Изобретение относится к области металлургии, а именно к технологии обработки медных сплавов, применяемых в электротехнической промышленности для изготовления деталей, работающих в условиях повышенных механических нагрузок.
Прочность медных сплавов можно повысить двумя способами:
- легирование медных сплавов различными легирующими элементами, что приведет или к твердорастворному, или к дисперсионному упрочнению. Твердорастворное упрочнение сопровождается снижением электропроводности медных сплавов, которая является одним из наиболее важных свойств электротехнических медных сплавов. В то же время дисперсионное упрочнение не приводит к существенному снижению электропроводности за счет выделения мелкодисперсных частиц вторых фаз в процессе старения и обеднения твердого раствора меди легирующими элементами [Vinogradov, A., Patlan, V., Suzuki, Y., Kitagawa, K., Kopylov, V.I., “Structure and properties of ultra-finegrain Cu-Cr-Z ralloyproduced bye qual-channel angular pressing”, Acta Materialia 50(7), p. 1639-1651];
- деформационное упрочнение в результате измельчения размера зерен под воздействием интенсивной пластической деформации. Повышения прочности медных сплавов при сохранении достаточно высокого уровня электропроводности можно добиться за счет измельчения размера зерен в соответствии с законом Холла-Петча.[M. Kato, “Hallpetch relationship and dislocation model for deformation of ultrafine-grained and nanocrystalline metals”, Mater.Trans. 55 (2014), p.19-24].
На сегодняшний день наиболее перспективным методом измельчения зерен в медных сплавах является интенсивная пластическая деформация. Применение интенсивной пластической деформации приводит к формированию субмикрокристаллической и/или нанокристаллической структуры со средним размером структурных элементов менее 400 нм [F.DallaTorre, R. Lapovok, J. Sandlin, P.F. Thomson, C.H.J. Davies, E.V. Pereloma,“Microstructures and properties of copperprocessed bye qualchannel angular extrusion for 1–16 passes”, Acta Materialia 52 (2004), p. 4819–4832].
Интересной особенностью медных сплавов является возможность совмещения упрочнения от дисперсионного твердения с деформационным упрочнением, реализуемым в процессе интенсивной пластической деформации.
Наиболее близким к предлагаемому изобретению является способ обработки медного сплава системы Cu-Cr. Сущность метода заключается в нагреве заготовки медного сплава Cu-Cr под закалку до температуры 1020–1050°С с последующей закалкой. Интенсивную пластическую деформацию заготовки медного сплава Cu-Cr осуществляют кручением, или равноканальным угловым прессованием, или равноканальным угловым прессованием по схеме «Конформ» при температуре 20–300°С до степени деформации не менее 3 с последующим старением при температуре 400–500°С. Описанный выше метод рекомендован для использования в электротехнической промышленности для изготовления деталей, проводников и электрических контактов, работающих в условиях повышенных температур и высоких механических нагрузок [RU 2484175, опубл. 10.06.2013].
Недостатком данного способа обработки является то, что температура под закалку выбрана достаточно высокой на уровне более 1000°С, в результате чего может произойти рост исходного зерна и, таким образом, будет происходить формирование неоднородной структуры перед проведением интенсивной пластической деформации. Вторым недостатком предложенного способа является необходимость проводить интенсивную пластическую деформацию до степени деформации не менее 3, в результате чего будет происходить интенсивное изнашивание используемого оборудования.
Задачей предлагаемого изобретения является разработка способа термомеханической обработки (ТМО) медных сплавов, позволяющего получить полуфабрикат из медных сплавов с улучшенным комплексом физико-механических свойств, т.е. с высокой прочностью и высокой электропроводностью.
Технический результат изобретения заключается в том, что:
- разработанный режим термомеханической обработки обеспечивает формирование субмикрокристаллической и/или нанокристаллической структуры в медных сплавах со средним размером зерен/субзерен менее 300 нм;
- совмещение упрочняющего эффекта от выделения мелкодисперсных частиц вторых фаз с размером менее 20 нм из медной матрицы с формированием субмикрокристаллической и/или нанокристаллической структуры в процессе интенсивной пластической деформации;
- проведение непрерывного равноканального углового прессования при температуре, близкой к пиковой температуре старения, способствует формированию субмикрокристаллической и/или нанокристаллической структуры при малых степенях деформации.
