Изобретение касается области обработки листового материала, в частности способа изготовления профиля из ленточного листового материала.
Известны способы фасонного (сортового) проката, при которых из ленточного материала посредством операций гибки изготавливают профили (монтажные). Такой способ вытекает, например, из европейской заявки ЕР 0736345 А1. Кроме того, например, из европейских заявок ЕР 2025420 А1 и ЕР 2085163 А1 известны методики локального уменьшения толщины металлической стенки в процессе фасонной прокатки. Это позволяет принять во внимание, что из соображений статики толщина стенки профиля не обязательно должна быть постоянной по всей образующей профиля. В частности, на менее нагруженных участках профиля толщину стенки можно частично уменьшить и таким образом сэкономить материал.
В вышеуказанных способах утончения затраты тем выше, чем больше доля сечения подлежащих утончению участков от всего сечения профиля. Таким образом, профиль, у которого большая толщина стенок требуется только в определенных точках, а в преобладающей части сечения толщина должны быть мала, часто экономически невыгодно изготавливать способом утончения. Кроме того, максимальная разность толщин листового материала, которой можно достичь при утончении, может быть ограничена.
При местном утончении листового материала, образующего профиль, в процессе сортовой прокатки, в области уменьшения толщины стенки возможно образование наплывов материала. Из европейской заявки ЕР 2065532 А1 известен способ предусматривать эти наплывы материала на изгибах профиля. Согласно европейской заявке ЕР 2065532 А1, однако, наплывы материала сопряжены с уменьшением толщины стенок, так что их нередко нельзя располагать произвольно.
Из международной заявки W0 10009751 А1 известен способ сжатия и утолщения края ленточного листового материала в процессе изготовления профилей. В этом случае утолщение стенки также нельзя размещать произвольно.
Задача изобретения состоит в том, чтобы представить способ изготовления профиля из ленточного листового материала, который при особо высокой экономичности и надежности дает возможность изготавливать особо разнообразные профили.
Задачу согласно изобретению решают способом, обладающим признаками, описанными в пункте 1 формулы. Предпочтительные формы исполнения представлены в зависимых пунктах формулы изобретения.
В соответствии с изобретением предусмотрен способ изготовления профиля из ленточного листового материала, при реализации этого способа ленточный листовой материал на первом этапе по меньшей мере дважды изгибают, так что, при взгляде на поперечное сечение ленточного листового материала, формируются срединный участок и два фланцевых участка, которые под углом выступают из двух противоположных концов срединного участка, а на втором этапе, следующем за первым этапом, срединный участок сжимают с помощью двух комплементарных сборок вальцов, воздействующих на обе противоположные друг другу концевые области срединного участка, и при этом осуществляют местное утолщение ленточного листового материала.
Основную идею изобретения можно усмотреть в том, чтобы по меньшей мере дважды изогнуть ленточный листовой материал, а образующийся при этом срединный участок таким образом сжать с двух его концов, чтобы в области срединного участка образовалось локальное утолщение. Таким образом, согласно изобретению участки поперечного сечения профиля с увеличенной толщиной стенок получают не в силу того, что соседние участки утончают, но получают их путем целенаправленного увеличения толщины. Двойное изгибание позволяет особо простым и надежным образом передавать усилие сжатия на срединный участок, поскольку благодаря двойному изгибанию торцевые стороны противоположных концевых областей срединного отрезка находятся в свободном доступе. Поскольку изгибы в принципе можно разместить в любом месте сечения, согласно изобретению утолщения также можно в основном свободно размещать на сечении.
Благодаря изобретению можно практически в любом месте ленточного листового материала создать одно или несколько утолщений. При этом с экономической точки зрения также возможно создать сечение, у которого большая толщина стенок присутствует только на малых участках, а у больших участков толщина стенок мала.
Предпочтительно, чтобы способ согласно изобретению представлял собой способ холодной прокатки, который можно реализовывать, в частности, на установке (стане) для холодной прокатки. Согласно изобретению по меньшей мере в одной компоновке вальцов имеется по меньшей мере один проем, в который проходит материал в процессе сжатия на втором этапе и при этом создает по меньшей мере локальное утолщение.
