Изобретение относится к области обработки металлов давлением, а точнее к способам продольной прокатки полосы на гладкой бочке.
Известен способ оценки длины фактического очага деформации при продольной прокатке на гладкой бочке (В.Н. Самохвалов. Научные основы технологических процессов обработки металлов давлением: учеб. пособие / В.Н. Самохвалов. - Электрон, текст, и граф. дан. (3,5 Мб). - Самара: Изд-во Самарского университета, 2019, с. 78). Указанный способ предполагает, что фактическая длина очага деформации зависит от многих факторов и обычно меняется от 1,2 до 1,7 от длины геометрического очага деформации. Разброс значений достигает 1,42 раза, что не является приемлемым для технологических расчетов, в том числе энергосиловых параметров и параметров напряженно-деформированного состояния по длине очага деформации. Способ не предполагает определение числового значения, соответствующего длине фактического очага деформации.
Известен способ расчета и анализа технологических параметров процесса прокатки на основе физико-математических моделей (RU 2021663399. Программа для расчета и анализа технологических параметров процесса прокатки на основе физико-математических моделей. Шкуратов Е.А., Храмков Е.В., Трунин Д.С., Белов В.Д., Перникова С.К. 2021). Способ позволяет определять параметры очага деформации процессов прокатки труб. Нет данных о возможности применения данного способа для определения длины фактического очага деформации при продольной прокатке на гладкой бочке.
Известен способ оценки характера изменения продольных и радиальных главных нормальных напряжений вдоль деформационной зоны при волочении (Галямов Д.Э. Совершенствование технологии изготовления высокоуглеродистой проволоки на основе разработки модульно-комбинированного способа волочения в роликовых и монолитных волоках. Диссертация на соискание ученой степени кандидата технических наук. Магнитогорск, 2017, с. 19, рис. 1.1). Способ позволяет графически отобразить изменение параметров напряженного состояния проволоки при волочении. Количественное определение длины фактического очага деформации способ не позволяет осуществить. Нет данных о возможности применения данного способа для оценки длины фактического очага деформации при продольной прокатке на гладкой бочке.
Известен способ компьютерного проектирования процесса раздачи труб на оправке (Богатое А.А., Павлов Д.А., Ерпалов М.В., Салихянов Д.Р., Нухов Д.Ш., Шимов Г.В. Компьютерное моделирование процессов обработки металлов давлением: учебное пособие. Екатеринбург: Изд-во Урал. Ун-тп, 2018, с. 200-204). Способ позволяет осуществить оценку длины фактического очага деформации при раздаче трубы. Нет данных о возможности применения данного способа для определения длины фактического очага деформации при продольной прокатке на гладкой бочке.
Известен способ определения параметров очага деформации заготовки при различных условиях прокатки (RU 2019619369. Программа для определения параметров очага деформации заготовки при различных условиях прокатки. Демиденко Л.Л., Адищев П.Г. 2019). Данный способ, исходя из описания вводимых для расчета данных, позволяет определить количественно значение длины фактического очага деформации только для случая продольной прокатки при одинаковых диаметрах рабочих валков.
Известен способ компьютерного проектирования процесса продольной прокатки на гладкой бочке для оценки напряженно-деформированного состояния прокатываемой полосы (Якивьюк О.В. Разработка технологии получения длинномерных деформированных полуфабрикатов из сплавов системы Al-Mg, легированных скандием, и исследование их свойств. Диссертация на соискание ученой степени кандидата технических наук. Красноярск, 2018, с. 42-48). Способ заключается в подготовке данных для проведения компьютерного проектирования процесса горячей продольной прокатки на гладкой бочке, компьютерном проектировании процесса горячей продольной прокатки на гладкой бочке с помощью вычислительной среды конечно-элементного анализа в трехмерной постановке. По результатам проектирования выбирают данные с результатами проектирования, соответствующие результатам проектирования установившейся стадии прокатки, из выбранных данных выбирают данные, соответствующие значениям интенсивности напряжений в продольном сечении полосы. Способ не позволяет количественно оценить длину фактического очага деформации по результатам компьютерного проектирования исследуемого процесса продольной прокатки на гладкой бочке.
