Изобретение относится к измерительной технике, а именно к способам измерения геометрических параметров длинномерных деталей.
Известен способ измерения геометрической формы номинально круглой цилиндрической детали (пат. РФ №2158895, G01В 5/20, опубл. 10.11.2000), который заключается в измерении некруглости детали в поперечном сечении в процессе ее вращения с помощью основного измерительного датчика накладного кругломера с самоустанавливающимися опорами. На вертикальной стойке кругломера, связанной со станиной, устанавливают дополнительный измерительный датчик с упором в корпус кругломера. При вращении детали основным датчиком измеряют некруглость профиля поперечного сечения детали, а дополнительным - радиальное биение центра средней окружности этого профиля. При перемещении датчиков вдоль вращающейся детали основной датчик измеряет некруглость профилей поперечных сечений и изменение радиуса средней окружности этих профилей. По величинам этих измерений судят о форме профиля продольного сечения детали. Дополнительный датчик измеряет биения центров средних окружностей, по величине которых судят о прямолинейности оси детали. Некруглость и несоосность контролируемого профиля измеряют относительно базового.
Недостатком известного способа является то, что он предназначен для измерения параметров номинально круглых цилиндрических деталей и не может быть использован для деталей с большим перепадом значений радиуса в поперечном сечении, а также к недостаткам этого способа относятся существенные погрешности измерения непрямолинейности оси в случае длинномерных нежестких деталей, возникающие из-за прогиба детали под действием силы тяжести и вследствие вращения детали в процессе измерения.
Наиболее близким к предлагаемому является способ измерения отклонений формы (АС СССР №361384, G01В 5/20, опубл. 1973, бюл. №1), заключающийся в том, что соосно с поверхностью вращения проверяемого изделия устанавливают точный шпиндель, несущий на своем валу подвижную вдоль оси каретку с радиально переставным датчиком, снимают круглограмму в одном сечении, затем перемещением корпуса шпинделя вдоль его оси переставляют датчик в следующее сечение, снимают круглограмму и т.д., повторно снимают круглограммы в тех же сечениях, переставляя датчик из одного сечения в другое перемещением каретки, а по дополнительным круглограммам находят положение центров прилегающих или средних окружностей и определяют изогнутость оси изделия.
Недостатком этого способа является невозможность измерения непрямолинейности оси длинномерных нежестких деталей, расположенных в горизонтальном положении, из-за их прогиба под действием силы тяжести.
Задачей изобретения является создание способа, позволяющего измерять непрямолинейность оси длинномерных нежестких деталей с криволинейным осесимметричным профилем поперечного сечения, располагаемых в горизонтальном положении.
Технический результат при решении поставленной задачи, заключающийся в устранении величины прогиба от действия силы тяжести при измерении непрямолинейности оси горизонтально расположенных длинномерных нежестких деталей, достигается следующим образом.
Длинномерную деталь устанавливают горизонтально на двух опорах с концов детали или консольно, обеспечивают ее неподвижность в процессе измерения, производят измерение в единой системе координат круглограмм сечений поверхности детали в поперечных плоскостях, расположенных вдоль продольной координатной оси и перпендикулярных ей. По полученным круглограммам определяют координаты центров сечений. После первого измерения круглограмм сечений во всех заданных поперечных плоскостях вдоль продольной координатной оси производят поворот детали на угол, равный 360/n, затем повторно производят измерение круглограмм сечений в тех же поперечных плоскостях. Соответствующие повороты детали и измерения круглограмм сечений в поперечных плоскостях производят n раз, причем число позиций n принимают целым не менее трех и кратным порядку осевой симметрии профиля детали. Далее строят радиус-векторы от продольной координатной оси до центров сечений, а за координаты точки оси детали в каждой поперечной плоскости принимают координаты конца суммарного радиус-вектора, определяемого путем сложения в каждой поперечной плоскости n радиус-векторов к центрам сечений, предварительно повернутых вокруг продольной координатной оси на угол, соответствующий углу поворота детали, при котором они были получены. По полученным значениям координат точек оси детали в каждой поперечной плоскости судят о ее непрямолинейности.