Согласно изобретению сжатие осуществляют в плоскости срединного участка, то есть силы сжатия действуют по меньшей мере приблизительно параллельно плоским сторонам срединного участка. Изгибание согласно изобретению осуществляют вокруг осей, которые по меньшей мере приблизительно параллельны продольной оси ленточного листового материала. По меньшей мере двойной изгиб можно осуществлять одновременно или последовательно. Соответственно, первый этап может также включать в себя несколько отдельных (частных) этапов. Каждая компоновка вальцов может включать в себя один валец или несколько вальцов, расположенных соосно. Ленточный листовой материал может представлять собой, в частности, металлический ленточный листовой материал.
Изгиб на первом этапе можно предпочтительно осуществлять, формируя профиль вальцами. В принципе, однако, возможны и другие техники пластической деформации. Изгиб на первом этапе можно, в частности, осуществлять без значительного влияния на толщину стенок, т.е. на первом этапе толщина стенки изменяется максимум на 10%, предпочтительно максимум на 5% или 1%, причем предпочтительно, чтобы на первом этапе было предусмотрено только уменьшение толщины стенки, но не увеличение толщины стенки.
В принципе, согласно изобретению может быть предусмотрено, чтобы изгибы сохранялись и в готовом профиле. Это позволяет дополнительно упростить изготовление профиля. В качестве альтернативы можно предусмотреть устранение по меньшей мере одного изгиба после сжатия и утолщения. В этом случае этот изгиб представляет собой только вспомогательную структуру для изготовления утолщения, которая, однако, в готовом профиле более не присутствует. В соответствии с этой формой исполнения степень свободы при размещении утолщения дополнительно возрастает.
Согласно изобретению у первой компоновки вальцов имеется первая ось вращения, а у второй компоновки вальцов - вторая ось вращения, причем целесообразно, чтобы оси проходили параллельно. Между двумя компоновками вальцов имеется зазор вальцов, через который проводят ленточный листовой материал.
Для особо продуктивного силового воздействия, например, предпочтительно, чтобы срединный участок при сжатии (при взгляде на поперечное сечение ленточного листового материала) проходил по меньшей мере приблизительно перпендикулярно оси вращения первой компоновки вальцов и/или оси вращения второй компоновки вальцов. Под «по меньшей мере приблизительно перпендикулярным прохождением» можно понимать, в частности, что угол между срединным участком, в частности, между плоскими сторонами срединного участка, и осями вращения составляет 90°±10°, в частности 90°±5°, предпочтительно 90°±1°. В соответствии с этой формой исполнения срединный участок проводят через зазор между вальцами по меньшей мере приблизительно перпендикулярно осям вращения, так что усилие сжатия, создаваемое вальцами [(вектор усилия)], располагается в плоскости срединного участка. Как правило, выгодно избегать поднутрений в сечении ленты, так что целесообразно, что вышеупомянутые углы могут быть меньше 90°.
Еще одна предпочтительная форма исполнения изобретения состоит в том, что первый фланцевый участок выступает (при взгляде на поперечное сечение ленточного листового материала) по меньшей мере перпендикулярно срединному участку, и/или что второй фланцевый участок выступает (при взгляде на поперечное сечение ленточного листового материала) по меньшей мере перпендикулярно срединному участку. С одной стороны, благодаря размещению под прямым углом концевые области срединного участка особенно хорошо доступны для компоновок вальцов, так что затраты на технику особо малы. С другой стороны, при таком расположении фланцевые участки и/или срединный участок во время сжатия можно особенно простым образом обеспечить опорой, так что удается избежать нежелательных деформаций. Под понятием «выступает по меньшей мере приблизительно перпендикулярно» можно понимать, в частности, что данный конкретный фланцевый участок и срединный участок, в частности плоские стороны данного конкретного фланцевого участка и плоские стороны срединного участка, образуют угол величиной 90°±10°, в частности 90°±5°, предпочтительно 90°±1°. Как правило, выгодно избегать поднутрений в сечении ленты, так что целесообразно, что указанные углы могут быть меньше 90°.
