ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
Данное изобретение относится к устройствам для клепки и способу соединения компонентов конструкций, таких как фюзеляжи летательных аппаратов, и в частности к устройствам для клепки и способам для автоматической установки втулок на штифтах в фюзеляжах летательных аппаратов, выполненных из композиционных материалов.
УРОВЕНЬ ТЕХНИКИ
Среди способов соединения, используемых для сборки конструкций летательного аппарата, выполненных из композиционных материалов, предпочтительно пластика, армированного углеродным волокном, металлических материалов или их гибридных комбинаций, хорошо известны способы клепки с использованием коротких резьбовых заклепок со скользящей посадкой, таких как заклепки HI-LITE, производимые фирмой Hi Shear Corporation.
Эти заклепки, разработанные исключительно для аэрокосмической промышленности, состоят из резьбового штифта, головка которого может выступать или быть утопленной, и гайки или втулки, которая ограничивает прикладываемый к ним крутящий момент посредством разрушения ее части. В случае закрытых конструкций, таких как фюзеляжи, в которых необходимо использовать множество заклепок для соединения обшивки фюзеляжа с различными внутренними элементами жесткости (шпангоутами, стрингерами, балками), установка втулок на штифты, предварительно введенные снаружи фюзеляжа, обычно осуществляется вручную с помощью пневматического инструмента.
Процесс клепки включает в себя следующие основные этапы:
- Операторы распределяются в случайных зонах для работы параллельно. Порядок установки втулок не имеет значения.
- Каждый оператор снабжается втулками, которые могут потребоваться (предварительно расположенными в отдельных коробках для каждого образца).
- Для каждого конкретного штифта выбирается соответствующая втулка, выполняется вручную операция навинчивания втулки на штифт с помощью 1/2-3/4 оборота и с использованием пневматического или электрического инструмента выполняется полное закрепление втулки, пока не разрушится ее часть.
Наконец вручную извлекают разрушенную часть втулки из пневматического или электрического инструмента посредством встряхивания.
Головка пневматического или электрического инструмента является относительно простой и поэтому имеет небольшой размер. Она состоит из центрального шестигранного штифта, который остается в фиксированном положении и блокирует вращение штифта, и гнезда, с помощью которого прикладывается крутящий момент к шестигранной головке втулки. При достижении крутящего момента, соответствующего точке разрушения используемой втулки, отделенная часть тела или излишек остается заклиненным в гнезде. Достаточно легкого встряхивания для его отделения. Этот процесс является трудным и имеет недостаток, являясь очень трудозатратным, что повышает стоимость изготовления летательного аппарата. Дополнительно к этому операторам приходится занимать неэргономичные положения для операций установки втулки.
Данное изобретение направлено на решение этих проблем.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Задачей данного изобретения является автоматизация установки втулок на штифты в системах клепки по меньшей мере двух компонентов конструкции, при этом втулки имеют первую часть, которая предназначена для закрепления к штифтам, и вторую часть для управления крутящим моментом, прикладываемым к втулкам, отделенную от первой части хрупкой зоной, которая предназначена для разрушения, когда крутящий момент достигает заданного значения, в частности в больших конструкциях, таких как фюзеляжи летательных аппаратов, имеющих труднодоступные зоны.
Согласно одному аспекту изобретения, эта и другие задачи решены с помощью головки устройства для клепки, содержащего по меньшей мере один инструмент для установки втулок; средство подачи втулки в указанный инструмент для установки втулок; средство для приведения в действие инструмента, средство линейного перемещения во время операции навинчивания; средство для удаления второй части втулок; управляющее средство, предназначенное для автоматического выполнения установки втулок на штифтах, а затем удаления второй части втулок с использованием инструментов и втулок, подходящих для каждого из штифтов.
В вариантах выполнения изобретения головка также содержит средство искусственного зрения, предназначенное для выполнения распознавания положения и ориентации штифтов, так что головку можно правильно позиционировать относительно штифтов. За счет этого создана головка, имеющая полезную способность распознавания штифтов, когда их положение недоступно.
В вариантах выполнения изобретения головка также содержит чистящее средство для удаления любого уплотнительного материала, остающегося на штифтах. За счет этого создана головка, способная выполнять очистку штифтов перед установкой втулок на штифтах.
В вариантах выполнения изобретения указанное средство приведения в действие инструмента содержит электрический или пневматический двигатель. За счет этого создана головка со средством приведения в действие инструмента с аналогичными характеристиками по сравнению с инструментами, используемыми в ручных процессах для установки втулок на штифтах.
В вариантах выполнения изобретения головка содержит также вакуумный канал, соединенный с инструментом для установки втулок. За счет этого обеспечивается головка, способная удерживать втулку, что позволяет эффективно устанавливать втулку на штифт.
