Область техники
Данное изобретение относится к металлу сварного шва с пониженной подверженностью водородному охрупчиванию, применяемому для сварных конструкций.
Предшествующий уровень техники
Когда сваривают высокопрочную сталь, температура предварительного нагрева между проходами должна строго контролироваться, с точки зрения предотвращения холодного растрескивания металла на участке сварного шва, что снижает эффективность операции. В последние годы, прочность сталей, применяемых для сварных конструкций, стала выше, и потребность в более высокой прочности возросла также в отношении металлов сварных швов (например, сталь HT780: высокий предел прочности на разрыв порядка 780 МПа).
Такое увеличение прочности имеет тенденцию к снижению сопротивления холодному растрескиванию, и необходимо повышать сопротивление холодному растрескиванию. В частности, поскольку дуговая сварка в защитном газе с применением электродной проволоки с флюсовым сердечником имеет превосходную применимость для сварки, имеется потребность в технологии, обеспечивающей сопротивление холодному растрескиванию в металле сварного шва, сформированного данным методом сварки.
Предполагают, что холодное растрескивание, описанное выше, обусловлено сегрегацией диффундирующего водорода на границах зерен, что уменьшает прочность на границах зерен (на это далее в данном документе делается ссылка как на «водородное охрупчивание»), и для повышения сопротивления холодному растрескиванию важно то, каким образом уменьшить диффузию водорода.
В связи с вышеизложенным, для повышения сопротивления холодному растрескиванию металла сварного шва необходимо сделать более низкой подверженность металла сварного шва водородному охрупчиванию, и различные методы были предложены в связи с этим.
Например, Патентный документ 1 описывает метод диспергирования карбида Mo (Mo-содержащего карбида) с высокой способностью к связыванию водорода в металле сварного шва, посредством чего предотвращается холодное растрескивание. Однако, поскольку для этой технологии необходимо применять специфический метод сварки с применением дуговой сварки под флюсом, выполняемой со стороны внутренней стенки после приведения стальных материалов в соприкосновение, он является, как правило, неприменимым для сварки сталей.
Кроме того, Патентный документ 2 описывает метод предотвращения холодного растрескивания сварных соединений посредством диспергирования сложного оксида Si-Mn-Ti-Al, который эффективен для связывания диффузионного водорода в металле сварного шва, посредством чего предотвращается холодное растрескивание в сварных соединениях. Однако уровень прочности, предполагаемый в этом методе, составляет 588,4 МПа или более в показателях предела прочности на разрыв, и невозможно сказать, что достаточная прочность может быть обеспечена.
Патентный документ 3 предлагает метод повышения сопротивления холодному растрескиванию посредством уменьшения количества диффузионного водорода, а также регулирования надлежащим образом прочности и компонентов химического состава. Однако, поскольку на достаточный уровень прочности оказывают влияние компоненты, практическое применение этого метода также ограничено.
В то же время предложен метод повышения сопротивления холодному растрескиванию вследствие поглощения диффузионного водорода в металле сварного шва посредством добавления V и формирования тонких (мелкодисперсных) карбидов, связывая посредством этого углерод в металле сварного шва (например, Патентные документы 4 и 5), метод придания одновременно низкотемпературной ударной вязкости, условного предела текучести и сопротивления растрескиванию посредством определенного регулирования компонентов флюса (например, Патентные документы 6 и 7), и подобное. Наряду с тем, что каждый из методов, описанных выше, предназначен для повышения сопротивления холодному растрескиванию, поскольку количество водорода в металле сварного шва может, возможно, быть увеличено посредством различных факторов при реальной операции сварки, необходимо увеличивать устойчивость к водородному охрупчиванию при более базовом подходе.
Кроме того, Патентный документ 8 также предлагает метод придания прочности и сочетаемой с ней ударной вязкости посредством точного регулирования формы оксидов, содержащих Ti, Si, и подобное и образования тонких игольчатых ферритовых структур на оксидах в качестве центров зародышеобразования. Однако этот метод не принимает во внимание сопротивление холодному растрескиванию.
Список ссылок
Патентные документы
Патентный документ 1: Выложенная заявка на патент Японии № 2005-40816
Патентный документ 2: Выложенная заявка на патент Японии № 2001-348649
Патентный документ 3: Выложенная заявка на патент Японии № H11-147196
Патентный документ 4: Выложенная заявка на патент Японии № H08-257785
Патентный документ 5: Патент Японии № 3208556
Патентный документ 6: Выложенная заявка на патент Японии № 2010-274304
Патентный документ 7: Выложенная заявка на патент Японии № 2008-87043
Патентный документ 8: Выложенная заявка на патент Японии № 2010-115701
Сущность изобретения
Техническая проблема
Данное изобретение сделано при принятии во внимание ситуаций, описанных выше, и предназначено для предоставления металла сварного шва, обладающего высокой устойчивостью к водородному охрупчиванию даже при высокой прочности и не подверженного холодному растрескиванию.
Решение проблемы
Металл сварного шва в соответствии с данным изобретением, способный решить проблемы, описанные выше, имеет признак, заключающийся в том, что металл сварного шва, сформированный дуговой сваркой в защитном газе с применением электродной проволоки с флюсовым сердечником, содержит: C: 0,02-0,12% (означает «масс.%», что является тем же самым здесь и далее в данном документе для компонентов химического состава), Si: 0,1-0,80%, Mn: 0,9-2,5%, Ni: 0,20-3,5%, Mo: 0,05-1,50%, Ti: 0,040-0,15%, V: 0,05-0,60%, N: 0,015% или менее (не включая 0%) и O: 0,030% или более, соответственно, остальное - железо и сопутствующие примеси, при этом частицы Ti-содержащего оксида, содержащие 20% или более Ti и имеющие эквивалентный диаметр окружности от 0,15 до 1,0 мкм, присутствуют в количестве 5000/мм2 или более, и количество V в расчете на общую массу металла сварного шва, присутствующего в виде соединения в металле сварного шва, составляет 0,002% или более, и, кроме того, средний эквивалентный диаметр окружности V-содержащего карбида, присутствующего в металле сварного шва, составляет 15 нм или менее.
«Соединение» означает соединения, такие как нитрид и карбонитрид, в дополнение к карбиду. Кроме того, V-содержащий карбид означает VC, а также карбиды, содержащие другие элементы (например, Ti, Nb и Mo) в суммарном количестве примерно 25 ат.% или менее. «Эквивалентный диаметр окружности» означает диаметр предполагаемой окружности, охватывающей площадь, равную площади оксидных частиц или V-содержащего карбида, присутствующих на поверхности, наблюдаемой с помощью оптического микроскопа или просвечивающим электронным микроскопом (TEM).
В металле сварного шва по данному изобретению по меньшей мере один элемент из 2,0% или менее Cr (не включая 0%), 0,15% или менее Nb (не включая 0%), 1,0% или менее Cu (не включая 0%), 0,020% или менее Al (не включая 0%), 0,10% или менее Zr (не включая 0%) и 0,0050% или менее B (не включая 0%) предпочтительно содержится в качестве других элементов, в случае которых характеристики металла сварного шва дополнительно улучшены, в соответствии с видом содержащихся элементов.
Преимущества данного изобретения
В соответствии с данным изобретением, поскольку численная плотность частиц Ti-содержащего оксида заданного размера, количество V, присутствующего в качестве соединения в металле сварного шва, размер V-содержащего карбида, присутствующего в металле сварного шва, и подобное надлежащим образом регулируются наряду с компонентами химического состава, может быть обеспечен металл сварного шва, обладающий высокой устойчивостью к водородному охрупчиванию.
Краткое описание чертежей
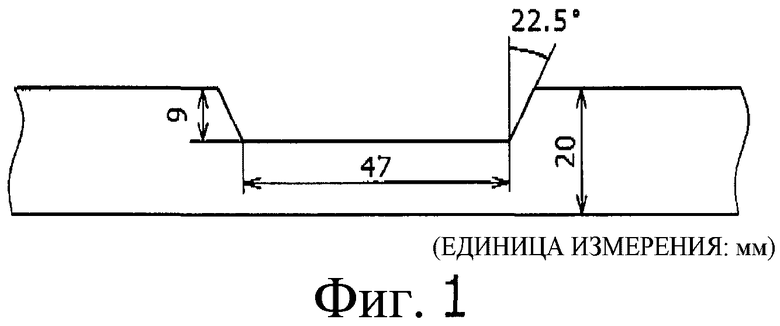
Фиг. 1 представляет собой схематический пояснительный вид, иллюстрирующий форму кромки при образовании металла сварного шва.