Еще один вариант исполнения изобретения состоит в том, что оба фланцевых участка выдаются вперед с противоположных плоских сторон срединного участка. Соответственно этому три участка образуют в сечении ленточного листового материала по меньшей мере приблизительно Z-образную фигуру, причем оба наружных плеча Z-образной фигуры образованы фланцевыми участками, а среднее звено Z-образной фигуры - образовано срединным участком. В соответствии с этим вариантом исполнения обе компоновки вальцов могут обеспечить опору срединному участку во время сжатия с обеих сторон, так что точность и надежность изготовления можно повысить дополнительно.
Сверх того, целесообразно, чтобы ленточный листовой материал на втором этапе локально утолщали по меньшей мере на одном концевом участке срединного участка, в частности на обоих концевых участках. Эта форма исполнения учитывает, что концевые области срединного участка, то есть области перехода между срединным участком и выступащими под углом фланцевыми участками, в профиле часто особо нагружены. В этой форме исполнения предусмотрено усиление этих особо нагруженных участков путем целенаправленного локального утолщения.
Способ согласно изобретению можно также комбинировать с другими методами, влияющими на толщину листа, например с ленточным профильным вальцеванием или высадкой кантов ленты. Благодаря комбинации созданных согласно изобретению локальных утолщений с локальными утончениями, которые создают на втором этапе или на дополнительном этапе реализации способа на том же ленточном листовом материале, можно обеспечить экономическую пригодность в очень большом диапазоне толщин стенки, что позволяет оптимизировать использование материала, например, при изготовлении профильных шин.
Особо предпочтительно, чтобы на втором этапе компоновки вальцов утончали по меньшей мере один из обоих фланцевых участков, в частности оба фланцевых участка. В соответствии с этой формой исполнения на втором этапе с использованием одних и тех же комплементарных компоновок вальцов одновременно создают утолщения и утончения, так что в профиле при особо малых затратах можно обеспечить особо крупные вариации толщин стенки.
Для утолщения более крупных участков ленточного материала может быть выгодно, чтобы на следующем за вторым этапом третьем этапе еще две комплементарные компоновки вальцов, воздействующие на обе противоположные друг другу концевые области срединного участка, дополнительно сжимали срединный участок и при этом увеличивали локальное утолщение. Можно также предусмотреть и другие такие этапы сжатия, так чтобы многократно уменьшать высоту срединного участка и многократно же увеличивать утолщение.
Расплющивания профиля во время сжатия на втором этапе можно избежать, например, посредством боковых опорных роликов и/или с помощью уступа в компоновках вальцов. Возможно также, что способ был пригоден к реализации также и без применения таких вспомогательных инструментов либо же вспомогательных геометрических форм.
Еще одно выгодное усовершенствование изобретения состоит в том, что ленточный материал на первом этапе изгибают по меньшей мере четырежды, так, что образуется (при взгляде на поперечное сечение ленточного материала) еще один срединный участок, на противоположных друг другу концевых областях которого в каждом случае под углом выступает фланцевый участок, и что на следующем за первым этапом втором этапе оба срединных участка сжимают посредством обеих комплементарных компоновок вальцов. Соответственно, посредством обеих компоновок вальцов сжимают одновременно два срединных участка и при этом локально утолщают ленточный листовой материал по меньшей мере в двух точках сечения ленточного листового материала, так что экономичность способа может еще возрасти.
Особо целесообразно, чтобы оба срединных участка (при взгляде на поперечное сечение ленточного листового материала) проходили по меньшей мере приблизительно параллельно друг другу. Это позволяет особо эффективно передавать усилие сжатия одновременно в оба срединных участка. Под «по меньшей мере приблизительно параллельным прохождением» можно понимать, что оба срединных участка, в особенности их плоские стороны, образуют друг с другом угол менее 10°, в особенности менее 5° или 1°.
Кроме того, выгодно, чтобы был предусмотрен общий фланцевый участок, который под углом выступает от обоих срединных участков. Соответственно, после первого этапа в поперечное сечение ленточного материала может на некоторых участках иметь U-образную форму, причем боковые плечи U-образной структуры образованы обоими срединными участками, а срединное плечо U-образной структуры - общим фланцевым участком.
