек заготовки вдоль рабочей поверхности нижнего валка, причем пошаговое перемещение заготовки осуществляют в крайних положениях верхнего валка после выхода его за пределы заготовки.
В частных случаях использования заявляемый объект отличается тем, что:
- в крайних положениях верхнего валка, после выхода его за пределы плоской длинномерной заготовки, нижний валок поворачивают вокруг его продольной оси на шаг перемещения заготовки одновременно с ее перемещением;
- пошаговое перемещение плоской длинномерной заготовки осуществляют в тянущих валках с гладкой бочкой, в которых заготовку дополнительно обжимают по толщине;
- шаг перемещения плоской длинномерной заготовки составляет 0,2-1,0 длины очага деформации заготовки на нижнем валке.
При использовании заявляемого объекта ожидается достижение технического результата, заключающегося в повышении степени деформации плоской длинномерной заготовки из трудно деформируемых сталей и сплавов.
Между совокупностью существенных признаков заявляемого объекта и достигаемым техническим результатом имеется следующая причинно-следственная связь. Деформация плоской длинномерной заготовки верхним валком с реверсивным вращением, при этом верхний валок возвратно-поступательно перемещают поперек заготовки вдоль рабочей поверхности нижнего валка, причем пошаговое перемещение заготовки осуществляют в крайних положениях верхнего валка после выхода его за пределы заготовки, обеспечивают при каждом ходе верхнего валка деформацию заготовки в поперечном направлении с течением металла в уширение плоской длинномерной заготовки в поперечном, а не в продольном направлении, как в прототипе. При этом в осевом сечении валков в данный момент осуществляется деформация не по всей ширине валков, как в прототипе, а только локально на части ширины плоской заготовки. Плоскую длинномерную заготовку периодически перемещают вперед на шаг, равный 0,2-1 величины очага деформации, а затем производят переключение направления вращения и направления перемещения верхнего валка на противоположное и производят деформацию плоской длинномерной заготовки в обратном направлении. Возвратно-поступательное движение верхнего валка поперек плоской длинномерной заготовки с регулируемой пошаговой подачей ее вперед обеспечивает деформацию плоской заготовки в поперечном направлении с течением металла в уширение. Локальная деформация плоской длинномерной заготовки по ее ширине позволяет прорабатывать трудно деформируемые стали и сплавы в поперечном направлении при очень больших степенях обжатия, так как при этом валки не испытывают больших нагрузок.
Поворачивание нижнего валка вокруг его продольной оси на шаг перемещения заготовки одновременно с ее перемещением в крайних положениях верхнего валка, после выхода его за пределы плоской длинномерной заготовки, позволяет при каждом ходе верхнего валка осуществлять локальную деформацию заготовки на новом участке нижнего валка, что предотвращает увеличение радиуса кривизны рабочей поверхности нижнего валка в результате его преждевременного износа и способствует повышению равномерности деформации заготовки по ее длине.
Осуществление пошагового перемещения плоской длинномерной заготовки в тянущих валках с гладкой бочкой, в которых заготовку дополнительно обжимают по толщине, обеспечивает при пошаговом перемещении заготовки валками клети одновременное обжатие заготовки по толщине для удаления волн, образующихся при ее локальной деформации в валках предыдущей клети.
Установка нижнего валка с возможностью регулируемого поворота относительно продольной оси, которая параллельна продольной оси этого нижнего валка, позволяет изменять расстояние между рабочей поверхностью нижнего валка и рабочей поверхностью верхнего валков, изменять длину очага деформации и позволяет регулировать степень обжатия длинномерной плоской заготовки за один проход верхнего валка.
В зависимости от величины обжатия и шага плоской длинномерной заготовки на ее нижней поверхности со стороны нижнего валка образуются периодические небольшие волны, расположенные поперек плоской заготовки. Эти волны при последующей прокатке плоской длинномерной заготовки в гладких валках сглаживаются по всей длине заготовки. Максимальная высота волны образуется при шаге, равном длине очага деформации. Минимальная высота волны формируется при шаге, равном величине 0,2 длины очага деформации. Экспериментально определено, что регулирование шага перемещения плоской длинномерной заготовки в пределах 0,2-1,0 длины очага деформации заготовки на нижнем валке позволяет регулировать высоту волн, расположенных поперек плоской заготовки, которые разглаживаются при последующей прокатке заготовки. Деформированием плоской длинномерной заготовки из трудно деформируемых сталей и сплавов в поперечном и продольном направлении обеспечивается изотропия свойств плоской длинномерной заготовки в двух направлениях.