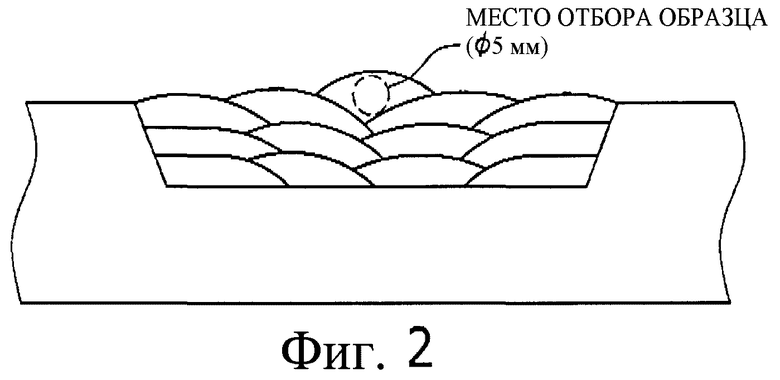
Фиг. 2 представляет собой схематический пояснительный вид, иллюстрирующий место для отбора образца в виде круглого стержня.
Фиг. 3 представляет собой график, показывающий тепловой цикл (зависимость между временем и температурой), который имитирует цикл с промежуточным перегревом.
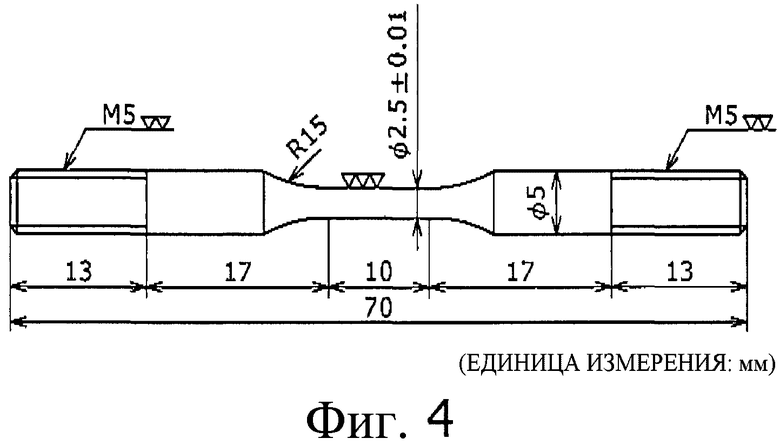
Фиг. 4 представляет собой пояснительный вид, иллюстрирующий конфигурацию образца для испытания при выполнении испытания на растяжение.
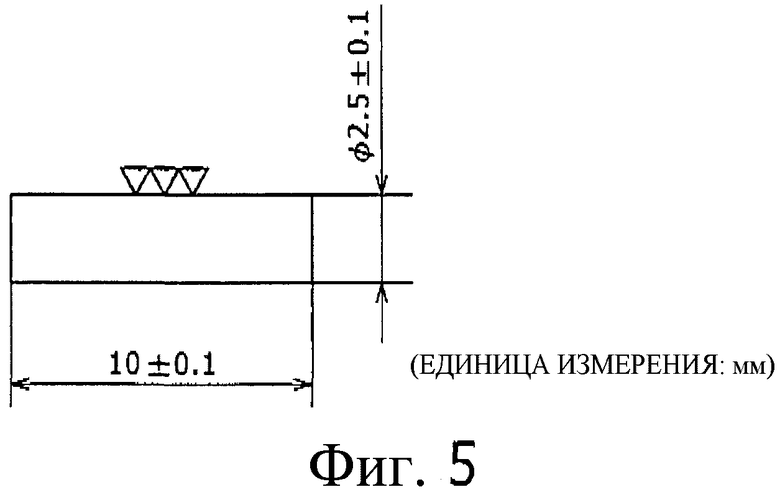
Фиг. 5 представляет собой пояснительный вид, иллюстрирующий форму образца при измерении окклюдированного количества водорода.
Описание вариантов осуществления
Авторы данного изобретения провели исследования при различных подходах в отношении средств для улучшения устойчивости к водородному охрупчиванию в высокопрочном металле класса HT780 сварного шва, сформированного дуговой сваркой в защитном газе с применением электродной проволоки с флюсовым сердечником. В результате было найдено, что устойчивость к водородному охрупчиванию повышается посредством вызывания действия V-содержащего карбида в качестве места связывания диффузионного водорода, присутствующего в подходящей форме и очищающего структуру посредством формирования игольчатого феррита на оксидах в качестве центров зародышеобразования, чтобы выполнить данное изобретение.
А именно, было найдено, что устойчивость к водородному охрупчиванию повышается в металле класса HT780 сварного шва посредством регулирования содержания компонентов металла сварного шва до заданных интервалов, обеспечения присутствия частиц Ti-содержащего оксида, содержащих 20% или более Ti и имеющих эквивалентный диаметр окружности от 0,15 до 1,0 мкм, в количестве 5000/мм2 или более, и установления количества V в расчете на общую массу металла сварного шва, присутствующего в виде соединения в металле сварного шва (далее в данном документе иногда называемого как «количество соединения типа V») до 0,002% или более и, кроме того, регулирования среднего эквивалентного диаметра окружности V-содержащего карбида, присутствующего в металле, до 15 нм или менее.
Для повышения устойчивости к водородному охрупчиванию эффективным является уменьшение количества диффузионного водорода. Наряду с тем, что было известно до настоящего времени, что наличие V-содержащего карбида эффективно для уменьшения количества диффузионного водорода, поскольку затруднена его преципитация надлежащим образом в металле сварного шва, особенно в состоянии после сварки, невозможно сказать, что V-содержащий карбид был использован эффективным образом. В связи с вышеизложенным, авторы данного изобретения провели исследование в отношении компонентов сварочных материалов и условий сварки с точки зрения промотирования преципитации V-содержащего карбида и добились успеха в диспергировании V-содержащего карбида эффективным образом в отношении снижения подверженности водородному охрупчиванию посредством регулирования как тех, так и других надлежащим образом. Основания для установления таких составляющих факторов описаны ниже.
[Число частиц Ti-содержащего оксида, содержащих 20% или более Ti и имеющих эквивалентный диаметр окружности от 0,15 до 1,0 мкм: 5000/мм2 или более]
Поскольку частицы Ti-содержащего оксида, содержащие 20% или более Ti и имеющие эквивалентный диаметр окружности от 0,15 до 1,0 мкм, действуют как центры зародышеобразования для внутрикристаллитного преобразования, это значительным образом улучшает структуру и эффективно снижает подверженность водородному охрупчиванию. Для того, чтобы обеспечить такой эффект, необходимо, чтобы их число составляло 5000/мм2 или более. Число частиц Ti-содержащего оксида составляет предпочтительно 8000/мм2 или более (более предпочтительно 9000/мм2 или более). Наряду с тем, что верхний предел для числа частиц Ti-содержащего оксида не ограничен особым образом, он составляет предпочтительно 40000/мм2 или менее, более предпочтительно 30000/мм2 или менее (еще более предпочтительно 20000/мм2 или менее). Размер частиц Ti-содержащего оксида в качестве объекта измерения определяют как 0,15-1,0 мкм в расчете на эквивалентный диаметр окружности, поскольку действие в качестве центра зародышеобразования для внутрикристаллитного преобразования ухудшается, если эквивалентный диаметр окружности меньше чем 0,15 мкм, и, с другой стороны, внутрикристаллитное преобразование происходит при более высокой температуре, что ухудшает прочность, если присутствует большое число частиц больше чем 1,0 мкм.
[Количество соединения типа V в металле сварного шва: 0,002% или более]
Если количество связанного в соединение V меньше чем 0,002%, то количество V-содержащего карбида как места захватывания/связывания диффузионного водорода становится недостаточным. Количество соединения типа V составляет предпочтительно 0,003% или более (более предпочтительно 0,005% или более). Кроме того, предпочтительный верхний предел количества соединения типа V составляет 0,05% или менее и, более предпочтительно, 0,03% или менее (еще более предпочтительно 0,02% или менее).
