Изобретение относится к промышленности строительных материалов, а именно к технологическим линиям для изготовления кирпича-сырца.
Известны линии для производства керамических изделий, содержащие формовочный пресс, автоматы отрезки и разрезки, конвейер подачи сушильных поддонов, механизм загрузки, сушилки, механизм разгрузки l.
Наиболее близкой к предлагаемой является технологическая линия для изготовления кирпича-сырца, BKJra4aroщая пост формовки и резки кирпича, пост укладки пакетов для садки,штабелер и устройство возврата рамок, состоящее из цепных накопителей, привод.ных рольгангов, механизма перекладки рамок и канатного конвейера 12.
Недостатком известных линий является невысокая ритмичность их работы, за счет незамкнутости транспортной системы возврата рамок от снижателя до поста формовки и резки, а также непроизводительное использование рабочих площадей для размещения устройства возврата pciMOK.
Целью изобретения является првы,шение ритмичности и надежности работы линии и экономия производственных площадей.
Поставленная цель достигается тем, что в технологической линии изготовления кирпича, содержащей установленные в технологическом порядке пост формовки и резки кирпича, камерную сушилку, пост укладки пакетов для садки, штабелер и устройство возврата рамок, последнее выполнено в виде цепных конвейеров, расположенных у постов формовки и садки, и кинематически связанного с ними дополнительного конвейера, выпЪлненного в виде установленной ниже отметки пола перпендикулярно к цепным конвейерам вертикально-замкнутой цепи с упорами и ограниченной с боков вертикальными направляющими.
Кроме того, цепные конвейеры выполнены двухветьевыми.
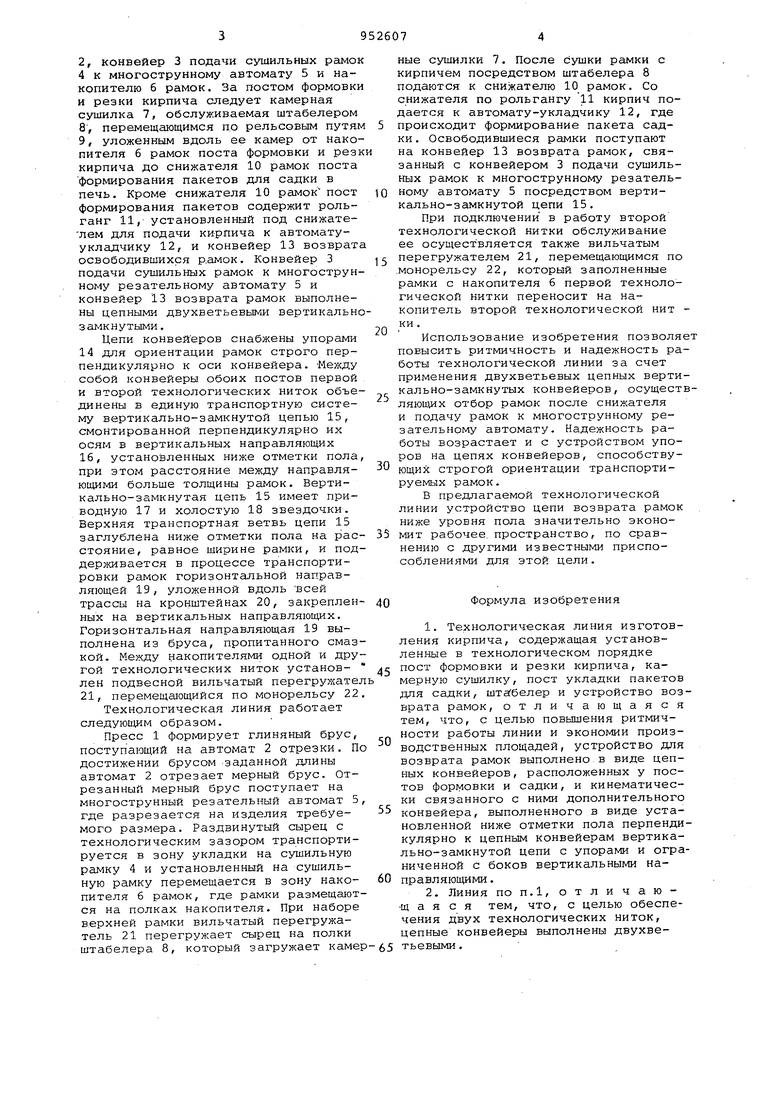
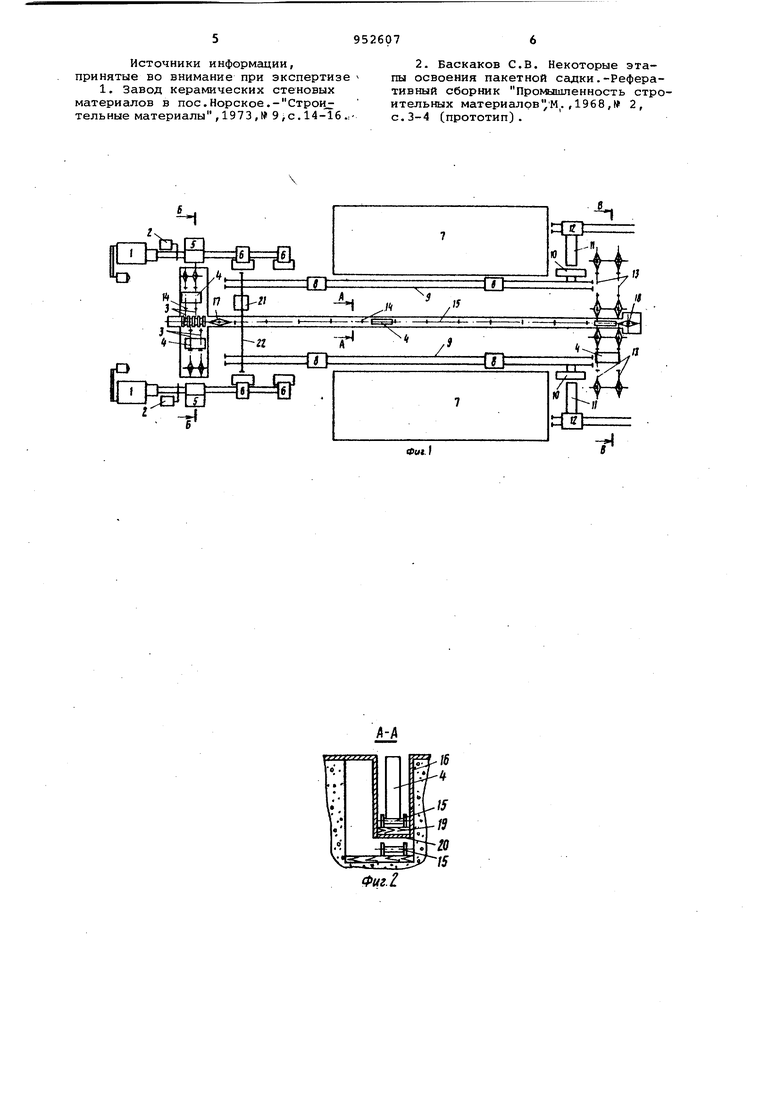
На фиг.1 изображена технологическая линия для изготовления кирпича; на фиг.2 - сечение А-А на фиг.1; на фиг.З - сечение В-Б на фиг.1; на фиг.4 - сечение В-В на фиг.1.
Линия имеет две технологические нитки, каждая из которых содержит пост формовки и резки кирпича, включающий пресс 1, резательный автомат 2, конвейер 3 подачи сушильных рамо 4 к многострунному автомату 5 и накопителю 6 рамок. За постом формовк и резки кирпича следует камерная сушилка 7, обслуживаемая штабелером 8,перемещающимся по рельсовым путя 9,уложенным вдоль ее камер от нако пителя б рамок поста формовки и рез кирпича до снижателя 10 рамок поста формирования пакетов для садки в печь. Кроме снижателя 10 рамок пост формирования пакетов содержит рольганг 11,- установленный под снижателем для подачи ки-рпича к автоматуукладчику 12, и конвейер 13 возврат освободившихся р.