В соответствии с изобретением на первом этапе создают профиль такой формы, которая содержит по меньшей мере один по меньшей мере приблизительно вертикальный участок - срединный участок. Затем профиль этой формы проводят через комплементарные компоновки вальцов, образующие зазор между вальцами, который меньше, чем вертикальный срединный участок, что приводит к сжатию срединного участка.
Более подробное пояснение изобретения дано ниже на предпочтительных примерах исполнения, которые схематически представлены на прилагаемых фигурах. На фигурах схематически показаны:
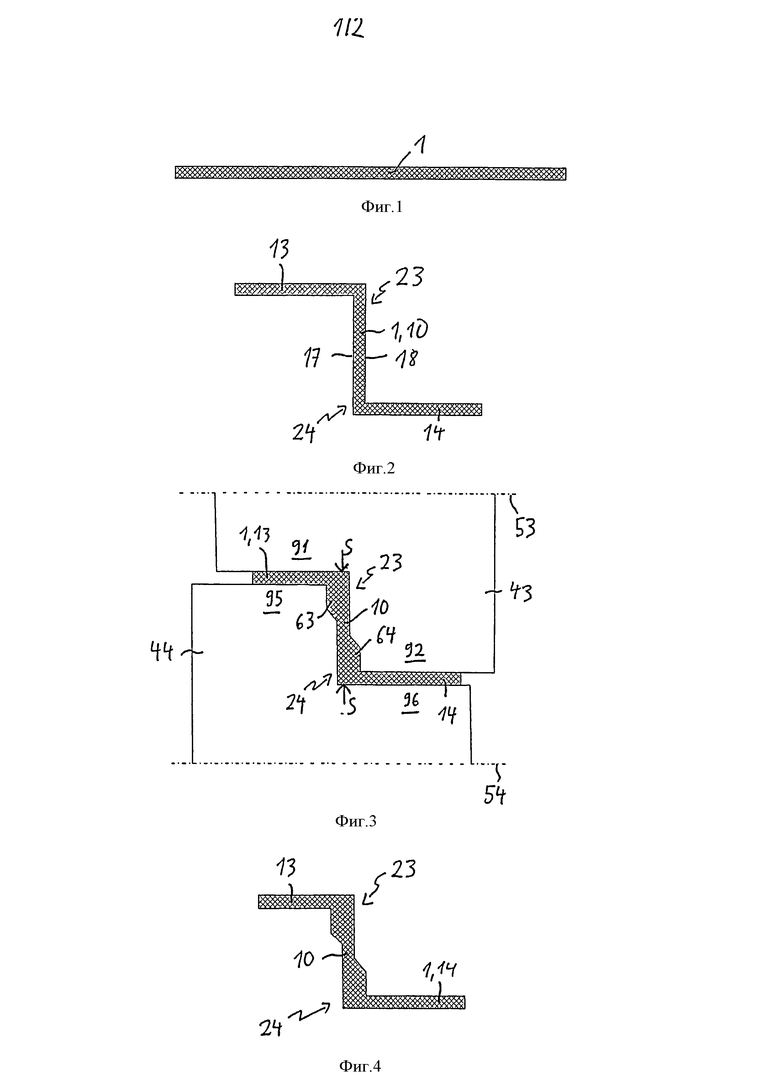
Фигуры 1-4: Изображения ленточного листового материала в поперечном сечении на последовательных стадиях реализации способа согласно изобретению в соответствии с первой формой исполнения;
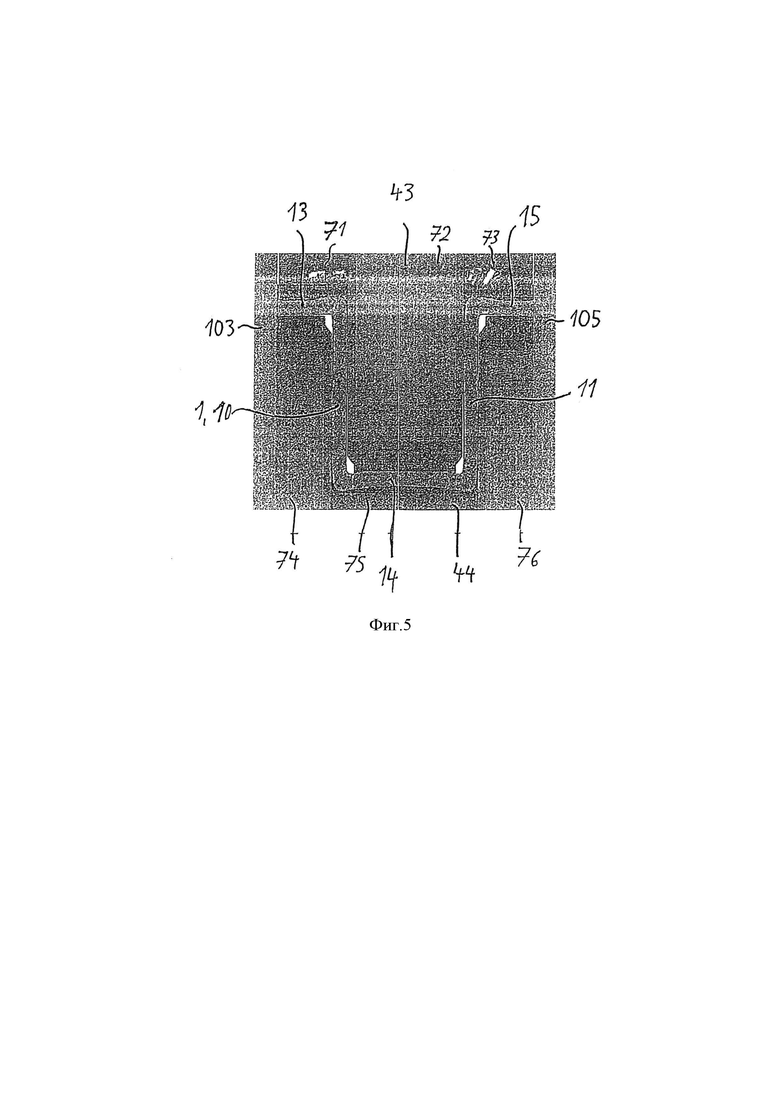
Фигура 5: Вид ленточного листового материала в сечении на стадии процесса, согласно фигуре 3, способа согласно изобретению в соответствии со второй формой исполнения.
Элементы с одинаковой функцией несут на фигурах одни и те же обозначения.
На фигурах 1-4 показаны изображения ленточного листового материала в сечении на следующих друг за другом стадиях первого примера исполнения способа согласно изобретению.
Исходным материалом при реализации способа является ровный ленточный листовой материал 1 без изгибов, как это показано на фигуре 1.
На первом этапе способа ленточный листовой материал 1, предпочтительно, формируя профиль вальцами, дважды изгибают, причем изгибание происходит по осям перегиба, которые простираются в продольном направлении ленточного листового материала, то есть перпендикулярно плоскостям чертежей фигур 1-4. Благодаря изгибу получают показанную на фигуре 2 подобную ступеням структуру со срединным участком 10 и двумя расположенными под углом к нему, в особенности под прямым углом, фланцевыми участками 13 и 14, причем фланцевые участки 13 и 14 выступают с противоположных друг другу концевых участков 23 либо же 24 срединного участка 10. Два фланцевых участка 13 и 14 при этом указывают в противоположных направлениях, т.е. выступают в каждом случае с противоположных плоских сторон 17 либо же 18 срединного участка 10. Таким образом, получают структуру, в сечении дважды загнутую под прямым углом, у которой срединный участок 10 проходит между двумя фланцевыми участками 13 и 14, располагаясь под прямым углом к обоим фланцевым участкам 13 и 14.
