Область техники
Настоящее изобретение относится к листовой стали, имеющей низкое отношение предела текучести к пределу прочности, высокую прочность и высокую ударную вязкость, превосходную с точки зрения устойчивости к последеформационному старению, которая предпочтительно главным образом применяется в области магистральных трубопроводов, к способу производства такой листовой стали и высокопрочной сварной стальной трубы, в частности, к листовой стали, имеющей низкое отношение предела текучести к пределу прочности, высокую прочность и высокую ударную вязкость, обладающей превосходной устойчивостью к последеформационному старению, и к способу производства такой листовой стали и высокопрочной сварной стальной трубы, обладающей превосходным сопротивлением продольному изгибу и пластичностью, которая изготавливается из данной листовой стали.
Уровень техники
В настоящее время для устойчивости к землетрясениям требуется, чтобы стальные материалы для сварных конструкций имели не только высокую прочность и высокую ударную вязкость, но также и низкое отношение предела текучести к пределу прочности и высокое равномерное относительное удлинение. В общем известно, что посредством создания металлографической структуры стального материала, в которой твердые фазы, такие как фаза бейнита (в дальнейшем также обозначаемая β) и фаза мартенсита (в дальнейшем также обозначаемая М) соответствующим образом диспергированы в ферритной фазе (в дальнейшем обозначаемой α), которая является мягкой фазой, возможно достижение снижения показателя отношения предела текучести к пределу прочности стального материала и увеличения равномерного относительного удлинения стального материала.
В качестве примера производственных способов, позволяющих получать микроструктуру, в которой твердые фазы соответствующим образом рассредоточены в мягкой фазе, как это описано выше, приводится способ, описанный в патентном источнике 1. При этом в патентном источнике 1 раскрывается способ тепловой обработки, при котором при промежуточной обработке между закалкой (в дальнейшем также обозначаемой Q) и отпуском (в дальнейшем также обозначаемым Т) выполняется закалка (в дальнейшем также обозначаемая Q'), начинающаяся с диапазона температур образования двойной фазы, состоящей из ферритной фазы и аустенитной фазы (в дальнейшем также обозначаемой γ).
Патентный источник 2 раскрывает пример способа, который не требует дополнительных производственных процессов, в котором после завершения прокатки при температуре, равной или превышающей температуру фазового перехода Ar3, начало ускоренного охлаждения задерживается до тех пор, пока стальной материал имеет температуру, равную или ниже точки фазового перехода Ar3, в которой образуется ферритная фаза.
В качестве примера методики, позволяющей обеспечивать снижение отношения предела текучести к пределу прочности без необходимости в усложненных операциях термической обработки, таких, как раскрываются в патентном источнике 1 и патентном источнике 2, патентный источник 3 описывает способ, при котором уменьшение отношения предела текучести к пределу прочности достигается завершением прокатки стального материала при температуре, равной или превышающей точку фазового перехода Ar3, и таким последующим контролированием скорости ускоренного охлаждения и температуры прекращения охлаждения, чтобы образовать двухфазную структуру, состоящую из фазы игольчатого феррита и фазы мартенсита.
Кроме того, патентный источник 4 раскрывает пример методики, при которой возможно достижение низкого отношения предела текучести к пределу прочности и превосходной ударной вязкости в зоне термического воздействия при сварке без значительного увеличения содержания в материале стали легирующих химических элементов, при которой посредством регулирования соотношений Ti/N и Са-O-S создается трехфазная структура, состоящая из фазы феррита, фазы бейнита и островного мартенсита (в дальнейшем также обозначаемой МА).
Кроме того, патентный источник 5 раскрывает методику, при которой снижение отношения предела текучести к пределу прочности и увеличение равномерного относительного удлинения достигается добавлением легирующих химических элементов, таких как Cu, Ni и Мо.
С другой стороны, в случае сварной стальной трубы, которая применяется для строительства магистральных трубопроводов, такой как стальная труба UOE или стальная труба, свариваемая электрической контактной сваркой, после придания листовой стали способом холодной штамповки цилиндрической формы и сварки стыковых участков внешняя поверхность полученной стальной трубы обычно подвергается обработке по нанесению покрытия, такого как полиэтиленовое покрытие или порошковое эпоксидное покрытие, например, для защиты от коррозии. Таким образом, существует проблема, состоящая в том, что поскольку из-за прикладываемых рабочих усилий при выполнении формования трубы и из-за нагревания при осуществлении обработки по нанесению покрытия происходит последеформационное старение, наблюдается возрастание предела текучести, которое приводит к тому, что отношение предела текучести к пределу прочности стальной трубы оказывается выше, чем этот показатель у листовой стали.
Для решения описанной выше проблемы, например, в патентных источниках 6 и 7 раскрываются стальные трубы, имеющие низкое отношение предела текучести к пределу прочности, высокую прочность и высокую ударную вязкость, превосходные с точки зрения устойчивости к последеформационному старению, и способы производства стальных труб, применяющие тонкодисперсные выделения сложных карбидов, содержащих Ti и Мо, или тонкодисперсные выделения сложных карбидов, содержащих два или все из Ti, Nb и V.
Список упоминаемых документов
Патентные источники.
PTL 1 - публикация нерассмотренной патентной заявки Японии №55-97425;
PTL 2 - публикация нерассмотренной патентной заявки Японии №55-41927;
PTL 3 - публикация нерассмотренной патентной заявки Японии №1-176027;
PTL 4 - патент Японии №4066905;
PTL 5 - публикация нерассмотренной патентной заявки Японии №2008-248328;
PTL 6 - публикация нерассмотренной патентной заявки Японии №2005-60839;
PTL 7 - публикация нерассмотренной патентной заявки Японии №2005-60840.
Краткое описание существа изобретения
Техническая задача
В случае способа тепловой обработки согласно патентному источнику 1, посредством соответствующего выбора температуры закалки в диапазоне образования двойной фазы, возможно достижение уменьшения отношения предела текучести к пределу прочности, однако существует проблема, состоящая в снижении производительности и повышении стоимости производства из-за увеличения количества этапов термической обработки.
Кроме того, в случае методики согласно патентному источнику 2 имеется проблема значительного снижения производительности из-за необходимости выполнения охлаждения при скорости охлаждения, эквивалентной скорости самопроизвольного остывания в диапазоне температур от температуры завершения прокатки до температуры начала ускоренного охлаждения.
Кроме того, в случае методики согласно патентному источнику 3, как показано примерами в литературе, имеется проблема того, что, так как содержание углерода или содержание других легирующих химических элементов листовой стали увеличиваются для получения стального материала с прочностью при растяжении в 490 Н/мм2 (50 кг/мм2) или более, возрастают и материальные затраты, и в дополнение к этому происходит снижение ударной вязкости в зоне термического воздействия при сварке (HAZ).
Кроме того, в случае методики согласно патентному источнику 4 влияние, например, микроструктуры на равномерное относительное удлинение, которым должна обладать листовая сталь, когда такая листовая сталь применяется, например, для изготовления магистральных труб, ранее не было ясно. Помимо этого, так как низкотемпературная ударная вязкость основного металла была оценена только при температуре -10°С, не ясно, может ли данная листовая сталь применяться для новых применений, в которых требуется ударная вязкость при более низких температурах.
В случае методики согласно патентному источнику 5 существует проблема, состоящая в увеличении материальных затрат, и, кроме того, происходит снижение ударной вязкости в зоне термического воздействия при сварке, так как необходимо, чтобы листовая сталь имела химическую композицию, содержащую увеличенные количества легирующих химических элементов. Помимо этого, низкотемпературная ударная вязкость основного металла и зоны термического воздействия при сварке оценена только при температуре -10°С.
В случае методик согласно патентным источникам 6 и 7 происходит увеличение устойчивости к последеформационному старению, однако низкотемпературная ударная вязкость основного металла и зоны термического воздействия при сварке оценивались только при температуре -10°С.
Кроме того, в случае патентных источников 1-7 необходимо образование ферритной фазы, но ферритная фаза вызывает снижение прочности при растяжении. Поэтому оказывается необходимым добавление легирующих химических элементов для увеличения прочности согласно стандарту API до марки Х60 или более и имеются опасения относительно возможного увеличения стоимости сплава и возможного снижения низкотемпературной ударной вязкости.
Поэтому цель настоящего изобретения состоит в том, чтобы посредством разрешения данных проблем общепринятых методик создать листовую сталь, имеющую низкое отношение предела текучести к пределу прочности, высокую прочность и высокую ударную вязкость, превосходную в отношении устойчивости к последеформационному старению с маркой по API 5L Х70 или менее, которая может выпускаться с высокой производительностью, предложить способ производства такой листовой стали и предоставить высокопрочную сварную стальную трубу, изготавливаемую из такой листовой стали.
Решение задачи
Для решения описанных выше проблем авторы настоящего изобретения провели тщательные исследования, касающиеся способа производства листовой стали, в частности, производственного процесса, включающего регулируемую прокатку, ускоренное охлаждение после выполнения регулируемой прокатки и последующее повторное нагревание. По результатам данных исследований авторы изобретения обнаружили, что посредством образования фазы полигонального феррита только в приповерхностном участке листовой стали и регулирования условий прокатки таким образом, чтобы фаза бейнита в поверхностном участке листовой стали стала мягкой, возможно достижение высоких показателей деформации и высокой пластичности без значительного снижения прочности, и получили следующие данные.
(a) Посредством остановки ускоренного охлаждения в середине процесса ускоренного охлаждения, при котором листовая сталь подвергается бейнитному превращению, то есть в таком диапазоне температур, при котором присутствует непреобразованная фаза аустенита, и последующего запуска повторного нагрева от температуры выше температуры завершения бейнитного превращения (в дальнейшем обозначаемой как точка Bf) создается такая микроструктура металлографической структуры листовой стали, в которой твердый островной мартенсит однородно образуется в фазе бейнита и таким образом обеспечивается снижение показателя отношения предела текучести к пределу прочности.
