Изобретение относится к области магнитной дефектоскопии литых заготовок из стали 110Г13Л и может быть использовано для определения качества заготовок из стали 110Г13Л, необходимого для работы изделий из них при ударном виде износа.
Литые рабочие органы горнодобывающего оборудования из стали 110Г13Л могут эксплуатироваться в условиях ударного или абразивного износа, принципиально отличающихся по характеру получаемых повреждений рабочих органов и их стойкости в зависимости от соответствия вида износа структурному состоянию.
В этой связи для своевременного определения возможности эксплуатации рабочих органов горнодобывающего оборудования из стали 110Г13Л и предотвращения преждевременного выхода их из строя в условиях ударного износа целесообразны неразрушающие экспресс-методы контроля и диагностики заготовок рабочих органов горнодобывающего оборудования из стали 110Г13Л, учитывающие их структурное состояние.
Обычно, чтобы оценить качество литых заготовок, в печь закладывают литые технологические пробы, которые по сечению должны соответствовать максимальной толщине отливок и проходить термообработку совместно с ними.
Известен способ контроля карбидного балла и балла литых заготовок после термообработки по шлифам, вырезанным из технологических проб. На шлифах с помощью оптического микроскопа определяют балл зерна и карбидный балл. Контроль микроструктуры стали осуществляется с помощью шкал, разработанных заводом «Серп и Молот» (Москва) и Волгоградским тракторным заводом. Марганцовистая сталь должна иметь размер аустенитного зерна не ниже, чем 2 балла, и загрязненность остаточными карбидами не выше, чем 2 балла (см. технические условия ТУ 48-22-98-83).
Недостатком известного способа является то, что технологические пробы практически всегда имеют размеры, отличные от размеров литых заготовок, и термически обрабатываются в лучших условиях нагрева и охлаждения, что сказывается на объективности данных контроля карбидного балла.
Известно устройство для контроля магнитных свойств, позволяющее определять магнитную восприимчивость по силе отрыва магнита от образца, с использованием точных аналитических весов, все детали которых выполнены из немагнитных материалов [см. патент KZ 20582].
Недостатком известного устройства является то, что при его использовании необходимо нарушать целостность испытуемой заготовки для отделения от нее образца, на котором и будет определяться магнитная восприимчивость.
Необходимо отметить, что известные методы определения структурного состояния сплава ограничиваются только величиной карбидного балла непосредственно после термической обработки и не учитывают возможность изменения структурного состояния стали 110Г13Л в процессе ударного нагружения, хотя известно [L.I. Kveglis, R.B. Abylkalykova, F.M. Noskov et al. // Elsevier Superlattices and Microstructures. 2009. V. 46. P. 116-120.], что при ударном нагружении в структуре стали 110Г13Л может формироваться мартенсит со структурой Франка-Каспера, обладающий повышенной стойкостью к разрушению при ударе и магнитным последействием. Учет только карбидного балла является частичной характеристикой качества литой заготовки после отливки и термической обработки и не позволяет однозначно определить возможность эксплуатации изделия в условиях ударной нагрузки.
Известен способ контроля карбидного балла (далее способ контроля качества) литых заготовок из стали 110Г13Л, прошедших термообработку, основанный на определении магнитной восприимчивости (далее магнитных свойств) путем измерения и регистрации магнитной силы образца, отделенного непосредственно от литой заготовки [см. патент KZ 20582].
Недостатком известного способа является то, что он представляет разрушающий метод контроля, направлен на определение карбидного балла (далее количества карбидной фазы) литых заготовок непосредственно после термической обработки и не учитывает возможность изменения фазового состава сплава заготовки после ударного воздействия (нагрузки).
Известно устройство для измерения толщины покрытий и магнитных свойств металлов, например сталей, снабженное магнитом, размещенным на подпружиненном балансире (далее пружина), связанном с индикатором, для натяжения пружины которого применен часовой механизм с индикаторной стрелкой (далее индикатор), с функцией автоматизации отрыва магнита от измеряемого объекта и фиксации отрывной силы [см. патент 134882].
Недостатком известного устройства является то, что при его использовании не учитывается магнитное последействие стали (время установления намагниченности), что не позволяет использовать его для материалов, обладающих магнитным последействием. В таких материалах намагниченность нарастает со временем, а это устройство может функционировать только при исследовании материалов, изначально обладающих намагниченностью.