[Средний эквивалентный диаметр окружности V-содержащих карбидов, присутствующих в металле сварного шва: 15 нм или менее]
Даже когда количество соединения типа V обеспечено, как описано выше, если средний эквивалентный диаметр окружности V-содержащих карбидов превышает 15 нм, то не может быть предоставлен достаточный эффект захватывания, поскольку частицы V-содержащего карбида становятся более крупными, и число частиц V-содержащего карбида меньше. Средний эквивалентный диаметр окружности V-содержащих карбидов, присутствующих в металле сварного шва составляет предпочтительно 12 нм или менее и, более предпочтительно, 10 нм или менее.
Далее описываются компоненты химического состава в металле сварного шва по данному изобретению. В металле сварного шва по данному изобретению важным фактором является также регулирование надлежащим образом компонентов химического состава, и причинами для определения интервалов являются те, что описаны ниже.
[C: от 0,02% до 0,12%]
C является важным элементом для обеспечения прочности металла сварного шва, и для того, чтобы обеспечить такой эффект, необходимо включать C в количестве 0,02% или более. Его содержание составляет предпочтительно 0,04% или более и, более предпочтительно, 0,06% или более. Однако, когда содержание C превышает 0,12%, прочность чрезмерно возрастает, что увеличивает подверженность водородному охрупчиванию (устойчивость к водородному охрупчиванию ухудшается). Предпочтительный верхний предел содержания C составляет 0,10% и, более предпочтительно, 0,08% или менее.
[Si: от 0,1% до 0,80%]
Si является раскисляющим элементом и обеспечивает рафинирование металла сварного шва. Для того чтобы обеспечить такой эффект, необходимо, чтобы содержание Si составляло 0,1% или более. Его содержание составляет предпочтительно 0,25% или более и, более предпочтительно, 0,28% или более. Однако если содержание Si является чрезмерным, то, поскольку преобразование межзеренных границ на оксиде в качестве центра зародышеобразования сдерживается, и подверженность водородному охрупчиванию становится более высокой, необходимо ограничивать содержание Si до 0,80% или менее. Его ограничивают предпочтительно до 0,7% или менее и, еще более предпочтительно, до 0,5% или менее.
[Mn: от 0,9% до 2,5%]
Mn является элементом, необходимым для обеспечения прочности металла сварного шва, и он должен содержаться при 0,9% или более для предоставления такого эффекта. Его содержание составляет предпочтительно 1,2% или более и, более предпочтительно, 1,5% или более. Однако если он содержится при более чем 2,5%, это увеличивает подверженность водородному охрупчиванию вследствие чрезмерного повышения прочности. Его содержание составляет предпочтительно 2,2% или менее и, более предпочтительно, 2,0% или менее.
[Ni: от 0,20% до 3,5%]
Ni является элементом, необходимым для обеспечения прочности металла сварного шва, и он должен содержаться при 0,20% или более для предоставления такого эффекта. Его содержание составляет предпочтительно 0,5% или более и, более предпочтительно, 1,0% или более. Однако если он содержится при более чем 3,5%, это увеличивает подверженность водородному охрупчиванию вследствие чрезмерного повышения прочности. Его содержание составляет предпочтительно 3,0% или менее и, более предпочтительно, 2,8% или менее.
[Mo: от 0,05% до 1,50%]
Mo является элементом, необходимым для обеспечения прочности металла сварного шва, и необходимо, чтобы он содержался при 0,05% или более для предоставления такого эффекта. Его содержание составляет предпочтительно 0,10% или более и, более предпочтительно, 0,2% или более. Однако если он содержится при более чем 1,50%, это увеличивает подверженность водородному охрупчиванию вследствие чрезмерного повышения прочности. Его содержание составляет предпочтительно 1,0% или менее и, более предпочтительно, 0,50% или менее.
[Ti: от 0,040% до 0,15%]
Ti является элементом, который эффективен для повышения устойчивости к водородному охрупчиванию посредством формирования оксида в качестве центра зародышеобразования для внутрикристаллитного преобразования, чтобы улучшить структуру. Необходимо, чтобы он содержался при 0,040% или более для предоставления такого эффекта. Его содержание составляет предпочтительно 0,050% или более и, более предпочтительно, 0,055% или более. Однако если он содержится при более чем 0,15%, это увеличивает подверженность водородному охрупчиванию вследствие чрезмерного повышения прочности. Его содержание составляет предпочтительно 0,12% или менее и, более предпочтительно, 0,08% или менее.
[V: от 0,05% до 0,60%]
V является элементом, эффективным для повышения устойчивости к водородному охрупчиванию посредством формирования V-содержащего карбида, действующего в качестве места захватывания диффузионного водорода. Необходимо, чтобы он содержался при 0,05% или более для предоставления такого эффекта. Его содержание составляет предпочтительно 0,1% или более и, более предпочтительно, 0,15% или более. Однако если он содержится при более чем 0,60%, это чрезмерно повышает прочность, что увеличивает подверженность водородному охрупчиванию.
[N: 0,015% или менее (не включая 0%)]
N является неизбежно вводимым элементом и эффективен для повышения прочности металла сварного шва. Однако если он содержится в избытке, это вызывает увеличение подверженности водородному охрупчиванию вследствие чрезмерного повышения прочности. В связи с вышеизложенным, необходимо устанавливать содержание N при 0,015% или менее. Его содержание составляет предпочтительно 0,010% или менее и, более предпочтительно, 0,006% или менее. В промышленных масштабах затруднено снижение содержания N до 0%.
[ОO: 0,030% или более]
O является элементом, эффективным для повышения устойчивости к водородному охрупчиванию посредством формирования оксида в качестве центра зародышеобразования для внутрикристаллитного преобразования, чтобы улучшить структуру. Необходимо, чтобы он содержался при 0,030% или более для предоставления такого эффекта. Его содержание составляет предпочтительно 0,035% или более и, более предпочтительно, 0,040% или более. Наряду с тем, что верхний предел содержания O не ограничен особым образом, он составляет предпочтительно 0,10% или менее (более предпочтительно 0,080% или менее), поскольку чрезмерное содержание оказывает нежелательное действие на ударную вязкость.
Включенные элементы, определенные в данном изобретении, являются теми, что описаны выше, и остаток включает железо и сопутствующие примеси. В качестве сопутствующих примесей, допускается внедрение элементов (например, P, S и Sn), переносимых в зависимости от исходных материалов, материалов оборудования, производственного оборудования и подобного. Однако, поскольку такие примеси обычно сегрегируют на границах зерен, что снижает прочность на межзеренных границах и промотирует холодное растрескивание, предпочтительно ограничивать, в частности, содержание P до 0,02% или менее (не включая 0%) и S до 0,025% или менее (не включая 0%), соответственно. Другие сопутствующие примеси, иные, чем те, что описаны выше, составляют предпочтительно 0,010% или менее в сумме (не включая 0%).
В металл сварного шва в соответствии с данным изобретением предпочтительно дополнительно включают другие элементы, такие как
(a) один или несколько элементов, выбранных из группы, состоящей из 2,0% или менее (не включая 0%) Cr, 0,15% или менее (не включая 0%) Nb и 1,0% или менее (не включая 0%) Cu,
(b) 0,020% или менее (не включая 0%) Al и/или 0,10% или менее (не включая 0%) Zr и (c) 0,0050% или менее (не включая 0%) B, и характеристики металла сварного шва дополнительно улучшаются в зависимости от вида включенных элементов. Причины установления указанных интервалов включения таких элементов описаны ниже.
[Один или несколько элементов, выбранных из группы, состоящей из 2,0% или менее (не включая 0%) Cr, 0,15% или менее (не включая 0%) Nb и 1,0% или менее (не включая 0%) Cu]
Cr, Nb и Cu являются элементами, эффективными для повышения прочности металла сварного шва. Среди них, Cu действует эффективным образом также для обеспечения ударной вязкости при низких температурах. Однако если такие элементы содержатся в избытке, они увеличивают подверженность водородному охрупчиванию вследствие чрезмерного повышения прочности. В связи с вышеизложенным, предпочтительно ограничивать Cr до 2,0% или менее (более предпочтительно 1,5% или менее и, еще более предпочтительно, 1,0% или менее), Nb до 0,15% или менее (более предпочтительно 0,10% или менее и, еще более предпочтительно, 0,08% или менее), или Cu до 1,0% или менее (более предпочтительно 0,5% или менее и, еще более предпочтительно, 0,2% или менее), соответственно. Предпочтительные нижние пределы для предоставления эффекта составляют 0,05% или более для Cr и 0,01% или более для Nb, и 0,05% или более для Cu (содержание каждого из этих элементов меньше чем 0,01% при уровне содержания сопутствующей примеси).