В вариантах выполнения изобретения средство подачи втулки и средство удаления содержат каналы подачи втулок, соединенные с хранилищами втулок, канал всасывания, соединенный с резервуаром, подвижный манипулятор между инструментом для установки втулок и каналами подачи втулок или каналом всасывания и вакуумным каналом для подвижного манипулятора. За счет этого обеспечивается создание головки, способной эффективно снабжать инструмент для установки втулок втулками, необходимыми для установки на штифты, и для эффективного удаления отделенных частей втулок.
В вариантах выполнения изобретения исполнительные средства указанного подвижного манипулятора являются вращательным исполнительным механизмом и линейным исполнительным механизмом. За счет этого обеспечивается создание головки с подходящим манипулятором для подачи втулок в инструмент для установки втулок и для удаления из инструмента для установки втулок отделенных частей втулок.
В вариантах выполнения изобретения инструмент для установки втулок выбран из прямого инструмента, имеющего свое исполнительное оконечное приспособление на той же оси, что и средство для приведения в действие инструмента, и углового инструмента, имеющего исполнительное оконечное приспособление на оси, смещенной относительно оси средства приведения в действие инструмента, и головка расположена так, что указанный подвижный манипулятор может достигать оконечные приспособления обоих инструментов для установки втулок. За счет этого обеспечивается создание головки с двумя взаимозаменяемыми инструментами, при этом прямой инструмент можно использовать для установки втулок на легкодоступных штифтах, и при этом угловой инструмент можно использовать для установки втулок на штифтах, недоступных для прямого инструмента.
В вариантах выполнения изобретения головка выполнена по меньшей мере с двумя взаимозаменяемыми узлами одного инструмента для установки втулок и одного средства приведения в действие инструмента, адаптированными под различные размеры втулок. За счет этого обеспечивается создание модульной головки для эффективной работы с широким диапазоном образцов втулок.
Согласно другому аспекту изобретения, указанные выше задачи решены с помощью робота, содержащего шарнирный манипулятор, имеющий в качестве рабочего органа указанную выше головку и управляющие средства, предназначенные для размещения рабочего органа в подходящем положении для достижения штифтов с помощью инструмента для установки втулок.
В вариантах выполнения изобретения указанный робот используется в секции фюзеляжа летательного аппарата. За счет этого обеспечивается создание устройства, пригодного для автоматической установки втулок на штифтах в конструкции, где доступ к штифтам затруднен.
В вариантах выполнения изобретения компоненты конструкции, подлежащие клепке, выполнены из композиционных материалов, и штифты вводятся в конструкцию без натяга. За счет этого обеспечивается создание подходящего устройства для автоматической установки втулок на штифтах, когда оси штифтов могут иметь определенное отклонение относительно осей, перпендикулярных обшивке фюзеляжа.
Согласно другому аспекту изобретения, указанные выше задачи решены с помощью способа, содержащего следующие этапы: а) введение штифтов снаружи в указанный фюзеляж летательного аппарата; b) установка указанных втулок на штифты изнутри с использованием указанного выше робота.
В вариантах выполнения способа этап а) выполняют с использованием автоматизированного устройства для введения штифтов, которое может обеспечивать координаты их положения, и на этапе b) указанные координаты используются управляющими средствами указанного робота для размещения головки в подходящем положении для достижения штифтов с помощью инструмента для установки втулок.
