Область техники, к которой относится изобретение
[0001] Настоящее изобретение относится к металлу сварного шва, применяемому для сварных конструкций, таких как конструкции морских платформ, и к сварной конструкции, в которой используется металл сварного шва, и, в частности, оно относится к металлу сварного шва с повышенной прочностью после отжига для снятия остаточных напряжений, и улучшенной низкотемпературной ударной вязкостью, а также к сварной конструкции с нанесенным металлом сварного шва.
Уровень техники
[0002] В конструкциях морских промыслов (нефтяных платформ), сооруженных во время бурения и добычи на морских нефтяных месторождениях, увеличивались габариты оборудования, и расширялась разработка нефтяных месторождений в регионах с холодным климатом. Соответственно этому, необходимо, чтобы стальные плиты и сварочные материалы, применяемые в конструкциях на морских промыслах, имели высокую прочность и низкотемпературную ударную вязкость совместно на высоком уровне. В частности, на участке сварного шва сварной конструкции в течение длительного времени применяется отжиговая обработка (отжиг для снятия остаточных напряжений: SR-отжиг), предназначенная для снятия остаточных напряжений после сварочных работ, и указано, что прочность и ударная вязкость иногда ухудшаются вследствие SR-отжига. В свете вышеуказанного, существовала потребность в способе, способном в достаточной мере обеспечить высокую прочность после SR-отжига и превосходную низкотемпературную ударную вязкость при температуре -40°С.
[0003] Между тем, когда сооружают описанную выше сварную конструкцию, применяются разнообразные способы сварки, и считается, что из соображений эффективности работы предпочтительно применение дуговой сварки в защитном газе с использованием проволоки с флюсовой сердцевиной (FCW: далее иногда называемой «порошковой проволокой»).
[0004] До сих пор были внесены разнообразные предложения в отношении способов, сосредоточенных на прочности и низкотемпературной ударной вязкости металла сварного шва.
[0005] Например, Патентный Документ 1 гарантирует высокую прочность и превосходную низкотемпературную ударную вязкость металла сварного шва после SR-отжига способом, в котором регулируют количество и численную плотность карбидов. Однако металлы сварных швов, сформированных с использованием дуговой сварки под флюсом, главным образом предназначены для этого способа, и дуговая сварка под флюсом связана с такими проблемами, что ограничено положение при работе, и способ не может быть реализован во всех положениях сварки, которые неизбежны в крупногабаритных стальных конструкциях.
[0006] Патентный Документ 2 обеспечивает высокую прочность и превосходную низкотемпературную ударную вязкость после SR-отжига способом, в котором точно регулируют размер карбидов, которые склонны к укрупнению. Однако в этом способе температура оценки ударной вязкости является несколько выше -30°С, и нельзя утверждать, что обеспечивается ударная вязкость при температуре -40°С.
[0007] Патентный Документ 3 предлагает сварочные материалы, способные обеспечивать высокую прочность и превосходную низкотемпературную ударную вязкость после SR-отжига способом, в котором регулируют уровни содержания С, Si, Mn, Mo, Ti, Ni, Al, и О. Однако температура оценки ударной вязкости составляет несколько выше -29°С, и нельзя сказать, что обеспечивается ударная вязкость при более низкой температуре -40°С. Кроме того, когда в применяемом способе сварки используют сварку неплавящимся электродом (TIG) сварку, предполагается низкая производительность работы, и требовалось дальнейшее улучшение в плане производственных затрат.
[0008] Патентный Документ 4 раскрывает сварочные материалы, способные обеспечивать высокую прочность и превосходную низкотемпературную ударную вязкость после SR-отжига способом, в котором добавляют надлежащие количества Cr, Mo, Cu, Ti, В, и т.д., и регулируют состав материала шлака в порошковой проволоке для повышения производительности сварки. Однако ударную вязкость оценивают при температуре -30°С, которая является несколько более высокой, и нельзя сказать, что ударная вязкость гарантируется при более низкой температуре -40°С.
[0009] Патентный Документ 5 предлагает сварочные материалы, способные обеспечивать высокую прочность и превосходную низкотемпературную ударную вязкость после SR-отжига способом, в котором регулируют форму зернограничных карбидов. Однако ударную вязкость оценивают при температуре -30°С, которая является до некоторой степени высокой, и нельзя сказать, что ударная вязкость гарантируется при более низкой температуре -40°С.
Список цитированной литературы
Патентная литература
[0010]
Патентный Документ 1: Публикация Японской нерассмотренной патентной заявки № 2011-219821.
Патентный Документ 2: Публикация Японской нерассмотренной патентной заявки № 2010-227945.
Патентный Документ 3: Публикация Японской нерассмотренной патентной заявки № 2006-239733.
Патентный Документ 4: Публикация Японской нерассмотренной патентной заявки № Н09(1997)-253886.
Патентный Документ 5: Публикация Японской нерассмотренной патентной заявки № 2012-166203.
Сущность изобретения
Техническая проблема
[0011] Настоящее изобретению было выполнено с учетом вышеописанных знаний, и его целью является создание металла сварного шва, способного обеспечить высокую прочность и превосходную низкотемпературную ударную вязкость совместно после SR-отжига, а также сварной конструкции с использованием металла сварного шва, даже в случае применения дуговой сварки в защитном газе с использованием проволоки с флюсовой сердцевиной, при превосходной эффективности работы.
Разрешение проблемы
[0012] Металл сварного шва согласно настоящему изобретению, способный разрешить описанные выше проблемы, имеет отличительный признак, содержит в масс.%: С: от 0,02 до 0,10, Si: от 0,10 до 0,60, Mn: от 0,90 до 2,5, Ni: от 0,20 до 2,00, Cr: от 0,05 до 1,0, Mo: от 0,10 до 1,50, Ti: от 0,040 до 0,15, В: от 0,0010 до 0,0050, О: от 0,030 до 0,100, и N: 0,015 или менее (за исключением 0%), соответственно, с остальным количеством, состоящим из железа и неизбежных примесей, причем средний диаметр эквивалентной окружности карбидов, имеющих диаметр эквивалентной окружности 0,40 мкм или более, среди карбидов, присутствующих на границах зерен металла сварного шва, составляет 0,75 мкм или менее.