[Al: 0,020% или менее (не включая 0%) и/или Zr: 0,10% или менее (не включая 0%)]
Как Al, так и Zr, являются сильными раскисляющими элементами и эффективны для очистки металла сварного шва. Однако если они содержатся в чрезмерном количестве, оксиды в качестве центров зародышеобразования для внутрикристаллитного преобразования уменьшаются, что увеличивает подверженность водородному охрупчиванию вследствие роста структуры. В связи с вышеизложенным, их содержание предпочтительно ограничивается 0,020% или менее (более предпочтительно 0,018% или менее) для Al и 0,10% или менее (более предпочтительно 0,06% или менее) для Zr, соответственно. Предпочтительный нижний предел для предоставления эффекта составляет 0,01% или более (уровень содержания сопутствующей примеси составляет менее чем 0,01%).
[B: 0,0050% или менее (не включая 0%)]
B является элементом для повышения прочности посредством подавления формирования феррита на межзеренных границах первичного аустенита. Однако если B содержится в избытке, прочность увеличивается чрезмерным образом, что увеличивает подверженность водородному охрупчиванию. В связи с вышеизложенным, содержание B предпочтительно ограничивается 0,0050% или менее (более предпочтительно 0,0030% или менее). Предпочтительный нижний предел для предоставления эффекта составляет 0,0010% или более (уровень содержания сопутствующей примеси составляет менее чем 0,0008%).
Для металла сварного шва по данному изобретению, наряду с тем, что компоненты проволоки и условия сварки не ограничиваются особым образом, пока металл сварного шва формируется дуговой сваркой в защитном газе с применением электродной проволоки с флюсовым сердечником, предпочтительные интервалы наличествуют для достижения определенного варианта осуществления.
В свете вышеописанного, предпочтительными компонентами проволоки (сварочного материала) являются, например, те, что удовлетворяют изложенным ниже требованиям. А именно:
в расчете на общую массу проволоки с внешней оболочкой, содержащей стальной материал и флюс,
(a) количество Ti, присутствующего в форме металла, оксида и других формах, (общее количество Ti) составляет от 2,5 до 4,5% (масс.%),
(b) количество Al, присутствующего в форме металла, оксида и других формах, (общее количество Al) составляет 0,10% (масс.%) или более,
(c) количество Al, присутствующего в форме металла, (общее количество Al) составляет от 0,01 до 0,05% (масс.%) или более,
(d) количество Zr, присутствующего в форме металла, оксида и других формах, (общее количество Zr) составляет 0,035% (масс.%) или более, и
(e) количество Mg, присутствующего в форме металла, (количество металлического Mg) составляет 0,4% (масс.%) или более, и
(f) соотношение [(Mn + Ti)/Si] между количеством Si (общим количеством Si), присутствующим в форме металла, оксида и других формах, и количеством Mn+Ti (общим количеством Mn и общим количеством Ti) удовлетворяет следующему выражению (l):
(Mn+Ti)/Si>10,0 (1).
Отсутствует особая необходимость в ограничении других компонентов. Однако излишне указывать, что их содержание должно регулироваться таким образом, чтобы удовлетворять определенным интервалам для компонентов металла сварного шва.
Требования с (a) по (e) определены для регулирования количества соединения V и среднего эквивалентного диаметра окружности V-содержащих карбидов. Если они находятся вне указанных интервалов, то количество соединения V и диаметр частиц V-содержащего карбида не могут более регулироваться в пределах установленных интервалов. Хотя механизмы этого не являются очевидными в настоящее время, они, предположительно, могут быть такими, как указано ниже.
Для преципитации V-содержащих карбидов в большом количестве и мелкодисперсным образом, эффективным является тонкое диспергирование частиц второй фазы в качестве их сердцевины. Согласно оценкам, поскольку карбид Ti подобен V-содержащему карбиду в отношении кристаллической структуры и стабилен при более высокой температуре, карбид формируется мелкодисперсным образом перед тем, как V-содержащий карбид в ходе охлаждения при сварке образует зародыши для преципитации V-содержащего карбида при более низкой температуре. Соответственно, для получения V-содержащего карбида в заданной форме необходимо обеспечить формирование Ti в качестве карбида. Однако, поскольку Ti является раскисляющим элементом и в основном закрепляется в виде оксида, считают, что Ti частично восстанавливается с образованием карбидов Ti посредством регулирования содержания Al, Zr, Mg и подобного, обладающих более сильным раскислительным действием, до вышеуказанных интервалов [требования с (b) по (e)].
С точки зрения обеспечения карбида Ti необходимо, чтобы было обеспечено по меньшей мере 2,5% или более количества Ti в целом, и большее общее количество Ti является предпочтительным. Однако если количество превышает 4,5%, содержание в металле сварного шва превышает заданный интервал. Кроме того, когда содержание металлического Al превышает 0,05%, частицы Ti-содержащего оксида, способствующие улучшению структуры, не могут больше быть получены в соответствии с заданным количеством [требования (a), (c)].
Требование (f) предназначено для регулирования частиц Ti-содержащего оксида, который способствует улучшению структуры. Когда соотношение компонентов является удовлетворительным, заданные частицы Ti-содержащего оксида формируются, и бейнитная структура улучшается вследствие внутрикристаллитного преобразования на частицах Ti-содержащего оксида в качестве центров зародышеобразования. Кроме того, посредством установления соотношения более чем 10,0, [соотношение (1)], частицы Ti-содержащего оксида диспергируются при высокой плотности и достигается дополнительное улучшение структуры, что также приводит к увеличению устойчивости к водородному охрупчиванию.
В качестве условий сварки для формирования металла сварного шва, предпочтительно устанавливать количество подводимой теплоты при 2,5 кДж/мм или менее и использовать газовую смесь, содержащую 20% (об.%) CO2 при Ar как защитного газа в качестве остальной части. Если количество подводимой теплоты превышает 2,5 кДж/мм, скорость охлаждения при сварке снижается, и эквивалентный диаметр окружности V-содержащих карбидов превышает установленный верхний предел. Кроме того, состав защитного газа устанавливают с целью регулирования формы оксидов для улучшения структуры. В данном изобретении, сварку выполняют посредством применения электродной проволоки с флюсовым сердечником, и степень заполнения флюсом используемой проволоки обычно составляет примерно от 10 до 20%.
Пример
Данное изобретение описывается более конкретно посредством примеров, однако представленные ниже примеры не ограничивают данное изобретение, и изобретение может быть осуществлено на практике с помощью подходящих модификаций, находящихся в пределах, соответствующих его сущности, описанной выше и в представленной ниже части описания, и любая из модификаций включена в технический интервал данного изобретения.