Другие желаемые признаки и характеристики изобретения следуют из приведенного ниже подробного описания изобретения и прилагаемой формулы изобретения со ссылками на прилагаемые чертежи.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
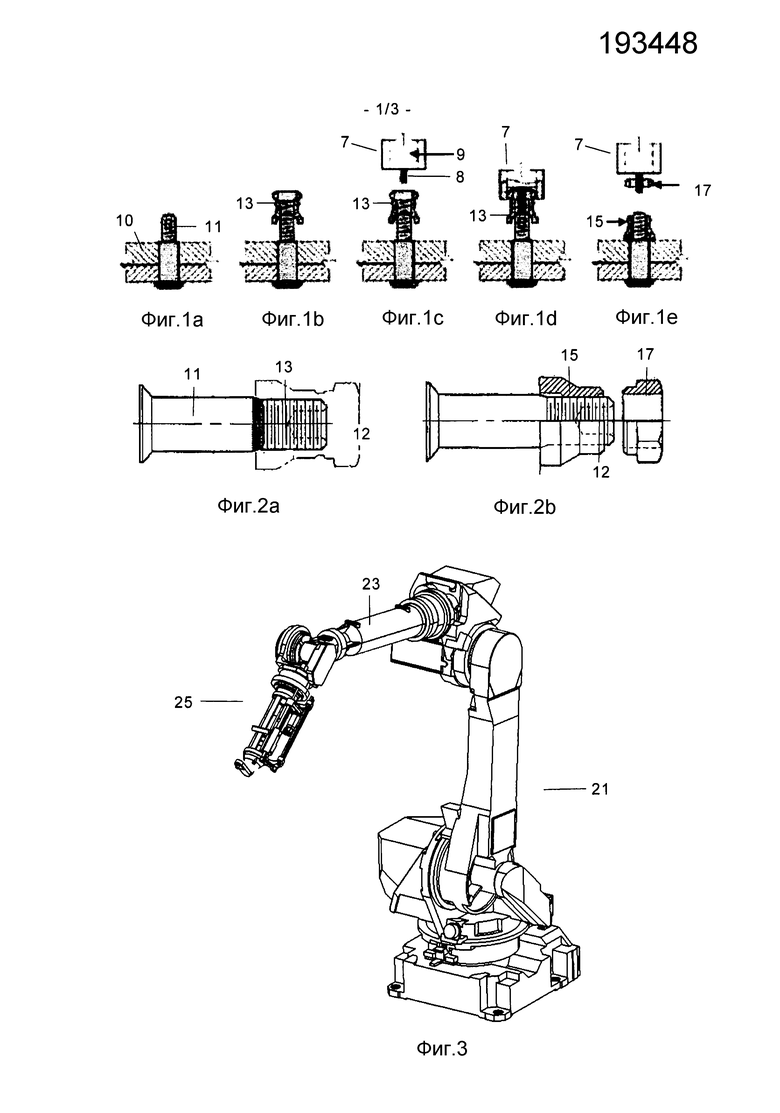
Фиг.1а-1е - схематично показывают последовательность операций по установке вручную втулки на штифт с использованием заклепок типа HI-LITE;
Фиг.2а и 2b соответственно показывают резьбовую втулку на штифте и втулку, установленную на штифте, после удаления отделяемой части;
Фиг.3 - вид в перспективе робота для автоматизированной установки втулок согласно данному изобретению;
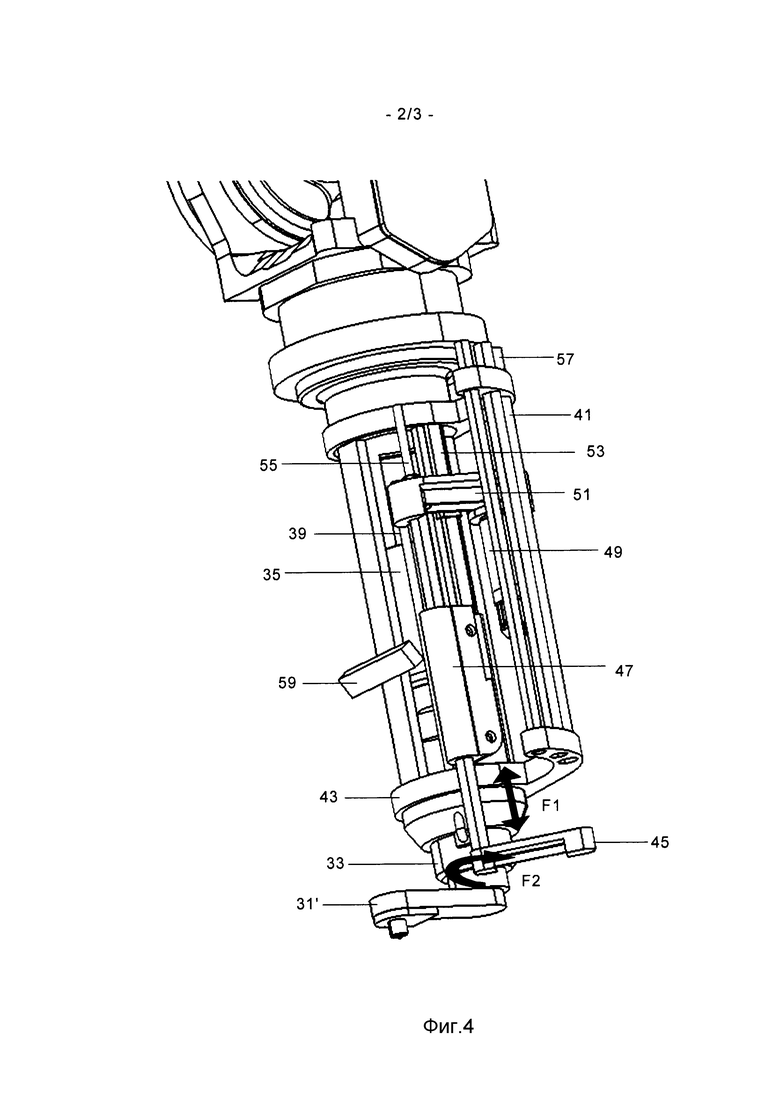
Фиг.4 - детальный вид рабочего органа указанного робота;
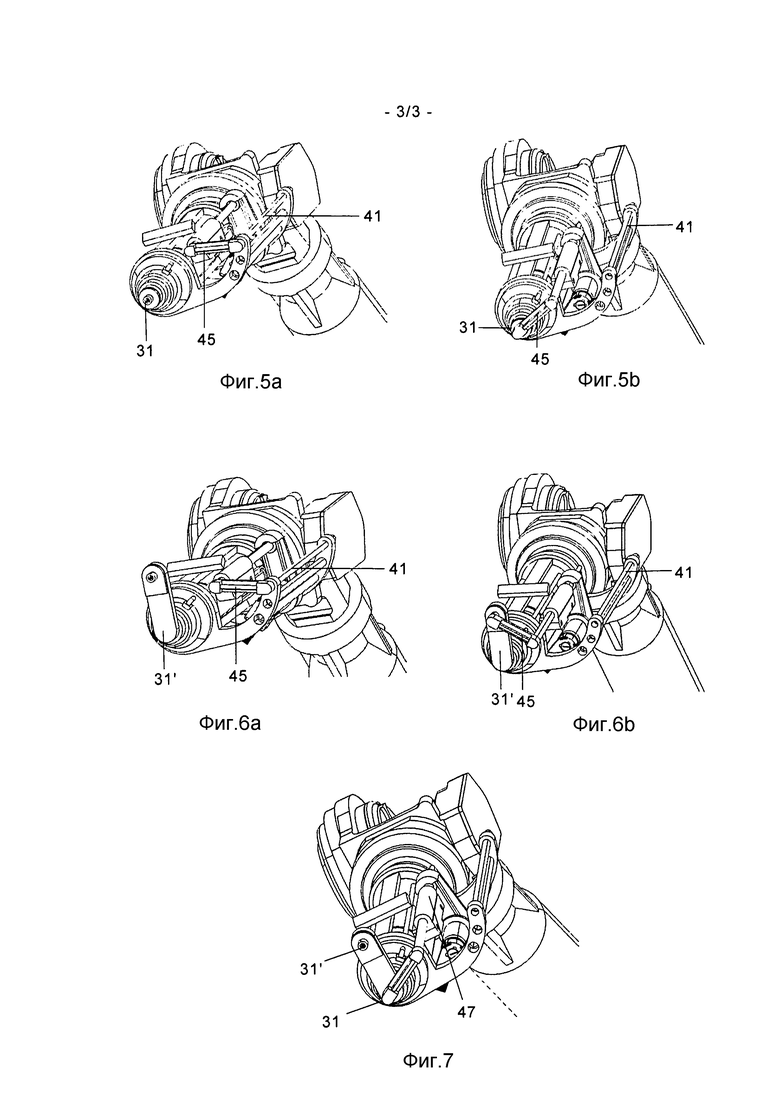
Фиг.5а и 5b иллюстрируют последовательность операций для подачи прямого инструмента рабочего органа с втулкой;
Фиг.6а и 6b иллюстрируют последовательность операций для подачи углового инструмента рабочего органа с втулкой;
Фиг.7 показывает рабочий орган, который может быть выполнен с прямым инструментом или с угловым инструментом.
ПОДРОБНОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