В основу предлагаемого изобретения положена задача повышения информативности и достоверности оценки качества литых заготовок рабочих органов горнодобывающей техники из стали 110Г13Л неразрушающим методом для определения возможности эксплуатации их в условиях ударного износа.
Поставленная задача решается тем, что в способе контроля качества литых заготовок из стали 110Г13Л, по которому определяют магнитные свойства прошедших термообработку заготовок для контроля количества карбидной фазы, согласно изобретению магнитные свойства определяют путем регистрации времени магнитного последействия для каждой из заготовок, выбраковывают заготовки с повышенным содержанием карбидной фазы, а оставшиеся заготовки подвергают ударному воздействию, после чего повторно определяют время магнитного последействия для этих заготовок, по которому судят об их качестве.
Поставленная задача решается также тем, что устройство для контроля качества литых заготовок из стали 110Г13Л, включающее корпус, в котором размещены взаимосвязанные между собой магнит с пружиной, с индикатором, согласно изобретению дополнительно содержит аналого-цифровой преобразователь, два микроэлектронных переключателя, при этом магнит с пружиной размещены с возможностью перемещения вдоль корпуса и взаимодействия с микроэлектронными переключателями, которые размещены на корпусе и соединены через аналого-цифровой преобразователь с индикатором, в качестве которого использован жидкокристаллический дисплей.
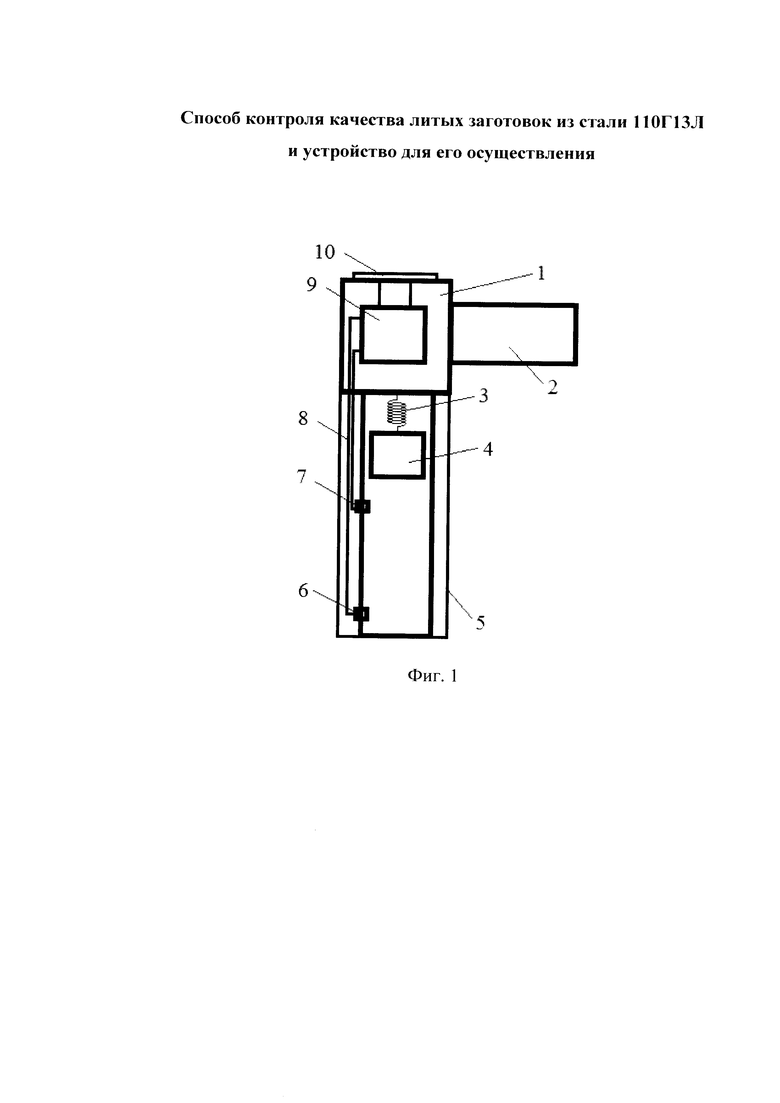
На фиг. 1 представлено устройство, позволяющее реализовать заявляемый способ контроля качества литых заготовок из стали 110Г13Л. Заявляемое устройство содержит корпус 1, соединенный с рукояткой 2. В корпусе 1 размещена откалиброванная пружина 3, с которой находится во взаимодействии постоянный магнит 4. При этом магнит 4 размещен в корпусе 1 так, что может перемещаться вдоль него, преодолевая сопротивление пружины 3. Корпус защищен кожухом 5. Под кожухом на корпусе 1 закреплены два микроэлектронных переключателя 6, 7, которые при помощи соединительных проводов 8 соединены с аналого-цифровым преобразователем 9. Аналого-цифровой преобразователь 9 соединен с жидкокристаллическим дисплеем 10, расположенным на корпусе 1 устройства.
