Изобретение относится к области ракетной техники, в частности к антиадгезионным покрытиям, и может быть использовано при изготовлении бронированных изделий специального назначения для исключения адгезии бронепокрытия к рабочим формообразующим поверхностям технологической оснастки. Технологическая оснастка, применяемая при формовании бронепокрытий изделий специального назначения, изготавливается из различных материалов (сталь 30ХГСА, Д16, текстолит и др.). При этом бронепокрытия имеют высокую адгезионную способность к материалу технологической оснастки, в связи с чем ее разборка после отверждения бронепокрытий становится возможной только при приложении больших усилий, что недопустимо как с точки зрения технической и пожарной безопасности, так и качества изделий. Для обеспечения безопасности разборки технологической оснастки и повышения качества изготавливаемых изделий формообразующая поверхность оснастки покрывается антиадгезионным покрытием.
В качестве основы композиций для изготовления антиадгезионных покрытий широко используются кремнийорганические соединения, в частности полисилоксаны.
Известно антиадгезионное покрытие (патент RU №2303530 от 27.06.2007 г), состоящее из термопластичного силиконового полимочевинного полимера на водной основе, включающее в себя не менее 30% силиконовых сегментов. Недостатком данного антиадгезионного покрытия является то, что оно включает пористую подложку, состоящую из волокнистого материала, а антиадгезионное покрытие помещается на волокнистый материал пористой подложки. Способ изготовления предусматривает многослойность и не обеспечивает достаточную прочность при покрытии технологической оснастки.
Известно антиадгезионное покрытие (патент РФ №2034887 от 10.05.1997 г.), включающее грунтовочный и покровный слои на основе кремнийорганических соединений с использованием растворителя. К недостаткам описанного аналога следует отнести довольно высокие адгезионные свойства покрытия и невозможность повторного использования покрытой технологической оснастки.
Также известно антиадгезионное покрытие патент (RU №2502771 от 27.12.2013 г, взятый авторами за прототип), состоящее из кремнийорганических соединений. Недостатком данного покрытия является многослойность его нанесения из разнородных материалов диметилсилоксана, отвердителя и органического растворителя и многостадийность процесса, а покровный слой выполнен на основе гетеросилоксана, смазки ЦИАТИМ и органического растворителя. Смазка ЦИАТИМ содержит в своем составе масла, такие как трансформаторное, приборное, литиевое и др., которые дополнительно имеют механические примеси и окислы различных металлов. Для формования бронепокрытия изделий на полимерной основе методом свободного или центробежного литья недопустимо наличие в антиадгезионном подслое различных масел, которые отрицательно влияют на физико-механические и адгезионные характеристики бронепокрытия и качество изделий в целом.
Технической задачей настоящего изобретения является разработка способа подготовки технологической оснастки для многократного использования ее при изготовлении бронированных изделий твердого ракетного топлива (ТРТ).
Техническая задача настоящего изобретения по разработке способа подготовки технологической оснастки для многократного использования при бронировании изделий ТРТ решается за счет использования «смазки антиадгезионной серии «Пента-100» ТУ 2257-082-40245042-2004 в качестве антиадгезионного покрытия, которую наносят на рабочую поверхность технологической оснастки методом налива или кистью толщиной до 0,05 мм в несколько слоев, при этом 1-й и последующие слои сушат при температуре 15-35°С в течение 10-15 мин, последний слой - дополнительно при температуре 80-180°С в течение 30-90 минут и обеспечивают сплошное, глянцевое, высокопрочное антиадгезионное покрытие многократного использования.
Технологический процесс бронирования изделий ТРТ предусматривает нанесение на подготовленную известными методами (шероховка, промывка растворителями (обезжиривателями)) технологическую оснастку антиадгезионного покрытия, предназначенного до минимума снизить усилия, прилагаемые при извлечении ее элементов на стадии распрессовки и обеспечить качественную поверхность изготавливаемого изделия.
Используемое ранее антиадгезионное покрытие, состоящее из грунтовочного слоя на основе диметилсилоксана, отвердителя и органического растворителя, покровного слоя на основе гетеросилоксана, катализатора, смазки ЦИАТИМ и органического растворителя и третьего слоя из ЦИАТИМ и органического растворителя (прототип), показало, что адгезия между антиадгезионным покрытием и основным продуктом при давлении маслостанции при распрессовке равна от 5 до 15 кгс/см2, при этом на поверхности оснастки для формования полимерных материалов остаются остатки отвержденного полимерного материала, а распрессованное изделие имеет недопустимые поверхностные дефекты.