Для решения поставленной задачи предложен способ термомеханической обработки медных сплавов, включающий нагрев, закалку, деформацию и старение, причем закалку осуществляют после нагрева в интервале температур 850-980°С и с временем выдержки от 0,5 часа до 2 часов с последующим старением в интервале температур 350-650°С и с временем выдержки от 2 до 8 часов. После чего осуществляют интенсивную пластическую деформацию непрерывным равноканальным угловым прессованием до истинной степени деформации не более 2 при температуре 350-450°С, затем проводят холодную прокатку со степенью обжатия не менее 20%.
Предлагаемый способ осуществляется следующим образом.
Заготовки предварительно подвергают термической обработке, которую проводят в два этапа:
- закалка после нагрева в интервале температур 850-980°С и с временем выдержки от 0,5 ч до 2 ч;
- старение в интервале температур 350-650°С и с временем выдержки от 2 до 8 ч.
Затем проводят интенсивную пластическую деформацию методом непрерывного равноканального углового прессования по схеме «Конформ» [Р.З. Валиев, И.В. Александров. “Объемные наноструктурные металлические материалы. Получение, структура и свойства”. М., 2007], в интервале температур 350-450°С до истиной степени деформации не более 2. Последней операцией является холодная прокатка, т.е. прокатка при комнатной температуре со степенью обжатия не менее 20%.
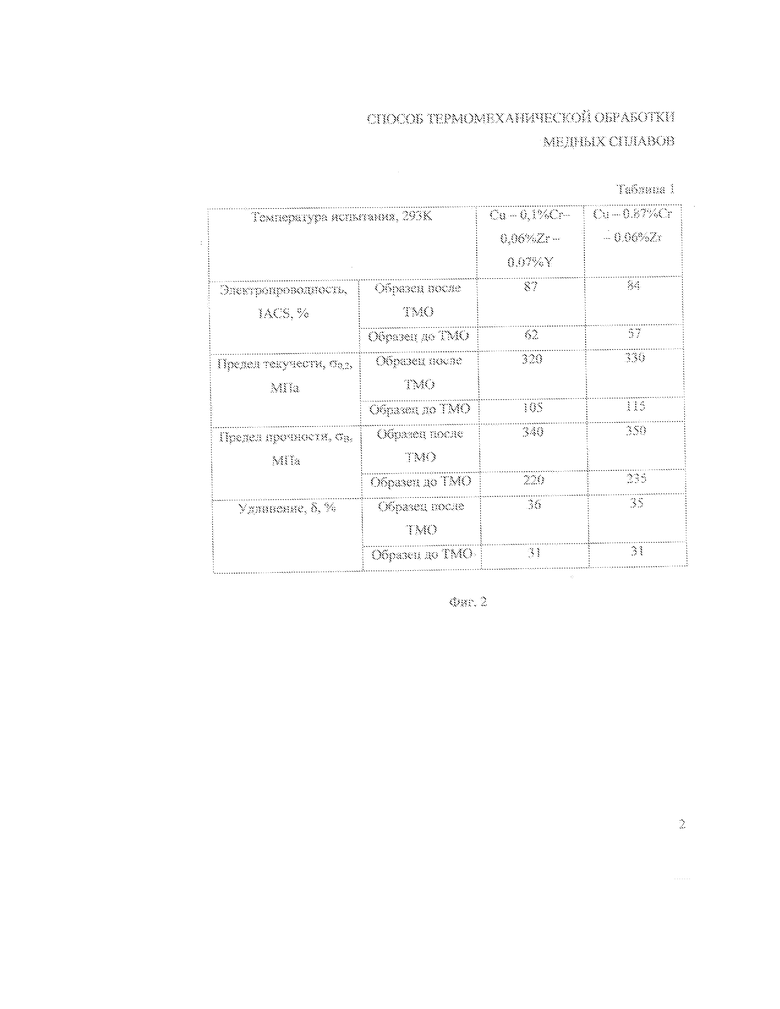
Достигаемый технический результат подтверждается данными, приведенными в таблице 1.
