г9 3J
фиг.1
Изобретение относится к обработке металлов давлением, в частности к комплексному трубогибочному оборудованию, включающему трубогибочную машину и устройство подачи заготовки и съема готовой детали, и может быть использовано в различных областях машиностроения.
Цель изобретения - повышение эксплуатационных характеристик за счет сокраше- ния габаритов трубогибочной машины и использования короткоходового цилиндра привода оправки.
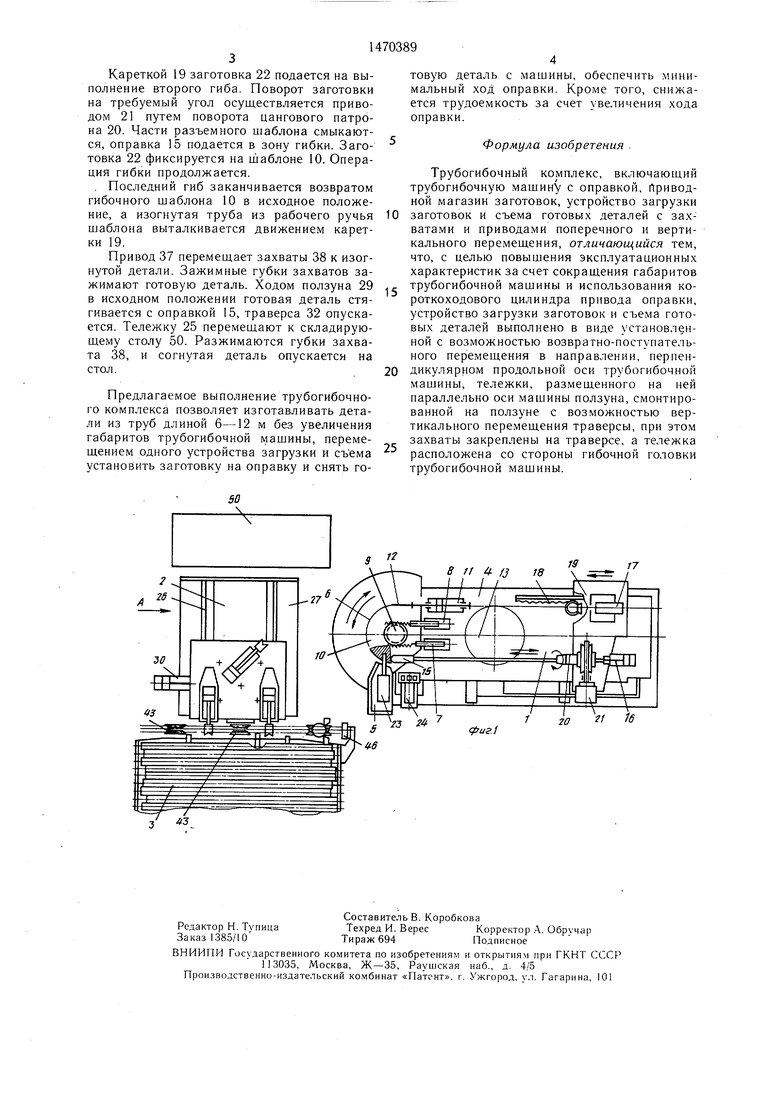
На фиг. 1 схематически изображен трубо- гибочный комплекс, вид сверху; на фиг. 2 - вид А на фиг. 1.
по колонкам 33 от привода 34, закрепленного на ползуне. На траверсе 32 установлены цилиндры 35 с захватами 36 для загрузки заготовок и цилиндры 37 с захватами 38 для съема деталей.
Магазин 3 заготовок 22 имеет механизированный стеллаж 39 выдачи заготовок. Заготовки размеш.аются на стелЛаже до фиксатора 40. Контактирующая с фиксатором заготовка отсекается от последующих отсе- 10 кателем 41, перемещающимся под действием привода 42. Ролики 43 предназначены для приема заготовки со стеллажа, а приводной ролик 44, имеющий возможность вращения под действием привода 45,- для перемеще,jbijitJ..i..л
Трубогибочный комплекс включает трубо- 5 заготовки по роликам, 43 до упора 4Ь.