Сущность заявляемого объекта поясняется иллюстрирующими материалами, на которых изображено:
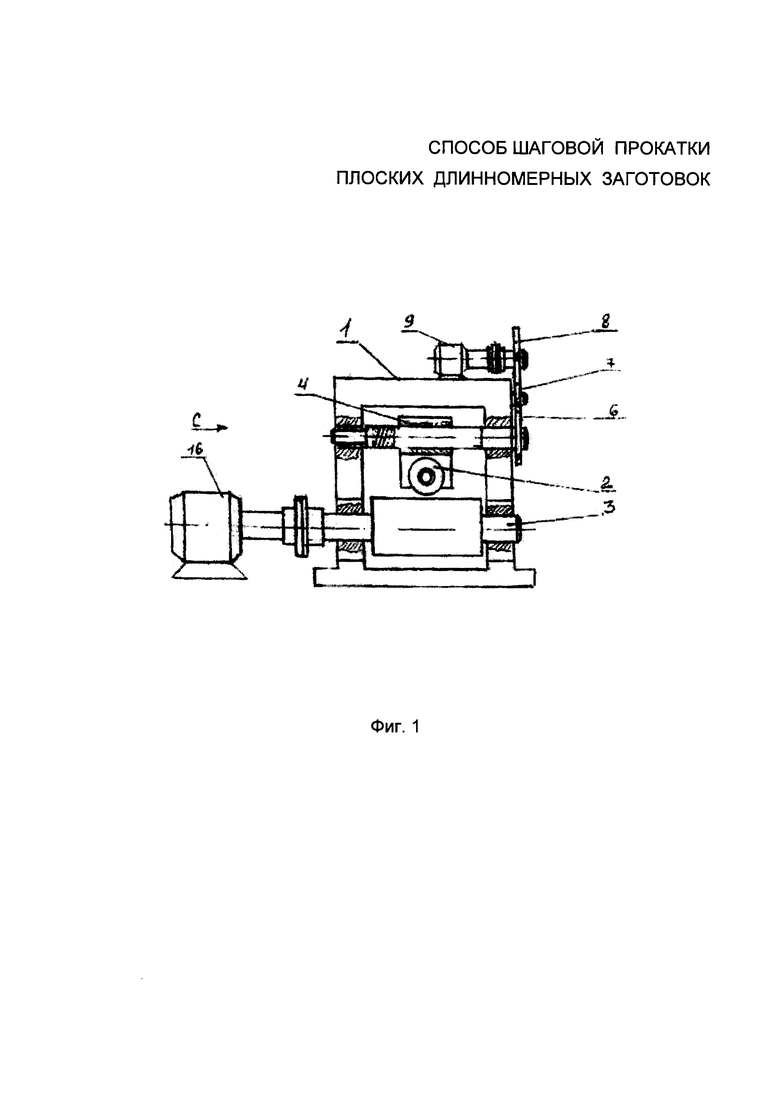
на фиг. 1 - вид спереди на стан шаговой прокатки плоских длинномерных заготовок;
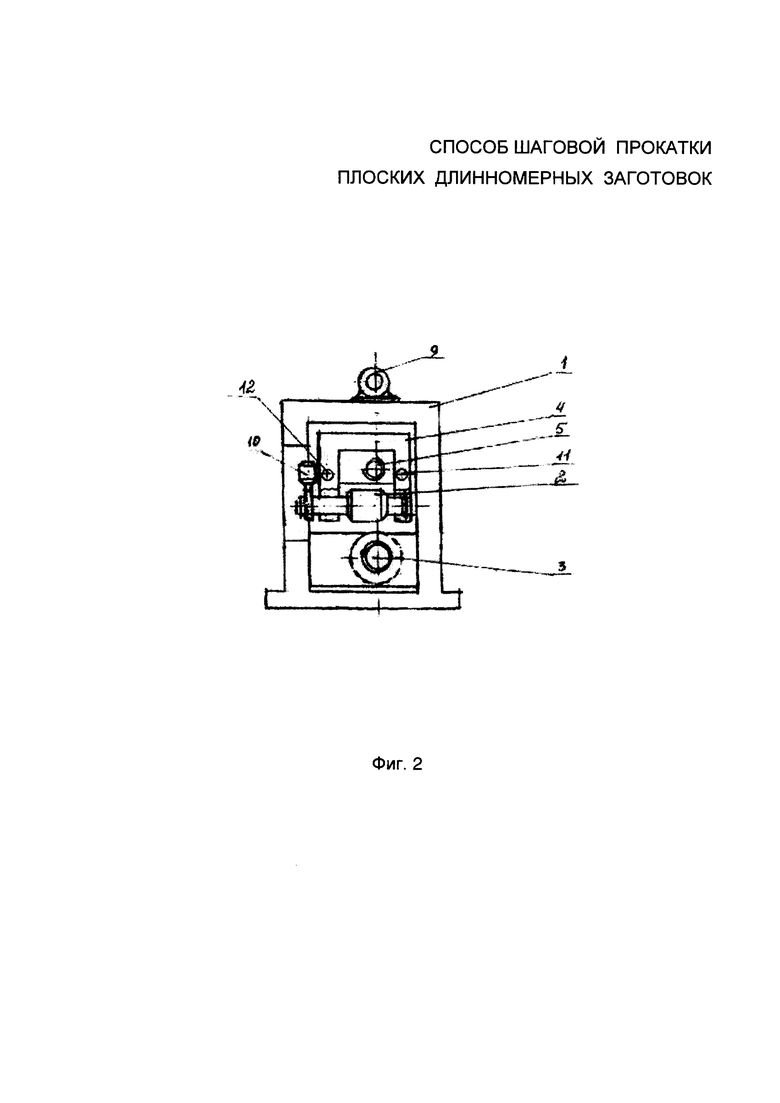
на фиг. 2 - вид по стрелке «С» на Фиг. 1;
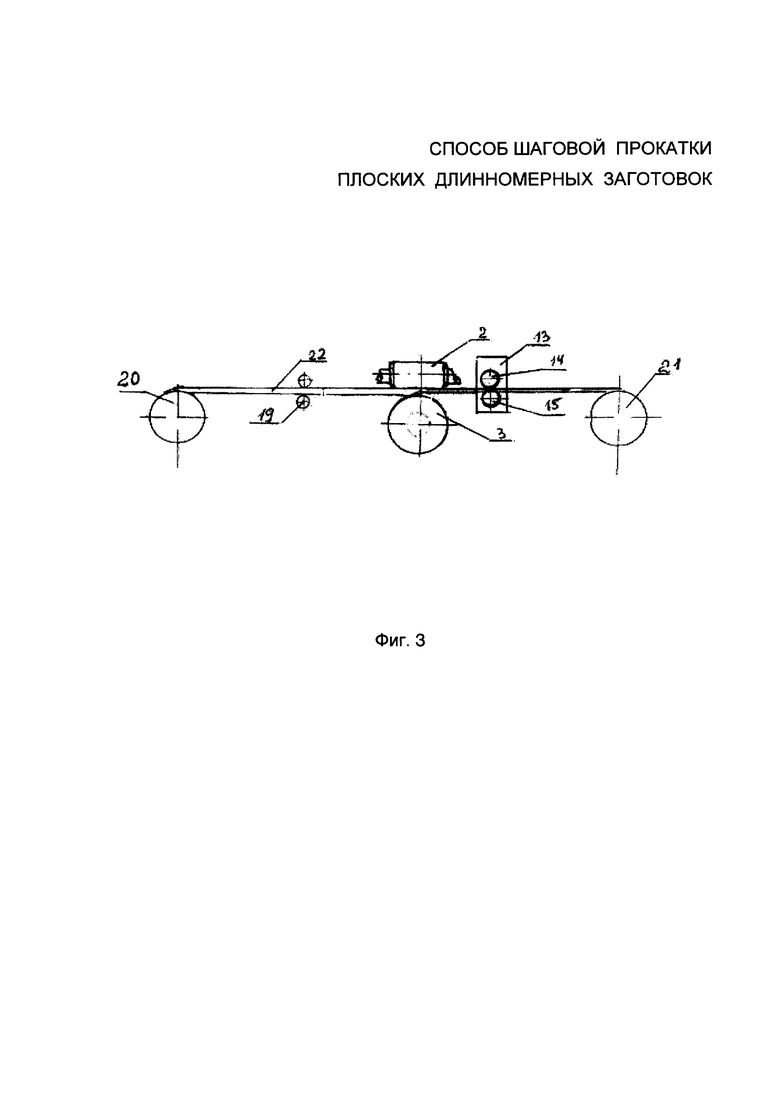
на фиг. 3 - вид сбоку на стан шаговой прокатки плоской длинномерной заготовки при выполнении устройства для пошагового перемещения плоской заготовки на базе прокатной клети.