На Фиг.1 схематично показаны типичные этапы процесса установки вручную втулки 13 на штифте 11 заклепки типа HI-LITE в конструкции 10.
На первом этапе (см. Фиг.1а) штифт 11 вводят в конструкцию 10 со скольжением, т.е. без натяга.
На втором этапе (см. Фиг.1b) выполняют вручную первое навинчивание (небольшое) втулки 13 на штифт 11.
На третьем этапе (см. Фиг.1с) подготавливают инструмент 7 (аналогичный универсальному гаечному ключу) для выполнения конечного этапа установки втулки 13 на штифт 11. Инструмент содержит исполнительное оконечное приспособление, содержащее центральный шестигранный стержень 8, который остается фиксированным и блокирует вращение штифта 11, взаимодействующего с отверстием 12 на конце штифта 11, и гнездо 9 для приложения крутящего момента к головке втулки 13 для навинчивания ее на штифт 11.
На четвертом этапе (см. Фиг.1d) проиллюстрирован процесс приложения крутящего момента к втулке 13 с использованием указанного выше инструмента 7.
На пятом этапе (см. Фиг.1е) показан конечный результат. После достижения заданного крутящего момента вторая часть 17 втулки 13 разрушается и остается заклиненной в инструменте 7. Достаточно легкого встряхивания для ее отсоединения.