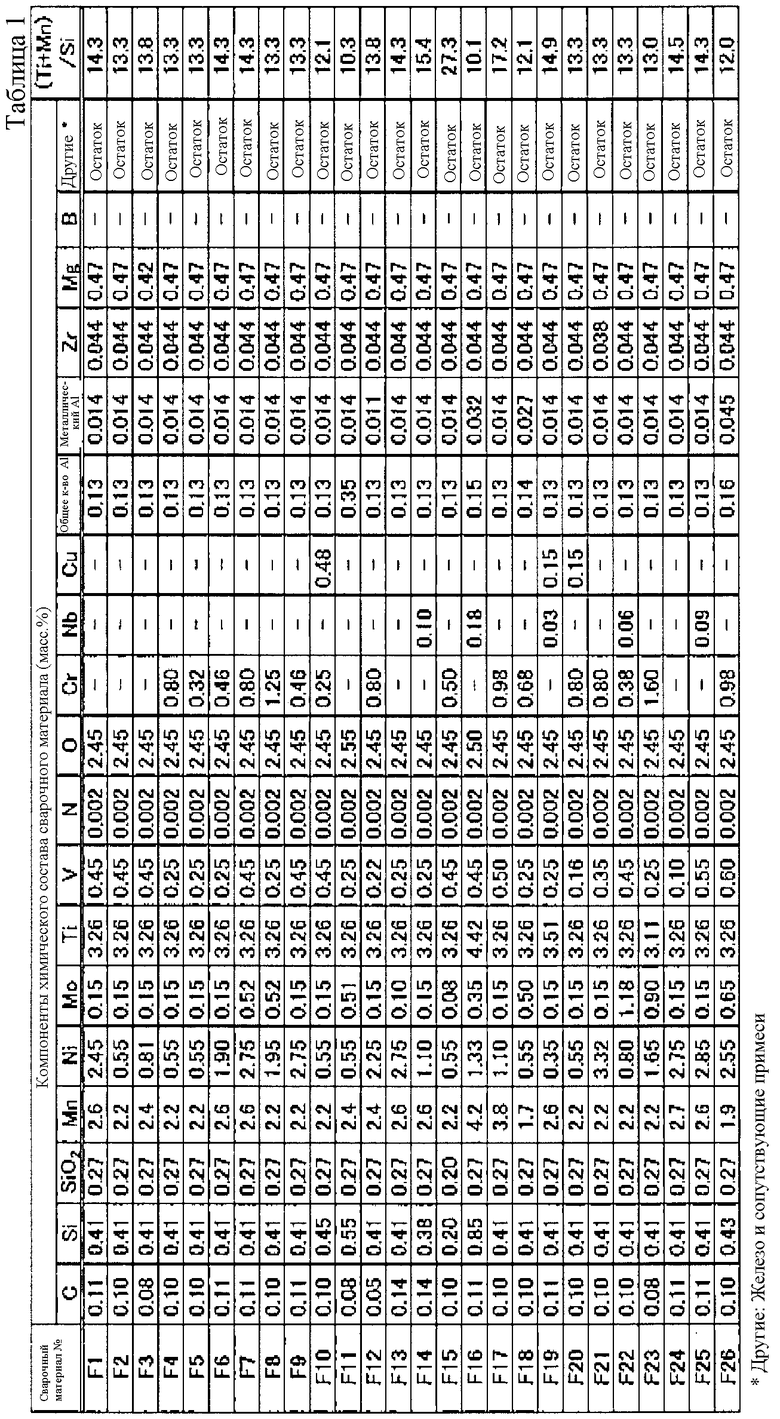
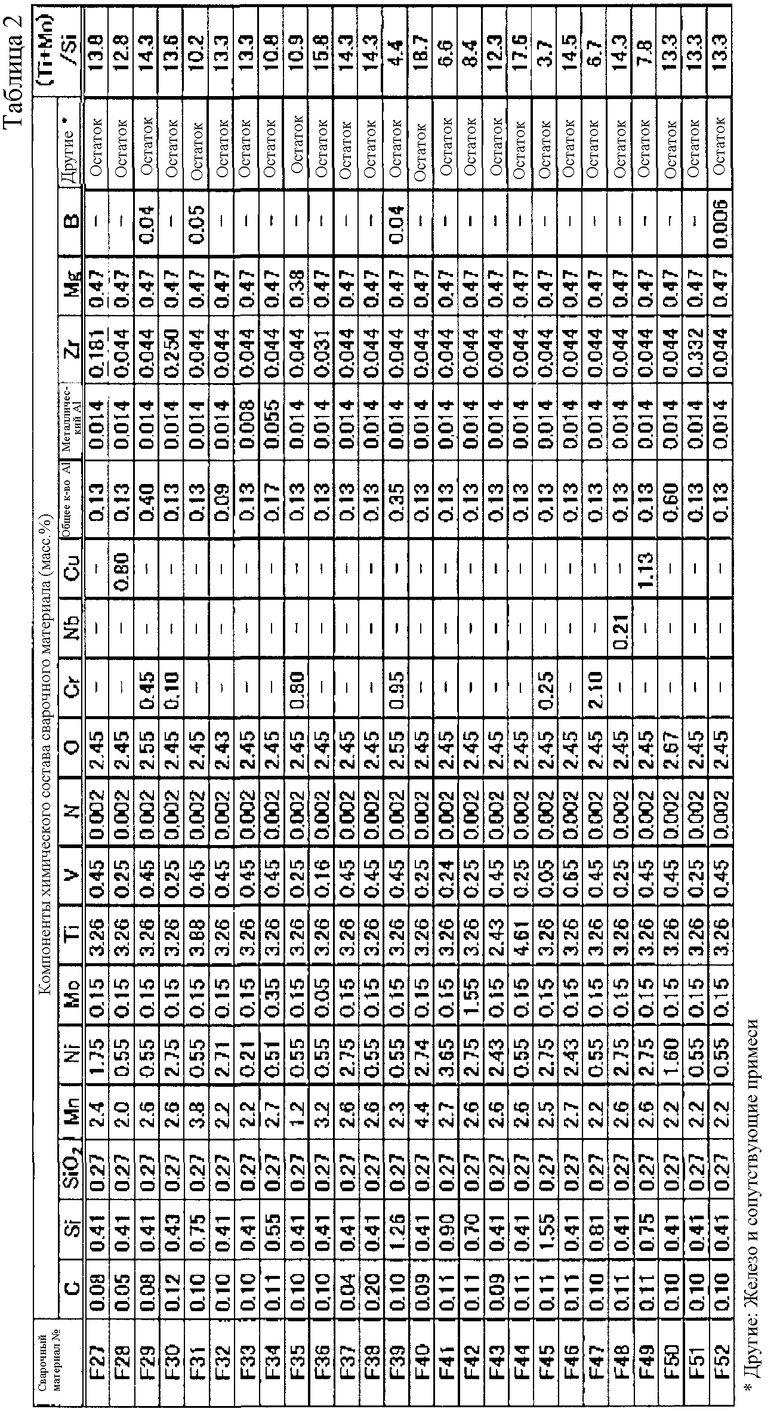
Металлы сварного шва изготавливали посредством представленных ниже процедур с применением электродных проволок с флюсовым сердечником (сварочного материала), компоненты химических составов которых представлены в приведенных ниже Таблицах 1 и 2 при диаметре проволоки 1,2 мм и степени заполнения флюсом 13,5%, и оценивали различные характеристики (предел прочности на разрыв, подверженность водородному охрупчиванию). В Таблицах 1 и 2, каждая из ячеек содержащая «-» показывает отсутствие добавления (отсутствие включения). В Таблицах 1 и 2 количества Mn, Si, Ti и Zr показывают общее количество Mn, общее количество Si, общее количество Ti и общее количество Zr, соответственно, и количество Mg представляет количество металлического Mg.
[Изготовление металла сварного шва]
Пластину из стали SM490A изготавливали в форме канавки, проиллюстрированной на Фиг. 1, и дуговую сварку в защитном газе выполняли при указанных ниже условиях сварки, чтобы изготовить металлы сварного шва.
(Условия сварки)
Защитный газ: Газовая смесь 20 об.% CO2 - 80 об.% Ar
Ток - напряжение - скорость сварки: 270 А - 29 В - от 3,0 до 4,5 мм/с.
Условие подводимой теплоты
(a) 1,74 кДж/мм (270 А - 29 В - 4,5 мм/с);
(b) 2,37 кДж/мм (270 А - 29 В - 3,3 мм/с);
(c) 2,61 кДж/мм (270 А - 29 В - 3,0 мм/с).
Температура предварительного нагрева - между проходами: от 105 до 150°C.
Метод ламинирования: 3 слоя, 13 проходов.