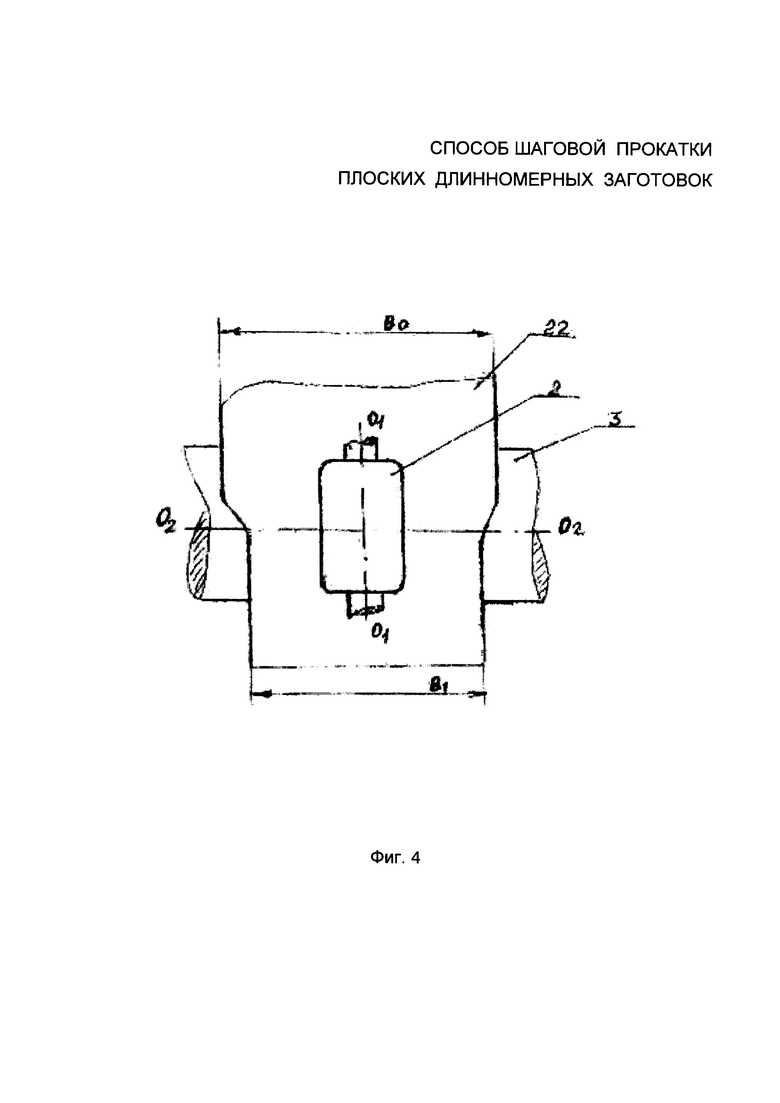
на фиг. 4 - вид сверху на верхний валок и нижний валок стана при прокатке плоской длинномерной заготовки;
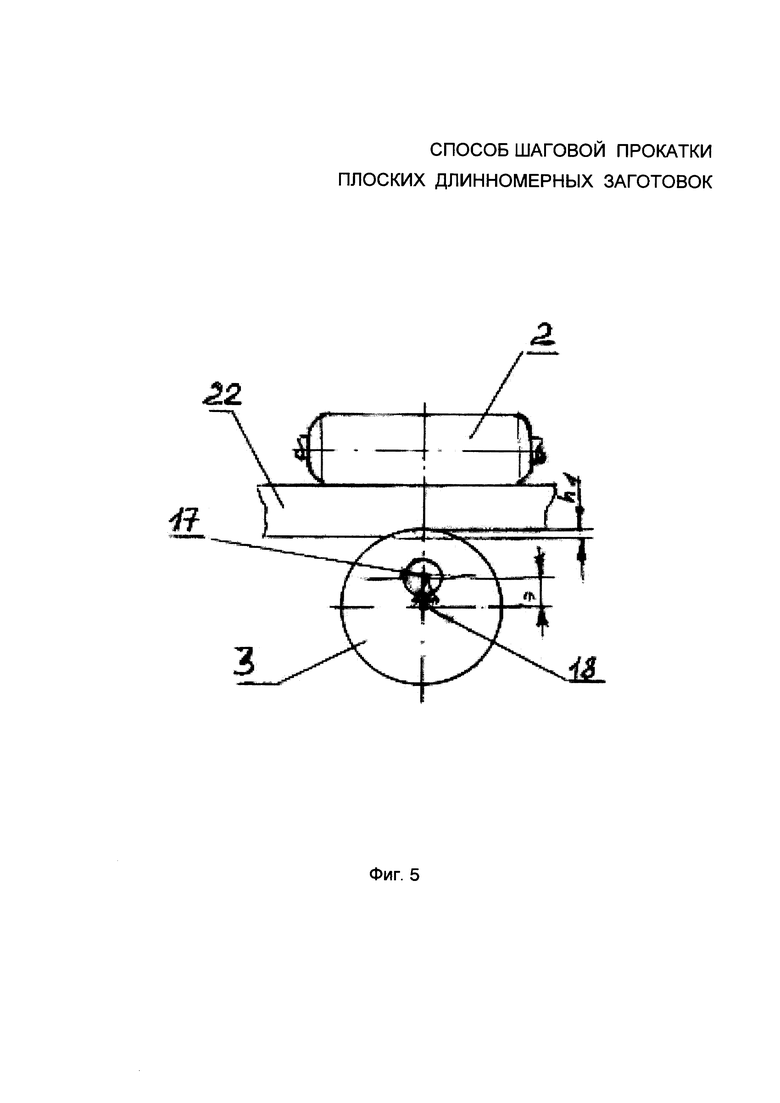
на фиг. 5 - вид сбоку на верхний валок и нижний валок, который повернут относительно продольной оси, которая параллельна продольной оси нижнего валка в положение, соответствующее минимальной деформации;
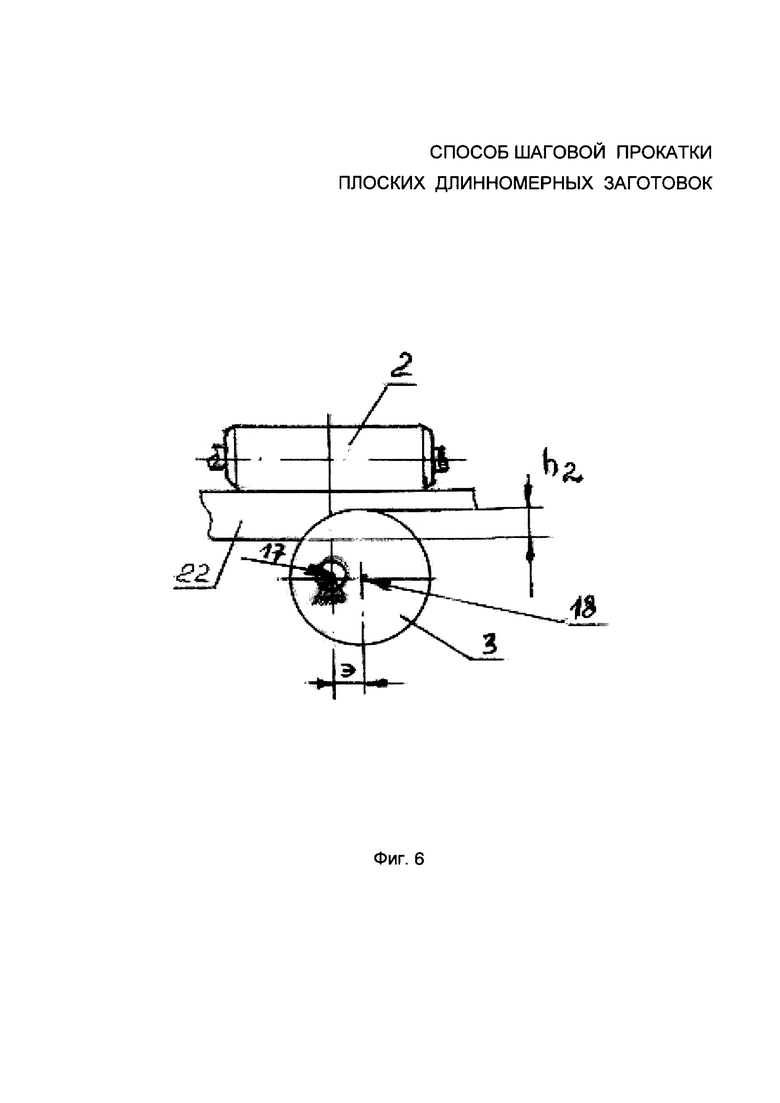
на фиг. 6 - вид сбоку на верхний валок и нижний валок, который повернут относительно продольной