[0013] Термин «диаметр эквивалентной окружности», как используемый здесь, означает диаметр круга с такой же площадью, как площадь частицы карбида, принимая во внимание размер частицы карбида, видимой при наблюдении поверхности в микроскоп (например, просвечивающий электронный микроскоп (TEM)).
[0014] Металл сварного шва согласно настоящему изобретению дополнительно содержит в качестве других элементов предпочтительно (а) по меньшей мере один из Cu: 1,0% или менее (не включая 0%), и V: 0,40% или менее (не включая 0%), и (b) Al: 0,030% или менее (не включая 0%), посредством чего характеристика металла сварного шва дополнительно улучшается в соответствии с типом содержащегося элемента.
[0015] Настоящее изобретение также включает сварную конструкцию с использованием описанного выше металла сварного шва.
Преимущественные результаты изобретения
[0016] Согласно настоящему изобретению, поскольку средний диаметр эквивалентной окружности карбидов с предварительно определенной величиной, присутствующих в металле сварного шва, задается совместно с химическим составом, настоящим изобретением может быть достигнут металл сварного шва, имеющий достаточную прочность и также превосходную низкотемпературную ударную вязкость даже после отжига для снятия напряжений (SR-отжига).
Краткое описание чертежей
[0017]
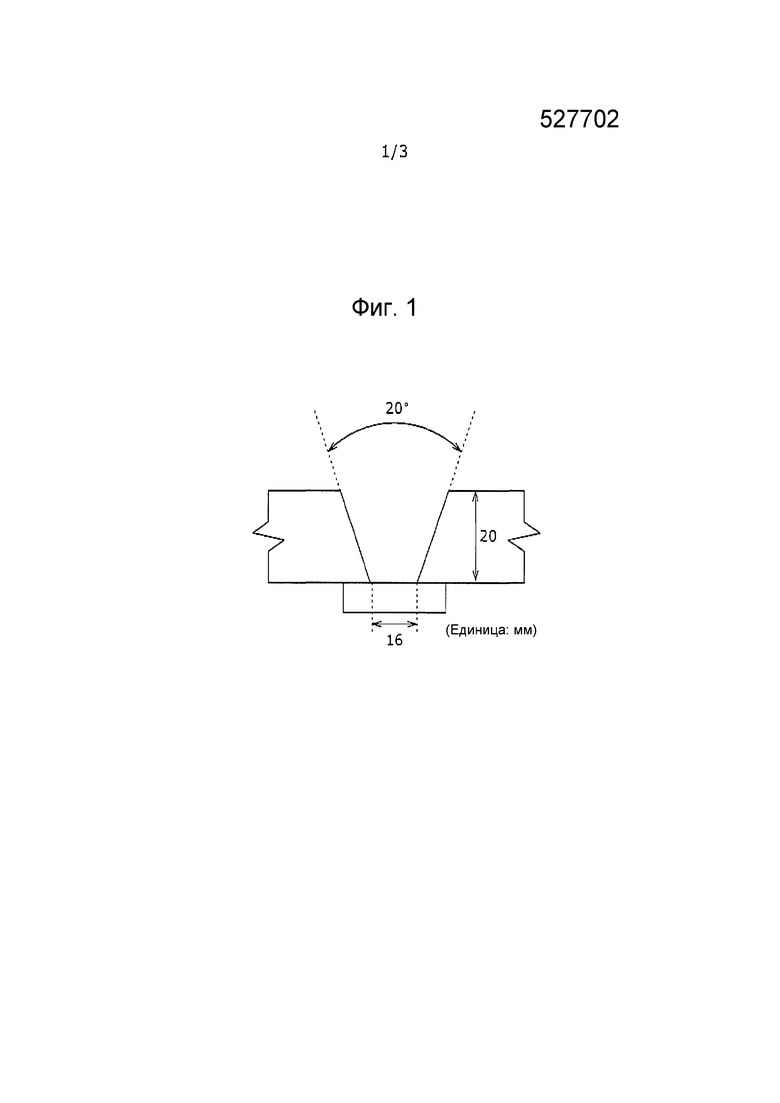
Фиг. 1 представляет схематическое пояснительное изображение, иллюстрирующее форму канавки при получении металла сварного шва.
Фиг. 2А представляет первое концептуальное изображение для разъяснения метода расчета среднего диаметра эквивалентной окружности зернограничных карбидов.
Фиг. 2В представляет второе концептуальное изображение для разъяснения метода расчета среднего диаметра эквивалентной окружности зернограничных карбидов.
Фиг. 2С представляет третье концептуальное изображение для разъяснения метода расчета среднего диаметра эквивалентной окружности зернограничных карбидов.