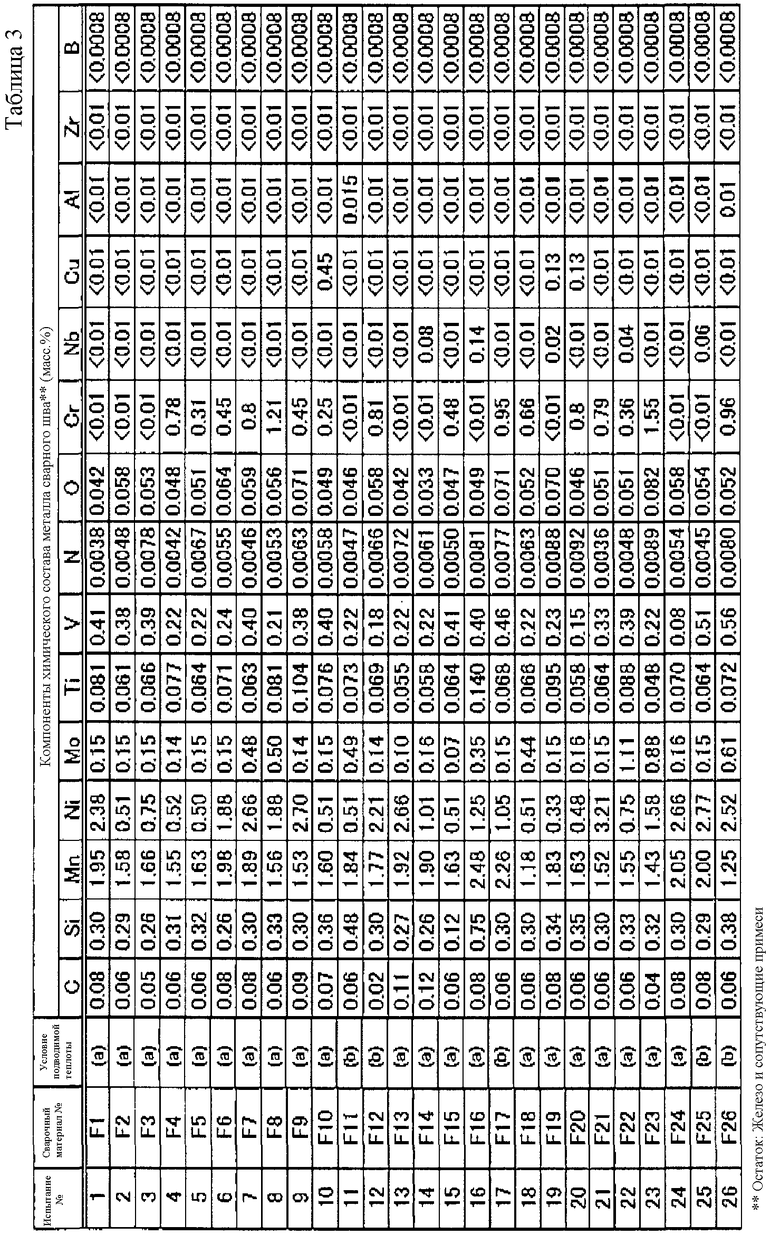
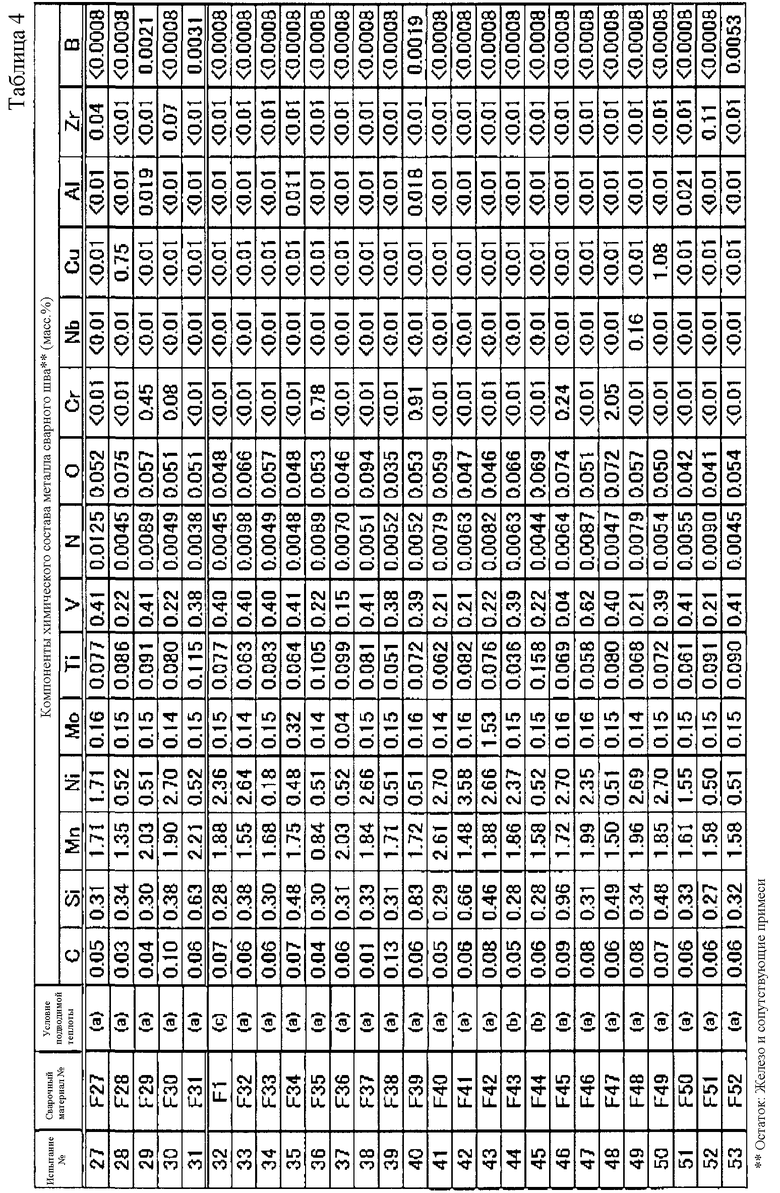
Образцы в виде круглого стержня диаметром 5 мм отбирали из конечного прохода приготовленных металлов сварных швов (место отбора образца проиллюстрировано на Фиг. 2) и подвергали термическому циклу, моделирующему цикл с промежуточным перегревом. Фиг. 3 показывает тепловой цикл, моделирующий цикл с промежуточным перегревом (зависимость между временем и температурой). Приведенные ниже Таблицы 3 и 4 показывают компоненты химических составов для каждого из приготовленных металлов сварного шва наряду с используемыми сварочными материалами и условиями для подводимой теплоты. В Таблицах 3 и 4 каждая из ячеек, содержащая «<» показывает количество примесей (меньше, чем уровень содержания таких примесей).
Из образцов после термообработки отбирали образцы для испытания на растяжение и образцы для измерения окклюдированного количества водорода (образец для измерения окклюдированного количества водорода). Фиг. 4 иллюстрирует форму образца для испытания на растяжение, и Фиг. 5 иллюстрирует форму образца для измерения окклюдированного количества водорода, соответственно. Подверженность водородному охрупчиванию оценивали при использовании образцов с помощью представленного ниже метода.
[Оценка подверженности водородному охрупчиванию]
Использовали образцы для измерения окклюдированного количества водорода, полученные, как описано выше, и выбирали условие загрузки водорода, чтобы предоставить диффузионный водород в количестве от 1,5 до 3,0 млн-1. Принятые при этом условия загрузки описаны ниже.
Водный раствор: (0,5 моль/л или 2,5 моль/л H2SO4) + 1 г/л KSCN, (30 г/л NaCl + 1 г/л KSCN);
Плотность тока: 0,1 А/дм2, 1,0 А/дм2, 5,0 А/дм2;
Время насыщения: 24 часа.
Кроме того, количество диффузионного водорода определяли как количество водорода, высвобождающегося вплоть до 300°C при скорости повышения температуры 12°C/мин посредством применения термодесорбционного спектрометра, включающего квадрупольный масс-спектрометр (производства компании Nichiden Anelva Corp.).
После выполнения насыщения водородом образцов для испытания на растяжение при условиях, описанных выше, применяли плакирование цинком для предотвращения удаления водорода при указанных ниже условиях. Водный раствор: (350 г/л ZnSO4·7H2O)+(20,6 г/л H2SO4 (97%))+60 г/л Na2SO4)
Температура ванны: 60°C;
Плотность тока: 50 А/дм2;
Время плакирования: 3 мин.