оси, которая параллельна продольной оси нижнего валка, в положение, соответствующее максимальной деформации;
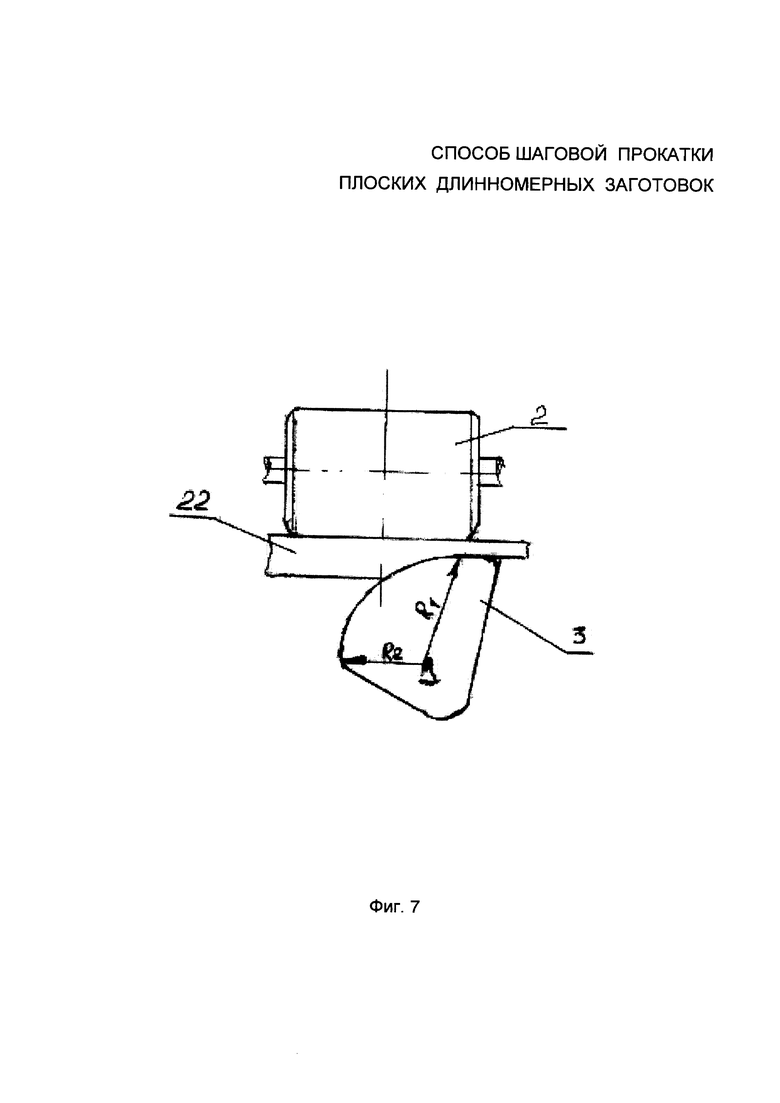
на фиг. 7 - вид сбоку на верхний валок и нижний валок, который выполнен с переменным радиусом и повернут на заданный угол вокруг своей продольной оси;
На представленных чертежах использованы следующие обозначения:
1 - станина;
2 - верхний валок;
3 - нижний валок;
4 - обойма;
5 - ходовой винт;
6 - шестерня;
7 - шестерня;
8 - шестерня;
9 - реверсивный электропривод;
10 - реверсивный электропривод;
11 - направляющая;
12 - направляющая;
13 - устройство для пошагового перемещения плоской заготовки;
14 - верхний валок устройства для пошагового перемещения плоской заготовки;
15 - нижний валок устройства для пошагового перемещения плоской заготовки;
16 - привод пошагового поворота нижнего валка 3;
17 - продольная ось поворота нижнего валка 3;
18 - продольная ось нижнего валка 3;
19 - направляющие ролики;
20 - подающий барабан;
21 - принимающий барабан;
22 - плоская длинномерная заготовка.