гибочную машину 1, устройство 2 загрузки заготовки и съема готовых деталей, магазин 3 трубных заготовок, при этом все указанные устройства связаны между собой общей системой управления (преимущественно системой ЧПУ).
Трубогибочная машина 1 содержит станину 4, на которой размещены зажимная головка 5, механизм 6 гибки, включающий реечные цилиндры 7 и 8, соединенные по20
На кронштейне 47, закрепленном на стеллаже, установлен прижимной ролик 48 с приводом 49. Позицией 50 обозначен стол.
В исходном положении устройство загрузки заготовок и съема готовых деталей находится у магазина 3.
Трубогибочный комплекс работает следующим образом.Движением отсекателя 41 заготовка 22, лежащая на стеллаже 39 у фиксатора 40,
средством зубчатого колеса 9 и служащие js передается на приемные ролики 43 и привод- для привода гибочного щаблона 10. На ста-ной ролик 44. Отсекатель 41 приводом 42
ни не
4 также установлен главный привод гибочного механизма, выполненный в виде гидроцилиндра 11 двойного действия, штоки которого соединены втулочно-роликовой це- нью 12, сидящей на звездочках 13. Гибочный шаблон 10 выполнен разъемным из двух частей с приводом 14 разъема. Дорн- оправка 15 с приводом 16 смонтированы на станине 4. На станине с возможностью возвратно-поступательного продольного перевозвращается в исходное положение, очередная заготовка упирается в фиксатор 40.
При срабатывании привода 49 заготовка 22 зажимается между приводным роли- 30 ком 44 и прижимным роликом 48 и под действием привода 45 перемещается в крайнее правое положение до упора 46.
Срабатыванием привода захваты 36 перемещаются к заготовке 22 и зажимают ее (привод перемещения зажимных губок захмещения под действием привода 17 по рееч- 35 ватов не показан). Прижимной ролик 48 отной направляющей 18 установлена каретка 19, на которой размещены цанговый патрон 20 для зажима заготовки с приводом 21 поворота. Для фиксации заготовки 22 на гибочном шаблоне 10 предназначены узлы зажима 23 и поджима 24, расположенные на станине.
Устройство загрузки трубной заготовки и съема готовых деталей расположено со стороны гибочной головки трубогибочной машины и выполнено в виде тележки 25, установленной с возможностью возвратно- поступательного перемещения в направлении, перпендикулярном продольной оси трубогибочной машины 1. Перемещение тележки 25 осуществляется по направляющим 26
водится приводом 49, после чего приводом 34 подвижная траверса 32 поднимает заготовку 22 на уровень оправки 15 трубогибочной машины 1. Тележка 25 приводом 28 перемещается по направляющим 26
основания 27 до тех пор, пока трубная заготовка будет соосна оправке 15. Движением ползуна 29 в направлении оправки 15 заготовка устанавливается на оправку. Один конец заготовки зажимается в цанговом пат.г роне 20. Зажимные губки захватов 36 раскрываются, освобождая трубу. Другой конец заготовки зажимается на шаблоне 10 узлом 23 зажима и прижимается узлом 24 поджима, при этом механизм 6 гибки жестко фиксируется с зажимной головкой 5. Повооснования 27 под действием размещенного 50 ротом гибочного щаблона 10 под действием
на ней привода 28. На тележке 25 установлен ползун 29, направление перемещения которого параллельно продольной оси трубогибочной машины 1, а перемещение ползуна осуществляется гидроцилиндром 30, закрепленным на основании 27, по направ- 55 ляющим колонкам 31.
На ползуне 29 смонтирована траверса 32 с возможностью вертикального перемещения
привода 11 осуществляют гибку заготовки. По окончании операции гибки первого ги- ба оправку 15 выдергивают приводом 16 из внутренней полости заготовки, узлы зажима 23 и поджима 24 освобождают трубу, механизм 6 гиба освобождается от фиксации с зажимной головкой 5 и приводом 11 возвращается в исходное положение. Гибочный шаблон 10 разнимается приводом 14по колонкам 33 от привода 34, закрепленного на ползуне. На траверсе 32 установлены цилиндры 35 с захватами 36 для загрузки заготовок и цилиндры 37 с захватами 38 для съема деталей.