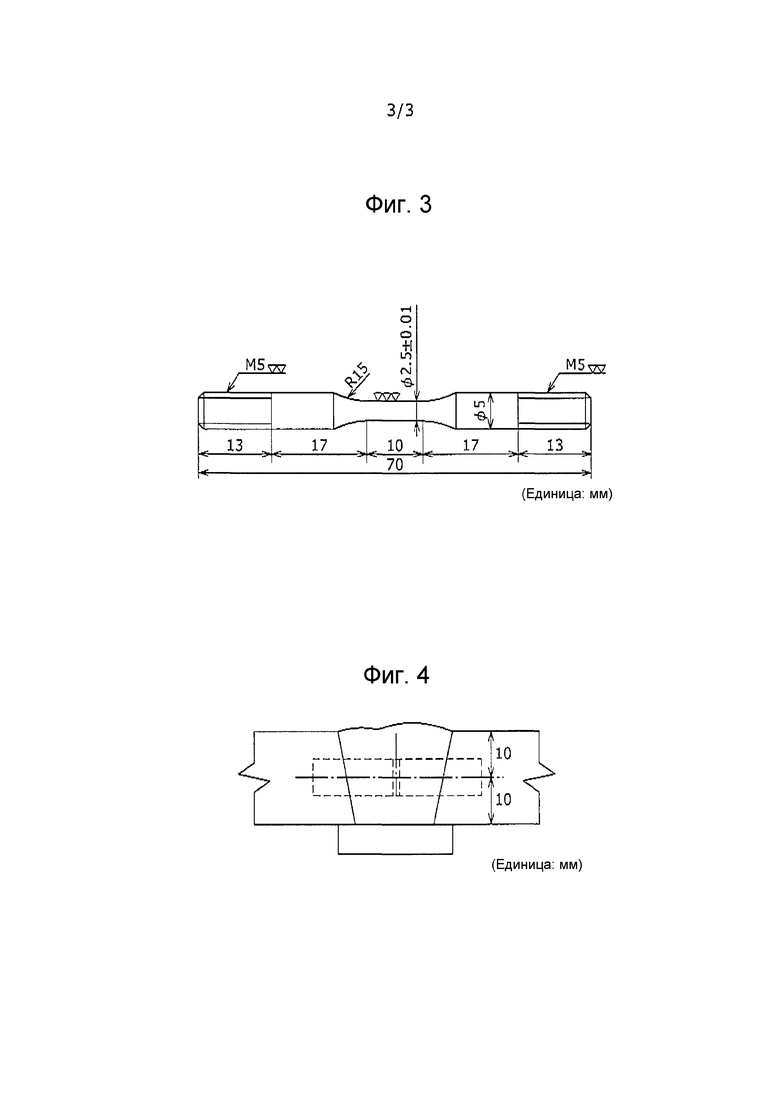
Фиг. 3 представляет пояснительное изображение, иллюстрирующее форму испытательного образца для проведения испытания на растяжение.
Фиг. 4 представляет схематическое пояснительное изображение, иллюстрирующее положение отбора образца для испытания на ударную вязкость по Шарпи.
Описание вариантов осуществления изобретения
[0018] Авторы настоящего изобретения провели исследования с разнообразных точек зрения для создания металла сварного шва, способного обеспечить высокую прочность и превосходную низкотемпературную ударную вязкость после SR-отжига. В результате было найдено, что описанные выше разнообразные характеристики могут быть обеспечены способом, в котором совместно регулируют химический состав металла сварного шва, в то же время с добавлением Mo, проявляющего эффект подавления укрупнения зернограничных карбидов, и проводят отжиг и смягчающий отпуск с образованием мелкозернистых выделившихся фаз в зернах, и задают до предварительно заданной величины средний диаметр эквивалентной окружности карбидов, сформированных поверх границ зерен металла сварного шва во время сварки (такие карбиды иногда называются «зернограничными карбидами»), тем самым с выполнением настоящего изобретения.
[0019] То есть, в настоящем изобретении высокая прочность и низкотемпературная ударная вязкость могут быть обеспечены совместно надлежащим регулированием химического состава металла сварного шва, в то же время с регулированием содержания Mo до 0,10% или более, и заданием среднего диаметра эквивалентной окружности зернограничных карбидов, имеющих диаметр эквивалентной окружности 0,40 мкм или более, до 0,75 мкм или менее.
[0020] В настоящем изобретении является предельно важным регулирование зернограничных карбидов. Как правило, ударная вязкость снижается по мере того, как становится более крупным размер карбидов, образованных во время SR-отжига, и зернограничные карбиды, сформированные на границах зерен, больше склонны к укрупнению сравнительно с карбидами, образованными внутри зерен. Кроме того, поскольку границы бывших аустенитных зерен охрупчиваются в результате отжига (отпускная хрупкость), проявляется тенденция к растрескиванию, преимущественно при испытании по Шарпи для оценки ударной вязкости. В этом случае, когда на границах бывших аустенитных зерен присутствуют крупнозернистые карбиды, то поскольку проявляется тенденция к растрескиванию от них как исходных точек, значение ударной вязкости металла сварного шва значительно ухудшается во время SR-отжига вместе с явлением отпускной хрупкости. Соответственно этому, чтобы обеспечить превосходную низкотемпературную ударную вязкость после SR-отжига, важным фактором является предотвращение отпускной хрупкости и поддерживание зернограничных карбидов в мелкозернистом состоянии.
[0021] Из таких соображений в настоящем изобретении средний диаметр эквивалентной окружности карбидов, имеющих диаметр эквивалентной окружности 0,40 мкм или более, среди карбидов, присутствующих на границах зерен металла сварного шва, задается как 0,75 мкм или менее. Средний диаметр эквивалентной окружности предпочтительно составляет 0,70 мкм или менее, и более предпочтительно 0,65 мкм или менее. Размер зернограничных карбидов иногда предельно измельчается, и средний диаметр эквивалентной окружности зернограничных карбидов не может быть оценен даже описываемым позже методом оценки зернограничных карбидов. В область настоящего изобретения также входит такая ситуация, что «средний диаметр эквивалентной окружности карбидов, имеющих диаметр эквивалентной окружности 0,40 мкм или более, составляет 0,75 мкм или менее».
[0022] В металле сварного шва согласно настоящему изобретению также важным фактором является надлежащий контроль его химического состава, и ниже описано обоснование для определения его диапазона.
[0023]
(С: от 0,02 до 0,10%)
Углерод (С) является существенным элементом для обеспечения прочности металла сварного шва после SR-отжига. Если содержание С составляет менее 0,02%, предварительно заданная прочность не может быть получена. Однако, поскольку чрезмерное содержание С снижает ударную вязкость вследствие укрупнения зернограничных карбидов во время SR-отжига, содержание С задается на уровне 0,10% или менее. Предпочтительный нижний предел содержания С составляет 0,03% или более (более предпочтительно 0,04% или более), и предпочтительный верхний предел его составляет 0,08% или менее (более предпочтительно, 0,07% или менее).