В конкретном примере выполнения способ шаговой прокатки плоских длинномерных заготовок осуществляется следующим образом. Стан шаговой прокатки плоских длинномерных заготовок содержит (фиг. 1 и Фиг. 2) установленные в станине 1 с помощью вертикальных механизмов установки верхний валок 2 с гладкой бочкой и нижний валок 3 с гладкой бочкой. Нижний валок 3 зафиксирован от поворота вокруг своей оси. Верхний валок 2 установлен с возможностью возвратно-поступательного перемещения вдоль рабочей поверхности нижнего валка 3. Продольная ось O1-O1 верхнего валка 2 расположена в вертикальной плоскости, которая перпендикулярна вертикальной плоскости, в которой расположена продольная ось О2-О2 нижнего валка 3 (Фиг. 4).
Для обеспечения возвратно-поступательного перемещения верхнего валка 2 (Фиг. 2) вдоль рабочей поверхности нижнего валка 3, верхний валок 2 установлен в обойме 4, которая через ходовой винт 5 и систему шестерен 6, 7 и 8 связана с реверсивным электроприводом 9 с регулируемым числом оборотов, который установлен сверху на станине 1. Механизм вращения верхнего валка 2 установлен на обойме 4 и содержит реверсивный электропривод 10 с регулируемым числом оборотов и с редуктором. Параллельно ходовому винту 5 закреплены направляющие 11 и 12, на которых с возможностью перемещения по ним под действием ходового винта 5 установлена обойма 4 с верхним валком 2 и электроприводом 10.
Устройство 13 для пошагового перемещения плоской длинномерной заготовки выполнено на базе прокатной клети, в которой установлены верхний валок 14 с гладкой бочкой и нижний валок 15 с гладкой бочкой для дополнительного обжатия плоской заготовки по толщине при ее пошаговом перемещении (Фиг. 3).
Нижний валок 3 может быть снабжен приводом пошагового поворота 16, который синхронизирован с приводом устройства 13 для пошагового перемещения плоской длинномерной заготовки (Фиг. 1 и Фиг. 3).
Нижний валок 3 может быть установлен с возможностью фиксированного поворота относительно продольной оси 17, которая параллельна продольной оси этого нижнего валка, для регулирования степени обжатия плоской длинномерной заготовки. На фиг. 5 показан нижний валок 3, который повернут на заданный угол и зафиксирован относительно продольной оси 17, которая параллельна продольной оси нижнего валка 3, в положении, соответствующем минимальной деформации плоской длинномерной заготовки, характеризуемой толщиной h1. На фиг. 6 показан нижний валок 3, который повернут на заданный угол и зафиксирован относительно продольной оси 17, которая параллельна продольной оси нижнего валка 3, в положении, соответствующем максимальной деформации плоской длинномерной заготовки, характеризуемой толщиной h2.
Желательно чтобы величина радиуса нижнего валка 3 составляла 0,5-2,0 величины радиуса верхнего валка 2, например, в конкретном примере радиусы валков выбираются одинаковыми.
Нижний валок 3 может быть выполнен с переменным радиусом, который по длине рабочей поверхности изменяется от 0,5 до 2,0 величины радиуса верхнего валка и снабжен приводом поворота на заданный угол вокруг продольной оси 19, совпадающей с продольной осью валка 3. В конкретном примере нижний валок 3 повернут на угол, соответствующий равенству радиусов кривизны соответствующего участка нижнего валка 3 и верхнего валка 2, и зафиксирован в этом положении (фиг. 7).
В случае прокатки лент плоская длинномерная заготовка подается на прокатку с подающего барабана 20, который расположен перед устройством для прокатки с верхним валком 2 и нижним валком 3. После прокатки лента сматывается на принимающий барабан 21, который расположен после устройства 13 для пошагового перемещения плоской заготовки, выполненной на базе прокатной клети (Фиг. 3).