(b) При добавлении к химической композиции стали соответствующего количества Mn в качестве химического элемента для стабилизации фазы аустенита непреобразованная аустенитная фаза становится стабилизированной и таким образом оказывается возможным образование твердого МА без добавления большого количества химических элементов, таких как Cu, Ni и Мо, для повышения способности принимать закалку.
(c) При выполнении прокатки в таких условиях, чтобы общий коэффициент обжатия составлял 50% или более в температурном диапазоне 900°С или ниже, который является диапазоном температур без рекристаллизации в аустените, может быть обеспечено однородное рассредоточение тонкодисперсного МА и таким образом увеличивается равномерное относительное удлинение при одновременном поддержании низкого отношения предела текучести к пределу прочности.
(d) Посредством соответствующего регулирования условий прокатки в диапазоне температур без рекристаллизации в аустените, описанных выше в пункте (с), и условий повторного нагревания, описанных выше в пункте (а), оказывается возможным управление формой МА. Таким образом, возможно такое управление размерами зерна МА, чтобы они составляли всего 3,0 мкм или менее, выраженными в виде эквивалентного среднего диаметра круга. В результате, так как МА лишь немного распадается, даже если в ходе термической предыстории сталь подвергается детериорации отношения предела текучести к пределу прочности из-за старения в случае обычной стали, желательная микроструктура и свойства могут поддерживаться даже после того, как старение произошло.
(e) Начиная охлаждение листовой стали, когда температура поверхностных участков в пределах 5 мм от верхней и нижней поверхностей листовой стали равна или выше, чем величина (температура фазового превращения Ar3 - 60°С) и равна или ниже температуры фазового превращения Ar3, в поверхностных участках в пределах 5 мм от верхней и нижней поверхностей может быть образована фаза полигонального феррита с подходящим соотношением площадей. В результате, в силу того, что происходит уменьшение твердости описанных выше поверхностных участков, может быть достигнута высокая пластичность.
(f) Выполнением первого этапа охлаждения при скорости охлаждения 200°С/с или менее до тех пор, пока температура листовой стали не становится 600°С или ниже, бейнитная структура в поверхностных участках может быть размягчена. В результате, в силу того, что происходит уменьшение твердости поверхностных участков, может быть достигнута высокая пластичность.
Настоящее изобретение было сделано на основе описанных выше обнаружений и дальнейших исследований, и предмет настоящего изобретения заключается в следующем.
[1] Высокопрочная листовая сталь, имеющая низкое отношение предела текучести к пределу прочности, при этом данная листовая сталь имеет химическую композицию, содержащую С: 0,03 мас. % или более и 0,08 мас. % или менее, Si: 0,01 мас. % или более и 1,0 мас. % или менее, Mn: 1,2 мас. % или более и 3,0 мас. % или менее, Р: 0,015 мас. % или менее, S: 0,005 мас. % или менее, Al: 0,08 мас. % или менее, No: 0,005 мас. % или более и 0,07 мас. % или менее, Ti: 0,005 мас. % или более и 0,025 мас. % или менее, N: 0,010 мас. % или менее, О: 0,005 мас. % или менее, Fe и неизбежные примеси: остальное, имеет металлографическую структуру, включающую фазу бейнита и островной мартенсит и включающую, кроме того, полигональный феррит в поверхностных участках в пределах 5 мм от верхней и нижней поверхностей, в которой доля области островного мартенсита составляет 3% или более и 15% или менее, в которой эквивалентный диаметр круга островного мартенсита равен 3,0 мкм или менее, в которой доля области полигонального феррита в поверхностных участках составляет 10% или более и менее 80% и в которой остальная часть металлографической структуры представлена фазой бейнита, в которой изменение твердости по Виккерсу в направлении толщины ΔHV30 или менее, изменение твердости по Виккерсу в направлении ширины ΔHV30 или менее, максимальная твердость по Виккерсу в поверхностных участках листовой стали HV230 или менее, отношение предела текучести к пределу прочности 85% или менее и удлинение 22% или более в испытаниях на растяжение по полной толщине с использованием образца для испытаний, имеющего форму в соответствии со стандартами ГОСТ.
[2] Высокопрочная листовая сталь, имеющая низкое отношение предела текучести к пределу прочности согласно пункту [1], при этом данная листовая сталь имеет химическую композицию, содержащую, кроме того, один или несколько элементов, выбираемых из Cu: 0,5 мас. % или менее, Ni: 1 мас. % или менее, Cr: 0,5 мас. % или менее, Мо: 0,5 мас. % или менее, V: 0,1 мас. % или менее, Са: 0,0005 мас. % или более и 0,003 мас. % или менее и В: 0,005 мас. % или менее.
[3] Способ производства высокопрочной листовой стали, имеющей низкое отношение предела текучести к пределу прочности, при этом данный способ включает нагревание стали, имеющей химическую композицию согласно пунктам [1] или [2], при температуре 1000°С или выше и 1300°С или ниже, выполнение горячей прокатки при таких условиях, что совокупная степень обжатия составляет 50% или более в диапазоне температур 900°С или ниже, чистовой горячей прокатки при температуре, равной или превышающей температуру фазового перехода Ar3, начало охлаждения, когда температура приповерхностных участков в пределах 5 мм от верхней и нижней поверхности равна или превышает величину (температура фазового превращения Ar3 - 60°С) и равна или ниже температуры фазового перехода Ar3, выполнение охлаждения при скорости охлаждения в выражении температуры поверхности листовой стали, равной 200°С/с или менее, до тех пор, пока температура поверхности не становится равной 600°С или ниже, выполнение охлаждения при скорости охлаждения в выражении средней температуры листовой стали, равной 15°С/с или более, до тех пор, пока средняя температура не становится равной 450°С или выше и 650°С или ниже, и немедленно после выполнения охлаждения проведение повторного нагрева при скорости нагревания в выражении температуры поверхности листовой стали, равной 1,0°С/с или более, до тех пор, пока температура поверхности не становится равной 550°С или выше и 750°С или ниже.
[4] Высокопрочная сварная стальная труба, при этом данная стальная труба изготавливается посредством придания листовой стали согласно пунктам [1] или [2] цилиндрической формы, сваркой торцевых участков сформированного цилиндра с образованием однослойного сварного шва на каждой из внешней и внутренней поверхностей, и выполнением после этого развальцовки трубы в условиях, обеспечивающих степень развальцовки трубы в 0,4% или более и 2,0% или менее, и при этом данная труба имеет отношение предела текучести к пределу прочности 90% или менее и показатель удлинения 20% или более в испытаниях на растяжение по полной толщине с использованием образца для испытаний, имеющего форму в соответствии со стандартами ГОСТ и, кроме того, имеющая отношение предела текучести к пределу прочности 90% или менее и показатель удлинения 20% или более даже после выполнения обработки по последеформационному старению в условиях температуры 250°С или ниже и продолжительностью 30 минут или менее.
Полезный эффект изобретения
Согласно настоящему изобретению, может производиться листовая сталь, имеющая низкое отношение предела текучести к пределу прочности, высокую прочность и высокую ударную вязкость, обладающая превосходными свойствами с точки зрения устойчивости к последеформационному старению, без снижения ударной вязкости в зоне термического воздействия при сварке или без необходимости в добавках больших количеств легирующих химических элементов. Вследствие этого листовая сталь, которая применяется главным образом для магистральных труб, может стабильно выпускаться в больших количествах и при этом достигается значительное увеличение производительности и экономической эффективности. Кроме того, значительный промышленный эффект достигается в силу того, что с применением этой листовой стали может производиться высокопрочная сварная стальная труба, обладающая превосходными качествами в отношении сопротивления продольному изгибу и пластичности.
Краткое описание чертежей
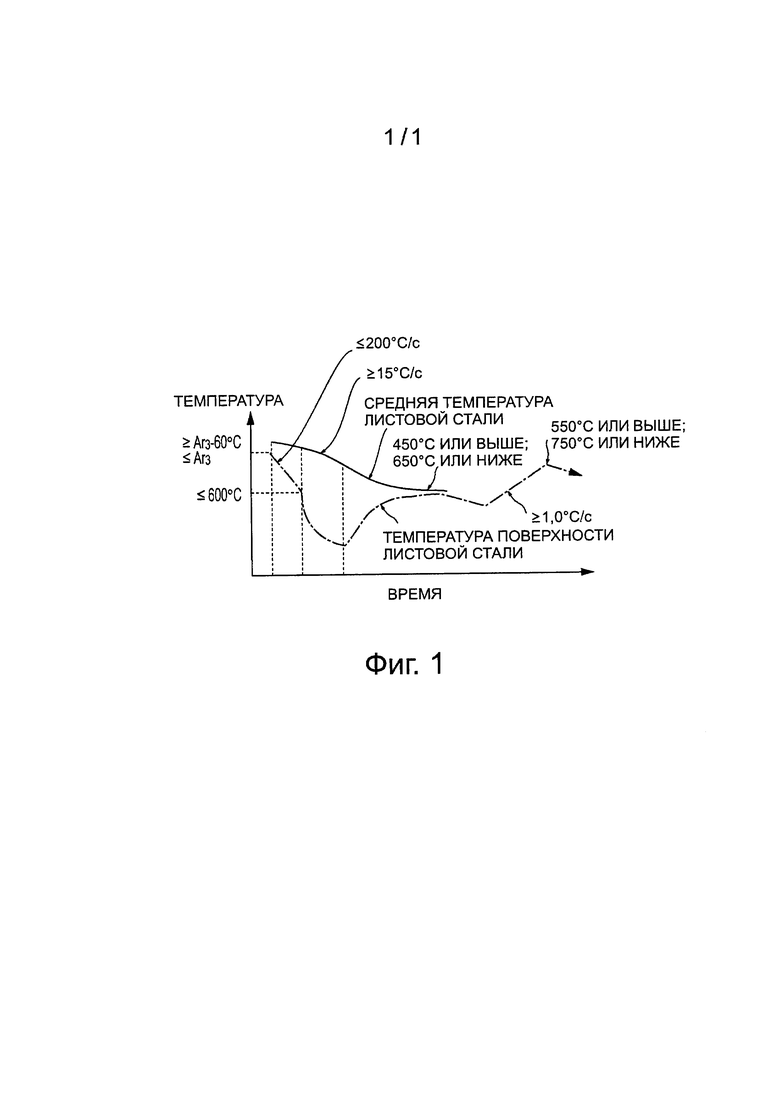
Фиг. 1 является схематической диаграммой, иллюстрирующей термическую предысторию, которой листовая сталь подвергается после начала ускоренного охлаждения согласно настоящему изобретению, на которой сплошная линия представляет среднюю температуру листовой стали, а штрих-пунктирная линия отображает температуру поверхности листовой стали.
