Изобретение относится к области металлургии, а именно к получению порошков металлов методом истирания абразивным инструментом.
Существующие методы получения порошков подразделяют на механические и физико-химические (Технология металлов и материаловедение. /Под ред. Л.Ф. Усовой. - М.: Металлургия, 1987, с. 121).
Из механических методов в настоящее время применяются такие, как распыление струи расплавленного металла (патент РФ 2199734, МПК G01N 7/48, 27.02.2003) и обработка металла резанием с получением частиц, а не сливной стружки.
Недостатком метода распыления расплава является большой расход электроэнергии на нагрев и плавление металла, а также необходимость создания защитной атмосферы для расплава.
Для получения порошков используют также различные способы измельчения металлов обработкой резанием, осуществляемые с помощью мельниц и дробилок (Gert Schubert "Aufbereitung metallischer Sekundarrohstoffe", VEB Deutscher Verlag fur Grundstoffindustrie, Leipzig, 1984).
Известен способ, в котором получение порошка металла осуществляется фрезерованием заготовки (патент RU №2203773, МПК В23С 3/04, 2003).
В качестве наиболее близкого аналога изобретения может быть принят способ получения металлического порошка механической обработкой заготовки, раскрытый в патенте RU 146455 U1, B22F /04, 10.10.2014, в котором способ получения металлических порошков из цилиндрической заготовки включает размещение заготовки соосно одной из абразивных головок, закрепленных в корпусе мелющего диска, приведение во вращение упомянутой заготовки и ее измельчение с получением металлического порошка путем истирания вращающимся мелющим диском.
Недостатками известных способов являются большой разброс размеров получаемых частиц, невозможность получения частиц одинакового размера и получения частиц менее 100 мкм из-за высоких температур, связанных с необходимостью увеличения скорости обработки, что увеличивает пожароопасность. Кроме того, при использовании данного способа цилиндрический остаток металла после фрезерования составляет 1-1,5%.
Техническим результатом изобретения является уменьшение разброса средних размеров получаемых частиц и обеспечение возможности получения частиц менее 5 мкм, а также снижение потерь металла.
Указанный технический результат достигается тем, что в способе получения металлического порошка механической обработкой цилиндрической заготовки включающем размещение заготовки соосно одной из абразивных головок, закрепленных в корпусе мелющего диска, приведение во вращение упомянутой заготовки и ее измельчение с получением металлического порошка путем истирания вращающимся мелющим диском, согласно заявляемому техническому решению измельчение заготовки ведут с подачей жидкого азота в зону обработки, режим которой определяют из соотношения
 ,
,
где а - средний размер получаемых из заготовки частиц, мкм;
V - скорость вращения мелющего диска, м/с;
S - величина подачи мелющего диска, мм/мин;
k - поправочный коэффициент, выбранный из диапазона 1300-195000 в зависимости от предела прочности материала измельчаемой заготовки (σв, МПа), меньшее значение которого из этого диапазона соответствует материалу с наибольшим пределом прочности на растяжение.