Затем ленточный листовой материал 1, деформированный соответственно фигуре 2, проводят, как показано на фигуре 3, через зазор, образованный двумя соответствующими друг другу компоновками вальцов 43 и 44, причем компоновки вальцов 43 и 44 в каждом случае могут вращаться вокруг оси 53 либо же 54. Ленточный листовой материал 1 проводят между двумя компоновками вальцов 43 и 44 так, что (при взгляде на поперечное сечение ленточного листового материала 1) оба фланцевых участка 13 и 14 проходят параллельно обеим осям вращения 53 и 54, а срединный участок - перпендикулярно обеим осям вращения 53 и 54. При проведении ленточного листового материала 1 на концевые участки 23, 24 срединного участка 10 действуют, как это показано стрелкой S, силы сжатия, направленные параллельно плоскости и плоским сторонам 17, 18 срединного участка 10, сжимающие и утолщающие срединный участок 10 в его концевых участках 23, 24. Вытесненный при сжатии материал может переходить в проемы 63 и 64, которые образованы на обеих компоновках вальцов 43 либо же 44 в области концевых областей 23 или же, соответственно, 24, и при этом образовывать утолщения. Результат - это показанный на фигуре 4 ленточный листовой материал 1, лист которой утолщен на концевых участках 23, 24 срединного участка. Чтобы гарантировать особо надежный переход материала, длина проемов 63 и 64 в перпендикулярном обеим осям вращения 53 и 54 направлении меньше, чем длина зоны изгиба срединного участка 10.
Как также видно на фигуре 3, у первой компоновки вальцов 43 имеется участок меньшего диаметра 91 и участок большего диаметра 92. Равным же образом у второй компоновки вальцов 44 имеется участок меньшего диаметра 96 и участок большего диаметра 95, причем участок меньшего диаметра 91 первой компоновки вальцов 43 располагается напротив участка большего диаметра 95 второй компоновки вальцов, а участок большего диаметра 92 первой компоновки вальцов 43 располагается напротив участка меньшего диаметра 96 второй компоновки вальцов. Между участками 91 и 95 проводят первый фланцевый участок 13 и при этом предпочтительно утончают его. Между участками 92 и 96 проводят второй фланцевый участок 14 и при этом предпочтительно также утончают его. На втором этапе оба участка большего диаметра 95 и 92, которые прилегают к плоским сторонам 17 либо же, соответственно, 18, при сжатии создают опору для срединного участка 10 перпендикулярно направлению сил сжатия S, предотвращая нежелательную деформацию срединного участка 10.
Второй этап, то есть этап сжатия, в соответствии с альтернативной формой исполнения изобретения представлен на фигуре 5. В соответствии с фигурой 5 ленточный листовой материал на первом этапе изгибают четыре раза, так что получаются два проходящих параллельно срединных участка 10 и 11, соединенных общим фланцевым участком 14. Сверх того, из первого срединного участка 10 выступает еще один фланцевый участок 13, а от второго срединного участка 11 - еще один фланцевый участок 15. При этом общий фланцевый участок 14 образует с обоими срединными участками 10 и 11 U-образную форму в поперечном сечении. В целом ленточный листовой материал имеет в сечении форму шляпы. На представленном на фигуре 5 этапе сжатия обе компоновки вальцов 43,44 одновременно сжимают и утолщают срединные участки 10 и 11.
В примере исполнения с фигуры 5 обе компоновки вальцов 43, 44 в каждом случае выполнены зеркально-симметричными. У первой компоновки вальцов 43 имеется участок меньшего диаметра 71, рядом с ним расположенный посредине участок большего диаметра 72, а рядом с ним - еще один участок меньшего диаметра 73. У соответствующей второй компоновки вальцов 44 имеется участок большего диаметра 74, рядом с ним расположенный посредине участок меньшего диаметра 75, а рядом с ним - еще один участок большего диаметра 76. При этом в каждом случае участки 71 и 74, 72 и 75, а также 73 и 76 расположены друг напротив друга. При сжатии участки 74 и 72 создают упор для первого срединного участка 10 с его плоских сторон, а участки 72 и 76 создают упор для второго срединного участка 11 с его плоских сторон.
Из примера исполнения на фигуре 5 видно также, что по меньшей мере один из наружных фланцевых участков 13 либо же 15 можно сбоку опирать на опорные ролики 103 либо же, соответственно, 105. Эти опорные ролики 103 либо же 105 могут, в частности, представлять собой часть второй компоновки вальцов 44. В других описанных примерах исполнения также могут быть предусмотрены один или несколько боковых опорных ролика, которые воздействуют по меньшей мере на один концевой участок ленточного листового материала 10.