Описание воплощений
Ниже будут описаны основания для ограничения признаков настоящего изобретения.
1. Рассмотрение химической композиции.
Прежде всего описываются основания для ограничения химической композиции стали согласно настоящему изобретению. Здесь при использовании в описании химической композиции символа «%» всегда подразумевается массовый процент.
С: 0,03% или более и 0,08% или менее.
С является химическим элементом, который вследствие образования карбидов вносит вклад в дисперсионное упрочнение и важен для образования МА. В случаях, когда содержание С составляет менее 0,03%, этого содержания оказывается не достаточно для образования МА, и не может быть достигнута достаточная прочность. В случаях, когда содержание С составляет более 0,08%, происходит снижение ударной вязкости основного металла и ударной вязкости в зоне термического воздействия при сварке (HAZ). Поэтому содержание С устанавливается равным 0,03% или более и 0,08% или менее, предпочтительно 0,04% или более и 0,06% или менее.
Si: 0,01% или более и 1,0% или менее.
Si добавляется для осуществления раскисления. В случаях, когда содержание Si составляет менее 0,01%, эффект раскисления оказывается недостаточным, а в случаях, когда содержание Si превышает 1,0%, происходит снижение ударной вязкости и свариваемости. Поэтому содержание Si устанавливается равным 0,01% или более и 1,0% или менее, предпочтительно 0,01% или более и 0,3% или менее.
Mn: 1,2% или более и 3,0% или менее.
Mn добавляется для увеличения прочности и ударной вязкости. Также Mn добавляется для повышения способности принимать закалку, что способствует образованию МА. В случаях, когда содержание Mn составляет менее 1,2%, эти эффекты не могут быть получены в достаточной мере, а в случаях, когда содержание Mn составляет более 3,0%, наблюдается снижение ударной вязкости и свариваемости. Поэтому для стабильного образования МА, независимо от изменений в химической композиции и производственных режимах, содержание Mn устанавливается равным 1,2% или более и 3,0% или менее, предпочтительно 1,8% или более и 3,0% или менее. Р: 0,015% или менее.
В настоящем изобретении Р является неизбежной примесью и задается верхний предел содержания Р. В случаях, когда содержание Р является большим, происходит значительное увеличение степени осевой ликвации, приводящее к снижению ударной вязкости основного металла. Поэтому содержание Р устанавливается равным 0,015% или менее и предпочтительно 0,010% или менее.
S: 0,005% или менее.
В настоящем изобретении S является неизбежной примесью и задается верхний предел содержания S. В случаях, когда содержание S является большим, происходит значительное увеличение количества образующегося MnS, что приводит к снижению ударной вязкости основного металла. Поэтому содержание S устанавливается равным 0,005% или менее, предпочтительно 0,002% или менее.
Al: 0,08% или менее.
Al добавляется в качестве раскисляющего агента. В случаях, когда содержание Al составляет более 0,08%, происходит уменьшение чистоты стали, приводящее к снижению ударной вязкости. Поэтому содержание Al устанавливается равным 0,08% или менее, предпочтительно 0,01% или более и 0,08% или менее, более предпочтительно 0,01% или более и 0,05% или менее.
Nb: 0,005% или более и 0,07% или менее.
Nb является химическим элементом, который увеличивает ударную вязкость в результате уменьшения размера зерна в микроструктуре и вносит вклад в увеличение прочности благодаря улучшению способности принимать закалку с помощью растворенного Nb. Эти эффекты реализуются в случаях, когда содержание Nb составляет 0,005% или более. Однако в случае, когда содержание Nb составляет более 0,07%, происходит снижение ударной вязкости в зоне термического воздействия при сварке, и, таким образом, содержание Nb устанавливается равным 0,005% или более и 0,07% или менее, более предпочтительно 0,01% или более и 0,05% или менее.
Ti: 0,005% или более и 0,025% или менее.
Ti является важным химическим элементом, увеличивающим ударную вязкость основного металла в результате предупреждения увеличения размера зерна аустенитной фазы благодаря закрепляющему эффекту TiN при выполнении нагревания сляба. Эти эффекты реализуются в случаях, когда содержание Ti составляет 0,005% или более. Однако в случае, когда содержание Ti составляет более 0,025%, происходит снижение ударной вязкости в зоне термического воздействия при сварке, и, таким образом, содержание Ti устанавливается равным 0,005% или более и 0,025% или менее, более предпочтительно 0,005% или более и 0,02% или менее, с точки зрения обеспечения ударной вязкости в зоне термического воздействия при сварке, более предпочтительно 0,007% или более и 0,016% или менее. N: 0,010% или менее.
N рассматривается как неизбежная примесь. Так как происходит снижение ударной вязкости в зоне термического воздействия при сварке в тех случаях, когда содержание N составляет более 0,010%, содержание N задается равным 0,010% или менее, предпочтительно 0,007% или менее, более предпочтительно 0,006% или менее.
О: 0,005% или менее.
В настоящем изобретении О является неизбежной примесью и задается верхний предел содержания О. Так как О вызывает образование крупнозернистых включений, которые оказывают отрицательное воздействие на ударную вязкость, содержание О устанавливается равным 0,005% или менее, более предпочтительно 0,003% или менее.
Основная химическая композиция в настоящем изобретении является такой, как описано выше. Кроме того, для улучшения прочности и ударной вязкости листовой стали и повышения способности принимать закалку с содействием образованию МА могут быть добавлены один или несколько элементов, описанных ниже Cu, Ni, Cr, Mo, V, Са и В.
Cu: 0,5% или менее.
Так как Cu в случаях добавления Cu вносит вклад в увеличение способности стали принимать закалку, возможно добавление Cu. Для получения этого эффекта предпочтительно, чтобы содержание Cu составляло 0,05% или более. Однако в случаях, когда содержание Cu составляет 0,5% или более, происходит уменьшение ударной вязкости. Поэтому в случаях, когда добавляется Cu, предпочтительно, чтобы содержание Cu было 0,5% или менее, более предпочтительно 0,4% или менее.
Ni: 1% или менее.
Так как Ni участвует в увеличении способности стали принимать закалку и, в частности, поскольку ухудшения ударной вязкости не происходит даже в тех случаях, когда Ni, содержание является большим, Ni эффективен для повышения ударной вязкости. Поэтому добавление Ni возможно. Для получения этого эффекта предпочтительно, чтобы содержание Ni составляло 0,05% или более. Однако поскольку Ni является дорогим химическим элементом, в случаях добавления Ni предпочтительно, чтобы содержание Ni было 1% или менее, более предпочтительно 0,4% или менее.
Cr: 0,5% или менее.
Так как Cr, как и Mn, является химическим элементом, эффективным для достижения достаточной прочности даже в случаях невысокого содержания С, возможно добавление Cr. Хотя для достижения этого эффекта предпочтительно, чтобы содержание Cr составляло 0,1% или более, в случаях, когда содержание Cr слишком велико, наблюдается ухудшение свариваемости. Поэтому в случаях добавления Cr предпочтительно, чтобы содержание Cr составляло 0,5% или менее, более предпочтительно 0,4% или менее.
Мо: 0,5% или менее.
Так как Мо является химическим элементом, который увеличивает способность принимать закалку и так как Мо является химическим элементом, который вносит вклад в увеличение прочности в результате образования МА и упрочнения бейнитной фазы, возможно добавление Мо. Для получения этого эффекта предпочтительно, чтобы содержание Мо составляло 0,05% или более. Однако в случаях, когда содержание Мо составляет более 0,5%, происходит снижение ударной вязкости в зоне термического воздействия при сварке. Поэтому в случаях добавления Мо предпочтительно, чтобы содержание Мо составляло 0,5% или менее, более предпочтительно 0,3% или менее.
V: 0,1% или менее.
Так как V является химическим элементом, участвующим в увеличении прочности вследствие повышения способности принимать закалку, возможно добавление V. Для получения этого эффекта предпочтительно, чтобы содержание V составляло 0,005% или более. Однако в случаях, когда содержание V составляет более 0,1%, происходит снижение ударной вязкости в зоне термического воздействия при сварке. Поэтому в случаях, когда V добавляется, предпочтительно, чтобы содержание V было 0,1% или менее, более предпочтительно 0,06% или менее.
Са: 0,0005% или более и 0,003% или менее.