[0024]
(Si: от 0,10 до 0,60%)
Кремний (Si) является важным элементом для обеспечения прочности металла сварного шва после SR-отжига. Если содержание Si составляет менее 0,10%, предварительно заданная прочность не может быть получена. Однако, поскольку чрезмерное содержание Si стимулирует отпускную хрупкость во время SR-отжига, тем самым вызывая снижение ударной вязкости, содержание Si устанавливают на уровне 0,60% или менее. Предпочтительный нижний предел содержания Si составляет 0,12% или более (более предпочтительно, 0,15% или более), и предпочтительный верхний предел его составляет 0,50% или менее (более предпочтительно, 0,45% или менее).
[0025]
(Mn: от 0,90 до 2,5%)
Марганец (Mn) является эффективным элементом для формирования оксидов как центров зародышеобразования для тонкой микроструктуры во время сварки, тем самым улучшая прочность и ударную вязкость металла сварного шва. Для обеспечения таких эффектов содержание Mn должно составлять 0,90% или более. Однако, поскольку чрезмерное содержание Mn стимулирует отпускную хрупкость во время SR-отжига, обусловливая снижение ударной вязкости, оно должно составлять 2,5% или менее. Предпочтительный нижний предел содержания Mn составляет 1,1% или более (более предпочтительно, 1,3% или более), и предпочтительный верхний предел его составляет 2,2% или менее (более предпочтительно, 2,0% или менее).
[0026]
(Ni: от 0,20 до 2,00%)
Никель (Ni) представляет собой эффективный элемент для повышения ударной вязкости металла сварного шва. Для достижения такого эффекта содержание Ni должно составлять 0,20% или более. Однако, поскольку чрезмерное содержание Ni снижает верхний предел работы разрушения при испытании по Шарпи, и предварительно заданная ударная вязкость не может быть получена после SR-отжига, содержание Ni должно составлять 2,00% или менее. Предпочтительный нижний предел содержания Ni составляет 0,4% или более (более предпочтительно, 0,6% или более), и предпочтительный верхний предел его составляет 1,80% или менее (более предпочтительно, 1,60% или менее).
[0027]
(Cr: от 0,05 до 1,0%)
Хром (Cr) представляет собой элемент, проявляющий эффект измельчения зернограничных карбидов во время SR-отжига. Для достижения такого эффекта содержание Cr должно составлять 0,05% или более. Однако, поскольку чрезмерное содержание Cr делает зернограничные карбиды более крупнозернистыми, довольно существенно снижая при этом ударную вязкость, оно должно составлять 1,0% или менее. Предпочтительный нижний предел содержания Cr составляет 0,20% или более (более предпочтительно, 0,30% или более), и предпочтительный верхний предел его составляет 0,80% или менее (более предпочтительно, 0,70% или менее).
[0028]
(Mo: от 0,10 до 1,50%)
Молибден (Mo) является важным элементом для предотвращения укрупнения, и отжига и размягчения зернограничных карбидов. Для достижения таких эффектов содержание Mo должно составлять 0,10% или более. Однако, поскольку избыточное содержание Mo довольно существенно снижает ударную вязкость вследствие чрезмерного повышения прочности во время SR-отжига, оно должно составлять 1,50% или менее. Предпочтительный нижний предел содержания Mo составляет 0,20% или более (более предпочтительно, 0,30% или более), и предпочтительный верхний предел его составляет 1,2% или менее (более предпочтительно, 1,0% или менее).
[0029]
(Ti: от 0,040 до 0,15%)
Титан (Ti) представляет собой эффективный элемент для формирования оксидов в качестве центров зародышеобразования для тонкой микроструктуры во время сварки, и улучшения ударной вязкости металла сварного шва. Для достижения таких эффектов содержание Ti должно составлять 0,040% или более. Однако, поскольку при избыточном содержании Ti образует мелкозернистые карбиды во время SR-отжига и снижает ударную вязкость вследствие чрезмерного повышения прочности, оно должно составлять 0,15% или менее. Предпочтительный нижний предел содержания Ti составляет 0,050% или более (более предпочтительно, 0,055% или более), и предпочтительный верхний предел его составляет 0,110% или менее (более предпочтительно, 0,090% или менее).
[0030]
(В: от 0,0010 до 0,0050%)
Бор (В) представляет собой эффективный элемент для подавления образования зернограничных ферритов, которые оказывают нежелательное влияние на прочность и ударную вязкость металла сварного шва. Для достижения такого эффекта содержание В должно составлять 0,0010% или более. Однако, поскольку при избыточном содержании В слишком сильно повышает прочность, обусловливая снижение ударной вязкости, оно задается на уровне 0,0050% или менее. Предпочтительный нижний предел содержания В составляет 0,0012% или более (более предпочтительно, 0,0015% или более), и предпочтительный верхний предел его составляет 0,0045% или менее (более предпочтительно, 0,0040% или менее).
[0031]
(О: от 0,030 до 0,100%)
Кислород (О) является эффективным элементом для образования оксидов как центров зародышеобразования для тонкой микроструктуры во время сварки, и улучшения ударной вязкости металла сварного шва. Для достижения таких эффектов содержание О должно составлять 0,030% или более. Однако, поскольку, если содержание О является чрезмерным и составляет свыше 0,100%, это вызывает укрупнение оксидов, существенно снижая ударную вязкость. Предпочтительный нижний предел содержания О составляет 0,035% или более (более предпочтительно, 0,040% или более), и предпочтительный верхний предел его составляет 0,080% или менее (более предпочтительно, 0,060% или менее).