Известен способ определения параметров очага деформации при прокатке (SU 1319964 А1, Способ определения параметров очага деформации при прокатке. В.И. Вергелес, В.В. Китаненко, Н.Ф. Грицук, Ю.Е. Кулак). Способ позволяет измерить длину очага деформации, однако не позволяет оценить длину внешних зон. Нет данных об эффективности применения данного способа для измерения длины очага деформации в процессах асимметричной прокатки. Способ предполагает использование образцов, сложных в изготовлении, дополнительного оборудования для регистрации ультразвуковых импульсов.
Известен способ компьютерного проектирования процесса продольной прокатки на гладкой бочке для оценки распределения параметров напряженно-деформированного состояния в сечении прокатываемой полосы (Каргин В.Р., Гречников Ф.В., Шляпугин А.Г. Моделирование процессов ОМД [Электронный ресурс]: электрон, учеб. пособие. М-во образования и науки РФ, Самар. гос.аэрокосм, ун-т им. СП. Королева. Самара, 2013, с. рис. 7.41, с. 457-460). Способ заключается в подготовке данных для проведения компьютерного проектирования процесса горячей продольной прокатки на гладкой бочке, компьютерном проектировании процесса горячей продольной прокатки на гладкой бочке с помощью вычислительной среды конечно-элементного анализа в двумерной постановке. По результатам проектирования выбирают данные с результатами проектирования, соответствующие результатам проектирования установившейся стадии прокатки, а именно - соответствующие значениям интенсивности напряжений. Способ не позволяет количественно оценить длину фактического очага деформации по результатам компьютерного проектирования исследуемого процесса продольной прокатки на гладкой бочке.
Известен способ определения горизонтальной проекции дуги захвата при одинаковых и разных диаметрах валков (Теория прокатки. Справочник. Целиков А.И.. Томленое А.Д., Зюзин В.И., Третьяков А.В., Никитин Г.С. М., «Металлургия», 1982, с. 173-174). Данный способ наиболее близок предлагаемому изобретению. Способ позволяет определить длину геометрического очага деформации. Способ не позволяет определить длину фактического очага деформации и внешних зон. Нет данных об эффективности применения данного способа для процессов асимметричной продольной прокатки
Техническим результатом является повышение точности проката за счет точного определения размеров фактического очага деформации и его составляющих: геометрического очага деформации и внешних зон.
Технический результат достигается тем, что определяют параметры исследуемого процесса продольной прокатки полосы на гладкой бочке, а именно - диаметров валков, зазора между валками, скоростей вращения валков, температуры полосы перед прокаткой и др. Проводят стандартные испытания на растяжение образцов из материала недеформированной полосы. Проводят компьютерное проектирование исследуемого процесса продольной прокатки на гладкой бочке с помощью вычислительной среды конечно-элементного анализа в рамках плоской деформации и с использованием результатов стандартных испытаний образцов материала недеформированной полосы. Для удобства обработки результатов компьютерного проектирования вводят начало координат. Начало координат является пересечением вертикальной прямой, проходящей через центр верхнего валка и горизонтальной прямой, проходящей через середину полосы по толщине и параллельную верхней и нижней кромкам заготовки. Ось абсцисс при этом сонаправлена с направлением прокатки, ось ординат направлена вертикально вверх. Из файла с результатами компьютерного проектирования выбирают данные с результатами проектирования, соответствующие результатам проектирования установившейся