Так как Са является химическим элементом, который увеличивает ударную вязкость благодаря способности управлять формой сульфидных включений, добавление Са возможно. Этот эффект реализуются в случаях, когда содержание Са составляет 0,0005% или более. В случаях, когда Са содержание превышает 0,003%, данный эффект достигает насыщения и, наоборот, происходит снижение ударной вязкости в результате ухудшения чистоты. Поэтому в случаях, когда Са добавляется, предпочтительно, чтобы содержание Са составляло 0,0005% или более и 0,003% или менее, более предпочтительно 0,001% или более и 0,003% или менее.
В: 0,005% или менее.
Так как В является химическим элементом, который вносит вклад в увеличение прочности и ударной вязкости в зоне термического воздействия при сварке, возможно добавление В. Для получения этих эффектов предпочтительно, чтобы содержание В составляло 0,0005% или более. Однако в случаях, когда содержание В превышает 0,005%, происходит ухудшение свариваемости. Поэтому в случаях добавления В предпочтительно, чтобы содержание В составляло 0,005% или менее, более предпочтительно 0,003% или менее.
При этом посредством оптимизации отношения содержания Ti и содержания N (Ti/N) оказывается возможным предотвращение увеличения размера зерна фазы аустенита в зоне термического воздействия при сварке в результате присутствия частиц TiN и достижение хорошей ударной вязкости в зоне термического воздействия при сварке. Поэтому предпочтительно, чтобы Ti/N равнялось 2 или более и 8 или менее, более предпочтительно 2 или более и 5 или менее.
Остальное в составе химической композиции листовой стали согласно настоящему изобретению составляет Fe и неизбежные примеси. Однако при условии отсутствия отрицательного воздействия на эффекты настоящего изобретения могут добавляться и другие химические элементы помимо описанных выше. Например, с точки зрения увеличения ударной вязкости могут быть добавлены Mg: 0,02% или менее и/или REM (редкоземельный металл): 0,02% или менее.
Далее описывается металлографическая структура согласно настоящему изобретению.
2. Рассмотрение металлографической структуры.
В настоящем изобретении металлографическая структура контролируется таким образом, чтобы основой металлографической структуры была дуплексная фазовая структура, состоящая из фазы бейнита и островного мартенсита, а области (приповерхностные участки) в пределах 5 мм от верхней и нижней поверхностей имели трехфазную структуру, состоящую из полигонального феррита, фазы бейнита и островного мартенсита.
Посредством образования дуплексной фазовой структуры, служащей в качестве основы для структуры, в которой твердый МА включен в фазу бейнита, обеспечивается снижение отношения предела текучести к пределу прочности, увеличение равномерного относительного удлинения и возрастание прочности. Кроме того, в результате образования трехфазной структуры, включающей фазу полигонального феррита в приповерхностных участках в пределах 5 мм от верхней и нижней поверхностей, достигается увеличение равномерного относительного удлинения и повышение пластичности.
В случаях, когда листовые стали и стальные трубы применяются в сейсмоопасных регионах и подобных областях, в которых к этим материалам прикладываются большие деформации, существуют случаи, когда эти материалы должны иметь не только низкое отношение предела текучести к пределу прочности, но также и высокое равномерное относительное удлинение и высокую пластичность. В случае многофазных структур, состоящих из мягкого полигонального феррита, бейнитной фазы и твердого МА, как описано выше, мягкая фаза подвергается деформации. Кроме того, контролированием величины изменений твердости в направлении толщины и в направлении ширины в пределах около ΔHV30 или менее и максимальной твердости в приповерхностных участках листовой стали в пределах около HV230 или менее возможно достижение высокого показателя удлинения в 22% или более в испытаниях на растяжение по полной толщине с использованием образцов для испытаний, имеющих форму в соответствии со стандартами ГОСТ для листовой стали.
Относительное содержание МА в металлографической структуре устанавливается равным 3% или более и 15% или менее в терминах площади фракции МА (вычисляемой как среднее соотношений площадей МА в произвольных сечениях листовой стали в направлении прокатки, направлении по ширине и других подобных). В случаях, когда площадь фракции МА составляет менее 3%, существует вероятность недостаточного снижения отношения предела текучести к пределу прочности. В случаях, когда площадь фракции МА составляет более 15%, существует вероятность уменьшения ударной вязкости основного металла.
Кроме того, с точки зрения уменьшения отношения предела текучести к пределу прочности и увеличения ударной вязкости основного материала и равномерного относительного удлинения предпочтительно, чтобы доля площади МА составляла 5% или более и 15% или менее. Здесь доля площади МА берется по отношению ко всей микроструктуре стали.
МА может быть легко идентифицирован при рассмотрении образца, приготовленного травлением листовой стали с помощью, например, 3% раствора ниталя (ниталь - спиртовой раствор азотной кислоты) и последующим выполнением электролитического травления. При рассмотрении микроструктуры листовой стали с помощью электронного сканирующего микроскопа (SEM) МА распознается в виде хорошо различимых белых участков.
В данном случае доля площади МА может быть вычислена, например, как среднее соотношений областей, составленных МА, выполнением обработки изображений на фотографиях микроструктуры в по меньшей мере 4 полях зрения микроскопа, полученных с помощью электронного сканирующего микроскопа (SEM).
Кроме того, эквивалентный диаметр круга МА устанавливается равным 3,0 мкм или менее с точки зрения достижения достаточной ударной вязкости основного металла и увеличения равномерного относительного удлинения. Это делается потому, что в случаях, когда эквивалентный диаметр круга МА составляет более 3,0 мкм, существует возможность снижения ударной вязкости основного металла.
При этом эквивалентный диаметр круга МА может быть вычислен как среднее диаметров кругов, имеющих, соответственно, такие же площади, как и у зерен МА, и полученные обработкой изображений на микроструктуре, наблюдаемой с помощью SEM.
В настоящем изобретении для образования МА добавляются Mn и Si без добавления больших количеств дорогих легирующих химических элементов, таких как Cu, Ni и Мо. При этом способе важно стабилизировать непреобразованную фазу аустенита с тем, чтобы подавить перлитное превращение или образование фазы цементита, когда проводится воздушное охлаждение после выполнения повторного нагревания.
Далее в общих чертах описывается механизм образования согласно настоящему изобретению МА и фазы полигонального феррита в верхнем и нижнем приповерхностных участках. Затем подробно описываются режимы производства.
После нагревания сляба горячая прокатка завершается в диапазоне температур, обеспечивающем образование фазы аустенита, после чего запускается ускоренное охлаждение при температуре чуть ниже температуры фазового превращения Ar3.
Ниже будут описаны изменения в микроструктуре, происходящие в производственном процессе, при котором после завершения ускоренного охлаждения в середине процесса бейнитного превращения, то есть в диапазоне температур присутствия непреобразованной фазы аустенита, начинается повторное нагревание при температуре выше температуры завершения бейнитного превращения (точка Bf), а затем выполняется охлаждение.
После завершения ускоренного охлаждения микроструктура состоит из фазы полигонального феррита в верхнем и нижнем приповерхностных участках, фазы бейнита и фазы непреобразованного аустенита. После этого посредством выполнения повторного нагревания, начинающегося при температуре выше точки Bf, происходит превращение непреобразованной фазы аустенита в фазу бейнита и, так как предел растворимости С в твердой фазе бейнита невысок, С эвакуируется в окружающую фазу непреобразованного аустенита.
Поэтому содержание С в фазе непреобразованного аустенита при выполнении повторного нагревания возрастает по мере протекания бейнитного превращения. На данном этапе, в случаях, когда в определенных или превышающих их количествах добавляются стабилизирующие аустенит химические элементы, такие как Cu и Ni, непреобразованная фаза аустенита со сконцентрированным в ней С сохраняется даже после завершения повторного нагревания и трансформируется в МА после выполнения охлаждения, следующего за выполнением повторного нагревания, и в итоге получается микроструктура, в которой МА образуется в структуре бейнита. Данная микроструктура, включающая, кроме того, фазу полигонального феррита, образуется в верхнем и нижнем приповерхностных участках.
Доля площади фазы полигонального феррита в поверхностных участках устанавливается равной 10% или более и менее 80%. Это делается потому, что в случаях, когда доля площади фазы полигонального феррита в поверхностных участках составляет менее 10%, твердость поверхности листовой стали оказывается избыточно высокой, более HV230, приводя к случаям, когда удлинение становится меньше 22%. Кроме того, это происходит потому, что в случаях, когда доля площади фазы полигонального феррита в поверхностных участках равняется 80% или более, проявляется слишком большое снижение прочности листовой стали.
В настоящем изобретении важно начать повторный нагрев в диапазоне температур, в котором после выполнения ускоренного охлаждения присутствует фаза непреобразованного аустенита. В случаях, когда температура начала повторного нагревания равна или ниже точки Bf, реализуется бейнитное превращение и фаза непреобразованного аустенита отсутствует. Поэтому необходимо, чтобы температура начала повторного нагревания была выше точки Bf.
Кроме того, нет никаких специальных ограничений на то, какой способ охлаждения применяется после выполнения повторного нагревания, поскольку это не оказывает никакого влияния на превращение МА. Однако в основном предпочтительно применение воздушного охлаждения. В настоящем изобретении при использовании стали, содержащей некоторое количество Mn, посредством остановки ускоренного охлаждения в середине процесса бейнитного превращения и последующим запуском повторного нагревания немедленно после остановки охлаждения может быть обеспечено образование твердого МА без снижения производительности.
В данном случае, хотя листовая сталь согласно настоящему изобретению имеет металлографическую структуру, в которой некоторое количество МА однородно включено в фазу бейнита и в которой, кроме того, фаза полигонального феррита включена в поверхностные участки в пределах 5 мм от верхней и нижней поверхностей, настоящее изобретение может включать листовую сталь, содержащую другие типы микроструктур и выделившихся фаз при условии, что это не будет снижать эффекты настоящего изобретения.