Предлагаемый способ осуществляют следующим образом.
1. Определяют магнитные свойства испытываемого участка литой заготовки из стали 110Г13Л после термической обработки для оценки качества термической обработки путем регистрации времени магнитного последействия. Время магнитного последействия испытываемых литых заготовок из стали 110Г13Л регистрируют с помощью предлагаемого устройства (фиг. 1). Так, при подведении его к исследуемой заготовке наблюдаем
- если заготовка не обладает намагниченностью, магнит 4 остается в исходном положении;
- если заготовка обладает намагниченностью, магнит 4 движется вдоль корпуса 1, преодолевая сопротивление пружины 3, до осуществления контакта с микроэлектронными переключателями 7 и 6 и последовательного их переключения. После переключения микроэлектронного переключателя 7 сигнал от него обрабатывается аналого-цифровым преобразователем 9 и начинается отсчет времени до переключения микроэлектронного переключателя 6. Отсчитываемое время демонстрируется в текущем режиме на жидкокристаллическом дисплее 10. В момент замыкания микроэлектронного переключателя 6 отсчет времени останавливается, и зарегистрированное значение времени магнитного последействия демонстрируется на дисплее 10.
2. Выбраковывают заготовки с неправильно выполненной термической обработкой путем сравнения зарегистрированного времени магнитного последействия с критической величиной, которая была определена экспериментально на основании исследования 150 литых заготовок с различным качеством термообработки. Т.е. в результате можно заключить
- если время магнитного последействия составляет меньше критической величины (составившей 5 сек), то это говорит о наличии в структуре стали значительного содержания карбидной фазы (ферромагнитных карбидов) и, следовательно, термическая обработка была проведена неправильно. Заготовка выбраковывается;
- если время магнитного последействия превышает критическую величину (5 сек), то структура стали содержит несколько магнитных фаз с различным типом намагничивания, и требуются дополнительные испытания, проводящиеся на следующем этапе определения качества литой заготовки;
- если же магнитное последействие на исследуемом участке отсутствует (зарегистрированное значение времени магнитного последействия равно 0), это свидетельствует о правильно проведенной термической обработке и соответствии структуры стали аустениту, что позволяет перейти к следующему этапу определения качества литой заготовки.
3. Контролируют оставшиеся после выбраковки литые заготовки. По испытываемому участку заготовки наносят молотком 3-4 удара средней силы. Осуществляют замер времени магнитного последействия испытываемых участков заготовок после ударного воздействия.
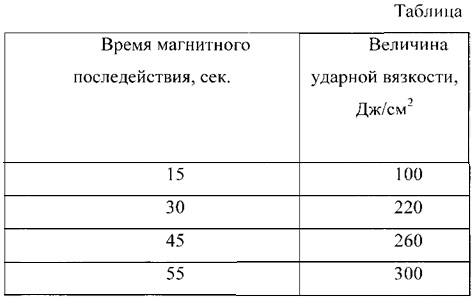
4. Определяют качество литых заготовок из стали 110Г13Л путем сравнения времени магнитного последействия заготовок после ударного воздействия с данными Таблицы, в которой сопоставлены время магнитного последействия со значениями ударной вязкости стали 110Г13Л. Таблица была составлена на основании экспериментального исследования 150 стандартных образцов из стали 110Г13Л, тестированных на маятниковом копре с величиной ударной вязкости от 60 до 340 Дж/см2.
Используя значения Таблицы, определяют качество литых заготовок рабочих органов горнодобывающего оборудования из стали 110Г13Л путем сравнения измеренного времени магнитного последействия после ударного воздействия с соответствующей величиной ударной вязкости, с целью выявления заготовок, обладающих ударной вязкостью не менее 300 Дж/см2 (с временем магнитного последействия более 55 сек), соответствующей изделиям, предназначенным для ударного вида износа.