стадии прокатки. Из выбранных данных выбирают данные, соответствующие значениям интенсивности напряжений в точках, расположенных на горизонтальном отрезке. При этом расстояния между точками не превышают 1 мм, концы горизонтального отрезка расположены на переднем и заднем торце полосы, отрезок находится на равном расстоянии от верхней и нижней кромок заготовки. Графически отображают зависимость интенсивности напряжений от координат по оси абсцисс точек на отрезке. На полученном графике определяют участок с ненулевыми значениями интенсивности напряжений. Внутри этого участка находят точку на графике с наименьшей по оси абсцисс координатой и с наибольшей по оси абсцисс координатой. Из координаты по оси абсцисс точки, имеющей наибольшую по оси абсцисс координату среди точек выбранного участка, вычитают координату по оси абсцисс точки, имеющей наименьшую координату среди всех точек выбранного участка. Полученное числовое значение принимают равным длине фактического очага деформации. Внутри выбранного участка с ненулевыми значениями интенсивности напряжений выделяют три участка, расположенных друг за другом, если двигаться в сторону увеличения значений по оси абсцисс. Каждый из трех участков, если двигаться в сторону увеличения значений по оси абсцисс, включает сначала непрерывный рост значений интенсивности напряжений, а затем непрерывное убывание значений интенсивности напряжений. Рассматривают первый из трех участков, если двигаться в сторону увеличения значений по оси абсцисс. Определяют на этом участке координату по оси абсцисс точки, которая имеет по оси абсцисс наименьшую координату внутри этого участка. Затем внутри этого первого участка определяют координату по оси абсцисс точки, имеющей наибольшую по оси абсцисс координату среди точек первого участка. Из координаты по оси абсцисс точки с наибольшей координатой по оси абсцисс среди точек первого участка вычитают координату по оси абсцисс точки с наименьшей координатой по оси абсцисс среди точек первого участка. Полученное числовое значение принимают равным длине внешней зоны со стороны входа полосы в валки. Рассматривают второй участок, определяют координату по оси абсцисс точки с наибольшей координатой по оси абсцисс среди точек второго участка. Определяют координату по оси абсцисс точки с наименьшей координатой по оси абсцисс среди точек второго участка. Из координаты по оси абсцисс точки с наибольшей по оси абсцисс координатой вычитают координату по оси абсцисс точки с наименьшей по оси абсцисс координатой. Полученное числовое значение принимают равным длине геометрического очага деформации. Длину внешней зоны со стороны выхода полосы из валков получают вычитанием длины внешней зоны со стороны входа полосы в валки и длины геометрического очага деформации из длины фактического очага деформации. Сравнивают длину геометрического очага деформации с величиной  где R - радиус валков в случае симметричной прокатки или радиус меньшего валка в случае асимметричной прокатки, Δh - абсолютное обжатие в исследуемом процессе прокатки. Если длина геометрического очага деформации не меньше указанного значения, то выставляют зазор между валками равным зазору между валками при компьютерном проектировании и осуществляют прокатку. Если длина геометрического очага деформации меньше, то корректируют параметры компьютерного проектирования, в том числе, величину фактора трения, приращение по времени по шагу расчета и др. до тех значений, которые обеспечат получение длины геометрического очага деформации не менее указанной величины.