[0032]
(N: 0,015% или менее (не включая 0%))
Азот (N) представляет собой элемент, неизбежно содержащийся в металле сварного шва. Сократить его содержание до 0% в промышленном масштабе невозможно. Однако, поскольку избыточное содержание N оказывает нежелательное влияние на ударную вязкость, оно должно составлять 0,015% или менее. Предпочтительный верхний предел содержания N составляет 0,010% или менее (более предпочтительно, 0,008% или менее).
[0033] Определенные в настоящем изобретении содержащиеся элементы являются такими, как описано выше, и остальное количество составлено железом и неизбежными примесями. В отношении неизбежных примесей может быть допустимым внедрение элементов (например, Р, S, Sn и т.д.), которые заносятся в зависимости от состояний сырьевых материалов, материалов, производственного оборудования, и подобного. Среди неизбежных примесей, поскольку, в частности, фосфор (Р) представляет собой элемент, в значительной мере стимулирующий отпускную хрупкость во время SR-отжига, предпочтительно регулировать содержание элемента на величину по меньшей мере 0,010% или менее.
[0034] В металле сварного шва согласно настоящему изобретению предпочтительным является введение, в качестве других элементов, (а) по меньшей мере одного из Cu: 1,0% или менее (не включая 0%), и V: 0,40% или менее (не включая 0%), (b) Al: 0,030% или менее (не включая 0%), и т.д., и характеристики металла сварного шва дополнительно улучшаются в соответствии с типом содержащихся элементов. Обоснования для задания диапазонов, когда вводятся такие элементы, являются такими, как описанные ниже.
[0035]
(По меньшей мере один из Cu: 1,0% или менее (не включая 0%), и V: 0,40% или менее (не включая 0%))
Медь (Cu) представляет собой полезный элемент для обеспечения прочности металла сварного шва, но избыточное содержание чрезмерно повышает прочность вследствие образования мелкозернистых выделившихся фаз во время SR-отжига, вызывая снижение ударной вязкости. Из описанных выше соображений, когда содержится Cu, ее количество предпочтительно составляет 1,0% или менее (более предпочтительно, 0,80% или менее). Для результативного получения эффекта от введения Cu содержание предпочтительно составляет 0,05% или более (предпочтительно, 0,10% или более).
[0036] С другой стороны, ванадий (V) представляет собой эффективный элемент для формирования мелкозернистых карбидов во время SR-отжига, повышающий тем самым прочность, но избыточное содержание чрезмерно увеличивает прочность, вызывая снижение ударной вязкости. С описанной выше точки зрения, когда содержится V, он предпочтительно присутствует в количестве 0,40% или менее (более предпочтительно, 0,30% или менее). Для результативного достижения эффекта от введения V его содержание предпочтительно составляет 0,05% или более (более предпочтительно, 0,10% или более).
[0037]
(Al: 0,030% или менее (не включая 0%))
Алюминий (Al) является полезным элементом для образования оксидов в качестве центров зародышеобразования для тонкой микроструктуры во время сварки, с улучшением тем самым прочности и ударной вязкости металла сварного шва. Однако, если содержание Al является избыточным и составляет свыше 0,030%, оксиды укрупняются, довольно существенно снижая ударную вязкость. Предпочтительный нижний предел содержания Al составляет 0,005% или более (более предпочтительно, 0,010% или более), и предпочтительный верхний предел его составляет 0,025% или менее (более предпочтительно, 0,020% или менее).
[0038] В качестве способа сварки для получения металла сварного шва согласно настоящему изобретению предполагается применение дуговой сварки в защитном газе с использованием проволоки с флюсовой сердцевиной (FCW), и при применении такого способа дуговой сварки также улучшается производительность работы во время сварки.
[0039] Для достижения металла сварного шва согласно настоящему изобретению необходимо надлежащим образом контролировать сварочные материалы и условия сварки. Конечно, компоненты сварочных материалов подлежат ограничению в отношении необходимых компонентов металла сварного шва, и, чтобы получить карбиды с предварительно заданной формой, должны надлежащим образом регулироваться условия сварки и компоненты сварочных материалов.
[0040] Предпочтительные условия сварки при дуговой сварке в защитном газе с использованием проволоки с флюсовой сердцевиной (FCW) включают погонную энергию во время сварки 2,5 кДж/мм или менее, и температуру нагрева между проходами 180°С или ниже. Кроме того, соотношение между количеством металлического Si и количеством SiО2 (металлический Si/SiО2) в используемых сварочных материалах (проволоке с флюсовой сердцевиной) предпочтительно составляет 0,90 или более.
[0041] Если погонная энергия при дуговой сварке в защитном газе составляет более 2,5 кДж/мм, скорость охлаждения во время сварки снижается, и не удается получить предварительно заданную прочность, и одновременно в процессе охлаждения формируются карбиды, и они растут во время SR-отжига, препятствуя получению зернограничных карбидов с желательной формой. В результате этого снижается ударная вязкость после SR-отжига. Более предпочтительной является меньшая погонная энергия при сварке, и предпочтительно она составляет 2,0 кДж/мм, и более предпочтительно 1,6 кДж/мм или менее. Нижний предел погонной энергии при сварке предпочтительно составляет около 0,7 кДж/мм или более, принимая во внимание производительность работы во время сварки.
[0042] Если температура предварительного нагрева и между проходами превышает 180°С, скорость охлаждения во время сварки снижается, и не только не может быть получена предварительно заданная прочность, но также в ходе охлаждения образуются карбиды, и растут во время SR-отжига, препятствуя получению зернограничных карбидов с желательной формой. В результате этого снижается ударная вязкость после SR-отжига. Температура предварительного нагрева и между проходами предпочтительно составляет 160°С или ниже. Из соображений предотвращения низкотемпературного растрескивания температура между проходами предпочтительно составляет 100°С или выше, более предпочтительно 120°С или выше.