Более конкретно, снижение прочности происходит в случаях, когда в дополнение совместно образуются одна, две или более микроструктур других типов, таких как фаза перлита и фаза цементита. Однако в случаях, когда доли областей других микроструктур помимо фазы полигонального феррита, фазы бейнита и МА являются небольшими, эффект снижения прочности незначителен. Поэтому, при условии, что общая доля площади металлографических структур помимо трех видов микроструктур, представленных фазой полигонального феррита, фазой бейнита и МА, по отношению ко всей микроструктуре составляет 3% или менее, возможно включение одной или нескольких металлографических структур, таких как фаза перлита, фаза цементита и другие подобные.
Описанная выше металлографическая структура может быть получена с применением стали, имеющей описанную выше химическую композицию и способов производства, описанных здесь далее.
3. Рассмотрение режимов производства.
Предпочтительно, чтобы имеющая описанную выше химическую композицию сталь была рафинирована обычным способом с помощью таких средств рафинирования, как конвертерная печь или электропечь, и чтобы из нее был получен стальной материал, такой как сляб, с помощью обычного способа, такого как способ непрерывной разливки или способ отливки слитков и слябов. При этом способ рафинирования и способ литья описанными выше не ограничиваются. Далее сляб прокатывается в желательную форму, при этом и охлаждение, и нагревание выполняются после проведения прокатки.
В настоящем изобретении температура начала охлаждения выражается в терминах температуры поверхности листовой стали, а скорость охлаждения и температура прекращения охлаждения выражаются как в отношении температуры поверхности листовой стали, так и средней температуры листовой стали, если не указывается иного. Другие температуры, такие как температура нагревания сляба, температура начала регулируемой прокатки, температура завершения регулируемой прокатки и температура повторного нагревания в процессе повторного нагревания, выражаются в терминах средней температуры листовой стали.
Здесь средняя температура листовой стали рассчитывается по температуре поверхности сляба или листовой стали с учетом таких параметров, как толщина и удельная теплопроводность. Кроме того, скорость охлаждения является средней скоростью охлаждения, которую получают делением разности температур, необходимой для достижения температуры прекращения охлаждения (от 450°С до 650°С) в ходе охлаждения после завершения горячей прокатки, на время, затраченное на охлаждение.
Кроме того, скорость нагревания представляет собой среднюю скорость нагревания, которую получают делением разности температур, необходимой для достижения температуры повторного нагревания (от 550°С до 750°С) в процессе повторного нагревания после завершения охлаждения, на время, затраченное на нагревание. Режимы производства подробно описываются далее.
В данном случае в качестве температуры Ar3 используется величина, которая получается с помощью следующего выражения:
Ar3(°С)=910-310С-80Mn-20Cu-15Cr-55Ni-80Mo,
где символ атома представляет массовую процентную долю химического элемента, представленного данным символом.
Температура нагревания: 1000°С или выше и 1300°С или ниже.
В случаях, когда температура нагревания ниже 1000°С, оказывается невозможным обеспечение достаточного растворения карбидов и не может быть достигнута желательная прочность. В случаях, когда температура нагревания превышает 1300°С, происходит снижение ударной вязкости основного металла. Поэтому температура нагревания задается равной 1000°С или выше и 1300°С или ниже.
Температура завершения прокатки: равная или превышающая температуру Ar3.
В случаях, когда температура завершения прокатки ниже температуры Ar3, снижается скорость ферритного превращения после окончания прокатки и наблюдается недостаточная концентрация С в фазе непреобразованного аустенита при выполнении повторного нагревания, что приводит к тому, что МА не образуется. Поэтому температура завершения прокатки устанавливается равной или выше температуры Ar3.
Общая степень обжатия в диапазоне температур 900°С или ниже: 50% или более.
Диапазон температур 900°С или ниже соответствует нижней части диапазона температур без рекристаллизации в аустените. Регулируя общую степень обжатия таким образом, чтобы она составляла в этом диапазоне температур 50% или более, может быть достигнуто снижение размеров аустенитного зерна. При этом способе не происходит последующего увеличения количества участков образования МА в границах бывшего аустенитного зерна, что вносит вклад в подавление увеличения размера зерна МА.
В случаях, когда общая степень обжатия в диапазоне температур 900°С или ниже составляет менее 50%, эквивалентный диаметр круга образующегося МА становится более 3,0 мкм, приводя к уменьшению равномерного относительного удлинения и/или снижению ударной вязкости основного металла. Поэтому общая степень обжатия в диапазоне температур 900°С или ниже задается равной 50% или более.
Фиг. 1 является схематической диаграммой, иллюстрирующей кривую охлаждения в выражении средней температуры листовой стали и кривую охлаждения-нагревания, выражаемую через температуру поверхности листовой стали при способе ускоренного охлаждения согласно настоящему изобретению.
Температура начала охлаждения устанавливается равной или превышающей величину (температура фазового превращения Ar3 - 60°С) и равной или ниже температуры фазового превращения Ar3 в выражении температуры поверхности листовой стали. Это условие является одним из важных для производственных режимов настоящего изобретения. Регулированием температуры начала ускоренного охлаждения после завершения прокатки таким образом, чтобы она равнялась или была ниже температуры фазового превращения Ar3 и равнялась или превышала величину (температура фазового превращения Ar3 - 60°С) в выражении температуры поверхности листовой стали, может быть обеспечено образование полигонального феррита в поверхностных участках в пределах 5 мм от верхней и нижней поверхностей листовой стали в количестве 10% или более и менее 80% в выражении доли площади. В результате максимальная твердость поверхностных участков листовой стали может контролироваться так, чтобы соответствовать HV230 или ниже. Таким образом можно управлять удлинением листовой стали, чтобы в испытаниях на растяжение по полной толщине с использованием образца для испытаний, имеющего форму в соответствии со стандартами ГОСТ, оно составляло 22% или более.
Что касается режимов охлаждения листовой стали, то скорость охлаждения устанавливается равной 200°С/с или менее и температура прекращения охлаждения устанавливается равной 600°С или ниже в выражении температуры поверхности листовой стали.
При выполнении охлаждения в таких условиях, когда скорость охлаждения составляет 200°С/с или менее, а температура прекращения охлаждения 600°С или ниже, бейнитная структура в приповерхностных участках листовой стали становится мягкой и таким образом оказывается возможным регулирование максимальной твердости приповерхностных участков листовой стали, чтобы в выражении твердости по Виккерсу она соответствовала HV230 или ниже, а изменения твердости в направлении по толщине и направлении по ширины могли сдерживаться в пределах ΔHV30 или ниже. Управляя, как описано выше, изменениями твердости в направлениях толщины и ширины так, чтобы они составляли ΔHV30 или менее, и управляя максимальной твердостью приповерхностных участков так, чтобы она отвечала HV230 или ниже, могут быть подавлены изменения удлинения и ухудшение характеристик удлинения листовой стали, при этом может быть устойчиво достигнуто удлинение в 22% или более.
В дополнение к этому, далее будут описаны причины, по которым отношение предела текучести к пределу прочности листовой стали устанавливается равным 85% или менее, а удлинение листовой стали задается равным 22% или более. Это необходимо потому, что величина отношения предела текучести к пределу прочности должна быть 85% или менее и величина удлинения должна быть 22% или более, на стадии листовой стали для достижения отношения предела текучести к пределу прочности в 90% или менее и удлинения в 20% или более на стадии стальной трубы с учетом изменений в свойствах материалов из-за рабочих деформаций, вызываемых приданием листовой стали формы стальной трубы.
Для такого управления температурой поверхности листовой стали, чтобы она была ниже или равной температуре, при которой начинается бейнитное превращение, температура прекращения охлаждения в выражении температуры поверхности листовой стали устанавливается равной 600°С или ниже, и предпочтительно, чтобы температура прекращения охлаждения в выражении температуры поверхности листовой стали составляла 200°С или выше и 500°С или ниже. При этом способе металлографическая структура поверхностных участков в пределах 5 мм от верхней и нижней поверхностей листовой стали становится трехфазной структурой, состоящей из фазы полигонального феррита, фазы бейнита и МА. В данном случае предпочтительно, чтобы нижний предел скорости охлаждения равнялся 50°С/с.
Скорость охлаждения в выражении средней температуры листовой стали устанавливается равной 15°С/с или более.
В случаях, когда скорость охлаждения составляет менее 15°С/с, при выполнении охлаждения образуется фаза перлита и достаточная прочность или достаточно низкое отношение предела текучести к пределу прочности достигнуты быть не могут. Поэтому скорость охлаждения в выражении средней температуры листовой стали устанавливается равной 15°С/с или более.
В настоящем изобретении листовая сталь переохлаждается до температурного диапазона бейнитного превращения посредством проведения ускоренного охлаждения, и возможно осуществление бейнитного превращения при последующем выполнении повторного нагревания без выдержки листовой стали при температуре повторного нагревания.
Температура прекращения охлаждения в выражении средней температуры листовой стали устанавливается равной 450°С или выше и 650°С или ниже.
Этот способ является важным производственным режимом для настоящего изобретения. В настоящем изобретении фаза непреобразованного аустенита, которая присутствует после проведения повторного нагревания и в которой концентрируется С, трансформируется в МА, когда после выполнения повторного нагревания проводится воздушное охлаждение.