Смазки антиадгезионные серии «Пента-100» представляют собой композиции на основе силиконового каучука в органических растворителях. В данную серию входят композиции марок: Пента-105, Пента-107, Пента-110, Пента-111, Пента-112, Пента-119-1, Пента-119-2. Это подвижные или малоподвижные жидкости без механических примесей, допускается опалесценция. При этом Пента-105-двухкомпонентная: А - основа, Б - катализатор. Основа А находится в смеси растворителей нефраса С2 80/120 и этилацетата, перед применением смешивают основу с катализатором в соотношении 100:(0,5-1,0) соответственно, Пента-107 в нефрасе С2 80/12, Пента-110 в тетрахлорэтилене, Пента-111 в парафине жидком нефтяном, Пента-112 в тетрахлорэтилене, Пента-119-1 в нефрасе С2 80/120, Пента-119-2 в парафине жидком нефтяном (ТУ 2257-082-40245042-2004). Во всех композициях основой является силиконовый каучук, который растворяется в различных органических растворителях в зависимости от марки смазки.
Пример 1. В форму, покрытую смазкой марки «Пента-119-1», устанавливают инертное изделие (имитация натурального изделия с выдержкой геометрических размеров, но выполненное из негорючего (инертного) материала). В зазор между металлической формой и изделием заливают бронесоставы на основе различных олигомеров и смол, приготовленные по штатным режимам. Антиадгезионную смазку марки «Пента-119-1» наносят на внутреннюю, предварительно обезжиренную хладоно-ацетоновой смесью, поверхность формы методом налива в два или более слоев и сушат следующим образом:
- первый слой при температуре 19°С в течение 15 минут;
- второй слой при температуре 19°С в течение 15 минут;
- третий слой при температуре 19°С в течение 15 минут и дополнительно при температуре 80°С в течение 90 мин.
По истечении указанного времени отработанный режим нанесения, выдержки и отверждения антиадгезионного покрытия обеспечивает сплошность покрытия, глянцевый вид, толщину покрытия в пределах 0,01-0,05 мм и высокую механическую прочность. Определение усилия распрессовки изготовленных образцов проводили с использованием разрывной машины МРС-500. Значение прочности соединения бронирующего состава с предлагаемым антиадгезионным покрытием в сравнении с прототипом приведены в таблице. Примеры 2-7 осуществляют аналогично примеру 1, но с использованием марки антиадгезионной смазки и режимами, указанными в таблице. Примеры 8 и 9 осуществляют аналогично примеру 1 на поверхность формы методом налива наносят антиадгезионную смазку Пента-119-1 в примере 8 в 4 слоя, в примере 9 в 5 слоев. По истечении указанного времени отработанный режим нанесения, выдержки и отверждения антиадгезионного покрытия обеспечивает сплошность покрытия, глянцевый вид, толщину покрытия в пределах 0,01-0,05 мм и высокую механическую прочность. Нанесение дополнительно 4-го слоя антиадгезионного покрытия серии «Пента-100» показало, что давление распрессовки с 4 слоями покрытия находится в пределах 0,39-0,49 кгс/см2, после первого и 10-го использования, такие же показатели и при нанесении 5 слоев антиадгезионной смазки. Следует отметить, что нанесение антиадгезионной смазки более 3 слоев не приводит к улучшению качества покрытия, но при этом удлиняет технологический цикл подготовки технологической оснастки. Следует отметить, что 3 слоя антиадгезионного покрытия обеспечивают удовлетворительное качество покрытия для 10-кратного использования его в работе.