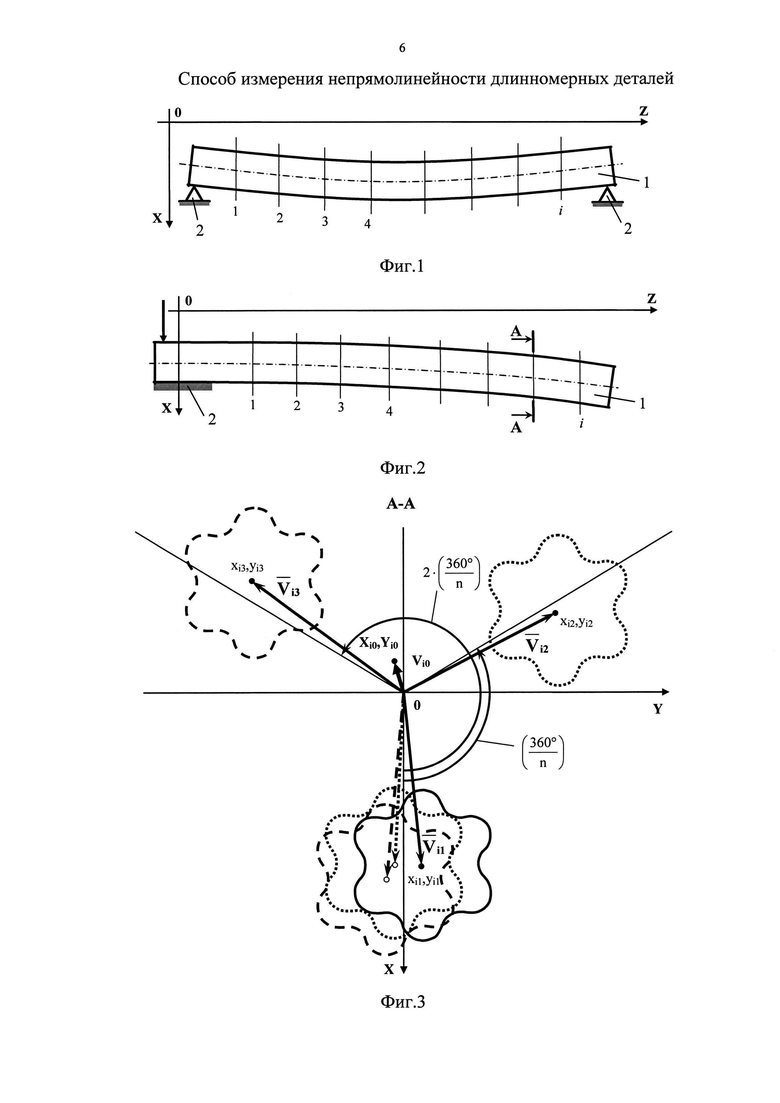
На фиг. 1 изображена схема установки длинномерной детали на двух опорах с концов детали; на фиг. 2 изображена схема консольной установки длинномерной детали; на фиг. 3 приведена схема расположения и поворота круглограмм сечений поверхности детали в i-той поперечной плоскости и соответствующих им радиус-векторов  (на примере числа позиций n=3).
(на примере числа позиций n=3).
Способ осуществляется следующим образом.
Длинномерную деталь 1 устанавливают горизонтально на опорах 2 с двух концов детали 1 (см. фиг. 1) или консольно (см. фиг. 2) и обеспечивают ее неподвижность в процессе измерения. Производят измерение в единой системе координат XYZ круглограмм сечений поверхности детали в поперечных плоскостях i, расположенных вдоль продольной координатной оси Z и перпендикулярных ей. По полученным круглограммам определяют координаты xi1, yi1 центров сечений (см. фиг. 3). После первого измерения круглограмм сечений во всех заданных поперечных плоскостях i вдоль продольной координатной оси Z производят поворот детали 1 на угол, равный 360/n, причем число позиций n принимают целым не менее трех и кратным порядку осевой симметрии профиля детали 1. Далее повторно производят измерение круглограмм сечений в тех же поперечных плоскостях i, по которым также определяют координаты xi2, yi2 центров сечений. Соответствующие повороты детали 1 и измерения круглограмм сечений в поперечных плоскостях i производят n раз. Имея значения координат xin и yin центров сечений во всех поперечных плоскостях i и позициях n детали 1, строят радиус-векторы  от продольной координатной оси Z до центров сечений. За координаты точки оси детали 1 в каждой поперечной плоскости i принимают координаты xio и yio конца суммарного радиус-вектора
от продольной координатной оси Z до центров сечений. За координаты точки оси детали 1 в каждой поперечной плоскости i принимают координаты xio и yio конца суммарного радиус-вектора  , определяемого в каждой поперечной плоскости i путем сложения n радиус-векторов к центрам сечений, предварительно повернутых вокруг продольной координатной оси Z на угол, соответствующий углу поворота детали 1, при котором они были получены. Значения координат xio, yio точек оси детали 1, по которым судят о ее непрямолинейности, могут быть определены аналитически в каждой поперечной плоскости i по формулам
, определяемого в каждой поперечной плоскости i путем сложения n радиус-векторов к центрам сечений, предварительно повернутых вокруг продольной координатной оси Z на угол, соответствующий углу поворота детали 1, при котором они были получены. Значения координат xio, yio точек оси детали 1, по которым судят о ее непрямолинейности, могут быть определены аналитически в каждой поперечной плоскости i по формулам
 ,
,
 .
.
Таким образом, описанный способ, благодаря устранению величины прогиба от действия силы тяжести при измерении, позволяет измерять непрямолинейность оси длинномерных нежестких деталей с криволинейным осесимметричным профилем поперечного сечения, располагаемых в горизонтальном положении.