Предлагаемое изобретение поясняют следующие графические материалы:
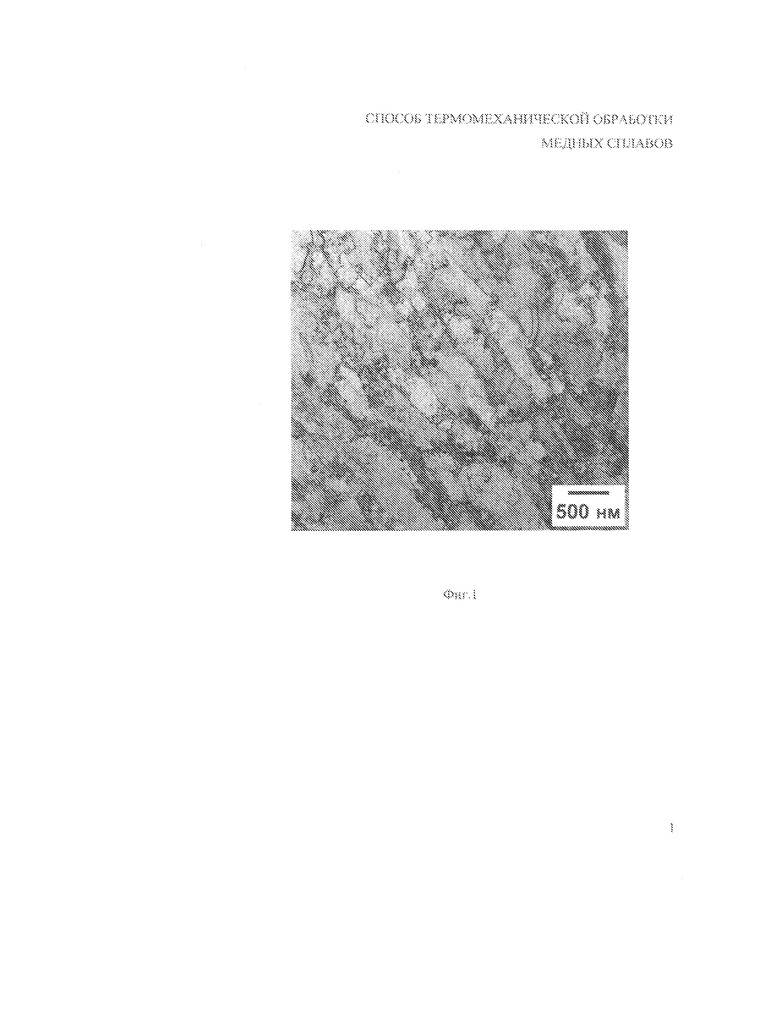
Фиг. 1 – фотография структуры медного сплава Cu – 0,1%Cr – 0,06%Zr – 0,07%Y после непрерывного равноканакльного углового прессования, полученная на просвечивающем электронном микроскопе.
Фиг. 2 - Таблица 1 «Физико-механические свойства Cu – 0,1%Cr – 0,06%Zr – 0,07%Y и Сu – 0,87%Cr – 0,06%Zr медных сплавов до ТМО и после ТМО».
Испытания на электропроводность проводили по ГОСТ 7229-76 и ГОСТ 24392-80 при комнатной температуре. Механические испытания на растяжение проводились по ГОСТ 1497-84 при комнатной температуре.
Пример осуществления
В примере осуществления использовались 2 медных сплава: (1) Cu – 0,1%Cr – 0,06%Zr – 0,07%Y и (2) Сu – 0,87%Cr – 0,06%Zr (вес.%). Размер заготовок составлял 14×14 мм2. Заготовки предварительно подвергали термической обработке, включающей закалку после нагрева при температуре 920°С с выдержкой 30 мин и с последующим охлаждением в воде, а затем проводили старение для первого сплава при температуре 450°С и времени выдержки 4 часа, для второго сплава - при температуре 500°С и времени выдержки 3 часа.
После чего проводили интенсивную пластическую деформацию методом непрерывного равноканального углового прессования до степени деформации 2 и 1 (для первого и второго сплава соответственно) при температуре 400°С. Заготовки, перед проведением непрерывного равноканального углового прессования, предварительно нагревали до температуры 400°С и выдерживали в течение 20 мин перед загрузкой в машину непрерывного равноканального углового прессования. Средний размер зерен/субзерен после непрерывного равноканального прессования составил менее 300 нм как для первого, так и для второго сплава. Заключительным этапом термомеханической обработки являлась холодная прокатка. Заготовки после непрерывного равноканального углового прессования подвергали холодной прокатке со степенью обжатия 20%.