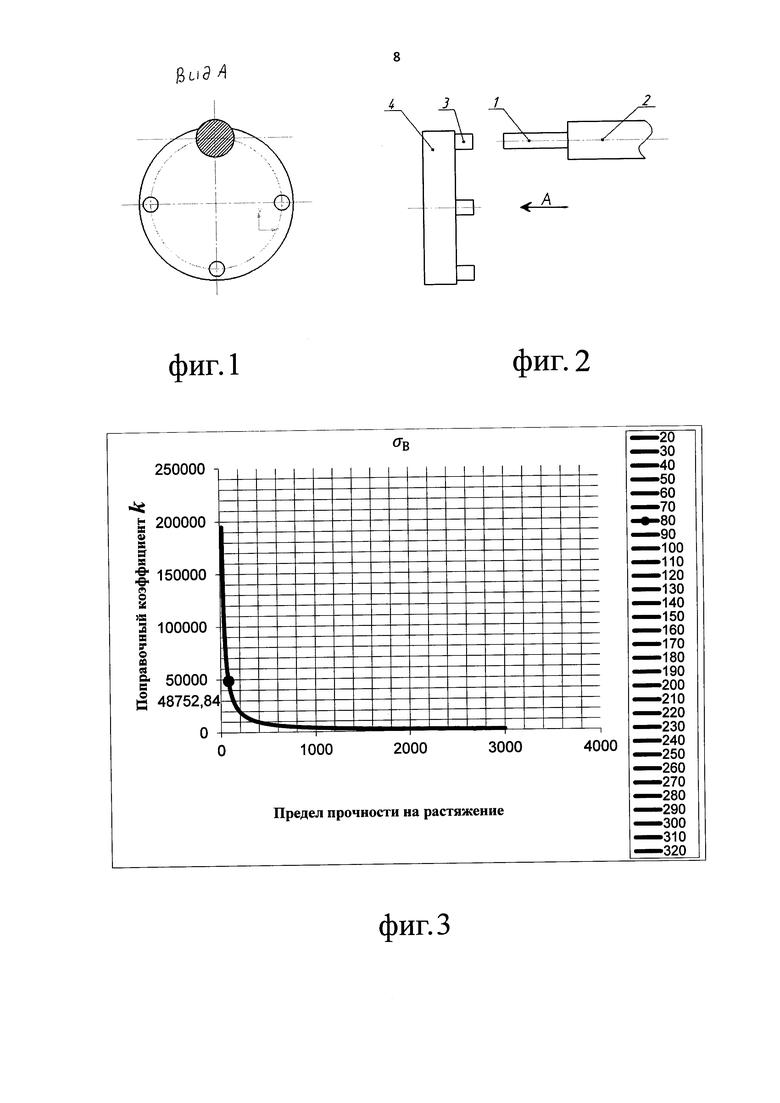
На фиг. 1 показана схема взаимного расположения заготовки и мелющего диска.
На фиг. 2 - вид по стрелке А на фиг. 1.
Конкретное значение коэффициента k определяют из графика (фиг. 3), значения которого были получены экспериментально.
Способ осуществляется следующим образом: в зависимости от необходимого размера получаемых частиц определяют необходимую величину подачи мелющего диска (S) из соотношения
 , (1)
, (1)
где а - средний размер получаемых из заготовки частиц, мкм;
V - скорость вращения мелющего диска, (выбирается в пределах от 200 до 300), м/с;
Экспериментально было установленно, что при скорости мелющего диска V<200 м/с средний размер получаемого порошка варьируется в диапазоне от 5 мкм до 10 мкм, а при скорости вращения мелющего диска V>300 м/с есть опасность разрыва мелющего диска.
S - величина подачи мелющего диска, мм/мин;
k - поправочный коэффициент, зависящий от предела прочности на растяжение (σв, МПа) материала измельчаемой заготовки.
Экспериментально было установлено, что коэффициент k варьируется от 1300 до 195000, причем меньшее значение коэффициента k этого диапазона соответствует материалу с наибольшим пределом прочности на растяжение.
Заготовку 1 закрепляют в зажимном устройстве 2 соосно одной из абразивных головок 3. Абразивные головки закрепляют на мелющем диске 4. Зажимное устройство 2 расположено на станине станка (на чертеже не указана). Механический способ получения металлических порошков заключается в том, что приводят во вращение заготовку 1, затем приводят во вращение мелющий диск 4 при помощи привода, установленного на каретке, расположенной на плите станка с возможностью возвратно-поступательного перемещения. После достижения мелющим диском 4 заданной скорости вращения заготовку 1 охлаждают жидким азотом, который подается из криогенного резервуара через термошланг непрерывно в течение всего процесса истирания.