На Фиг.2а и 2b детально показано конечное состояние соответственно четвертого и пятого этапов.
Целью данного изобретения является автоматизация операций установки втулок на штифтах в конструкции, такой как секция фюзеляжа летательного аппарата, подлежащих выполнению во время процесса сборки, который обычно выполняется с использованием монтажных платформ.
Штифты можно вводить в фюзеляж вручную или с помощью автоматизированной системы, которую можно координировать с автоматизированной установкой втулок. В обоих случаях штифт должен быть введен в отверстия перпендикулярно поверхности фюзеляжа для обеспечения правильной ориентации штифта.
В одном варианте выполнения изобретения указанная выше автоматизация достигается с помощью робота 21 (см. Фиг.3) с шарнирным манипулятором 23, на конце которого находится в качестве рабочего органа головка 25 со средством для установки втулок на штифты, предварительно введенные в фюзеляж, при этом робот выполнен с возможностью перемещения вдоль монтажных платформ фюзеляжа для правильного позиционирования рабочего органа 25 относительно каждого штифта для выполнения процесса установки втулок.
Ниже приводится подробное описание основных компонентов устройства.
Робот
Робот 21 выполнен в виде подвижного устройства на монтажной платформе фюзеляжа, так что он может приближаться к целевой зоне для установки втулки 13 на штифт 11. После достижения желаемого положения робот 21 приводит в действие манипулятор 23 для выравнивания своего рабочего органа 25 со штифтом 11, на котором должна быть установлена втулка 13.
Рабочий орган
В показанном на Фиг.4 варианте выполнения изобретения рабочий орган 25 имеет следующие компоненты:
- Инструмент для установки втулки, прикрепленный к соединительному стыку 33. На Фиг.4 показан угловой инструмент 31’, однако можно использовать также прямой инструмент 31, как будет пояснено ниже, для соединения с указанным соединительным стыком 33. Исполнительное оконечное приспособление указанных инструментов 31’, 31 имеет конфигурацию, аналогичную с исполнительным оконечным приспособлением указанного выше инструмента 7 (центральный шестигранный стержень 8 для блокирования вращения штифта 11 и гнездо 9 для приложения крутящего момента к втулке 13).
- Электрический или пневматический двигатель 35 в качестве средства приведения в действие инструмента 31’, 31.
- Вакуумный канал 39, соединенный с инструментом 31’, 31, который удерживает втулку на инструменте 31’, 31.
- Средство подачи втулок 13 в инструмент 31’, 31, содержащее один или несколько подающих каналов 41 (в зависимости от количества типоразмеров используемых втулок), распределительный фланец 43 каналов 41 подачи втулок, L-образный манипулятор 45 для снабжения инструментов 31’, 31 втулками, линейный исполнительный механизм 47 для L-образного манипулятора 43, поворотный исполнительный механизм для L-образного манипулятора 45, содержащий шпиндельный двигатель 49, передаточный ремень 51 и направляющий стержень 53, и вакуумный канал 55 для L-образного манипулятора 45.
- Средство линейного перемещения во время операции навинчивания (не изображено на Фиг.4). Это средство может перемещать либо инструмент 31’, 31, либо узел двигателя 35 - инструмент 31’, 31, или даже весь рабочий орган 25. В последнем случае робот 21 используется в качестве исполнительного механизма. В других случаях можно использовать в качестве исполнительных механизмов электрические исполнительные механизмы, пневматические исполнительные механизмы или пружины.
- Средство для удаления второй части 17 втулки 13, содержащее канал 57 всасывания.
- Средство 59 искусственного зрения.
Работа этого рабочего органа 25 схематично состоит в следующем. После определения местоположения штифта 11, где должна быть установлена втулка 13, с использованием, при необходимости, средства 59 искусственного зрения и после правильного позиционирования рабочего органа 25 относительно штифта 11 средство подачи втулки размещает подходящую втулку 13 для штифта 11 в манипуляторе 45, который переносит втулку 13 за счет комбинации линейного движения (стрелка F1 вниз) и поворотного движения (стрелка F2) к инструменту 31’, с использованием вакуумного эффекта. После этого инструмент 31’ устанавливает втулку 13 на штифт 11, и средство удаления отводит вторую часть 17 втулки 13, которая отламывается на конечном этапе установки, в резервуар оставшегося материала.
Электрический или пневматический двигатель 35 для приведения в действие инструмента 31’, 31 является общим для инструмента 31’, 31 различного типа (прямого или углового) и для различных размеров втулок 13. Он может иметь управляющее средство для адаптации его характеристик под размер каждой втулки 13. Соединительный стык 33 обеспечивает пневматическое и механическое соединение между электродвигателем 35 и инструментом 31’, 31.