Изобретение относится к области обработки металлов давлением и касается изготовления профиля гибкого ленточного листового материала. На первом этапе ленточный листовой материал по меньшей мере дважды изгибают с формированием срединного участка и двух фланцевых участков, выступающих под углом с двух противоположных концов срединного участка. На втором этапе срединный участок сжимают с помощью двух комплементарных сборок вальцов, воздействующих на обе противоположные друг другу концевые области срединного участка с формированием местного утолщения. Расширяются технологические возможности. 9 з.п. ф-лы, 5 ил.
1. Способ изготовления профиля из ленточного листового материала (1), включающий
первый этап, на котором ленточный листовой материал (1) изгибают дважды с получением профиля, имеющего в поперечном сечении срединный участок (10) и два фланцевых участка (13, 14), выступающих под углом с двух противоположных концевых областей (23, 24) срединного участка (10), и
второй этап, следующий за первым этапом, на котором сжимают ленточный листовой материал (1) в упомянутом срединном участке (10) с помощью двух комплементарных компоновок вальцов (43, 44), воздействующих на обе противоположные друг другу концевые области (23, 24) срединного участка (10) с образованием местного утолщения ленточного листового материала.
2. Способ по п. 1, отличающийся тем, что
используют первую компоновку вальцов (43) с первой осью вращения (53), и вторую компоновку вальцов (44) со второй осью вращения (54), при этом получают профиль, имеющий в поперечном сечении срединный участок (10), расположенный по меньшей мере приблизительно перпендикулярно оси вращения (53) первой компоновки вальцов (43) и/или оси вращения (54) второй компоновки вальцов (44).
3. Способ по п. 1, отличающийся тем, что
формируют профиль, имеющий в поперечном сечении первый фланцевый участок (13), выступающий по меньшей мере приблизительно перпендикулярно срединному участку (10), и/или второй фланцевый участок (14), выступающий по меньшей мере приблизительно перпендикулярно срединному участку (10).
4. Способ по п. 1, отличающийся тем, что
формируют профиль, имеющий в поперечном сечении два фланцевых участка (13, 14), расположенных с противоположных плоских сторон (17, 18) срединного участка (10).
5. Способ по п. 1, отличающийся тем, что
на втором этапе ленточный листовой материал (1) локально утолщают по меньшей мере в одной из концевых областей (23, 24) срединного участка (10) профиля.
6. Способ по п. 1, отличающийся тем, что
на втором этапе одновременно с утолщением ленточного листового материала (1) осуществляют его утонение по меньшей мере на одном из фланцевых участков (13, 14) профиля компоновками вальцов (43, 44).
7. Способ по одному из пп. 1-6, отличающийся тем, что
на первом этапе ленточный листовой материал (1) дополнительно изгибают дважды с формированием профиля, имеющего в поперечном сечении еще один срединный участок (11) и выступающие под углом с противоположных друг другу концевых областей серединного участка (11) фланцевые участки (14,15), а
на втором этапе сжимают ленточный листовой материал (1) профиля в упомянутом срединном участке (11) с помощью упомянутых двух комплементарных компоновок вальцов (43, 44).
8. Способ по п. 7, отличающийся тем, что
на первом этапе формируют профиль, имеющий в поперечном сечении два срединных участка (10, 11), проходящих по меньшей мере приблизительно параллельно друг другу.
9. Способ по п. 7, отличающийся тем, что
на первом этапе формируют профиль, имеющий в поперечном сечении два срединных участка (10, 11), соединенных под углом общим фланцевым участком (14).
| WO2010009751 A1, 28.01.2010 | |||
| СПОСОБ НЕПРЕРЫВНОГО ФОРМИРОВАНИЯ ИЗОГНУТОГО И/ИЛИ СКРУЧЕННОГО ПРОФИЛЕЙ И ПРОИЗВОДСТВЕННАЯ ЛИНИЯ | 2006 |
|
RU2402396C2 |
| Способ изготовления гнутых профилей проката с элементами двойной толщины у кромок | 1978 |
|
SU749489A1 |
| СССРПриоритет 25.111.1969, № WP 7а/138777, ГДРОпубликовано 20.XII.1973 Бюллетень XQ 3 Дата опубликования описания 23.111.1973М. Кл. В 21d 5/08УДК 621.981.21.04 (088.8) | 0 |
|
SU363237A1 |