Магазин 3 заготовок 22 имеет механизированный стеллаж 39 выдачи заготовок. Заготовки размеш.аются на стелЛаже до фиксатора 40. Контактирующая с фиксатором заготовка отсекается от последующих отсе- 0 кателем 41, перемещающимся под действием привода 42. Ролики 43 предназначены для приема заготовки со стеллажа, а приводной ролик 44, имеющий возможность вращения под действием привода 45,- для перемещел
5 заготовки по роликам, 43 до упора 4Ь.
заготовки по роликам, 43 до упора 4Ь.
На кронштейне 47, закрепленном на стеллаже, установлен прижимной ролик 48 с приводом 49. Позицией 50 обозначен стол.
В исходном положении устройство загрузки заготовок и съема готовых деталей находится у магазина 3.
Трубогибочный комплекс работает следующим образом.Движением отсекателя 41 заготовка 22, лежащая на стеллаже 39 у фиксатора 40,
передается на приемные ролики 43 и привод- ной ролик 44. Отсекатель 41 приводом 42
возвращается в исходное положение, очередная заготовка упирается в фиксатор 40.
При срабатывании привода 49 заготовка 22 зажимается между приводным роли- ком 44 и прижимным роликом 48 и под действием привода 45 перемещается в крайнее правое положение до упора 46.
Срабатыванием привода захваты 36 перемещаются к заготовке 22 и зажимают ее (привод перемещения зажимных губок захватов не показан). Прижимной ролик 48 отватов не показан). Прижимной ролик 48 отводится приводом 49, после чего приводом 34 подвижная траверса 32 поднимает заготовку 22 на уровень оправки 15 трубогибочной машины 1. Тележка 25 приводом 28 перемещается по направляющим 26
основания 27 до тех пор, пока трубная заготовка будет соосна оправке 15. Движением ползуна 29 в направлении оправки 15 заготовка устанавливается на оправку. Один конец заготовки зажимается в цанговом патроне 20. Зажимные губки захватов 36 раскрываются, освобождая трубу. Другой конец заготовки зажимается на шаблоне 10 узлом 23 зажима и прижимается узлом 24 поджима, при этом механизм 6 гибки жестко фиксируется с зажимной головкой 5. Поворотом гибочного щаблона 10 под действием
ротом гибочного щаблона 10 под действием
привода 11 осуществляют гибку заготовки. По окончании операции гибки первого ги- ба оправку 15 выдергивают приводом 16 из внутренней полости заготовки, узлы зажима 23 и поджима 24 освобождают трубу, механизм 6 гиба освобождается от фиксации с зажимной головкой 5 и приводом 11 возвращается в исходное положение. Гибочный шаблон 10 разнимается приводом 14Кареткой 19 заготовка 22 подается на выполнение второго гиба. Поворот заготовки на требуемый угол осуществляется приводом 21 путем поворота цангового патрона 20. Части разъемного шаблона смыкаются, оправка 15 подается в зону гибки. Заготовка 22 фиксируется на о аблоне 10. Операция гибки продолжается. , Последний гиб заканчивается возвратом гибочного шаблона 10 в исходное положеТрубогибочный комплекс, включающий трубогибочную машину с оправкой. Приводной магазин заготовок, устройство загрузки
ние, а изогнутая труба из рабочего ручья 10 заготовок и съема готовых деталей с захшаблона выталкивается движением каретки 19.
Привод 37 перемешает захваты 38 к изогнутой детали. Зажимные губки захватов зажимают готовую деталь. Ходом ползуна 29 .- в исходном положении готовая деталь стягивается с оправкой 15, траверса 32 опускается. Тележку 25 перемешают к складирующему столу 50. Разжимаются губки захвата 38, и согнутая деталь опускается на стол.