где R - радиус валков в случае симметричной прокатки или радиус меньшего валка в случае асимметричной прокатки, Δh - абсолютное обжатие в исследуемом процессе прокатки. Если длина геометрического очага деформации не меньше указанного значения, то выставляют зазор между валками равным зазору между валками при компьютерном проектировании и осуществляют прокатку. Если длина геометрического очага деформации меньше, то корректируют параметры компьютерного проектирования, в том числе, величину фактора трения, приращение по времени по шагу расчета и др. до тех значений, которые обеспечат получение длины геометрического очага деформации не менее указанной величины.
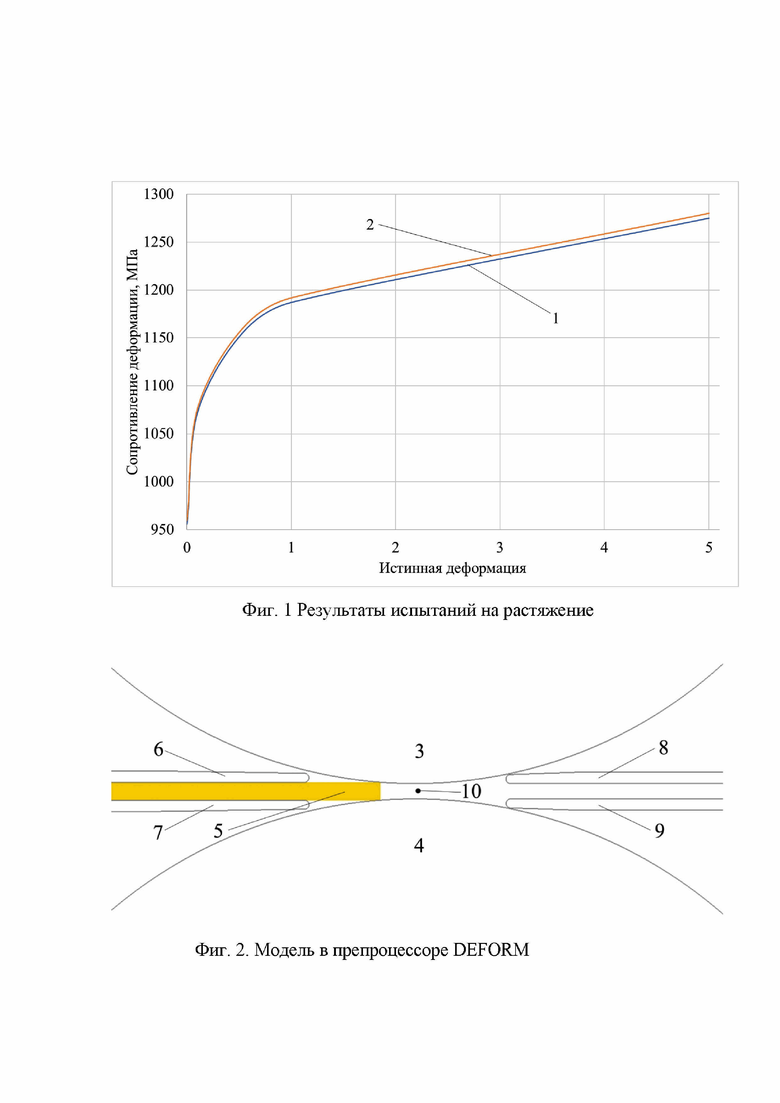
Технический результат достигается на примере исследования асимметричной холодной прокатки на лабораторном стане «400 СКМЗ». Диаметр верхнего валка составлял 406 мм, нижнего - 418 мм, длина бочки верхнего валка составляла 350 мм, нижнего - 350 мм. Исследовали процесс холодной прокатки полосы из стали 3, целью являлась прокатка с толщины 8 мм на толщину 6,85 мм. Скорость прокатки предполагалась равной 500 мм/с При этом величину зазора между валками находили, исходя из определения длины фактического очага деформации, геометрического очага деформации и внешних зон при компьютерном проектировании исследуемого процесса с помощью вычислительной среды конечно-элементного анализа DEFORM. Провели испытания на растяжение образцов из стали 3 на испытательной машине Gleeble-3800 при температуре 20°С, и при скоростях деформации 2 с-1 и 20 с-1.
На фиг. 1 представлены результаты испытаний на растяжение: поз. 1 - скорость деформации 2 с-1, поз. 2 - скорость деформации 20 с-1. Определенные значения параметров исследуемого процесса прокатки и результаты стандартных испытаний на растяжение образцов из стали 3 на испытательной машине использовали для проведения компьютерного проектирования исследуемого процесса продольной прокатки в условиях плоского деформированного состояния. Материал полосы - сталь 3. Температура заготовки 20°С. Диаметр верхнего валка - 406 мм, диаметр нижнего валка - 418 мм. Для обеспечения скорости прокатки 500 мм/с вращение верхнего валка происходило с частотой 2,463 рад/с, нижнего - 2,392 рад/с. Перед прокаткой толщина полосы составляла 8 мм, зазор между валками - 6,85 мм. Предварительно в среде автоматизированного компьютерного проектирования SolidWorks создали плоский эскиз, содержащий валки, заготовку, толкатель и направляющие. Эскиз сохранили в формате .dxf и загрузили в препроцессор DEFORM. На фиг. 2 показана модель в препроцессоре DEFORM: 3 - верхний валок, 4 - нижний валок, 5 - полоса, 6, 7 - направляющие с входной стороны, 8, 9 - направляющие с выходной стороны.
Для удобства обработки результатов компьютерного проектирования ввели систему координат. При этом начало координат (поз. 10 на фиг. 2) находилось на пересечении вертикальной прямой, проходящей через центр верхнего валка и горизонтальной прямой, проходящей через середину полосы по толщине и параллельной верхнему и нижнему краю полосы. По окончании моделирования выбрали на установившейся стадии прокатки с помощью инструментария DEFORM 1000 точек, расположенных в заготовке, лежащих на оси абсцисс и с равным расстоянием между точками. Длина полосы в этот момент составляла 540 мм, то есть расстояние между точками составляло 0,54 мм. В каждой точке с помощью инструментария DEFORM рассчитали значение интенсивности напряжений и, экспортировав данные в Microsoft Excel построили точечный график зависимости интенсивности напряжений от координаты точки по оси абсцисс (фиг. 3).
На графике определили участок с ненулевыми значениями интенсивности напряжений и сузили пределы оси абсцисс до границ этого участка (фиг. 4).