Таким образом, необходимо, чтобы охлаждение было остановлено в середине бейнитного превращения, то есть в диапазоне температур, при котором присутствует фаза непреобразованного аустенита. В случаях, когда температура прекращения охлаждения ниже 450°С, бейнитное превращение проходит и когда выполняется воздушное охлаждение, МА не образуется и не может быть достигнуто уменьшение отношения предела текучести к пределу прочности. В случаях, когда температура прекращения охлаждения выше, чем 650°С, С потребляется фазой перлита, которая осаждается при выполнении охлаждения, и МА не образуется. Поэтому температура прекращения ускоренного охлаждения задается равной 450°С или выше и 650°С или ниже. Температура остановки ускоренного охлаждения предпочтительно составляет 500°С или выше и 600°С или ниже с точки зрения обеспечения доли площади МА, которая является идеальной для достижения лучшей прочности и ударной вязкости. Для осуществления этого ускоренного охлаждения, может применяться любое охлаждающее устройство.
Немедленно после остановки ускоренного охлаждения выполняется повторное нагревание вплоть до температуры 550°С или выше и 750°С или ниже при скорости нагревания 1,0°С/с или более в выражении температуры поверхности листовой стали.
Упомянутое в описании «повторное нагревание выполняется немедленно после остановки ускоренного охлаждения» означает, что повторное нагревание выполняется при скорости нагревания 1,0°С/с или более в пределах 120 секунд после того, как было остановлено ускоренное охлаждение.
Этот способ также является важным производственным режимом для настоящего изобретения. В то время как фаза непреобразованного аустенита трансформируется в фазу бейнита при выполнении повторного нагревания после проведения ускоренного охлаждения, как описано выше, С эвакуируется в остающуюся фазу непреобразованного аустенита. Затем фаза непреобразованного аустенита, в которой сконцентрирован С, преобразуется в МА, когда проводится воздушное охлаждение после выполнения повторного нагревания.
Для образования МА необходимо, чтобы повторное нагревание проводилось от температуры выше точки Bf до температуры 550°С или выше и 750°С или ниже после того, как было выполнено ускоренное охлаждение.
В случаях, когда скорость нагревания составляет менее 1,0°С/с, требуется длительное время для достижения листовой сталью целевой температуры повторного нагревания, что приводит к снижению производительности и это является случаем, при котором происходит увеличение размеров зерна МА. В результате оказывается невозможным достижение достаточно низкого отношения предела текучести к пределу прочности, достаточной ударной вязкости или достаточного равномерного относительного удлинения. Хотя механизмы этого и не являются очевидными, представляется, что причина состоит в следующем. При увеличении скорости нагревания для повторного нагревания до 1,0°С/с или более подавляется увеличение размеров зерна в области концентрирования С и подавляется увеличение размеров зерна МА, который образуется в процессе охлаждения после выполнения повторного нагревания.
В случаях, когда температура повторного нагревания ниже 550°С, не происходит достаточного превращения, и достаточного количества С не эвакуируется в фазу непреобразованного аустенита, при этом не может быть достигнуто уменьшение отношения предела текучести к пределу прочности в результате того, что не образуется достаточного количества МА. В случаях, когда температура повторного нагревания выше 750°С, достаточная прочность не может быть достигнута из-за размягчения фазы бейнита. Поэтому температура повторного нагревания задается равной 550°С или выше и 750°С или ниже.
В настоящем изобретении после выполнения ускоренного охлаждения важно начать повторный нагрев в диапазоне температур, в котором присутствует фаза непреобразованного аустенита. При этом повторном нагреве в случаях, когда температура начала повторного нагревания равна или ниже точки Bf, осуществляется бейнитное превращение и фаза непреобразованного аустенита исчезает. Поэтому необходимо, чтобы температура начала повторного нагревания была выше точки Bf.
Для обеспечения того, чтобы С концентрировался в фазе непреобразованного аустенита, предпочтительно, чтобы листовая сталь нагревалась вплоть до температуры 50°С или более высокой, чем температура начала повторного нагревания. Особой необходимости в установлении времени выдержки, в течение которого листовая сталь выдерживается при температуре повторного нагревания, нет.
При использовании способа производства согласно настоящему изобретению достаточное количество МА обеспечивается даже в тех случаях, когда охлаждение выполняется немедленно после проведения повторного нагревания. В результате достигается снижение отношения предела текучести к пределу прочности и увеличение равномерного относительного удлинения. Однако для того, чтобы гарантировать достижение достаточной объемной доли МА посредством более эффективного содействия диффузии С в фазу непреобразованного аустенита, листовая сталь может выдерживаться при температуре повторного нагревания в течение 30 минут или менее.
В случаях, когда время тепловой выдержки составляет более 30 минут, возможно снижение прочности из-за проявлений восстановления фазы бейнита. Кроме того, принципиально важным является выполнение охлаждения способом воздушного охлаждения после проведения повторного нагревания.
В качестве устройства для выполнения повторного нагревания после проведения ускоренного охлаждения может устанавливаться нагревательный прибор вслед за охлаждающим устройством, предназначенным для выполнения ускоренного охлаждения. Среди нагревательных устройств предпочтительно применение газовой печи или устройства индукционного нагрева, с помощью которых листовая сталь может нагреваться с высокой скоростью нагревания.
Как указывалось выше, в настоящем изобретении прежде всего выполняется прокатка в таком режиме, чтобы общая степень обжатия составляла 50% или более в диапазоне температур 900°С или ниже, который является диапазоном температур без рекристаллизации в аустените. При этом способе происходит увеличение количества участков образования МА в результате снижения размеров аустенитного зерна и обеспечивается возможность однородного распределения тонкодисперсного МА, что приводит к достижению невысокого отношения предела текучести к пределу прочности, равному 85% или менее в состоянии листовой стали и 90% или менее в состоянии стальной трубы.
Кроме того, в настоящем изобретении посредством проведения повторного нагревания с высокой скоростью нагревания после выполнения ускоренного охлаждения подавляется увеличение размеров зерна МА таким образом, чтобы эквивалентный диаметр круга МА был снижен до 3,0 мкм или менее. Кроме того, благодаря началу охлаждения при температуре, равной или превышающей величину (температура фазового превращения Ar3 - 60°С), и равной или ниже температуры фазового превращения Ar3, образуется фаза полигонального феррита в приповерхностных участках в пределах 5 мм от верхней и нижней поверхностей, а при выполнении охлаждения при скорости охлаждения 200°С/с или менее в выражении температуры поверхности листовой стали до температуры 600°С или ниже в выражении температуры поверхности листовой стали оказывается возможным размягчение фазы бейнита в приповерхностном участке листовой стали, что приводит к удлинению в 22% или более в состоянии листовой стали и 20% или более в состоянии стальной трубы, достигаемому в испытаниях на растяжение по полной толщине с применением образца для испытаний, имеющего форму в соответствии со стандартами ГОСТ.
При этом способе, даже при наличии термической предыстории, вызывающей ухудшение свойств из-за последеформационного старения в случае стандартной стали, вероятность разложения МА в случае стали согласно настоящему изобретению оказывается ниже и возможно сохранение определенной металлографической структуры, в которую главным образом включается дуплексная фазовая структура, состоящая из фазы бейнита и МА, а приповерхностный участок в пределах 5 мм от верхней и нижней поверхностей имеет трехфазную структуру, состоящую из фазы полигонального феррита, фазы бейнита и МА.
В результате в настоящем изобретении, даже при наличии термической предыстории с температурой 250°С и при длительности 30 минут, что среди стандартных способов нанесения покрытий на стальные трубы классифицируется как высокотемпературная и продолжительная термическая предыстория, может быть подавлено увеличение предела текучести (YS), которое вызывается деформационным старением и сопровождается увеличением отношения предела текучести к пределу прочности и снижением равномерного относительного удлинения. Таким образом, в случае стали согласно настоящему изобретению могут гарантироваться определенные свойства в состоянии листовой стали и в состоянии стальной трубы даже при наличии термической предыстории, вызывающей в случае стандартной листовой стали ухудшение свойств из-за последеформационного старения.
При этом в случаях, когда стальная труба изготавливается с применением листовой стали согласно настоящему изобретению, листовой стали согласно настоящему изобретению придается цилиндрическая форма и торцевые участки свариваются однослойным швом по каждой из внешней и внутренней поверхностей. Затем выполнением обработки по развальцовке трубы таким образом, чтобы обеспечить степень развальцовки трубы в 0,4% или более и 2,0% или менее, может быть получена стальная труба, имеющая надлежащую округлость.
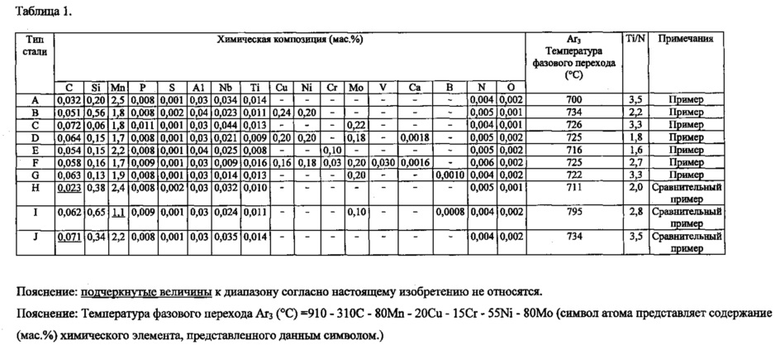
Пример 1
Сталь (типы стали от А до J) с химическими композициями, представленными в таблице 1, отливалась в слябы с помощью способа непрерывной разливки, и были получены толстые стальные листы (№№1-17), имеющие толщину 20 мм, 28 мм или 33 мм.
Немедленно после выполнения горячей прокатки разогретых слябов было проведено охлаждение с помощью устройства для ускоренного охлаждения водоохлаждаемого типа, а затем осуществлено повторное нагревание с использованием индукционной нагревательной печи или газовой печи. Индукционная нагревательная печь была установлена на той же линии, что и устройство ускоренного охлаждения.