амок. Конвейер 3 подачи сушильных рамок к многострун ному резательному автомату 5 и конвейер 13 возврата рамок выполнены цепными двухветьевыми вертикальн замкнутыми. Цепи конвейеров снабжены упорами 14 для ориентации рамок строго перпендикулярно к оси конвейера. -Между собой конвейеры обоих постов первой и второй технологических ниток объе динены в единую транспортную систему вертикально-замкнутой цепью 15, смонтированной перпендикулярно их осям в вертикальных направляющих 16, установленных ниже отметки пола при этом расстояние между направляющими больше толщины рамок. Вертикально-замкнутая цепь 15 имеет приводную 17 и холостую 18 звездочки. Верхняя транспортная ветвь цепи 15 заглублена ниже отметки пола на расстояние, равное ширине рамки, и под держивается в процессе транспортировки рамок горизонтальной направляющей 19, уложенной вдоль всей трассы на кронштейнах 20, закрепленных на вертикальных направляющих. Горизонтальная направляющая 19 выполнена из бруса, пропитанного смазкой. Между накопителями одной и другой технологических ниток установлен подвесной вильчатый перегружател 21, перемещающийся по монорельсу 22 Технологическая линия работает следующим образом. Пресс 1 формирует глиняный брус, поступающий на автомат 2 отрезки. По достижении брусом заданной длины автомат 2 отрезает мерный брус. Отрезанный мерный брус поступает на многострунный резательный автомат 5 где разрезается на изделия требуемого размера. Раздвинутый сырец с технологическим зазором транспортируется в зону .укладки на сушильную рамку 4 и установленный на сушильную рамку перемещается в зону накопителя б рамок, где рамки размещаются на полках накопителя. При наборе верхней рамки вильчатый перегружатель 21 перегружает сырец на полки штабелера 8, который загружает камер ные сушилки 7. После сушки рамки с кирпичем посредством штабелера 8 подаются к снижателю 10 рамок. Со снижателя по рольгангу 11 кирпич подается к автомату-укладчику 12, где происходит формирование пакета садки . Освободившиеся рамки поступают на конвейер 13 возврата рамок, связанный с конвейером 3 подачи сушильных рамок к многострунному резательному автомату 5 посредством вертикально-замкнутой цепи 15. При подключении в работу второй технологической нитки обслуживание ее осуществляется также вильчатым перегружателем 21, перемещающимся по .монорельсу 22, который заполненные рамки с накопителя 6 первой технологической нитки переносит на накопитель второй технологической нит ки. Использование изобретения позволяет повысить ритмичность и надежность работы технологической линии за счет применения двухветьевых цепных вертикально-замкнутых конвейеров, осуществляющих отбор рамок после снижателя и подачу рамок к многострунному резательному автомату. Надежность работы возрастает и с устройством упоров на цепях конвейеров, способствующих строгой ориентации транспортируемых рамок. В предлагаемой технологической линии устройство цепи возврата рамок ниже уровня пола значительно экономит рабочее, пространство, по сравнению с другими известными приспособлениями для этой цели. Формула изобретения 1.