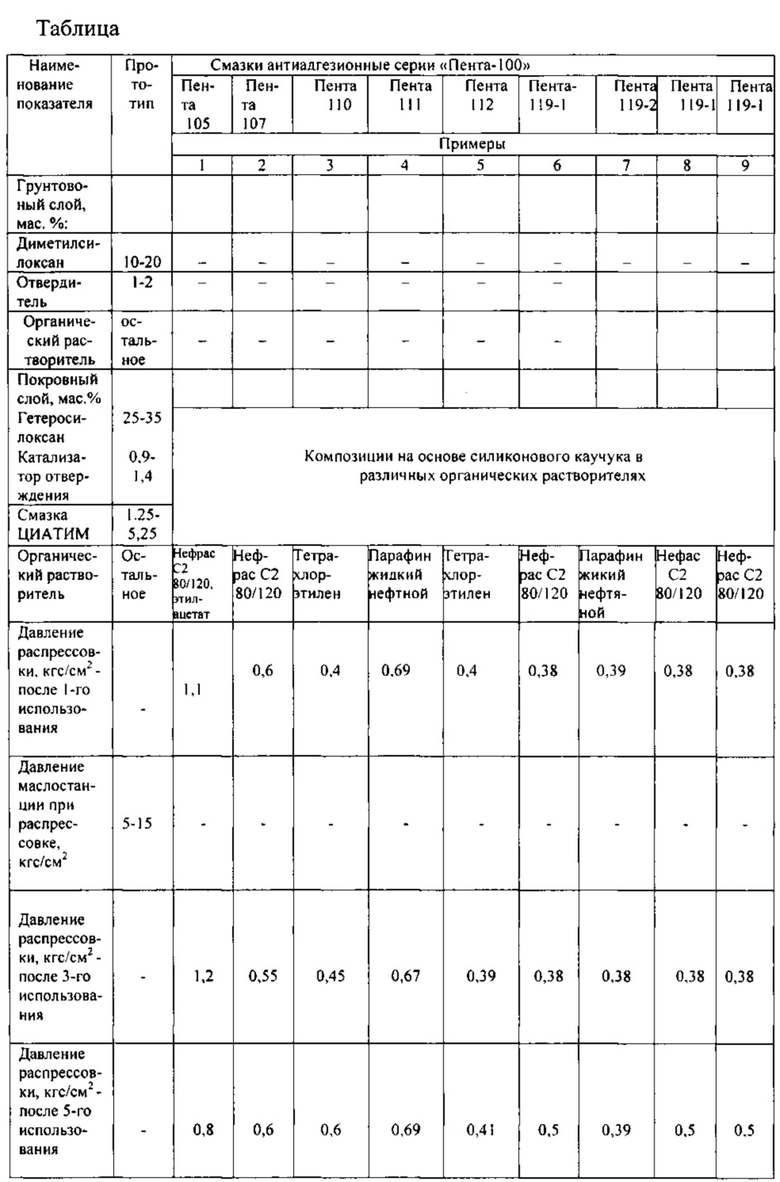
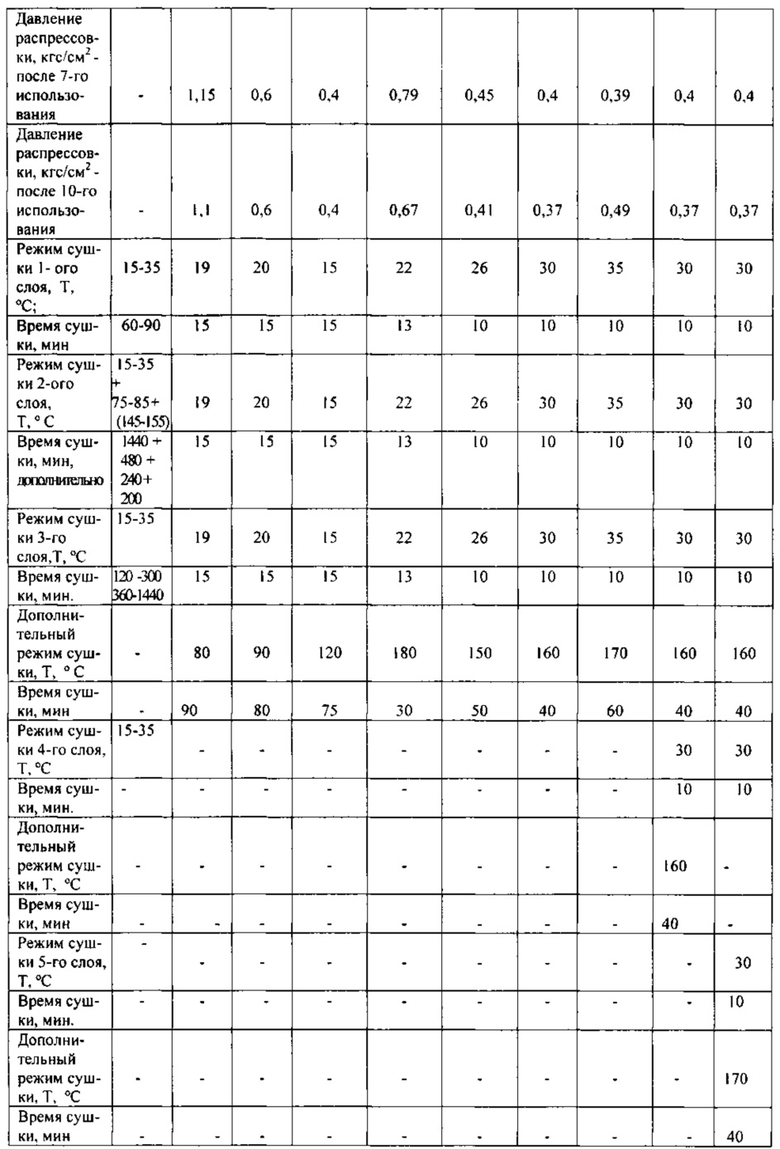
Сравнение предлагаемого антиадгезионного покрытия, сформированного из смазки серии «Пента-100», с прототипом показывает, что предлагаемый способ подготовки технологической оснастки для многоразового использования ее при изготовлении бронированных изделий существенно отличается от прототипа временем подготовки технологической оснастки. Так, например, для прототипа это время составляет от 4210…5870 мин (70…90,8 ч), в то время как по предлагаемому способу время подготовки составляет 1…2 ч. Это позволяет, в случае необходимости, быстро и качественно подготовить технологическую оснастку для бронирования изделий, кроме того, позволяет увеличить кратность использования покрытия до 10 раз. Как видно из таблицы, принятые в патентуемом способе подготовки технологической оснастки для бронирования изделий, технологические параметры обеспечивают технологичность, низкий уровень температур выдержки покрытия между слоями, а отработанный режим выдержки последнего слоя при повышенной температуре 80-180°С в течение 30-90 минут обеспечивает достижение высокой прочности покрытия, которое сохраняет прочность и целостность покрытия для 10-кратного использования технологической оснастки при бронировании изделий ТРТ. Необходимо также отметить, что при использовании смазки серии «Пента-100» отсутствуют операции приготовления грунтовочного и покровного слоев, а время выдержки в 35…90 раз меньше, чем у прототипа, не учитывая времени на проведение технологических операций приготовления и нанесения (до 5-ти) слоев антиадгезионного покрытия.
Таким образом, формирование антиадгезионного покрытия из смазки серии «Пента-100» позволяет:
- исключить операции приготовления грунтовочного и покровного слоев;
- исключить операции их отверждения и выдержку слоев перед каждым нанесением продолжительностью более 2 суток;
- исключить операцию обезжиривания поверхности технологической оснастки спиртом между слоями;
- сократить время подготовки технологической оснастки в 35…90 раз;
- уменьшить усилие распрессовки образцов до 1,1 кгс/см2 против 5…15 кгс/см2;
- повысить кратность использования антиадгезионного покрытия до 10 раз против 1…2.
Данный способ подготовки технологической оснастки с использованием смазки серии «Пента-100» различных марок в качестве антиадгезионного покрытия проверен при изготовлении изделий в условиях опытно-промышленного производства АО «НИИПМ» с положительными результатами.