На этом участке определили точку с наиболее отрицательной координатой по оси абсцисс (на фиг. 4 эта точка соответствует поз. 11). Координата этой точки по оси абсцисс -25,14 мм. На этом же участке определили точку с наиболее положительной координатой по оси абсцисс (на фиг. 4 эта точка соответствует поз. 12). Координата этой точки по оси абсцисс 13,30 мм. Из наибольшей координаты вычли меньшую и полученную величину приняли равной длине фактического очага деформации: 13,3-(-25,14)=38,44 мм. Внутри выбранного участка с ненулевыми значениями интенсивности напряжений выбрали три участка (поз. 13-15 на фиг. 4): каждый из трех участков, если двигаться в сторону увеличения значений по оси абсцисс, включает сначала непрерывный рост значений интенсивности напряжений, а затем - непрерывное убывание значений интенсивности напряжений. Участок, обозначенный поз. 13 на фиг. 4 имеет две точки: поз. 11 и 16 на фиг. 4, являющиеся его границами. Определили координату по оси абсцисс точки, имеющей внутри участка (поз. 14 на фиг. 4) наибольшую координату по оси абсцисс. Эта координата равна -15,94 мм. Определили также координату по оси абсцисс точки, имеющей наименьшую координату внутри этого отрезка. Эта координата равна -25,14 мм. Из наибольшей координаты вычли наименьшую и полученное значение приняли равным длине внешней зоны со стороны входа в валки: -15,94-(-25,14)=9,2 мм. Для второго участка (поз. 14 на фиг. 4), определили координату по оси абсцисс точки, имеющей наибольшую координату по оси абсцисс внутри этого участка (эта точка на фиг. 4 обозначена поз. 17). Координата по оси абсцисс этой точки равна 4,10 мм. Определили координату по оси абсцисс точки, имеющей среди точек этого участка наименьшую координату по оси абсцисс. Эта точка обозначена поз. 16 на фиг. 4. Координата по оси абсцисс этой точки равна -15,94 мм. Из наибольшей координаты вычли наименьшую и полученное значение приняли равным длине геометрического очага деформации: 4,10-(-15,94)=20,04 мм. Длину внешней зоны со стороны выхода металла из валков определили вычитанием из длины фактического очага деформации длины внешней зоны со стороны входа в валки и длины геометрического очага деформации: 38,44-9,2-20,04=9,2 мм. Длина геометрического очага деформации составляет 20,04 мм, что больше, чем значение 15,3 мм, рассчитанное как  где 203 - радиус меньшего валка, мм в случае асимметричной прокатки, 1,15 - абсолютное обжатие в исследуемом процессе прокатки, мм. Так как определенное по результатам компьютерного проектирования значение длины геометрического очага деформации оказалось больше, то провели процесс холодной асимметричной прокатки полосы в указанном стане в соответствии с параметрами, в том числе зазора между валками, заданными при компьютерном проектировании исследуемого процесса прокатки.
где 203 - радиус меньшего валка, мм в случае асимметричной прокатки, 1,15 - абсолютное обжатие в исследуемом процессе прокатки, мм. Так как определенное по результатам компьютерного проектирования значение длины геометрического очага деформации оказалось больше, то провели процесс холодной асимметричной прокатки полосы в указанном стане в соответствии с параметрами, в том числе зазора между валками, заданными при компьютерном проектировании исследуемого процесса прокатки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ определения длины дуги контакта при продольной прокатке полосы на гладкой бочке | 2023 |
|
RU2818241C1 |
| Способ определения положения нейтрального сечения при продольной прокатке на гладкой бочке | 2023 |
|
RU2826294C1 |
| Способ винтовой прокатки цилиндрической заготовки | 2024 |
|
RU2830507C1 |
| Способ определения площади контакта валка и заготовки при прокатке на гладкой бочке | 2021 |
|
RU2787921C1 |
| Способ определения профиля валка двухвалкового стана продольной прокатки полосы | 2024 |
|
RU2835278C1 |
| Способ прогнозирования разрушения заготовок в процессе обработки металлов давлением | 2020 |
|
RU2748138C1 |
| Способ определения диаметра отверстия полой оправки на её переднем торце при винтовой прошивке в трёхвалковом стане | 2022 |
|
RU2787931C1 |
| Способ оценки длины волокна заготовки при плоском деформированном состоянии | 2022 |
|
RU2794566C1 |
| Способ асимметричной листовой прокатки | 2023 |
|
RU2811630C1 |
| СПОСОБ КОМПЬЮТЕРНОГО ПРОЕКТИРОВАНИЯ ТЕХНОЛОГИЧЕСКОГО ЦИКЛА ПРОИЗВОДСТВА МЕТАЛЛОПРОДУКЦИИ | 2013 |
|
RU2552167C2 |

Изобретение относится к способу продольной прокатки полосы на гладкой бочке. Осуществляют подачу заготовки в образованный двумя валками очаг деформации. Определяют величину зазора между упомянутыми валками при компьютерном проектировании процесса продольной прокатки на гладкой бочке с помощью вычислительной среды конечно-элементного анализа в рамках плоской деформации посредством определения длины геометрического очага деформации, длины внешних зон и длины фактического очага деформации, состоящей из длины геометрического очага деформации и длины внешних зон. При величине упомянутой длины геометрического очага деформации не менее чем  , где R – радиус валков в случае симметричной прокатки или радиус меньшего валка в случае асимметричной прокатки, а Δh – абсолютное обжатие в процессе продольной прокатки на гладкой бочке, устанавливают расстояние между валками, равное упомянутой величине зазора между валками. В результате обеспечивается точное определение размеров фактического очага деформации. 4 ил.