Испытание методом медленной деформации (SSRT) выполняли при скорости ползуна 5,0×10-3 мм/мин (скорость деформации: 6,94×10-6/с) и образцы, имеющие индекс подверженности водородному охрупчиванию S (%), вычисленный посредством приведенного ниже выражения (2), менее чем 60%, оценивали как превосходные в отношении подверженности водородному охрупчиванию, при обозначении удлинения при разрыве материала, ненасыщенного водородом, как E0 и удлинения при разрыве материала, загруженного водородом, как Eh:
S=(1-Eh/E0)× 100(%) (2)
[Оценка предела прочности на разрыв]
Образцы для испытания на растяжение в соответствии с JIS-Z2202 отбирали из металлов сварных швов, изготовленных посредством применения 45° V-образного края на листе стали SM490A толщиной 20 мм при указанных ниже условиях сварки (сварочные материалы представлены в Таблице 1 и 2), и проводили испытания на растяжение, и те, что имели предел прочности на разрыв выше чем 780 МПа оценивали как хорошие.
(Условия сварки)
Защитный газ: газовая смесь 20 об.% CO2 - 80 об.% Ar.
Ток - напряжение - скорость сварки: 270 А - 29 В - 4,5 мм/с.
Количество подводимой теплоты: 1,74 кДж/мм.
Температура предварительного нагрева - между проходами: от 105 до 150°C.
Метод ламинирования: 8 слоев, 17 проходов.
Численную плотность частиц Ti-содержащего оксида, содержащих 20% или более Ti и имеющих эквивалентный диаметр окружности от 0,15 до 1,0 мкм, количество соединения типа V в металле сварного шва и средний эквивалентный диаметр окружности V-содержащих карбидов, присутствующих в металле сварного шва измеряли указанным ниже методом.
[Измерение численной плотности частиц Ti-содержащего оксида]
После отбора образцов в виде круглых стержней, каждый из которых имел диаметр 5 мм, из конечного прохода металлов сварных швов, изготовленных для испытания методом медленной деформации (SSRT) (см. предшествующий раздел в отношении «изготовления металла сварного шва»), и зеркальной полировки диаметрально срезанного поперечного сечения, делали фотографические изображения для 2 полей зрения посредством оптического микроскопа при 1000-кратном увеличении. Частицы оксида с эквивалентным диаметром окружности от 0,15 до 1,0 мкм выбирали с помощью программного обеспечения для анализа изображений («Image-Pro Plus», производства компании Media Cybernetics Co.) и анализировали состав в центральной части сфотографированного оксида с помощью энергорассеивающей рентгеновской спектроскопии (SEM-EDS). Среди обнаруженных элементов, величины, полученные анализом, для Ti (масс.%) нормализовали с помощью суммы для величин, полученных анализом, для Si, S, Ti, Mn, Al, Zr и Mg (масс.%), чтобы вычислить содержание Ti (масс.%), содержащегося в частицах оксида, и рассчитать численную плотность для частиц оксида, содержащих 20% или более Ti и имеющих эквивалентный диаметр окружности от 0,15 до 1,0 мкм.
[Количество соединения типа V в металле сварного шва]
После отбора образцов в виде круглых стержней, каждый из которых имел диаметр 5 мм и длину 30 мм, из конечного прохода металлов сварных швов, изготовленных для испытания методом медленной деформации (SSRT) (см. предшествующий раздел в отношении «изготовления металла сварного шва»), подвергания их электролитической экстракции с помощью раствора метанола с 10 об.% ацетилацетона и 1 об.% хлорида тетраметиламмония и фильтрования его посредством фильтра, имеющего размер пор фильтрующей среды 0,1 мкм, чтобы получить остатки, полученные остатки подвергали атомно-эмиссионной спектроскопии с индуктивно связанной плазмой (ICP), чтобы определить количество соединения типа V.
[Средний эквивалентный диаметр окружности V-содержащего карбида, присутствующего в металле сварного шва]
Образцы в виде круглого стержня, каждый из которых имел диаметр 5 мм, отбирали из конечного прохода металлов сварных швов, изготовленных для испытания методом медленной деформации (SSRT) (см. предшествующий раздел в отношении «изготовления металла сварного шва»), приготавливали экстракционные реплики образцов для просвечивающей электронной микроскопии (TEM) от диаметрально срезанного поперечного сечения и делали фотографические изображения для одного поля зрения посредством оптического микроскопа при 300000-кратном увеличении. Затем, для сфотографированных V-содержащих карбидов измеряли эквивалентные диаметры окружности для всех частиц, имеющих площадь 10 нм2 или более посредством программного обеспечения для анализа изображений («Image-Pro Plus», производства компании Media Cybernetics Co.), чтобы вычислить среднюю величину. Наблюдаемые частицы соединения подвергали элементному анализу с помощью энергодисперсионной рентгеновской спектроскопии (EDS), связанной с просвечивающей электронной микроскопией (TEM), чтобы оценить V-содержащие карбиды.
Представленные ниже Таблицы 5 и 6 показывают результаты измерения, а именно, индекс подверженности водородному охрупчиванию S, предел прочности на разрыв, численную плотность частиц Ti-содержащего оксида, количество соединения типа V и средний эквивалентный диаметр окружности V-содержащих карбидов.
S (%)
S (%)
Принимая во внимание результаты, описанные выше, можно полагать следующее (приведенные ниже №№ представляют №№ в Таблицах с 3 по 6). №№ 1 по 31 являются примерами, удовлетворяющими требованиям, определенным в данном изобретении. Поскольку численная плотность частиц Ti-содержащего оксида и структура V-содержащего карбида (количество соединения типа V и средний эквивалентный диаметр окружности) надлежащим образом отрегулированы наряду с компонентами химического состава, то получают металлы сварных швов с высокой прочностью и высокой устойчивостью к водородному охрупчиванию.
С другой стороны, №№ 32 по 53 являются примерами, находящимися за пределами требований, определенных в данном изобретении, в которых по меньшей мере одна из характеристик из предела прочности на разрыв и устойчивости к водородному охрупчиванию ухудшена.
№ 32 является примером, в котором условия для подводимой теплоты при сварке не являются подходящими, и средний эквивалентный диаметр окружности V-содержащих карбидов увеличен, что увеличивает и подверженность водородному охрупчиванию (устойчивость к водородному охрупчиванию ухудшена). № 33 представляет собой пример, в котором общее количество Al в сварочном материале является недостаточным. Количество соединения типа V в металле сварного шва уменьшено, что увеличивает подверженность водородному охрупчиванию.
№ 34 представляет собой пример, в котором содержание Ni в металле сварного шва и количество металлического Al в сварочном материале являются недостаточными. Количество соединения типа V в металле сварного шва уменьшено, что увеличивает подверженность водородному охрупчиванию и снижает предел прочности на разрыв. № 35 представляет собой пример, в котором количество металлического Al в сварочном материале является чрезмерным. Численная плотность Ti-содержащих частиц в металле сварного шва уменьшена, что увеличивает подверженность водородному охрупчиванию.
№ 36 представляет собой пример, в котором содержание Mn в металле сварного шва и количество металлического Mg в сварочном материале являются недостаточными. Количество соединения типа V в металле сварного шва уменьшено, что увеличивает подверженность водородному охрупчиванию и снижает предел прочности на разрыв. № 37 представляет собой пример, в котором содержание Mo в металле сварного шва и количество металлического Zr в сварочном материале являются недостаточными. Количество соединения типа V в металле сварного шва уменьшено, что увеличивает подверженность водородному охрупчиванию и снижает предел прочности на разрыв.
№ 38 является примером, в котором содержание O и количество соединения типа V в металле сварного шва уменьшены. Подверженность водородному охрупчиванию становится выше, и предел прочности на разрыв уменьшен. № 39 представляет собой пример, в котором содержание O в металле сварного шва является чрезмерным. Предел прочности на разрыв увеличивается чрезмерным образом, что увеличивает подверженность водородному охрупчиванию.
№ 40 представляет собой пример, в котором содержание Si в металле сварного шва является чрезмерным [(Ti + Mn/Si) сварочного материала также уменьшено]. Численная плотность частиц Ti-содержащего оксида уменьшена, что увеличивает подверженность водородному охрупчиванию. № 41 представляет собой пример, в котором содержание Mn в металле сварного шва является чрезмерным. Предел прочности на разрыв увеличивается чрезмерным образом, что увеличивает подверженность водородному охрупчиванию.