Технологическая линия изготовления кирпича, содержащая установленные в технологическом порядке пост формовки и резки кирпича, камерную сушилку, пост укладки пакетов для садки, ште белер и устройство возврата рамок, отличающаяся тем, что, с целью повышения ритмичности работы линии и экономии производственных площадей, устройство для возврата рамок выполнено в виде цепных конвейеров, расположенных у постов формовки и садки, и кинематически связанного с ними дополнительного конвейера, выполненного в виде установленной ниже отметки пола перпендикулярно к цепным конвейерам вертикально-замкнутой цепи с упорами и ограниченной с боков вертикальными направляющими . 2.Линия по п.1, отличающая с я тем, что, с целью обеспечения двух технологических ниток, цепные конвейеры выполнены двухветьевыми .
59526076
Источники информации,2. Баскаков С.В. Некоторые этапринятые во внимание при экспертизе пы освоения пакетной садки.-Рефера1, Завод керамических стеновыхтивный сборник Промышленность строматериалов в пос. Морское.- Строи ительных материалов М. ,1968, № 2,
тельные материалы ,1973,№ .14-16 .,-с.3-4 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| ЛИНИЯ ФОРМОВАНИЯ, СУШКИ И САДКИ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ | 1993 |
|
RU2087309C1 |
| ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ФОРМОВКИ И СУШКИ КЕРАМИЧЕСКОГО КИРПИЧА ПЛАСТИЧЕСКОГО ФОРМОВАНИЯ | 2013 |
|
RU2534283C2 |
| Установка для резки и укладки кирпича на сушильные вагонетки | 1980 |
|
SU921860A1 |
| Линия для производства керамических изделий | 1988 |
|
SU1616822A1 |
| Автоматическая линия для производства керамических изделий | 1986 |
|
SU1369898A1 |
| ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА КЕРАМИЧЕСКОГО КИРПИЧА ПЛАСТИЧЕСКОГО ФОРМОВАНИЯ | 2005 |
|
RU2294280C2 |
| Линия для производства строительного кирпича | 1990 |
|
SU1768398A1 |
| КОМПЛЕКС ДЛЯ СУШКИ И ОБЖИГА КИРПИЧА С ЕГО ТРАНСПОРТИРОВКОЙ В КАССЕТАХ, КАССЕТА ДЛЯ ТРАНСПОРТИРОВКИ КИРПИЧА, АВТОМАТ-САДЧИК, АВТОМАТ-УКЛАДЧИК, СУШИЛО И НАКОПИТЕЛЬ КАССЕТ | 2006 |
|
RU2333831C2 |
| Установка для многострунной резки и укладки кирпича на сушильные вагонетки | 1984 |
|
SU1186497A1 |
| Автомат-укладчик кирпича-сырца на сушильные рамки | 1983 |
|
SU1150084A1 |
ov -I):.-: .-.-. -...д ««
../.. .., PTT fr y. -ll:A; -L S-±i.:-L: p.-. ...... oT. о М .