[0043] Кроме того, если соотношение между количеством металлического Si и количеством SiО2 (металлический Si/SiО2) в сварочных материалах (проволоке с флюсовой сердцевиной) составляет менее 0,90, растворенный Si становится недостаточным, делая карбиды нестабильными и повышая размер зернограничных карбидов, вследствие чего средний диаметр эквивалентной окружности зернограничных карбидов, имеющих диаметр эквивалентной окружности 0,40 мкм или более, уже больше не может поддерживаться на уровне 0,75 мкм или менее. Соотношение (металлический Si/SiО2) более предпочтительно составляет 0,93 или более, и, еще более предпочтительно, 1,00 или более. Верхний предел соотношения (металлический Si/SiО2) предпочтительно составляет около 3,0 или менее (более предпочтительно, 2,5 или менее), из соображений эффективности работы во время сварки.
[0044] Условия SR-отжига (температура, продолжительность) могут быть в соответствии с применяемыми до сих пор условиями, и условия предпочтительно регулируют, как описано ниже, с позиции контроля зернограничных карбидов.
[0045] Если температура SR-отжига превышает 680°С, стимулируется укрупнение зернограничных карбидов во время SR-отжига, делая невозможным получение зернограничных карбидов с желательной формой. В результате этого ударная вязкость после SR-отжига проявляет тенденцию к снижению. С позиции вышеизложенного, температура SR-отжига предпочтительно составляет 680°С или ниже, и более предпочтительно 650°С или ниже. Нижний предел температуры SR-отжига предпочтительно составляет 580°С или выше, из соображений эффекта снятия остаточных напряжений во время сварки.
[0046] Что касается продолжительности SR-отжига, то если она превышает 12 часов , стимулируется укрупнение зернограничных карбидов во время SR-отжига, делая невозможным получение зернограничных карбидов с желательной формой. В результате этого ударная вязкость после SR-отжига проявляет тенденцию к снижению. С позиции вышеизложенного, продолжительность SR-отжига предпочтительно составляет 12 часов или менее, и более предпочтительно 10 часов или менее. Нижний предел отжига предпочтительно составляет 2 часа или более, из соображений эффекта снятия остаточных напряжений во время сварки.
[0047] Когда металл сварного шва формируют в соответствии с описанными выше условиями, получается металл сварного шва, имеющий достаточную прочность, и обеспечивающий превосходную низкотемпературную ударную вязкость, и может быть создана сварная конструкция с использованием такого металла сварного шва.
Пример
[0048] Теперь настоящее изобретение будет подробно описано со ссылкой на примеры. Однако настоящее изобретение не ограничивается нижеследующими примерами, но может быть реализовано на практике с разнообразными модификациями и изменениями, приспособляемыми сообразно вышеописанной сущности изобретения и описываемыми ниже, и любые из них входят в пределы технической области настоящего изобретения.
[0049] Приготовили проволоки с флюсовой сердцевиной, каждая из которых имела диаметр Æ проволоки 1,2 мм и плотность заполнения 15,5% (химический состав показан в нижеследующих Таблицах 1 и 2), и характеристики оценивали, как описано ниже.
[0050] Изготовили плиту из конструкционной стали SM490А (базовую плиту) с формой канавки, иллюстрированной в Фиг. 1, получили металлы сварного шва дуговой сваркой в защитном газе при каждом из условий сварки, описываемых позже, и, после проведения термической обработки (SR-отжига), оценивали разнообразные характеристики.
[0051]
(Условия сварки)
Толщина пластины базовой плиты: 20 мм.
Угол канавки: 20° (V-образной).
Корневой зазор сварного шва: 16 мм.
Положение сварки: плоское.
Защитный газ: газовая смесь из 20% СО2 - 80% Ar (величина расхода потока: 25 л/мин).
Условия погонной энергии
а) 1,0 кДж/мм (230 А ⋅ 25 В, 5,7 мм/сек).
b) 1,6 кДж/мм (280 А ⋅ 29 В, 5,1 мм/сек).
c) 2,0 кДж/мм (280 А ⋅ 29 В, 4,1 мм/сек).
d) 2,6 кДж/мм (300 А ⋅ 31 В, 3,6 мм/сек).
Температура предварительного нагрева и между проходами: от 100 до 190°С.
Способ наслоения: 6 слоев за 12 проходов.
Температура SR-отжига: от 600 до 680°С.
Продолжительность SR-отжига: от 2 до 10 часов.
[0052]
(Измерение среднего диаметра эквивалентной окружности зернограничных карбидов, имеющих диаметр эквивалентной окружности 0,40 мкм или более)
Испытательные образцы для изображений при TEM-наблюдениях были отобраны из центральной части металла сварного шва в конечном проходе после SR-отжига, и затем были сформированы по четыре изображения, каждое из них имеющее поле зрения 13,3×15,7 мкм при коэффициенте увеличения 7500. С использованием пакета программ для анализа изображений («Image-ProPlus», разработанного фирмой Media Cybernetics Co.), были отобраны карбиды, имеющие диаметр эквивалентной окружности 0,40 мкм или более, и затем был рассчитан средний диаметр эквивалентной окружности зернограничных карбидов. Форму карбидов анализировали следующим методом.
[0053]
(1) Выбирают прямые линии Ai (I=1, 2, 3, … n, n: общее число прямых линий), каждая из которых имеет длину 6 мкм и пересекает по меньшей мере 3 карбида, каждый из которых имеет диаметр эквивалентной окружности 0,40 мкм или более (Фиг. 2А, 2В). В Фиг. 2А показана область, обозначенная пунктирным кружком (указанная в чертеже буквой «В»), предполагающая размер окружности, имеющей диаметр 0,40 мкм (в качестве контроля для размера целевого карбида).