Мелющий диск 4 подают к заготовке 1 с расчетной подачей (S) до обеспечения контакта с заготовкой 1, закрепленной в зажимном устройстве соосно одной из абразивных головок 2, в результате чего происходит измельчение заготовки 1 истиранием.
Для выгрузки порошка из помольной камеры используют устройство улавливания частиц, например воздуходувное устройство, соединенное с устройством для сбора измельченного материала. После истирания заготовки устройство отключают и измельченный материал удаляют из устройства для сбора. Цикл повторяется.
Рассмотрим пример расчетов величины подачи мелющего диска по математической формуле (1) с указанием размерностей входящих в него переменных. Для получения металлического порошка размером а от 0,7 мкм до 3 мкм в качестве исходной заготовки использовали цилиндрический стержень из неодимового магнита (предел прочности σ=80 МПа) длиной 100 мм. По формуле (1) определили необходимую величину подачи мелющего диска (S). Затем заготовку закрепили в зажимном устройстве соосно одной из абразивных головок. Поскольку задача стоит в том, что нужно получить средний размер порошка в диапазоне от 0,7 мкм до 3 мкм, то целесообразно принять скорость мелющего диска 300 м/с. Из графика фиг. 3, полученного экспериментальным путем, выбираем поправочный коэффициент k, соответствующий σв обрабатываемого материала. Для неодимового магнита поправочный коэффициент k=48752,84.
Из формулы  выразим подачу мелющего диска
выразим подачу мелющего диска  ,
,
где а - средний размер получаемых из заготовки частиц, мкм;
V - скорость вращения мелющего диска 300 м/с;
S - величина подачи мелющего диска, составляла 0,62 мм/мин.
k - поправочный коэффициент, выбранный из диапазона 1300-195000 в зависимости от предела прочности материала измельчаемой заготовки (σв, МПа), меньшее значение которого из этого диапазона соответствует материалу с наибольшим пределом прочности на растяжение.

Расчеты показывают, что размерности левой и правой частей математического выражения равны 0,62 мм/мин=0,62 мм/мин.
В процессе получения порошка использовали мелющий диск со встроенными шлифовальными головками диаметром 16 мм.
После достижения мелющим диском заданной скорости вращения заготовку охлаждают жидким азотом, который подается из криогенного резервуара через термошланг непрерывно в течение всего процесса истирания.
Мелющий диск подают к заготовке до обеспечения контакта с заготовкой, закрепленной в зажимном устройстве соосно одной из абразивных головок, в результате чего происходит измельчение заготовки истиранием. Образующийся при истирании порошок всасывался через специальный воздушный механизм в камеру для сборки. Цилиндрический остаток заготовки после истирания составил 1,5 мм, что соответствует ~1-1,5% от общей длины заготовки. Для выгрузки порошка из помольной камеры используют устройство улавливания частиц, например воздуходувное устройство, соединенное с устройством для сбора измельченного материала. После истирания заготовки устройство отключают и измельченный материал удаляют из устройства для сбора. Выход готового порошка составил ~98,5-99,0% от общей длины заготовки. Полученный порошок имел средний размер частиц от 0,7 мкм до 3 мкм. Цикл повторяется.
Заявляемый способ показан на примере получения порошка из неодимового магнита. Однако это не ограничивает область его применения. Способ может применяться для получения порошков любых твердых материалов.
Получение порошка заготовки проводили по схеме, представленной на фиг. 1.