Изобретение относится к измерительной технике, а именно к способам измерения геометрических параметров длинномерных деталей. Способ заключается в том, что длинномерную деталь устанавливают горизонтально на двух опорах с концов детали или консольно, обеспечивают ее неподвижность в процессе измерения, производят измерение в единой системе координат круглограмм сечений поверхности детали в поперечных плоскостях, расположенных вдоль продольной координатной оси и перпендикулярных ей. По полученным круглограммам определяют координаты центров сечений. После первого измерения круглограмм сечений во всех заданных поперечных плоскостях вдоль продольной координатной оси производят поворот детали на угол, равный 360/n, затем повторно производят измерение круглограмм сечений в тех же поперечных плоскостях. Соответствующие повороты детали и измерения круглограмм сечений в поперечных плоскостях производят n раз, причем число позиций n принимают целым не менее трех и кратным порядку осевой симметрии профиля детали. Далее строят радиус-векторы от продольной координатной оси до центров сечений, а за координаты точки оси детали в каждой поперечной плоскости принимают координаты конца суммарного радиус-вектора, определяемого путем сложения в каждой поперечной плоскости n радиус-векторов к центрам сечений, предварительно повернутых вокруг продольной координатной оси на угол, соответствующий углу поворота детали, при котором они были получены. По полученным значениям координат точек оси детали в каждой поперечной плоскости судят о непрямолинейности оси детали. Технический результат заключается в возможности измерения непрямолинейности оси длинномерных нежестких деталей с криволинейным осесимметричным профилем поперечного сечения, располагаемых в горизонтальном положении. 3 ил. 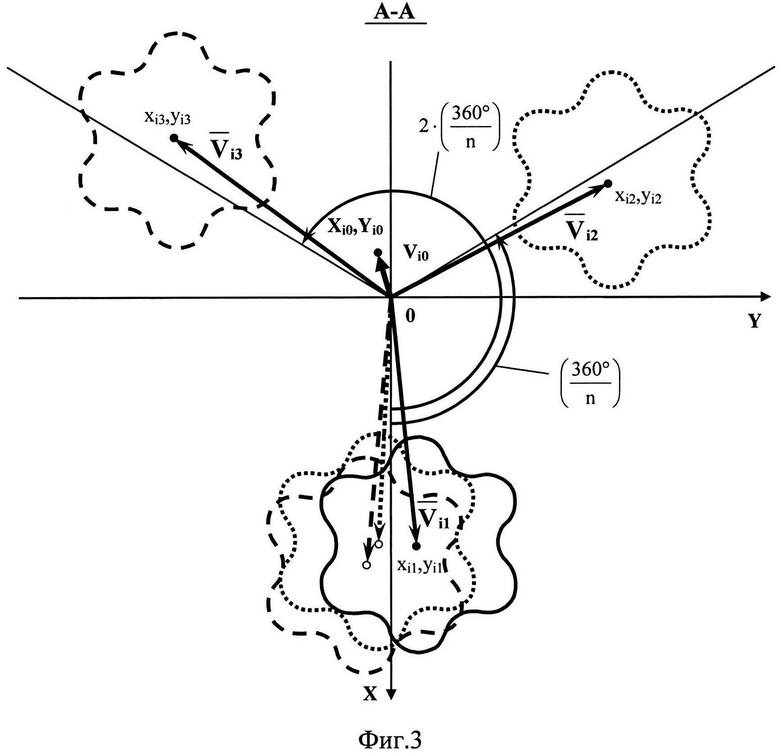
Способ измерения непрямолинейности длинномерных деталей, заключающийся в том, что устанавливают деталь горизонтально на двух опорах с концов детали или консольно, обеспечивают ее неподвижность в процессе измерения, производят измерение в единой системе координат круглограмм сечений поверхности детали в поперечных плоскостях, расположенных вдоль продольной координатной оси и перпендикулярных ей, по полученным круглограммам определяют координаты центров сечений, по которым судят о непрямолинейности оси детали, отличающийся тем, что после первого измерения круглограмм сечений во всех заданных поперечных плоскостях вдоль продольной координатной оси производят поворот детали на угол, равный 360/n, затем повторно производят измерение круглограмм сечений в тех же поперечных плоскостях, соответствующие повороты детали и измерения круглограмм сечений в поперечных плоскостях производят n раз, причем число позиций n принимают целым не менее трех и кратным порядку осевой симметрии профиля детали, строят радиус-векторы от продольной координатной оси до центров сечений, а за координаты точки оси детали в каждой поперечной плоскости принимают координаты конца суммарного радиус-вектора, определяемого путем сложения в каждой поперечной плоскости n радиус-векторов к центрам сечений, предварительно повернутых вокруг продольной координатной оси на угол, соответствующий углу поворота детали, при котором они были получены.
| СПОСОБ ИЗМЕРЕНИЯ ОТКЛОНЕНИЙ ,ФОРМЫ | 0 |
|
SU361384A1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ПОЛОЖЕНИЯ РЕЗЦА ПРИ ТОЧНОМ РАСТАЧИВАНИИ | 0 |
|
SU407657A1 |
| СПОСОБ РАЗМЕРНОГО КОНТРОЛЯ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ, ИМЕЮЩИХ КРУГЛЫЕ СЕЧЕНИЯ | 2007 |
|
RU2348006C1 |