Таким образом, достигнута задача по разработке нового способа термомеханической обработки медных сплавов с улучшенным комплексом физико-механических свойств за счет наложения дисперсионного упрочнения, т.е. выделения мелкодисперсных частиц вторых фаз из медной матрицы, на структурное упрочнение, реализованное за счет измельчения зерен в процессе интенсивной пластической деформации.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ термомеханической обработки перспективных медных сплавов | 2021 |
|
RU2778130C1 |
| Способ деформационно-термической обработки низколегированных медных сплавов | 2018 |
|
RU2688005C1 |
| СПОСОБ ФОРМИРОВАНИЯ УЛЬТРАМЕЛКОЗЕРНИСТОЙ СТРУКТУРЫ В ЦВЕТНЫХ СПЛАВАХ НА ОСНОВЕ МЕДИ И АЛЮМИНИЯ (ВАРИАНТЫ) | 2013 |
|
RU2551041C2 |
| Способ изготовления электроконтактного провода из термоупрочняемого сплава на основе меди (варианты) | 2020 |
|
RU2741873C1 |
| УЛЬТРАМЕЛКОЗЕРНИСТЫЙ МЕДНЫЙ СПЛАВ СИСТЕМЫ Cu-Cr И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2011 |
|
RU2484175C1 |
| Способ термомеханической обработки термически-упрочняемых алюминиевых сплавов системы Al-Cu-Mg-Mn-Ag | 2016 |
|
RU2623557C1 |
| Способ изготовления высокопрочного провода из медного сплава | 2024 |
|
RU2841399C1 |
| Способ получения объемных образцов никелида титана с нанокристаллической структурой | 2024 |
|
RU2841569C1 |
| СПОСОБ ОБРАБОТКИ ЗАГОТОВОК ВАНАДИЕВЫХ СПЛАВОВ | 2016 |
|
RU2644832C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ АЛЮМИНИЕВЫХ ИЛИ МАГНИЕВЫХ СПЛАВОВ С НАНО- И СУБМИКРОКРИСТАЛЛИЧЕСКОЙ СТРУКТУРОЙ И ИЗДЕЛИЯ, ИЗГОТОВЛЕННЫЕ ИЗ ЭТИХ СПЛАВОВ (ВАРИАНТЫ) | 2011 |
|
RU2467090C1 |
Изобретение относится к области металлургии, а именно к технологии обработки медных сплавов, применяемых в электротехнической промышленности для изготовления деталей, работающих в условиях повышенных механических нагрузок. Способ включает нагрев медного сплава в интервале температур 850-980°С и выдержку от 0,5 до 2 ч с последующей закалкой, старение в интервале температур 350–650°С в течение от 2 до 8 ч, интенсивную пластическую деформацию методом непрерывного равноканального углового прессования в интервале температур 350–450°С до истинной степени деформации не более 2 с последующей прокаткой при комнатной температуре со степенью обжатия не менее 20%. Способ позволяет получить полуфабрикат из медных сплавов с улучшенным комплексом физико-механических свойств, т.е. с высокой прочностью и высокой электропроводностью. 1 пр., 2 ил.
Способ термомеханической обработки медных сплавов, включающий нагрев, закалку, деформацию и старение, отличающийся тем, что закалку осуществляют после нагрева в интервале температур 850-980°С и выдержки от 0,5 до 2 ч с последующим старением в интервале температур 350-650°С в течение времени от 2 до 8 ч, после чего осуществляют интенсивную пластическую деформацию непрерывным равноканальным угловым прессованием до истинной степени деформации не более 2 при температуре 350-450°С, затем проводят холодную прокатку со степенью обжатия не менее 20%.
| УЛЬТРАМЕЛКОЗЕРНИСТЫЙ МЕДНЫЙ СПЛАВ СИСТЕМЫ Cu-Cr И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2011 |
|
RU2484175C1 |
| СПОСОБ ФОРМИРОВАНИЯ УЛЬТРАМЕЛКОЗЕРНИСТОЙ СТРУКТУРЫ В ЦВЕТНЫХ СПЛАВАХ НА ОСНОВЕ МЕДИ И АЛЮМИНИЯ (ВАРИАНТЫ) | 2013 |
|
RU2551041C2 |
| CN 102888525 A, 23.01.2013 | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ ХОЛОДНОКАТАНОЙ ФОЛЬГИ ДЛЯ ГИБКИХ ПЕЧАТНЫХ ПЛАТ ИЗ МЕДИ И МЕДНЫХ СПЛАВОВ | 2010 |
|
RU2424861C1 |
| US 20090165903 A1, 02.07.2009. | |||