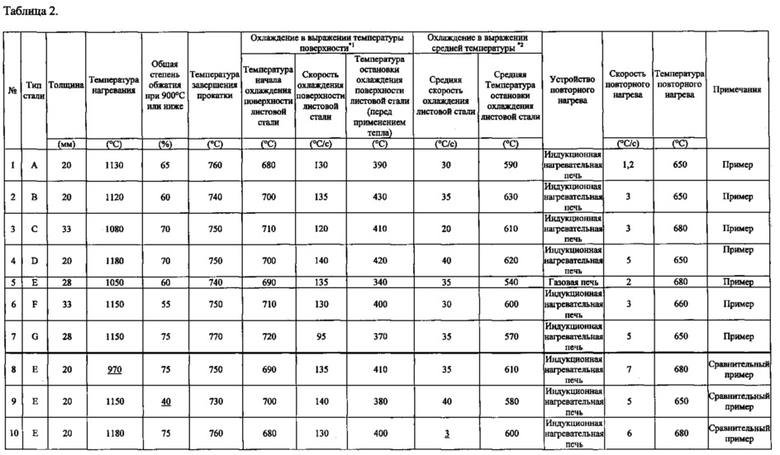
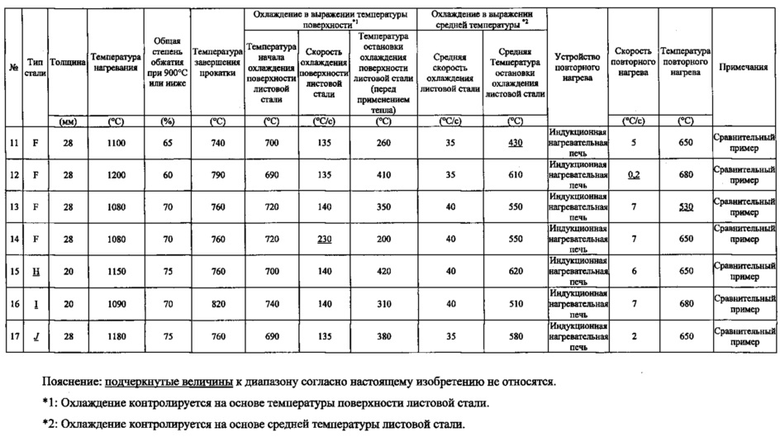
Режимы производства листовых сталей (№№1-17) представлены в таблице 2. Здесь температура, такая как температура нагревания, температура завершения прокатки, температура остановки (завершения) охлаждения и температура повторного нагревания, представлена в выражении средней температуры листовой стали. Средняя температура вычислялась по температуре поверхности сляба или листовой стали, используя такие параметры, как толщина и удельная теплопроводность.
Кроме того, скорость охлаждения является средней скоростью охлаждения, которую получают отнесением разности температур, необходимой для достижения в ходе охлаждения после завершения горячей прокатки до температуры остановки (завершения) охлаждения (от 430°С до 630°С), ко времени, затраченному на охлаждение. Помимо этого, скорость повторного нагревания представляет собой среднюю скорость нагревания, которую получают делением разности температур, необходимой для достижения температуры повторного нагревания (от 530°С до 680°С) в процессе повторного нагревания после завершения охлаждения, на время, затраченное на повторное нагревание.
Были определены механические свойства полученной согласно описанному выше листовой стали. Результаты представлены в таблице 3. Была вычислена прочность при растяжении на основе ее среднего значения, полученного выполнением испытания на растяжение по 2-м образцам для испытаний на растяжение по полной толщине, взятым в направлении под прямым углом к направлению прокатки (С-направление). Прочность, требующаяся в настоящем изобретении, представлена прочностью при растяжении в 590 МПа или более. Отношение предела текучести к пределу прочности и удлинение были оценены отбором образцов для испытаний на растяжение по полной толщине в направлении под прямым углом к направлению прокатки (С-направление). Характеристики деформации, требуемые в настоящем изобретении, представлены отношением предела текучести к пределу прочности, составляющим 85% или менее, равномерным относительным удлинением в 10% или более и общим удлинением в 22% или более.
Была оценена ударная вязкость основного металла отбором 3-х полноразмерных образцов с V-образным надрезом для испытания по Шарпи в направлении под прямым углом к направлению прокатки, выполнением испытания по Шарпи, определением поглощенной энергии при температуре -40°С и вычислением среднего значения по 3-м величинам. Случай, когда поглощенная энергия при температуре -40°С составляла 200 Дж или более, оценивался как хороший.
При рассмотрении ударной вязкости в зоне термического воздействия при сварке (HAZ) были отобраны 3 образца для испытаний, подвергнутые с помощью устройства для воспроизведения сварочного теплового цикла термической предыстории, соответствующей подводу тепла в 70 кДж/см, и на этих испытательных образцах проведено испытание на ударную вязкость по Шарпи. После этого была определена поглощенная энергия при температуре -40°С и вычислено среднее значение для этих 3-х испытательных образцов. Случай, когда поглощенная при испытаниях по Шарпи энергия при температуре -40°С составляла 100 Дж или более, оценивался как хороший.
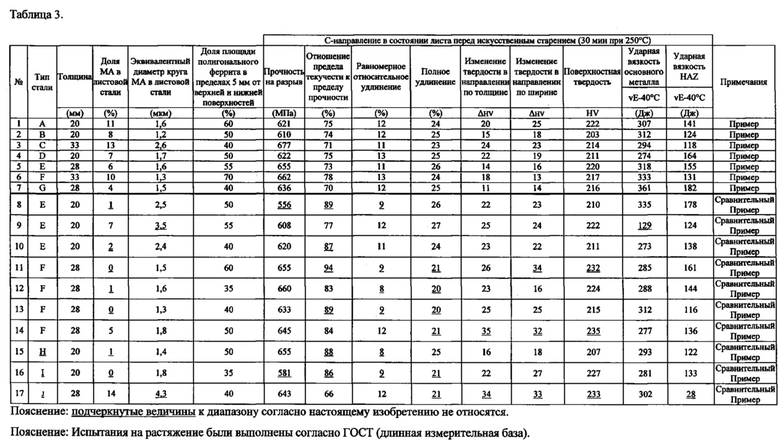
В таблице 3 во всех примерах настоящего изобретения с №1 по №7 химические композиции и производственные режимы находились в диапазоне настоящего изобретения и в каждом из этих примеров демонстрировались высокая прочность в 590 МПа или более в выражении прочности при растяжении, низкое отношение предела текучести к пределу прочности в 85% или менее, высокое равномерное относительное удлинение в 10% или более, высокое общее удлинение в 22% или более и хорошая ударная вязкость основного металла и зоны термического воздействия при сварке.
Кроме того, микроструктура в центральном участке листовой стали включала главным образом фазу бейнита с распределенным в ней МА, доля площади МА в которой составляла 3% или более и 15% или менее и в которой эквивалентный диаметр круга МА равнялся 3,0 мкм или менее. Здесь доля площади МА определялась обработкой изображения микроструктуры, наблюдаемого с помощью электронного сканирующего микроскопа (SEM). Кроме того, микроструктура в приповерхностных участках листовой стали включала главным образом фазу полигонального феррита и фазу бейнита, в которой распределяется МА и в которой доля площади фазы полигонального феррита составляла 10% или более и 80% или менее.
С другой стороны, в случае сравнительных примеров с №8 по №14 химические композиции соответствовали диапазонам настоящего изобретения, но производственные режимы были вне объема настоящего изобретения. В результате данные микроструктуры оказались вне диапазона настоящего изобретения, а отношение предела текучести к пределу прочности или удлинение были недостаточны или же не достигалась достаточная прочность или ударная вязкость в обоих состояниях до и после обработки последеформационным старением при температуре 250°С в течение 30 минут. В случае №№15-17, так как их химические композиции были вне диапазона настоящего изобретения, то отношение предела текучести к пределу прочности и равномерное относительное удлинение №15 оказались вне диапазона настоящего изобретения, а также прочность при растяжении, отношение предела текучести к пределу прочности, равномерное относительное удлинение и удлинение №16 - все эти показатели оказались вне диапазона настоящего изобретения. Ударная вязкость в зоне термического воздействия при сварке (HAZ) для №17 была вне диапазона настоящего изобретения.
В дальнейшем с применением листовых сталей (№№1-17), полученных в условиях, представленных в таблице 2 режимов, были изготовлены стальные трубы UOE.
После того, как полученные листовые стали были подвергнуты формованию с использованием U-npecca и О-пресса, с помощью способа дуговой сварки под слоем флюса была выполнена шовная сварка внутренней поверхности и затем шовная сварка внешней поверхности. Далее выполнением развальцовки трубы в условиях, обеспечивающих степень развальцовки трубы от 0,6% до 1,2%, были получены стальные трубы, имеющие наружный диаметр от 400 до 1626 мм. С помощью образца для испытаний на растяжение, вырезанного из основного металла стальной трубы в соответствии со стандартами ГОСТ, были оценены свойства при растяжении. Кроме того, с использованием образца для испытаний на растяжение, вырезаемого в соответствии со стандартами ГОСТ из исследуемого материала тем же самым, описанным выше способом, который был вырезан из основного металла трубы для получения образцов для испытаний на растяжение и подвергнут старению при температуре 250°С в течение 30 минут, были оценены свойства при растяжении после подвергания старению. Кроме того, с применением имеющего V-образный надрез образца для испытаний на ударную вязкость по Шарпи согласно JIS Z 2202 (1980), вырезанного из центрального участка в направлении толщины основного металла стальной трубы было выполнено испытание на ударную вязкость по Шарпи при температуре испытания -40°С. Кроме того, с использованием образца для испытаний DWTT (испытание на разрыв падающим грузом) согласно API-5L, вырезанного из стальной трубы, было выполнено DWTT при температуре испытания -20°С с целью определения величины SA (доля вязкой составляющей: доля площади пластичного разрушения). Кроме того, с применением имеющего V-образный надрез образца для испытаний на ударную вязкость по Шарпи согласно JIS Z 2202 (1980), вырезанного из участка внешней поверхности FL (граница проплавления) сварного соединения стальной трубы было выполнено испытание на ударную вязкость по Шарпи при температуре испытания -40°С. Здесь надрез был образован в положении, где HAZ и металл сварного шва были включены в соотношении 1:1.