| название | год | авторы | номер документа |
|---|---|---|---|
| АНТИАДГЕЗИОННОЕ ПОКРЫТИЕ | 2012 |
|
RU2502771C1 |
| АНТИАДГЕЗИОННОЕ ПОКРЫТИЕ | 2005 |
|
RU2295553C1 |
| СПОСОБ БРОНИРОВАНИЯ ТВЕРДОТОПЛИВНЫХ ЗАРЯДОВ | 2001 |
|
RU2209135C2 |
| СПОСОБ БРОНИРОВАНИЯ КАНАЛА ЗАРЯДА ТВЕРДОГО РАКЕТНОГО ТОПЛИВА | 2006 |
|
RU2337088C2 |
| Способ обработки поверхности оснасток из алюминиевых сплавов в процессе формования изделий из полимерных композиционных материалов | 2023 |
|
RU2806118C1 |
| БРОНИРОВАННЫЙ ВКЛАДНОЙ ЗАРЯД ТВЕРДОГО РАКЕТНОГО ТОПЛИВА | 2009 |
|
RU2395480C1 |
| СПОСОБ БРОНИРОВАНИЯ ЗАРЯДОВ ТВЕРДОГО РАКЕТНОГО ТОПЛИВА | 2001 |
|
RU2219148C2 |
| СПОСОБ БРОНИРОВАНИЯ ШАШКИ ТВЕРДОТОПЛИВНОГО ЗАРЯДА РАКЕТНОГО ДВИГАТЕЛЯ | 2003 |
|
RU2261237C1 |
| СПОСОБ БРОНИРОВАНИЯ ЗАРЯДОВ ТВЕРДОГО РАКЕТНОГО ТОПЛИВА ТЕРМОПЛАСТИЧНЫМИ БРОНЕСОСТАВАМИ | 2004 |
|
RU2274550C2 |
| СПОСОБ БРОНИРОВАНИЯ ВКЛАДНОГО ЗАРЯДА ТВЕРДОГО РАКЕТНОГО ТОПЛИВА | 2001 |
|
RU2215721C2 |
Изобретение относится к антиадгезионным покрытиям и касается способа подготовки технологической оснастки для многоразового использования ее при изготовлении бронированных изделий. На рабочую поверхность технологической оснастки наносят антиадгезионные смазки серии «Пента-100» на основе силиконового каучука в органических растворителях. Смазки наносят методом налива или кистью толщиной до 0,05 мм в несколько слоев. При этом 1-й и последующие слои сушат при температуре 15-35°С в течение 10-15 мин, последний слой - дополнительно при температуре 80-180°С в течение 30-90 мин. 1 табл., 1 пр.
Способ подготовки технологической оснастки для многоразового использования ее при изготовлении бронированных изделий, включающий покровный слой антиадгезионного покрытия с органическим растворителем, отличающийся тем, что в качестве покровного слоя используют смазку серии «Пента-100» на основе силиконового каучука, которую наносят на рабочую поверхность технологической оснастки методом налива или кистью толщиной до 0,05 мм в несколько слоев, при этом 1-й и последующие слои сушат при температуре 15-35°С в течение 10-15 мин, последний слой - дополнительно при температуре 80-180°С в течение 30-90 мин.
| СПОСОБ ПОЛУЧЕНИЯ АНТИАДГЕЗИОННОГО ПОКРЫТИЯ НА ФОРМООБРАЗУЮЩЕЙ ОСНАСТКЕ ЗАРЯДОВ РАКЕТНОГО ДВИГАТЕЛЯ ИЗ СМЕСЕВОГО ТВЕРДОГО ТОПЛИВА | 2002 |
|
RU2228345C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИГЛЫ ИНЪЕКЦИОННОЙ ОДНОКРАТНОГО ПРИМЕНЕНИЯ | 2002 |
|
RU2233675C1 |
| АНТИАДГЕЗИОННОЕ ПОКРЫТИЕ | 2012 |
|
RU2502771C1 |
| СПОСОБ ПОЛУЧЕНИЯ АНТИАДГЕЗИОННОГО ПОКРЫТИЯ НА РАБОЧИХ ПОВЕРХНОСТЯХ ПРЕСС-ИНСТРУМЕНТА | 1995 |
|
RU2113993C1 |
| РАЗДЕЛИТЕЛЬНАЯ КРЕМНИЙОРГАНИЧЕСКАЯ МИКРОЭМУЛЬСИЯ | 2010 |
|
RU2450036C1 |
| СПОСОБ ПОЛУЧЕНИЯ КРЕМНИЙОРГАНИЧЕСКОГО АНТИАДГЕЗИОННОГО ПОКРЫТИЯ ХОЛОДНОГО ОТВЕРЖДЕНИЯ | 1992 |
|
RU2080995C1 |
| АНТИАДГЕЗИОННОЕ ПОКРЫТИЕ, СОДЕРЖАЩЕЕ ТЕРМОПЛАСТИЧНЫЙ СИЛИКОНСОДЕРЖАЩИЙ ПОЛИМЕР | 2003 |
|
RU2303530C2 |
| US 6395790 B1, 28.05.2002 | |||
| US 2985545 A, 23.05.1961. | |||