Выбор прямого инструмента 31 или углового инструмента 31’ зависит, естественно, от местоположения штифта 11.
Рабочий орган 25 расположен коаксиально оси вращения последней степени свободы робота 21.
Робот 21 содержит также полку (обычно называемую приспособлением для автоматической замены инструмента), прикрепленную к нему, с подходящими средствами для хранения различных типов используемых инструментов, различных втулок, используемых указанным устройством подачи втулок, и избыток материалов.
На Фиг.5а и 5b показана последовательность подачи втулки 13 в прямой инструмент 31. На Фиг.5а показано, как манипулятор 45 принимает втулку 13 из канала 41 подачи втулок, а на Фиг.5b показано, как втулка 13 передается с манипулятора 45 в инструмент 31.
На Фиг.6а и 6b показана последовательность подачи втулки в угловой инструмент 31’.
Для взаимозаменяемости прямого и углового инструментов 31’, 31 требуется, чтобы ось прямого инструмента 31 и ось углового инструмента 31’ были внутри радиуса поворота манипулятора 45.
Управление перемещением робота
В идеальном случае фюзеляж должен быть подготовлен в монтажной платформе, так что робот 21 может использовать как информацию, имеющуюся в системе автоматизированного проектирования, используемой для проектирования фюзеляжа относительно его внутренней геометрии, так и информацию о положении штифтов, предварительно введенных с помощью ручной или автоматизированной системы (с большей или меньшей погрешностью относительно расположения, заданного в проектировании).
На основе этой информации и информации, обеспечиваемой системой датчиков, можно программировать движения робота 21 для оптимизации выполнения операции установки втулок 13 на штифтах 11.
Хотя описание данного изобретения приведено выше в связи с различными вариантами выполнения, из описания понятно, что возможны различные комбинации элементов, изменения или улучшения, без выхода за объем изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| СИСТЕМА И СПОСОБ ПЕЧАТИ ИЗОБРАЖЕНИЯ НА ПОВЕРХНОСТИ | 2016 |
|
RU2648201C2 |
| СПОСОБ УСТАНОВКИ КРЕПЕЖНОГО ПРИСПОСОБЛЕНИЯ | 2014 |
|
RU2566179C1 |
| Устройство для удаления сосулек | 2024 |
|
RU2829606C1 |
| РОБОТИЗИРОВАННАЯ СИСТЕМА И СПОСОБ РАБОТЫ РОБОТИЗИРОВАННОЙ СИСТЕМЫ | 2016 |
|
RU2710411C2 |
| Способ и система определения по меньшей мере одной характеристики сочленения | 2013 |
|
RU2667938C2 |
| МАНИПУЛЯТОР ДЛЯ ПРЕЦИЗИОННОГО ПОЗИЦИОНИРОВАНИЯ | 2013 |
|
RU2547981C2 |
| АВТОМАТИЗИРОВАННЫЕ ДИНАМИЧЕСКИЕ ПРОИЗВОДСТВЕННЫЕ СИСТЕМЫ И СООТВЕТСТВУЮЩИЕ СПОСОБЫ | 2016 |
|
RU2706448C2 |
| ЭКСПЕРТНАЯ СИСТЕМА НА БАЗЕ МЕДИЦИНСКОГО МАНИПУЛЯЦИОННОГО РОБОТА ДЛЯ ТРАНСПЕДИКУЛЯРНОЙ ФИКСАЦИИ ПОЗВОНОЧНИКА | 2023 |