ватами и приводами поперечного и вертикального перемещения, отличающийся тем, что, с целью повышения эксплуатационных характеристик за счет сокращения габаритов трубогибочной машины и использования ко- роткоходового цилиндра привода оправки, устройство загрузки заготовок и съема готовых деталей выполнено в виде установленной с возможностью возвратно-поступательного перемещения в направлении, перпен- 20 дикулярном продольной оси трубогибочной машины, тележки, размещенного на ней параллельно оси машины ползуна, смонтированной на ползуне с возможностью вертикального перемещения траверсы, при этом захваты закреплены на траверсе, а тележка расположена со стороны гибочной головки трубогибочной машины.
Предлагаемое выполнение трубогибочно- го комплекса позволяет изготавливать детали из труб длиной 6-12 м без увеличения габаритов трубогибочной машины, перемещением одного устройства загрузки и съ ема установить заготовку на оправку и снять готовую деталь с машины, обеспечить минимальный ход оправки. Кроме того, снижается трудоемкость за счет увеличения хода оправки.
Формула изобретения .
Трубогибочный комплекс, включающий трубогибочную машину с оправкой. Приводной магазин заготовок, устройство загрузки
заготовок и съема готовых деталей с
ватами и приводами поперечного и вертикального перемещения, отличающийся тем, что, с целью повышения эксплуатационных характеристик за счет сокращения габаритов трубогибочной машины и использования ко- роткоходового цилиндра привода оправки, устройство загрузки заготовок и съема готовых деталей выполнено в виде установленной с возможностью возвратно-поступательного перемещения в направлении, перпен- 0 дикулярном продольной оси трубогибочной машины, тележки, размещенного на ней параллельно оси машины ползуна, смонтированной на ползуне с возможностью вертикального перемещения траверсы, при этом захваты закреплены на траверсе, а тележка расположена со стороны гибочной головки трубогибочной машины.
5
| название | год | авторы | номер документа |
|---|---|---|---|
| Трубогибочный комплекс | 1987 |
|
SU1524957A1 |
| Трубогибочная машина | 1990 |
|
SU1764738A1 |
| СТАНОК ДЛЯ ГИБКИ ПРОФИЛЕЙВС?СО:СП:.;АЛ Iттп^-'^1^мш1ц>&^EHSJiHOj^^KA 1 | 1973 |
|
SU369960A1 |
| Трубогибочный станок | 1979 |
|
SU837471A1 |
| Станок для двухсторонней гибки труб | 1973 |
|
SU501802A1 |
| Автоматическая линия для изготовления змеевиков | 1974 |
|
SU504588A1 |
| Способ изготовления теплообменников и стан для его осуществления. Устройство для передачи длинномерных изделий на обработку. Трубогибочная машина | 1981 |
|
SU1011322A1 |
| Способ гибки труб и станок для осуществления способа | 2020 |
|
RU2774676C2 |
| Устройство для подачи заготовок в трубогибочную машину | 1987 |
|
SU1574327A1 |
| Устройство для пространственной гибки заготовки из проката | 1990 |
|
SU1750783A1 |
Изобретение относится к обработке металлов давлением, в частности, к трубогибочному оборудованию, включающему трубогибочную машину и устройство подачи заготовки и съема готовой детали. Цель - повышение эксплуатационных характеристик за счет сокращения габаритов трубогибочной машины и использования короткоходового цилиндра привода оправки. Привод 35 перемещает захваты 36 к заготовке 22. Зажимные губки захватов 36 зажимают заготовки 22. Подвижная траверса 32 посредством привода 34 поднимает заготовку 22 на уровень оправки трубогибочной машины. Привод 28 перемещает тележку 25 по направляющим до размещения заготовки 22 соосно оправке. Движением ползуна 29 в направлении оправки заготовку 22 устанавливают на нее. Один конец заготовки 22 зажимают в цанговом патроне, а другой закрепляют на гибочном шаблоне. Изгибают заготовку 22. Привод 37 съема перемещает захваты 38 к изогнутой детали. Ходом ползуна 29 в исходное положение стягивают готовую деталь с оправки. Траверсу 32 опускают. Тележку 25 перемещают к складирующему столу. Губки захвата 38 разжимаются. Готовая деталь опускается на стол. 2 ил.
/7
| Патент ФРГ № 2910183, кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