Результаты испытаний представлены в таблице 4.

Целевые диапазоны настоящего изобретения в отношении основного металла трубы: прочность при растяжении 590 МПа или более, удлинение 20% или более и отношение 0,5% предела текучести к прочности при растяжении в 90% или менее, где все эти величины были определены до и после старения при температуре 250°С в течение 30 минут. В то же самое время целевые диапазоны настоящего изобретения в отношении основного металла представлены поглощенной энергией по Шарпи при температуре испытания -40°С, равной 200 Дж или более, и DWTTSA -20°С (доля области пластичного разрушения в испытании DWTT при температуре испытания -20°С) в 85% или более, а целевой диапазон настоящего изобретения в отношении соединения сварного шва стальной трубы представлен поглощенной энергией по Шарпи в 100 Дж или более на надрезе FL внешней поверхности при температуре -40°С.
В таблице 4 во всех случаях примеров настоящего изобретения с №1 по №7 химические композиции и производственные режимы находились в диапазонах настоящего изобретения. Поэтому данные примеры продемонстрировали высокую прочность при растяжении в 590 МПа или более, низкое отношение предела текучести к пределу прочности в 90% или менее и значительное удлинение в 20% или более до и после обработки последеформационным старением при температуре 250°С в течение 30 минут и, кроме того, были продемонстрированы хорошие показатели ударной вязкости основного металла и в зоне термического воздействия при сварке.
С другой стороны, в случае сравнительных примеров с №8 по №14 химические композиции соответствовали диапазонам настоящего изобретения, но производственные способы были вне объема настоящего изобретения. В результате данные микроструктуры оказались вне диапазона настоящего изобретения, а отношение предела текучести к пределу прочности или удлинение были недостаточны или же не достигалась достаточная прочность или ударная вязкость в обоих состояниях до и после обработки последеформационным старением при температуре 250°С в течение 30 минут. В случае №№15-17, так как их химические композиции были вне диапазона настоящего изобретения, то отношение предела текучести к пределу прочности и равномерное относительное удлинение №15 оказались вне диапазона настоящего изобретения, а также прочность при растяжении, отношение предела текучести к пределу прочности, равномерное относительное удлинение и удлинение №16 - все эти показатели оказались вне диапазона настоящего изобретения. Удлинение и ударная вязкость в зоне термического воздействия при сварке в случае №17 были вне диапазона настоящего изобретения.
Изобретение относится к области металлургии, а именно к высокопрочной листовой стали, имеющей низкое отношение предела текучести к пределу прочности. Сталь имеет химическую композицию, содержащую в мас.%: С: 0,03-0,08, Si: 0,01-1,0, Мn: 1,2-3,0, Р: 0,015 или менее, S: 0,005 или менее, Аl: 0,08 или менее, Nb: 0,005-0,07, Ti: 0,005-0,025, N: 0,010 или менее, О: 0,005 или менее, Fe и неизбежные примеси – остальное. Сталь имеет металлографическую структуру, включающую фазу бейнита, островной мартенсит и фазу полигонального феррита в поверхностных участках в пределах 5 мм от верхней и нижней поверхностей. Доля области островного мартенсита составляет 3-15%, а эквивалентный диаметр круга островного мартенсита равен 3,0 мкм или менее. Доля области фазы полигонального феррита в поверхностных участках составляет 10-80%. Сталь имеет изменение твердости по Виккерсу в направлении толщины ΔHV30 или менее, изменение твердости по Виккерсу в направлении ширины ΔHV30 или менее, максимальную твердость по Виккерсу в поверхностных участках листовой стали HV230 или менее, отношение предела текучести к пределу прочности 85% или менее и удлинение 22% или более при испытании на растяжение по полной толщине. Сталь обладает высокими прочностью и устойчивостью к последеформационному старению. 3 н. и 1 з.п. ф-лы, 1 ил., 4 табл., 1 пр.
1. Высокопрочная листовая сталь с низким отношением предела текучести к пределу прочности, имеющая химический состав, содержащий в мас.%: С: 0,03-0,08, Si: 0,01-1,0, Mn: 1,2-3,0, Р: 0,015 или менее, S: 0,005 или менее, Al: 0,08 или менее, Nb: 0,005-0,07, Ti: 0,005-0,025, N: 0,010 или менее, О: 0,005 или менее, Fe и неизбежные примеси: остальное, металлографическую структуру, включающую фазу бейнита и островной мартенсит и фазу полигонального феррита в поверхностных участках в пределах 5 мм от верхней и нижней поверхностей, причем доля области островного мартенсита составляет 3-15%, в которой эквивалентный диаметр круга островного мартенсита равен 3,0 мкм или менее, а доля области фазы полигонального феррита в поверхностных участках составляет 10% или более и менее 80% и остальная часть металлографической структуры представлена фазой бейнита, причем сталь имеет изменение твердости по Виккерсу в направлении толщины ΔHV30 или менее, изменение твердости по Виккерсу в направлении ширины ΔHV30 или менее, максимальную твердость по Виккерсу в поверхностных участках листовой стали HV230 или менее, отношение предела текучести к пределу прочности 85% или менее и удлинение 22% или более при испытании на растяжение по полной толщине с использованием образца для испытаний.
2. Сталь по п. 1, которая дополнительно содержит один или несколько элементов, мас.%, выбранных из Cu: 0,5 или менее, Ni: 1 или менее, Cr: 0,5 или менее, Мо: 0,5 или менее, V: 0,1 или менее, Са: 0,0005-0,003 и В: 0,005 или менее.
3. Способ производства высокопрочной листовой стали с низким отношением предела текучести к пределу прочности, который включает нагрев стали, имеющей химический состав, указанный в п. 1 или 2, до температуры 1000-1300°C, горячую прокатку при общей степени обжатия, составляющей 50% или более при температуре 900°C или ниже, чистовую горячую прокатку при температуре, равной или превышающей температуру фазового перехода Ar3, охлаждение, которое начинают при температуре поверхностей в интервале от (Ar3 - 60°C) до Ar3, и осуществляют его охлаждение со скоростью охлаждения в выражении температуры поверхности листовой стали, равной 200°C/с или менее, до температуры поверхности, равной 600°C или ниже, а затем продолжают охлаждение со скоростью охлаждения в выражении средней температуры листовой стали, равной 15°C/с или более, до средней температуры, равной 450-650°C, и незамедлительно после выполнения охлаждения осуществляют повторный нагрев со скоростью нагрева в выражении температуры поверхности листовой стали, равной 1,0°C/с или более, до температуры поверхности, равной 550-750°C.
4. Высокопрочная сварная стальная труба, которая изготовлена посредством придания листовой стали по п. 1 или 2 цилиндрической формы, сварки торцевых участков сформированного цилиндра с образованием однослойного сварного шва на каждой из внешней и внутренней поверхностей, и последующего выполнения развальцовки полученной трубы в условиях, обеспечивающих степень развальцовки 0,4-2,0%, и при этом труба имеет отношение предела текучести к пределу прочности 90% или менее и показатель удлинения 20% или более при испытании на растяжение по полной толщине с использованием образца для испытаний до и после выполнения обработки последеформационным старением при температуре 250°C или ниже в течение 30 минут или менее.
| Способ приготовления лака | 1924 |
|
SU2011A1 |
| СТАЛЬНЫЕ ЛИСТЫ ДЛЯ СВЕРХВЫСОКОПРОЧНЫХ МАГИСТРАЛЬНЫХ ТРУБ И СВЕРХВЫСОКОПРОЧНЫЕ МАГИСТРАЛЬНЫЕ ТРУБЫ, ОБЛАДАЮЩИЕ ПРЕКРАСНОЙ НИЗКОТЕМПЕРАТУРНОЙ УДАРНОЙ ВЯЗКОСТЬЮ, И СПОСОБЫ ИХ ИЗГОТОВЛЕНИЯ | 2004 |
|
RU2331698C2 |
| ВЫСОКОПРОЧНАЯ СТАЛЬ С ПРЕВОСХОДНОЙ ВЯЗКОСТЬЮ ПРИ НИЗКИХ ТЕМПЕРАТУРАХ И ПРЕВОСХОДНОЙ ВЯЗКОСТЬЮ В ЗОНЕ ТЕРМИЧЕСКОГО ВЛИЯНИЯ СВАРНОГО ШВА (ВАРИАНТЫ), СПОСОБ ПОЛУЧЕНИЯ ТАКОЙ СТАЛИ, А ТАКЖЕ СПОСОБ ИЗГОТОВЛЕНИЯ ЛИСТА ИЗ УКАЗАННОЙ СТАЛИ, ВЫСОКОПРОЧНАЯ СТАЛЬНАЯ ТРУБА (ВАРИАНТ) И СПОСОБ ИЗГОТОВЛЕНИЯ ВЫСОКОПРОЧНОЙ СТАЛЬНОЙ ТРУБЫ | 2003 |
|
RU2258762C2 |
| Колосоуборка | 1923 |
|
SU2009A1 |