|
RU2833780C1 |
| РОБОТИЗИРОВАННАЯ ХИРУРГИЧЕСКАЯ СИСТЕМА ДЛЯ ВЫПОЛНЕНИЯ МИНИМАЛЬНЫХ ИНВАЗИВНЫХ ВМЕШАТЕЛЬСТВ | 2007 |
|
RU2412800C2 |
| ПОДВОДНОЕ СОЕДИНИТЕЛЬНОЕ УСТРОЙСТВО И СПОСОБ ОСУЩЕСТВЛЕНИЯ СОЕДИНЕНИЯ ТРУБОПРОВОДА | 2024 |
|
RU2824696C1 |
Головка (25) устройства для клепки с использованием заклепок типа HI-LITE компонентов конструкции и с возможностью автоматической установки втулок (13) на штифты (11), предварительно введенные в конструкцию. Головка (25) содержит: инструмент (31, 31’) для установки втулки; средство (41, 45, 55) подачи втулки в инструмент (31, 31’) для установки втулки; средство (35) приведения в действие инструмента; средство линейного перемещения во время операции навинчивания; средство (57, 45) для удаления второй части (17) втулок (13); управляющее средство, предназначенное для автоматического выполнения установки втулок (13) на штифты (11), а затем удаления второй части (17) втулок с использованием инструментов (31, 31’) и втулок (13), подходящих для штифтов (11). Робот имеет в качестве рабочего органа головку (25). Способ клепки двух компонентов фюзеляжа летательного аппарата характеризуется использованием робота. Группа изобретений направлена на упрощение процесса клепки. 3 н. и 12 з.п. ф-лы, 7 ил.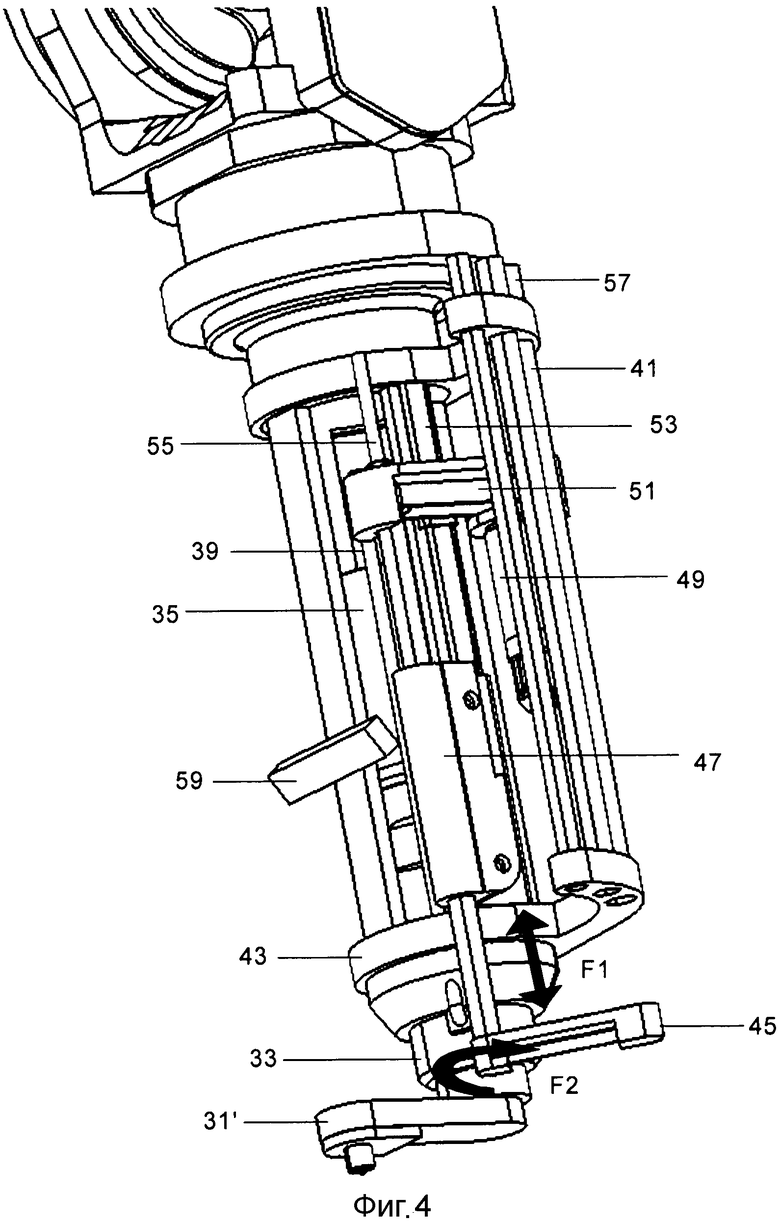
1. Головка (25) устройства для клепки по меньшей мере двух компонентов конструкции для установки втулок (13) на штифты (11), предварительно введенные в конструкцию, при этом указанные втулки (13) имеют первую часть (15), которая предназначена для закрепления к штифтам (11), и вторую часть (17), отделенную от первой части (15) хрупкой зоной, которая предназначена для разрушения, когда крутящий момент, прикладываемый к втулкам (13), достигает заданного значения, отличающаяся тем, что содержит:
- по меньшей мере один инструмент (31, 31’) для установки втулок;
- средство (41, 45, 55) подачи втулки в указанный инструмент (31, 31’) для установки втулок;
- средство (35) для приведения в действие инструмента;
- средство линейного перемещения во время операции навинчивания;
- средство (57, 45) для удаления второй части (17) втулок (13);
- управляющее средство, предназначенное для автоматического выполнения установки втулок (13) на штифты (11), а затем удаления второй части (17) втулок с использованием инструментов (31, 31’) и втулок (13), подходящих для штифтов (11).
2. Головка (25) устройства для клепки по п.1, которая содержит также средство (59) искусственного зрения, предназначенное для выполнения распознавания положения и ориентации штифтов (11), так что головку (25) можно правильно позиционировать относительно штифтов (11).