В конкретном примере заявляемый способ шаговой прокатки плоской длинномерной заготовки осуществляется при работе стана следующим образом. В начале процесса прокатки плоской длинномерной заготовки обойму 4 с верхним валком 2 с помощью реверсивного электропривода 9, системы шестерен 6, 7, 8 и ходового винта 5 перемещают относительно станины 1 в одно из крайних боковых положений.
С подающего барабана 20 плоскую длинномерную заготовку 22 перемещают вперед по направляющим роликам 19 над нижним валком 3, пропускают через устройство 13 для пошагового перемещения плоской заготовки, которое выполнено на базе прокатной клети, и фиксируют на принимающем барабане 21.
С помощью механизма вертикальной установки устанавливают необходимый зазор между верхним валком 2 и нижним валком 3 для реализации требуемого обжатия плоской длинномерной заготовки. Включают реверсивный электропривод 10, который вращает верхний валок, и реверсивный электропривод 9, который через ходовой винт 5 обеспечивает возвратно-поступательное перемещение верхнего валка 2 поперек плоской заготовки 22. Количество оборотов реверсивного электропривода 9 и реверсивного электропривода 10 устанавливают таким, чтобы линейная скорость вращения верхнего валка 2 была равной линейной скорости перемещения верхнего валка 2 поперек плоской длинномерной заготовки 22.
Деформацию плоской длинномерной заготовки 22 осуществляют верхним валком 2 при его перемещении ходовым винтом 5 в направляющих 11 и 12 поперек плоской длинномерной заготовки 22 вдоль рабочей поверхности нижнего валка 3. После выхода верхнего валка 2 за пределы плоской длинномерной заготовки по ее ширине, срабатывают конечные выключатели, которые электрически соединены с приводом устройства 13 для пошагового перемещения плоской длинномерной заготовки, с реверсивным электроприводом 10, который вращает верхний валок, и с реверсивным электропривод 9, который через ходовой винт 5 обеспечивает возвратно-поступательное перемещение верхнего валка 2 поперек плоской заготовки 22. При этом плоская длинномерная заготовка 22 перемещается относительно нижнего валка 3 на шаг, направление вращения верхнего валка 2 меняется на противоположное и верхний валок 2 начинает двигаться поперек заготовки в обратном направлении, возвращаясь в исходное положение, и снова осуществляет деформацию заготовки. В крайних положениях верхнего валка 2 после выхода его за пределы плоской длинномерной заготовки 22 все повторяется. Шаг перемещения плоской длинномерной заготовки составляет 0,2-1,0, например, 0,5 длины очага деформации на нижнем валке 3.
Возвратно-поступательное движение верхнего валка поперек плоской длинномерной заготовки с регулируемой подачей ее на шаг вперед обеспечивает деформацию заготовки в поперечном направлении с течением металла в уширение. В зависимости от величины обжатия плоской заготовки и шага ее перемещения на ее нижней поверхности образуются периодические поперечные волны. После прохождения плоской длинномерной заготовки через гладкие прокатные валки 14 и 15 устройства 13 для пошагового перемещения плоской заготовки эти волны разглаживаются.
При снабжении нижнего валка 3 приводом пошагового поворота 16, который синхронизирован с приводом устройства 13 для пошагового перемещения плоской длинномерной заготовки (Фиг. 1 и Фиг. 3), при каждом шаге перемещения плоской заготовки 22 нижней валок 3 тоже поворачивается одновременно с перемещением плоской длинномерной заготовки. При очередном рабочем ходе верхний валок 2 будет деформировать плоскую длинномерную заготовку 22 на новом участке нижнего валка 3, что предотвращает увеличение радиуса кривизны рабочей поверхности нижнего валка 3 в результате его преждевременного износа и способствует повышению равномерности деформации плоской длинномерной заготовки по ее длине.
В ряде случаев при прокатке лент из трудно деформируемых сплавов необходимо подбирать оптимальную длину очага деформации. Если нижний валок 3 установлен с возможностью фиксированного поворота относительно продольной оси 17, которая параллельна продольной оси этого нижнего валка, то для регулирования степени обжатия плоской длинномерной заготовки 22 достаточно повернуть нижний валок 3 вокруг продольной оси 17 на заданный угол, обеспечивающий заданную длину очага деформации, и закрепить его в этом положении.
Если нижний валок 3 выполнен с переменным радиусом, который по длине рабочей поверхности изменяется от 0,5 до 2,0 величины радиуса верхнего валка, и снабжен приводом поворота на заданный угол вокруг продольной оси 18, совпадающей с продольной осью нижнего валка 3, то для подбора оптимальной длины очага деформации при прокатки лент из трудно деформируемых сплавов, достаточно нижний валок повернуть на заданный угол, обеспечивающий заданную длину очага деформации, и закрепить его в этом положении.