Заявляемый способ обеспечивает безотходную обработку заготовки, уменьшение разброса размеров получаемых частиц и обеспечение возможности получения частиц менее 5 мкм, а добавление жидкого азота уменьшает вероятность возникновения высоких температур, возникающих при истирании на высоких скоростях, следовательно, отсутствует возможность возникновения пожароопастности в протекающем процессе. Экспериментально было показано, что заявляемый способ позволил получать частицы одинакового размера и получения частиц менее 5 мкм.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ КАРБИДОКРЕМНИЕВОГО КЕРАМИЧЕСКОГО МАТЕРИАЛА | 2016 |
|
RU2625845C1 |
| НАНОСТРУКТУРНЫЙ КОМПОЗИЦИОННЫЙ МАТЕРИАЛ НА ОСНОВЕ ЧИСТОГО ТИТАНА И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2012 |
|
RU2492256C9 |
| Способ получения изделия из композиционного материала на основе карбидов вольфрама и титана (варианты) | 2021 |
|
RU2775048C1 |
| МЕЛЬНИЦА ДЛЯ ТОНКОГО ИЗМЕЛЬЧЕНИЯ МАТЕРИАЛОВ | 2015 |
|
RU2603038C1 |
| Абразивное изделие и способ его изготовления | 2023 |
|
RU2829473C1 |
| Способ получения абразивного шлифовального зерна | 1983 |
|
SU1111819A1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОРОШКА ГИДРИДОВ МЕТАЛЛОВ | 2003 |
|
RU2238823C1 |
| СПОСОБ ВНЕПЕЧНОГО МОДИФИЦИРОВАНИЯ ЧУГУНОВ И СТАЛЕЙ | 2007 |
|
RU2344180C2 |
| АКТИВАТОР И ВАРИАНТЫ ЕГО ПРИМЕНЕНИЯ | 2010 |
|
RU2470776C2 |
| СПОСОБ АБРАЗИВНО-ПОРОШКОВОЙ ОЧИСТКИ ДЛИННОМЕРНЫХ ЦИЛИНДРИЧЕСКИХ ЗАГОТОВОК ОТ ОКАЛИНЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2527556C2 |
Изобретение относится к получению металлического порошка механической обработкой цилиндрической заготовки. Способ включает размещение заготовки соосно одной из абразивных головок, закрепленных в корпусе мелющего диска, приведение во вращение упомянутой заготовки и ее измельчение с получением металлического порошка путем истирания вращающимся мелющим диском. Измельчение заготовки ведут с подачей жидкого азота в зону обработки, режим которой определяют из заданного соотношения в зависимости от предела прочности на растяжение материала измельчаемой заготовки. Обеспечивается уменьшение разброса средних размеров получаемых частиц, получение частиц менее 5 мкм, а также снижение потерь металла. 3 ил., 1 пр.
Способ получения металлического порошка механической обработкой цилиндрической заготовки, включающий размещение заготовки соосно одной из абразивных головок, закрепленных в корпусе мелющего диска, приведение во вращение упомянутой заготовки и ее измельчение с получением металлического порошка путем истирания вращающимся мелющим диском, отличающийся тем, что измельчение заготовки ведут с подачей жидкого азота в зону обработки, режим которой определяют из соотношения
 ,
,
где а - средний размер получаемых из заготовки частиц порошка, мкм;
V - скорость вращения мелющего диска, м/с;
S - величина подачи мелющего диска, мм/мин;
k - поправочный коэффициент, выбранный из диапазона 1300-195000 в зависимости от предела прочности на растяжение материала измельчаемой заготовки (σв, МПа), меньшее значение которого из этого диапазона соответствует материалу с наибольшим пределом прочности на растяжение.
| Устройство для вертикального перемещения грузов | 1961 |
|
SU146455A1 |
| СПОСОБ ПОЛУЧЕНИЯ МЕТАЛЛИЧЕСКИХ ПОРОШКОВ | 2001 |
|
RU2203773C2 |
| СПОСОБ ИЗМЕЛЬЧЕНИЯ МАТЕРИАЛОВ | 1991 |
|
RU2027513C1 |
| СПОСОБ ИЗМЕЛЬЧЕНИЯ ВЯЗКИХ МАТЕРИАЛОВ | 2007 |
|
RU2365469C2 |
| US 4351484 A1, 28.09.1982 | |||
| Пресс для формовки полых камней | 1930 |
|
SU21787A1 |