3. Головка (25) устройства для клепки по любому из пп.1 или 2, которая содержит также чистящее средство для удаления любого уплотнительного материала, остающегося на штифтах (11).
4. Головка (25) устройства для клепки по п.1, которая содержит также вакуумный канал (39), соединенный с инструментом (31, 31’) для установки втулки.
5. Головка (25) устройства для клепки по п.1, в которой указанное средство (41, 45, 55) подачи втулки и указанное средство (57, 45) удаления содержат:
- каналы (47) подачи втулок, соединенные с хранилищами втулок;
- канал (57) всасывания, соединенный с резервуаром оставшегося материала;
- подвижный манипулятор (45) между инструментом (31, 31’) для установки втулок и каналами (41) подачи втулок или каналом (57) всасывания;
- вакуумный канал (55), соединенный с подвижным манипулятором (45).
6. Головка (25) устройства для клепки по п.5, в которой исполнительные средства указанного подвижного манипулятора (45) содержат вращательный исполнительный механизм (49, 51) и линейный исполнительный механизм (47).
7. Головка (25) устройства для клепки по любому из пп.5 или 6, в которой
- указанный инструмент (31, 31’) для установки втулок выбран из прямого инструмента (31), имеющего свое исполнительное оконечное приспособление на той же оси, что и средство (35) для приведения в действие инструмента, и углового инструмента (31’), имеющего свое исполнительное оконечное приспособление на оси, смещенной относительно оси указанного средства (35) для приведения в действие инструмента;
- головка (25) расположена так, что указанный подвижный манипулятор (45) может достигать оконечные приспособления обоих инструментов (31, 31’) для установки втулок.
8. Головка (25) устройства для клепки по любому из пп.5 или 6, при этом она выполнена по меньшей мере с двумя предопределенными взаимозаменяемыми узлами одного инструмента для установки втулок и одного средства для приведения в действие инструмента, адаптированными под различные диапазоны размера втулок (13).
9. Головка (25) устройства для клепки по п.1, в которой указанное средство (35) для приведения в действие инструмента является электрическим или пневматическим двигателем.
10. Робот (21) для клепки по меньшей мере двух компонентов конструкции для установки втулок (13) на штифты (11), предварительно введенные в конструкцию, при этом указанные втулки (13) имеют первую часть (15), которая предназначена для закрепления на штифте (11), и вторую часть (17), отделенную от первой части (15) хрупкой зоной, которая предназначена для разрушения, когда крутящий момент, прикладываемый к втулке (13), достигает заданного значения, отличающийся тем, что содержит шарнирный манипулятор (23), имеющий в качестве рабочего органа головку по любому из пп.1-9 и управляющие средства, предназначенные для размещения рабочего органа в подходящем положении для достижения штифтов (11) с помощью инструмента (31, 31’) для установки втулок.
11. Робот (21) по п.10, в котором указанная конструкция является секцией фюзеляжа летательного аппарата.
12. Робот (21) по любому из пп.10 или 11, в котором компоненты конструкции, подлежащие клепке, выполнены из композиционных материалов, и упомянутые штифты вводятся в конструкцию без натяга.
13. Способ клепки по меньшей мере двух компонентов фюзеляжа летательного аппарата с использованием заклепок, содержащих штифты (11) и взаимодействующие с ними втулки (13) с первой частью (15), которая предназначена для закрепления к штифтам (11), и второй частью (17) для управления крутящим моментом, прикладываемым к втулкам (13), отделенной от первой части (15) хрупкой зоной, которая предназначена для разрушения, когда крутящий момент достигает заданного значения, отличающийся тем, что содержит следующие этапы:
а) введение указанных штифтов (11) снаружи в указанный фюзеляж летательного аппарата;
b) установка указанных втулок (13) на штифты (11) изнутри с использованием робота по п.10.
14. Способ по п.13, в котором этап а) выполняют с использованием автоматизированного устройства для введения штифтов (11), которое может обеспечивать координаты их местоположения, и на этапе b) указанные координаты используются управляющим средством указанного робота (21) для размещения рабочего органа (25) в подходящем положении для достижения штифтов (11) с помощью инструмента (31, 31’) для установки втулок.
15. Способ по любому из пп.13 или 14, в котором компоненты конструкции, подлежащей клепке, выполнены из композиционных материалов, и указанные штифты (11) вводят в фюзеляж летательного аппарата без натяга.
| ЭКСТРАКТОР-СЕПАРАТОР | 2004 |
|
RU2275225C1 |
| US 4538483 A1, 03.09.1985 | |||
| US 4611377 A1, 16.09.1986 | |||
| Клепально-вальцовочная головка | 1986 |
|
SU1371753A1 |