Деформация плоской длинномерной заготовки 22 в процессе прокатки между верхнем валком 2 и нижним валком 3 осуществляется не одновременно по всей ее ширине, а локально, последовательно по частям, в поперечном направлении, что позволяет прорабатывать трудно деформируемые стали и сплавы при очень больших степенях обжатия, так как при этом верхний валок 2 и нижний валок 3 не испытывают больших нагрузок.
| название | год | авторы | номер документа |
|---|---|---|---|
| СТАН ШАГОВОЙ ПРОКАТКИ ПЛОСКИХ ДЛИННОМЕРНЫХ ЗАГОТОВОК | 2015 |
|
RU2610184C1 |
| СПОСОБ ШАГОВОЙ ПРОКАТКИ ПЛОСКИХ ДЛИННОМЕРНЫХ ЗАГОТОВОК И СТАН ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2016 |
|
RU2676809C2 |
| ВАЛОК ДЛЯ ШАГОВОЙ ПРОКАТКИ | 2004 |
|
RU2266167C1 |
| Способ шаговой прокатки | 1975 |
|
SU622515A1 |
| СПОСОБ ПРОДОЛЬНОЙ ПРОКАТКИ ПОЛОСЫ НА ГЛАДКОЙ БОЧКЕ | 2023 |
|
RU2814505C1 |
| СТАН ШАГОВОЙ ПРОКАТКИ | 2006 |
|
RU2329883C1 |
| Способ шаговой деформации металлов и сплавов | 1975 |
|
SU944687A1 |
| Валок стана шаговой прокатки | 1989 |
|
SU1731311A1 |
| Способ прокатки упрочненных полос | 1988 |
|
SU1657244A1 |
| Способ продольной прокатки | 1989 |
|
SU1667955A1 |
Способ относится к обработке металлов давлением и может быть использован для прокатки длинномерных плоских заготовок типа лент и полос, преимущественно, из трудно деформируемых сталей и сплавов. Способ включает деформацию плоской длинномерной заготовки в валках с гладкой бочкой прямым и обратным ходом после пошагового перемещения заготовки при возвратно-поступательном перемещении валка. Повышение степени деформации заготовки обеспечивается за счет того, что деформацию осуществляют верхним валком в процессе его реверсивного вращения, при этом верхний валок возвратно-поступательно перемещают поперек заготовки вдоль рабочей поверхности нижнего валка, причем пошаговое перемещение заготовки осуществляют в крайних положениях верхнего валка после выхода его за пределы заготовки. 3 з.п. ф-лы, 7 ил.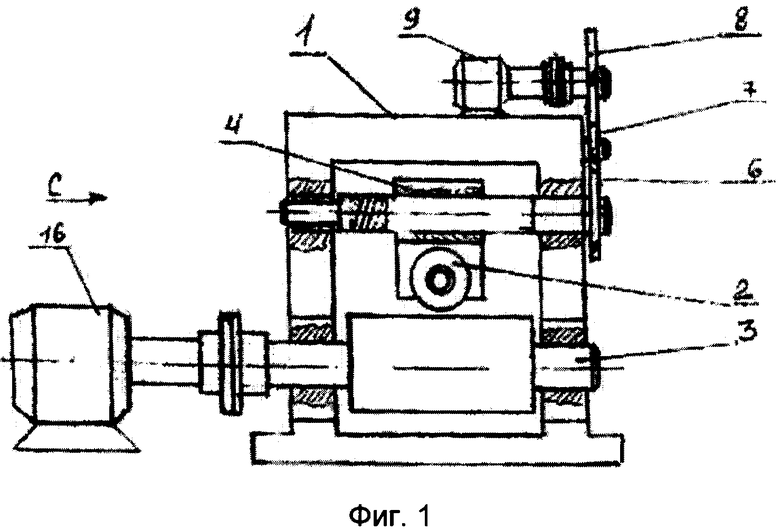
1. Способ шаговой прокатки плоских длинномерных заготовок, включающий деформацию плоской длинномерной заготовки в валках с гладкой бочкой прямым и обратным ходом после пошагового перемещения заготовки при возвратно-поступательном перемещении валка, отличающийся тем, что деформацию плоской длинномерной заготовки осуществляют верхним валком в процессе его реверсивного вращения и возвратно-поступательного перемещения поперек заготовки вдоль рабочей поверхности нижнего валка, при этом пошаговое перемещение заготовки осуществляют в крайних положениях верхнего валка после выхода его за пределы заготовки.
2. Способ по п. 1, отличающийся тем, что в крайних положениях верхнего валка после выхода его за пределы плоской длинномерной заготовки нижний валок поворачивают вокруг его продольной оси на шаг перемещения заготовки одновременно с ее перемещением.
3. Способ по п. 1, отличающийся тем, что пошаговое перемещение плоской длинномерной заготовки осуществляют в тянущих валках с гладкой бочкой, в которых заготовку дополнительно обжимают по толщине.
4. Способ по п. 1, отличающийся тем, что шаг перемещения плоской длинномерной заготовки составляет 0,2-1,0 длины очага деформации заготовки на нижнем валке.
| СПОСОБ ШАГОВОЙ ПРОКАТКИ | 2013 |
|
RU2521764C1 |
| Способ шаговой деформации металлов и сплавов | 1975 |
|
SU944687A1 |
| Способ шаговой прокатки | 1988 |
|
SU1537336A1 |
| US 4034589 A, 12.07.1977. | |||

