(54) ГОРЕЛКА ДЛЯ ДУГОВОЙ СВАРКИ В СРЕДЕ ЗАЩИТНЫХ
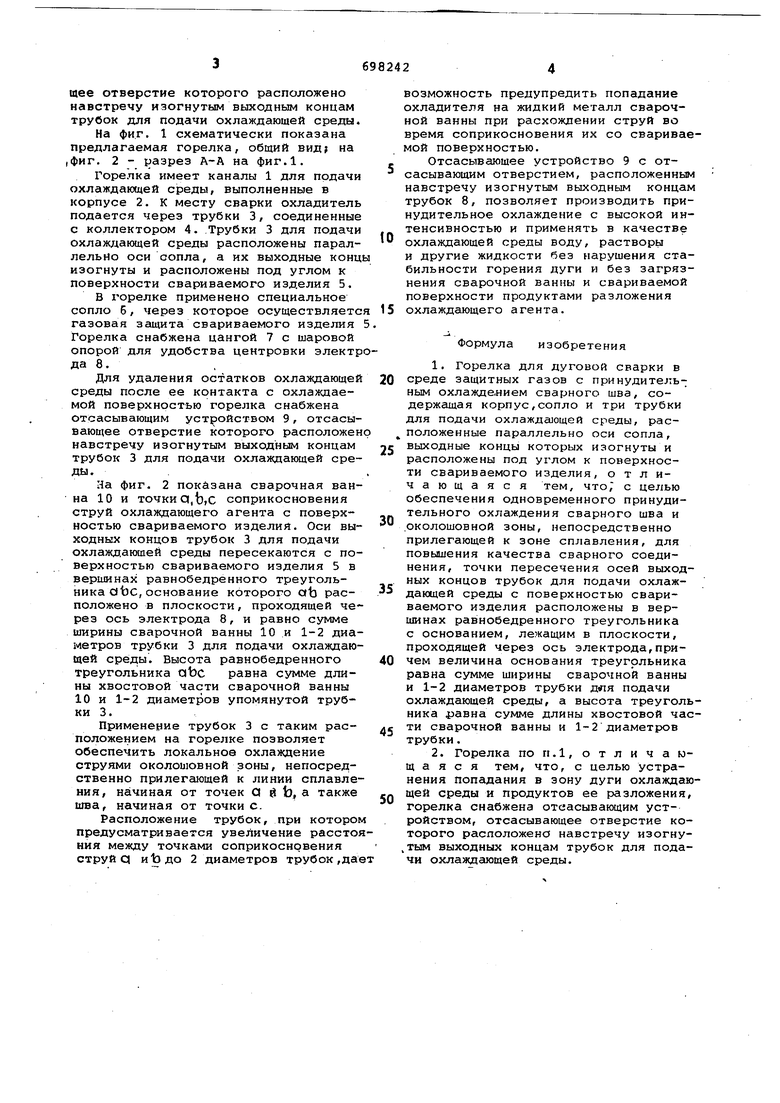
ГАЗОВ; щее отверстие которого расположено навстречу изогнутым выходным концам трубок для подачи охлаждающей среды. На фиг. 1 схематически показана предлагаемая горелка, общий вид на ,фиг. 2 - разрез А-А на фиг.1. Горелка имеет каналы 1 для подачи охлаждающей среды, выполненные в корпусе 2. К месту сварки охладитель подается через трубки 3/ соединенные с коллектором 4. .Трубки 3 для подачи охлаждающей среды расположены параллельно оси сопла, а их выходные конц изогнуты и расположены под углом к поверхности свариваемого изделия 5. В горелке применено специальное сопло б, через которое осуществляетс газовая защита свариваемого изделия Горелка снабжена цангой 7 с шаровой опорой для удобства центровки электр да 8. Для удаления остатков охлаждающей среды после ее контакта с охла)кдаемой поверхностью горелка снабжена отсасывающим устройством 9, отсасывающее отверстие которого расположен навстречу изогнутым выходным концам трубок 3 для подачи охлаждающей сре ды. На фиг. 2 показана сварочная ван на 10 и точкиа,Ь,С соприкосновения струй охлаждающего агента с поверхностью свариваемого изделий. Оси вы ходных концов трубок 3 для подачи охлаждающей среды пересекаются с по верхностью свариваемого изделия 5 в вершинах равнобедренного треугольника аЪс, основание которого аЬ расположено в плоскости, проходящей че рез ось электрода 8, и равно сумме ширины сварочной ванны 10 и 1-2 диа метров трубки 3 для подачи охлаждаю щей среды. Высота равнобедренного треугольника оЬс равна сумме длины хвостовой части сварочной ванны 10 и 1-2 диаметров упомянутой трубки 3 . Примене15ие трубок 3 с таким расположением на горелке позволяет обеспечить локальное охлаждение струями околошовной зоны, непосредственно прилегающей к линии сплавле ния, начиная от точек а и Ь, а также шва, начиная от точки с. Расположение трубок, при которо предусматривается увеличение рассто ния между точками соприкосновения струй а и1здо 2 диаметров трубок,да озможность предупредить попадание хладителя на жидкий металл сварочной ванны при расхождении струй во время соприкосновения их со свариваеой поверхностью. Отсасывающее устройство 9 с отсасывающим отверстием, расположенным навстречу изогнутым выходным концам трубок 8, позволяет производить принудительное охлаждение с высокой интенсивностью и применять в качестве охлаждающей среды воду, растворы и другие жидкости без нарушения стабильности горения дуги и без загрязнения сварочной ванны и свариваемой поверхности продуктами разложения охлаждающего агента. Формула изобретения 1.