№ 42 представляет собой пример, в котором содержание Ni в металле сварного шва является чрезмерным, и (Ti + Mn/Si) сварочного материала также уменьшено. Численная плотность частиц Ti-содержащего оксида уменьшена, и предел прочности на разрыв увеличивается чрезмерным образом, что увеличивает подверженность водородному охрупчиванию. № 43 представляет собой пример, в котором содержание Mo в металле сварного шва является чрезмерным [(Ti + Mn/Si) сварочного материала также уменьшено]. Численная плотность частиц Ti-содержащего оксида также уменьшена, и предел прочности на разрыв увеличивается чрезмерным образом, что увеличивает подверженность водородному охрупчиванию.
№ 44 представляет собой пример, в котором содержание Ti в металле сварного шва является недостаточным (общее количество Ti в сварочном материале уменьшено). Численная плотность частиц Ti-содержащего оксида уменьшена, что увеличивает подверженность водородному охрупчиванию. № 45 представляет собой пример, в котором содержание Ti в металле сварного шва является чрезмерным. Предел прочности на разрыв увеличивается чрезмерным образом, что увеличивает подверженность водородному охрупчиванию.
№ 46 представляет собой пример, в котором содержание Si в металле сварного шва является чрезмерным, и содержание V является недостаточным [(Ti + Mn/Si) сварочного материала также уменьшено]. Численная плотность частиц Ti-содержащего оксида уменьшена, количество соединения типа V в металле сварного шва уменьшено, и предел прочности на разрыв увеличивается чрезмерным образом, что увеличивает подверженность водородному охрупчиванию. № 47 представляет собой пример, в котором содержание V в металле сварного шва является чрезмерным. Предел прочности на разрыв увеличивается чрезмерным образом, что увеличивает подверженность водородному охрупчиванию.
№ 48 представляет собой пример, в котором содержание Cr в металле сварного шва является чрезмерным. Кроме того, поскольку (Ti + Mn/Si) сварочного материала также уменьшено, численная плотность частиц Ti-содержащего оксида уменьшена, что увеличивает подверженность водородному охрупчиванию. № 49 представляет собой пример, в котором содержание Nb в металле сварного шва является чрезмерным. Предел прочности на разрыв увеличивается чрезмерным образом, что увеличивает подверженность водородному охрупчиванию.
№ 50 представляет собой пример, в котором содержание Cu в металле сварного шва является чрезмерным [(Ti + Mn/Si) сварочного материала также уменьшено]. Численная плотность частиц Ti-содержащего оксида уменьшена, что увеличивает подверженность водородному охрупчиванию. № 51 представляет собой пример, в котором содержание Al в металле сварного шва является чрезмерным. Численная плотность частиц Ti-содержащего оксида уменьшена, что увеличивает подверженность водородному охрупчиванию.
№ 52 представляет собой пример, в котором содержание Zr в металле сварного шва является чрезмерным. Численная плотность частиц Ti-содержащего оксида уменьшена, что увеличивает подверженность водородному охрупчиванию. № 53 представляет собой пример, в котором содержание B в металле сварного шва является чрезмерным. Предел прочности на разрыв увеличивается чрезмерным образом, что увеличивает подверженность водородному охрупчиванию.
Наряду с тем, что данное изобретение было описано конкретно и со ссылками на конкретные варианты осуществления, специалистам в данной области техники будет очевидно, что различные изменения и модификации могут быть добавлены без отклонения от сущности и объема данного изобретения.
Данная заявка основана на заявке на патент Японии, зарегистрированной 8 апреля 2011 г. (заявке на патент Японии № 2011-086727), содержание которой включено в данный документ для сведения.
Применяемость в производственных условиях
Металл сварного шва по данному изобретению применим для сварных конструкций и может снижать подверженность водородному охрупчиванию.
Изобретение может быть использовано при получении сварных конструкций дуговой сваркой в защитном газе с применением электродной проволоки с флюсовым сердечником. Металл сварного шва имеет заданные компоненты химического состава и содержит 20% или более Ti в частицах Ti-содержащего оксида. Эквивалентный диаметр окружности упомянутых частиц составляет 0,15-1,0 мкм. Их количество составляет по меньшей мере 5000 на квадратный мм. Количество ванадия, присутствующего в виде соединения в металле сварного шва, в расчете на общую массу металла сварного шва составляет 0,002% или более. Средний эквивалентный диаметр окружности V-содержащего карбида, присутствующего в металле сварного шва, составляет 15 нм или менее. Металл сварного шва имеет высокую прочность и обладает высоким сопротивлением к холодному растрескиванию за счет снижения диффузии водорода. 1 з.п. ф-лы, 5 ил., 6 табл.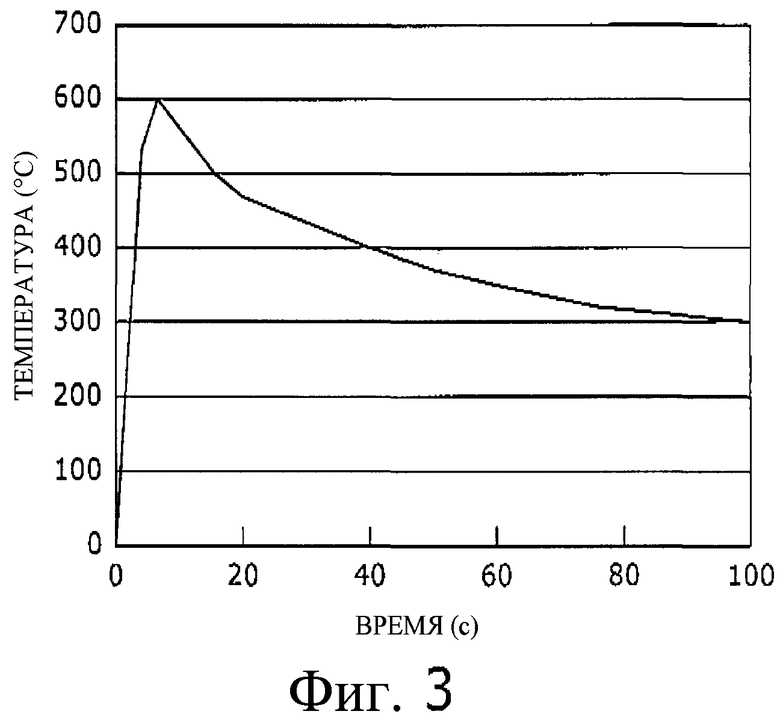
1. Металл сварного шва, обладающий высокой устойчивостью к водородному охрупчиванию, полученный дуговой сваркой в защитном газе с применением электродной проволоки с флюсовым сердечником, содержащий, мас.%:
C: от 0,02 до 0,12%, Si: от 0,1 до 0,80%, Mn: от 0,9 до 2,5%, Ni: от 0,20 до 3,5%, Mo: от 0,05 до 1,50%, Ti: от 0,040 до 0,15%, V: от 0,05 до 0,60%, N: 0,015% или менее (не включая 0%) и O: 0,030% или более, соответственно, остальное - железо и сопутствующие примеси, в котором
частицы Ti-содержащего оксида, содержащие Ti при 20% или более и имеющие эквивалентный диаметр окружности от 0,15 до 1,0 мкм, присутствуют в количестве 5000/мм2 или более, и
количество V в расчете на общую массу металла сварного шва, присутствующего в виде соединения в металле сварного шва, составляет 0,002% или более, при этом
средний эквивалентный диаметр окружности V-содержащего карбида, присутствующего в металле сварного шва, составляет 15 нм или менее.
2. Металл сварного шва по п. 1, дополнительно содержащий по меньшей мере один из следующих элементов:
Cr: 2,0% или менее (не включая 0%),
Nb: 0,15% или менее (не включая 0%),
Cu: 1,0% или менее (не включая 0%),
Al: 0,020% или менее (не включая 0%),
Zr: 0,10% или менее (не включая 0%), и
B: 0,0050% или менее (не включая 0%)
| Способ приготовления лака | 1924 |
|
SU2011A1 |
| Способ приготовления мыла | 1923 |
|
SU2004A1 |
| Приспособление для суммирования отрезков прямых линий | 1923 |
|
SU2010A1 |
| МЕТАЛЛ СВАРНОГО ШВА ДЛЯ СОЕДИНЕНИЯ ВЫСОКОПРОЧНЫХ НИЗКОЛЕГИРОВАННЫХ СТАЛЕЙ | 2001 |
|
RU2275281C2 |
| СТАЛЬ ДЛЯ СВАРОЧНОЙ ПРОВОЛОКИ | 1994 |
|
RU2063468C1 |