Имея информацию о времени магнитного последействия заготовки рабочих органов горнодобывающего оборудования из стали 110Г13Л после ударного воздействия, можно достоверно судить о величине ударной вязкости заготовок (о наличии или отсутствии в их структуре мартенсита деформации со структурой Франка-Каспера), а следовательно, и принимать соответствующее решение о возможности эксплуатации исследуемой заготовки в условиях ударных нагрузок.
Таким образом, из полученных результатов можно заключить, что заявляемое изобретение может быть использовано для неразрушающего контроля качества литых заготовок рабочих органов горнодобывающего оборудования из стали 110Г13Л путем измерения магнитных свойств с целью оценки величины ударной вязкости изделий, предназначенных для ударного вида износа, что говорит о достижении заявленного технического результата.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЛИТАЯ ИЗНОСОСТОЙКАЯ СТАЛЬ ДЛЯ КРУПНЫХ ДЕТАЛЕЙ ГОРНО-МЕТАЛЛУРГИЧЕСКОГО ПРОИЗВОДСТВА | 2004 |
|
RU2288294C2 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ЛИТЫХ ДЕТАЛЕЙ ИЗ ВЫСОКОМАРГАНЦОВИСТЫХ СТАЛЕЙ | 2017 |
|
RU2656912C1 |
| Сталь | 1983 |
|
SU1108129A1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ЗАГОТОВОК ИЗ БЫСТРОРЕЖУЩЕЙ СТАЛИ | 2020 |
|
RU2738870C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ КАЧЕСТВА МИКРОСТРУКТУРЫ СТАЛИ | 2003 |
|
RU2248403C2 |
| СПОСОБ ОБРАБОТКИ РАСПЛАВЛЕННЫХ СПЛАВОВ ЭЛЕКТРОМАГНИТНЫМИ ПОЛЯМИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2009 |
|
RU2403126C1 |
| Аустенитная сталь | 1981 |
|
SU1004482A1 |
| Способ термической обработки инструментальной марки 4Х5МФ1С | 2024 |
|
RU2837081C1 |
| СПОСОБ ПРОИЗВОДСТВА КРУГЛОГО ПРОФИЛЬНОГО ПРОКАТА ДЛЯ ТЕЛ КАЧЕНИЯ ПОДШИПНИКОВ | 2006 |
|
RU2320733C1 |
| Способ изготовления крупногабаритных заготовок из сталей | 1981 |
|
SU954449A1 |
Изобретение относится к области магнитной дефектоскопии литых заготовок из стали 110Г13Л и может быть использовано для определения качества заготовок из стали 110Г13Л, необходимого для работы изделий из них при ударном виде износа. Указанный результат достигается тем, что осуществляют замер величины магнитного последействия исследуемого участка детали для грубой оценки качества термической обработки. При этом используется устройство, в котором взаимосвязанные между собой магнит с пружиной размещены в корпусе с возможностью перемещения вдоль него и взаимодействия с микроэлектронными переключателями, которые соединены через аналого-цифровой преобразователь с индикатором, в качестве которого использован