(2) Выбирают карбиды, каждый из которых имеет диаметр эквивалентной окружности 0,40 мкм или более и пересекается с прямыми линиями Ai (Фиг. 2С), и с помощью анализа изображений рассчитывают средний диаметр эквивалентной окружности. Фиг. 2С иллюстрирует выбранные карбиды с кодовыми номерами 1-11 позиций. Прямая линия А1, иллюстрированная в Фиг. 2В, представляет собой прямую линию, пересекающую карбиды 1, 2 и 3. Таким же образом прямая линия А2 представляет собой прямую линию, пересекающую карбиды 2, 3 и 4, прямая линия А3 представляет собой прямую линию, пересекающую карбиды 3, 4 и 5, прямая линия А4 представляет собой прямую линию, пересекающую карбиды 4, 5 и 6, прямая линия А5 представляет собой прямую линию, пересекающую карбиды 5, 8 и 9, прямая линия А6 представляет собой прямую линию, пересекающую карбиды 8, 9, 10, прямая линия А7 представляет собой прямую линию, пересекающую карбиды 9, 10 и 11, и прямая линия А8 представляет собой прямую линию, пересекающую карбиды 8, 6 и 7, соответственно.
[0054] В случае, где размер карбидов является предельно малым, и прямая линия с длиной 6 мкм, пересекающая по меньшей мере три карбида, имеющих диаметр эквивалентной окружности 0,40 мкм или более, не может быть вычерчена, это оценивается как удовлетворяющее условию «средний диаметр эквивалентной окружности составляет 0,75 мкм или менее» (обозначенный как «⓪» в нижеследующих Таблицах 5 и 6).
[0055]
(Прочность)
Испытательные образцы согласно образцам для испытания на растяжение (Японский промышленный стандарт JIS Z 2242:2005) отобрали из центральной части металла сварного шва по толщине плиты, подвергнутого обработке с SR-отжигом параллельно направлению сварки (Фиг. 3), и предел прочности при растяжении (TS) измерили согласно стандарту JIS Z 2241:1998 при комнатной температуре (25°С). Предел прочности при растяжении (TS) >620 МПа оценивали как превосходный в отношении прочности.
[0056]
(Низкотемпературная ударная вязкость)
Образцы для испытания на ударную вязкость по Шарпи (испытательные образцы № 4 с V-образным надрезом согласно стандарту JIS Z 3111) отобрали перпендикулярно направлению линии оплавления из центральной части металла сварного шва по толщине плиты, подвергнутого обработке с SR-отжигом, на основе Фиг. 4, и измеряли поглощение энергии при температуре -40°С (vE-40) согласно стандарту JIS Z 2242:2005, и образцы, имеющие среднее значение для трех раз, превышающее 60 Дж, оценивали как превосходные в отношении низкотемпературной ударной вязкости.
[0057] Химические составы разнообразных сварочных материалов (проволоки с флюсовой сердцевиной), использованных при формировании металла сварного шва, показаны в нижеследующих Таблицах 1 и 2 (сварочные материалы №№ F1 - F51). Кроме того, химические составы сформированных металлов сварного шва показаны вместе с условиями сварки (сварочные материалы №, условие погонной энергии, температура предварительного нагрева и между проходами) в нижеследующих Таблицах 3 и 4 (Испытания №№ 1-51). Кроме того, результаты оценки характеристик каждого из металлов сварного шва (средний диаметр эквивалентной окружности карбидов, предел прочности при растяжении (TS), и низкотемпературная ударная вязкость (vE-40)) показаны совместно с условиями SR-отжига (температура SR-отжига, продолжительность SR-отжига) в нижеследующих Таблицах 5 и 6 (испытания №№ 1-51). В Таблицах 5 и 6 образцы, обозначенные как «⓪» в колонке для среднего диаметра эквивалентной окружности карбидов, означают, что размер карбидов является предельно мелким, и средний диаметр эквивалентной окружности не может быть измерен описанным выше методом оценки, но они удовлетворяют условию «средний диаметр эквивалентной окружности составляет 0,75 мкм или менее».
[0058]
[0059]
[0060]
[0061]
[0062]

[0063]
[0064] Принимая во внимание Таблицы 1-6, можно высказать приведенные ниже соображения. Испытания №№ 1-31 представляют собой примеры, удовлетворяющие определенным в настоящем изобретении условиям, и можно видеть, что могут быть получены металлы сварного шва, имеющие достаточную прочность (TS>620 МПа) и обеспечивающие превосходную низкотемпературную ударную вязкость (vE-40 >60 Дж).
[0065] Напротив, испытания №№ 32-51 представляют собой примеры, которые находятся вне пределов любых условий, заданных в настоящем изобретении. Они являются худшими по любой из характеристик. Среди них в испытании № 32 погонная энергия является более высокой, чем надлежащий диапазон (погонная энергия составляет 2,6 кДж/мм), и при этом средний диаметр эквивалентной окружности зернограничных карбидов увеличивается, и прочность является недостаточной, и ухудшается низкотемпературная ударная вязкость (vE-40). В испытании № 33 температура предварительного нагрева и между проходами является более высокой, нежели приемлемый диапазон (температура предварительного нагрева и между проходами составляет 190°С), и при этом возрастает средний диаметр эквивалентной окружности зернограничных карбидов, прочность является недостаточной, и ухудшается низкотемпературная ударная вязкость (vE-40).
[0066] В испытании № 34 использован сварочный материал, имеющий соотношение (металлический Si/SiО2) менее 0,90, и при этом увеличивается средний диаметр эквивалентной окружности зернограничных карбидов, и ухудшается низкотемпературная ударная вязкость (vE-40). В испытаниях №№ 35 и 36 условия SR-отжига (температура, продолжительность) выходят за пределы надлежащих диапазонов, в каждом из которых возрастает средний диаметр эквивалентной окружности зернограничных карбидов, и ухудшается низкотемпературная ударная вязкость (vE-40).