Горелка для дуговой сварки в среде защитных газов с принудительным охлаждением сварного шва, содержащая корпус,сопло и три трубки для подачи охлаждающей среды, расположенные параллельно оси сопла, выходные концы которых изогнуты и расположены под углом к поверхности свариваемого изделия, отличающаяся тем, что, с целью обеспечения одновременного принудительного охлаждения сварного шва и .околошовной зоны, непосредственно прилегающей к зоне сплавления, для повышения качества сварного соединения, точки пересечения осей выходных концов трубок для подачи охлаждающей среды с поверхностью свариваемого изделия расположены в вершинах равнобедренного треугольника с основанием, лежащим в плоскости, проходящей через ось электрода,причем величина основания треугольника равна сумме ширины сварочной ванны и 1-2 диаметров трубки для подачи охлаждающей среды, а высота треугольника равна сумме длины хвостовой части сварочной ванны и 1-2 диаметров трубки. 2.Горелка по п.1, о т л и ч а мщ а я с я тем, что, с целью устранения попадания в зону дуги охлаждающей среды и продуктов ее разложения, горелка снабжена отсасывающим устройством, отсасывающее отверстие которого расположено навстречу изогнутым выходных концам трубок для подачи охлаждающей среды.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ уменьшения сварочных деформаций и напряжений | 1989 |
|
SU1729720A1 |
| УСТРОЙСТВО ДЛЯ ГАЗОВОЙ ЗАЩИТЫ СВАРОЧНОЙ ВАННЫ, СВАРОЧНОГО ШВА И ОКОЛОШОВНОЙ ЗОНЫ | 2015 |
|
RU2615103C1 |
| Горелка для дуговой сварки в защитных газах | 1979 |
|
SU979052A1 |
| Способ дуговой сварки в узкую разделку с поперечными колебаниями неплавящегося электрода | 1987 |
|
SU1480994A1 |
| Устройство для пульсирующего охлаждения изделий | 1980 |
|
SU948592A1 |
| Горелка для дуговой сварки в защитных газах (ее варианты) | 1984 |
|
SU1175642A1 |
| Горелка для дуговой сварки в защитных газах | 1983 |
|
SU1074680A1 |
| Горелка для дуговой сварки | 1988 |
|
SU1773628A1 |
| Устройство для дуговой сварки в защитных газах | 1981 |
|
SU996134A1 |
| Способ устранения дефекта сварного шва трубной сформованной заготовки, выполненного с использованием лазера | 2017 |
|
RU2668623C1 |