жидкокристаллический дисплей. В случае удовлетворительной термической обработки заготовку подвергают ударному воздействию, после чего осуществляют повторный замер времени магнитного последействия для сопоставления с соответствующим ему значением ударной вязкости стандартных образцов, тестированных на маятниковом копре. По величине полученных параметров судят о состоянии стали контролируемой детали (заготовки). Технический результат заключается в повышении информативности и достоверности оценки литых заготовок рабочих органов горнодобывающей техники из стали 110Г13Л неразрушающим методом для определения возможности эксплуатации их в условиях ударного износа. 2 н.п. ф-лы, 1 ил., 1 табл.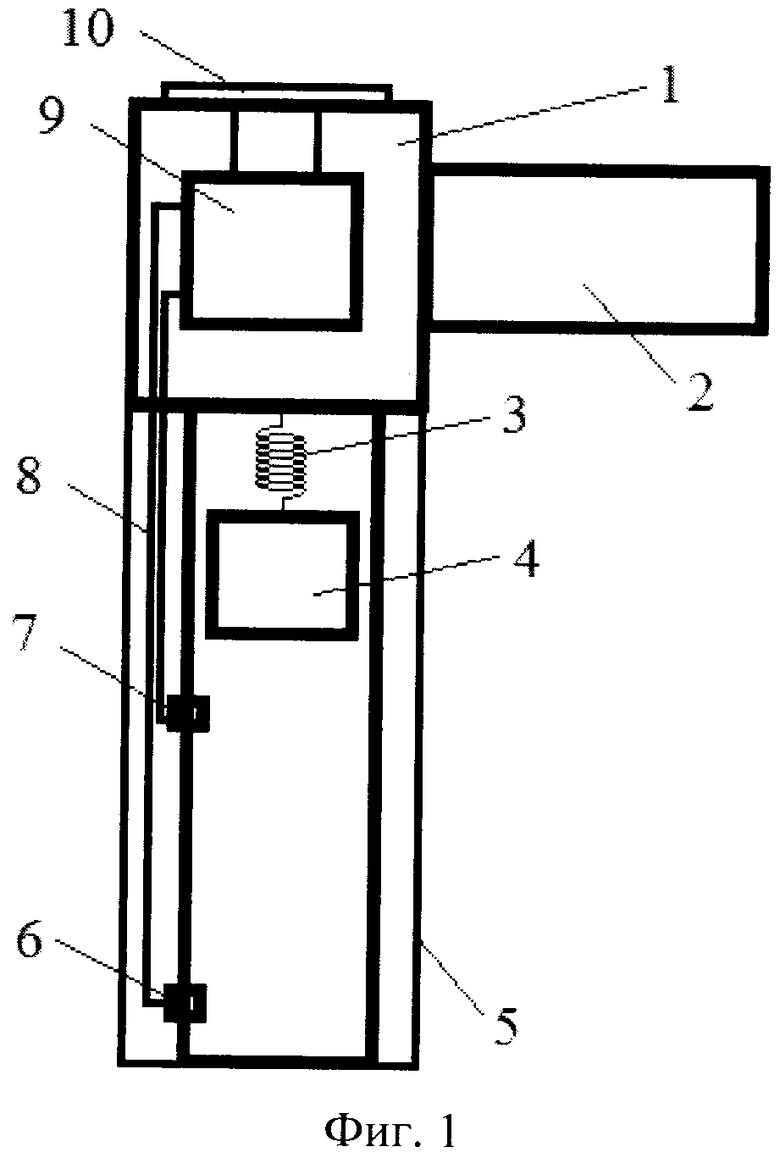
1. Способ контроля качества литых заготовок из стали 110Г13Л, по которому определяют магнитные свойства прошедших термообработку заготовок для контроля количества карбидной фазы, отличающийся тем, что магнитные свойства определяют путем регистрации времени магнитного последействия для каждой из заготовок, выбраковывают заготовки с повышенным содержанием карбидной фазы, а оставшиеся заготовки подвергают ударному воздействию, после чего повторно определяют время магнитного последействия для этих заготовок, по которому судят об их качестве.
2. Устройство для контроля качества литых заготовок из стали 110Г13Л, включающее корпус, в котором размещены взаимосвязанные между собой магнит с пружиной, с индикатором, отличающееся тем, что оно дополнительно содержит аналого-цифровой преобразователь, два микроэлектронных переключателя, при этом магнит с пружиной размещены в корпусе с возможностью перемещения вдоль него и взаимодействия с микроэлектронными переключателями, которые соединены через аналого-цифровой преобразователь с индикатором, в качестве которого использован жидкокристаллический дисплей.
| СТАНОК ДЛЯ СТИРКИ ВАЛЕНЫХ САПОГ | 1928 |
|
SU20582A1 |
| L.I | |||
| Kveglis et al, Elsevier Superlattices and Microstructures | |||
| V | |||
| Способ изготовления звездочек для французской бороны-катка | 1922 |
|
SU46A1 |
| Прибор для измерения толщины покрытий и магнитных свойств металлов | 1960 |
|
SU134882A1 |
| Казанцева Вера Васильевна АВТОРЕФЕРАТ диссертации на соискание ученой степени кандидата технических наук, СТРУКТУРНЫЕ И ФАЗОВЫЕ ПРЕВРАЩЕНИЯ, ПРОТЕКАЮЩИЕ В ОБЛАСТЯХ ЛОКАЛИЗАЦИИ ДЕФОРМАЦИИ СТАЛИ 110Г13Л ПРИ ДИНАМИЧЕСКИХ НАГРУЗКАХ, 1-10, Барнаул 2010 | |||
| Ю | |||
| Ю | |||
| Жигуц, ІII ТЕХНОЛОГІф ОТРИМАННЯ ТА ОБРОБКИ КОНСТРУКЦІЙНИХ МАТЕРІАЛІВ, НАУКОВИЙ ЖУРНАЛ, Запоріжжя, ЗНТУ, 78-81, 2007. | |||