[0067] В испытании № 37 содержание С в металле сварного шва является недостаточным, и содержание Mn является чрезмерным, и при этом достигается измельчение карбидов, но прочность недостаточна, и ухудшается низкотемпературная ударная вязкость (vE-40). В испытании № 38 содержание С и содержание Cr в металле сварного шва являются чрезмерными, и при этом увеличивается средний диаметр эквивалентной окружности зернограничных карбидов, и ухудшается низкотемпературная ударная вязкость (vE-40).
[0068] В испытании № 39 содержание Si и содержание Cr в металле сварного шва являются недостаточными, и при этом прочность становится недостаточной, возрастает средний диаметр эквивалентной окружности зернограничных карбидов, и ухудшается низкотемпературная ударная вязкость (vE-40). В испытании № 40 содержание Mn и содержание Ni в металле сварного шва являются недостаточными, и при этом прочность становится недостаточной, увеличивается средний диаметр эквивалентной окружности зернограничных карбидов, и ухудшается низкотемпературная ударная вязкость (vE-40).
[0069] В испытании № 41 содержание Si в металле сварного шва является чрезмерным вследствие высокого содержания металлического Si в сварочных материалах, и ухудшается низкотемпературная ударная вязкость (vE-40). В испытании № 42 содержание В в металле сварного шва является избыточным, и ухудшается низкотемпературная ударная вязкость (vE-40). В испытании № 43 содержание Al как избирательного компонента является чрезмерным, и при этом прочность является недостаточной, и ухудшается низкотемпературная ударная вязкость (vE-40).
[0070] В испытании № 44 содержание В в металле сварного шва является недостаточным, и при этом прочность оказывается недостаточной, и ухудшается низкотемпературная ударная вязкость (vE-40). В испытании № 45 содержание Mo в металле сварного шва является чрезмерным, и при этом ухудшается низкотемпературная ударная вязкость (vE-40). В испытании № 46 содержание Ni в металле сварного шва является избыточным, и при этом ухудшается низкотемпературная ударная вязкость (vE-40).
[0071] В испытании № 47 содержание Ti в металле сварного шва является недостаточным, и при этом ухудшается низкотемпературная ударная вязкость (vE-40). В испытании № 48 содержание Ti в металле сварного шва является чрезмерным, и при этом ухудшается низкотемпературная ударная вязкость (vE-40).
[0072] В испытании № 49 содержание О в металле сварного шва является недостаточным, и содержание N в металле сварного шва является чрезмерным, и при этом ухудшается низкотемпературная ударная вязкость (vE-40). В испытании № 50 содержание О является чрезмерным, и содержание Cu как избирательного компонента является избыточным в металле сварного шва, и при этом ухудшается низкотемпературная ударная вязкость (vE-40). В испытании № 51 содержание V в металле сварного шва является чрезмерным, и при этом достигается измельчение карбидов, но ухудшается низкотемпературная ударная вязкость (vE-40).

Изобретение относится к области металлургии, а именно к металлу сварного шва, применяемому в сварных конструкциях. Металл сварного шва, содержащий в мас. %: С от 0,02 до 0,10, Si от 0,10 до 0,60, Mn от 0,90 до 2,5, Ni от 0,20 до 2,00, Cr от 0,05 до 1,0, Мо от 0,10 до 1,50, Ti от 0,040 до 0,15, В от 0,0010 до 0,0050, О от 0,030 до 0,100, и N 0,015 или менее, железо и неизбежные примеси – остальное. Средний диаметр эквивалентной окружности карбидов, имеющих диаметр эквивалентной окружности 0,40 мкм или более, среди присутствующих на границах зерен металла сварного шва карбидов, составляет 0,75 мкм или менее. Металл сварного шва имеет высокие значения низкотемпературной ударной вязкости при более низких температурах, прочности после SR-отжига, а также при применении дуговой сварки в защитном газе с использованием проволоки с флюсовой сердцевиной. 2 н. и 3 з.п. ф-лы, 4 ил., 6 табл., 1 пр.
1. Металл сварного шва, содержащий в мас. %:
С от 0,02 до 0,10,
Si от 0,10 до 0,60,
Mn от 0,90 до 2,5,
Ni от 0,20 до 2,00,
Cr от 0,05 до 1,0,
Мо от 0,10 до 1,50,
Ti от 0,040 до 0,15,
В от 0,0010 до 0,0050,
О от 0,030 до 0,100, и
N 0,015 или менее (за исключением 0%),
железо и неизбежные примеси - остальное,
причем средний диаметр эквивалентной окружности карбидов, имеющих диаметр эквивалентной окружности 0,40 мкм или более, среди присутствующих на границах зерен металла сварного шва карбидов, составляет 0,75 мкм или менее.
2. Металл сварного шва по п. 1, который дополнительно содержит, в мас. %: Cu 1,0 или менее (не включая 0%) и/или V 0,40 или менее (не включая 0%).
3. Металл сварного шва по п. 1, который дополнительно содержит Al: 0,030 мас. % или менее (не включая 0%).
4. Металл сварного шва по п. 2, который дополнительно содержит Al: 0,030 мас. % или менее (не включая 0%).
5. Сварная конструкция, содержащая сварной шов, представляющий собой металл сварного шва по любому из пп. 1-4.
| Изложница с суживающимся книзу сечением и с вертикально перемещающимся днищем | 1924 |
|
SU2012A1 |
| МЕТАЛЛ СВАРНОГО ШВА ДЛЯ СОЕДИНЕНИЯ ВЫСОКОПРОЧНЫХ НИЗКОЛЕГИРОВАННЫХ СТАЛЕЙ | 2001 |
|
RU2275281C2 |
| Способ сварки разнородных сталей | 1989 |
|
SU1646740A1 |
| Изложница с суживающимся книзу сечением и с вертикально перемещающимся днищем | 1924 |
|
SU2012A1 |
| Изложница с суживающимся книзу сечением и с вертикально перемещающимся днищем | 1924 |
|
SU2012A1 |