, где R – радиус валков в случае симметричной прокатки или радиус меньшего валка в случае асимметричной прокатки, а Δh – абсолютное обжатие в процессе продольной прокатки на гладкой бочке, устанавливают расстояние между валками, равное упомянутой величине зазора между валками. В результате обеспечивается точное определение размеров фактического очага деформации. 4 ил.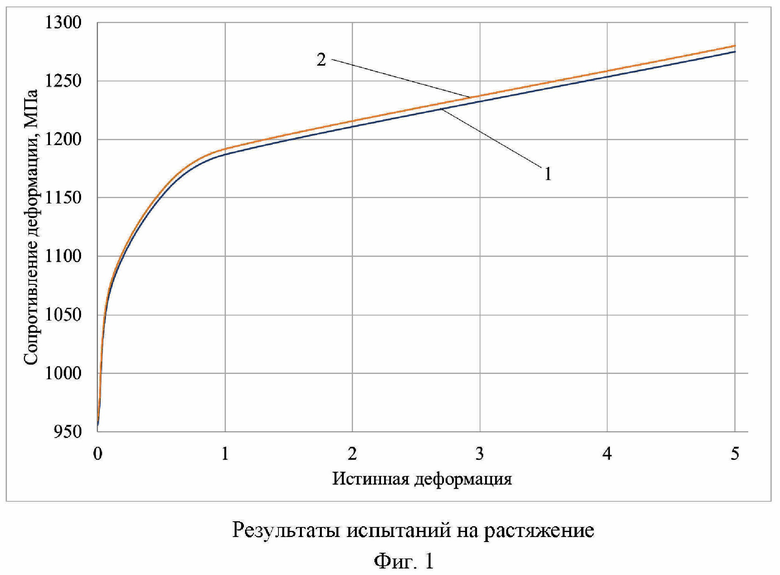
Способ продольной прокатки полосы на гладкой бочке, включающий подачу заготовки в образованный двумя валками очаг деформации, отличающийся тем, что определяют величину зазора между упомянутыми валками при компьютерном проектировании процесса продольной прокатки на гладкой бочке с помощью вычислительной среды конечно-элементного анализа в рамках плоской деформации посредством определения длины геометрического очага деформации, длины внешних зон и длины фактического очага деформации, состоящей из длины геометрического очага деформации и длины внешних зон, причем при величине упомянутой длины геометрического очага деформации не менее чем  , где R – радиус валков в случае симметричной прокатки или радиус меньшего валка в случае асимметричной прокатки, а Δh – абсолютное обжатие в процессе продольной прокатки на гладкой бочке, устанавливают расстояние между валками, равное упомянутой величине зазора между валками, для получения заданной толщины проката.
, где R – радиус валков в случае симметричной прокатки или радиус меньшего валка в случае асимметричной прокатки, а Δh – абсолютное обжатие в процессе продольной прокатки на гладкой бочке, устанавливают расстояние между валками, равное упомянутой величине зазора между валками, для получения заданной толщины проката.
| Способ определения параметров очага деформации при прокатке | 1984 |
|
SU1319964A1 |
| Способ производства проката | 2016 |
|
RU2655398C2 |
| СПОСОБ ПРОКАТКИ МЕТАЛЛИЧЕСКОЙ ЗАГОТОВКИ | 2010 |
|
RU2488455C2 |
| DE 4040360 A1, 27.06.1991. | |||

